
Effects of raw material ratio on the properties of molybdenum carbide prepared by spark plasma sintering method
-
摘要: 以Mo粉和C粉为原料,采用放电等离子烧结技术成功制备钼的碳化物烧结体,通过X-射线衍射仪(X-ray diffraction,XRD)、扫描电子显微镜(scanning electron microscopy,SEM)及显微硬度仪等测试分析手段,研究了原料配比对产物的物相组成、微观形貌、显微硬度和气孔率的影响。结果表明:当原料中Mo粉和C粉的摩尔比为2:1时,可制备出致密程度较高的Mo2C烧结体;当Mo粉和C粉的摩尔比为2:1.5时,能够促使Mo2C向MoC转变;增加原料中的C粉,会降低烧结体的显微硬度和气孔率。Abstract: Using Mo powder and C powder as the raw materials, the molybdenum carbide was successfully prepared by spark plasma sintering (SPS) in this paper. The effects of raw material ratio (the mole ratio of Mo/C) on phase composition, morphology, microhardness, and porosity of sintering bodies were analyzed and characterized by X-ray diffraction (XRD), scanning electron microscopy (SEM), and microhardness tester. The results show that, Mo2C with high density can be gained at Mo/C = 2:1 by mole; however, when the mole ratio of Mo/C is 2:1.5, the transformation from Mo2C to MoC can be promoted. The microhardness and porosity of sintering bodies may be degraded by the further increase in C powder content.
-
Keywords:
- spark plasma sintering /
- phase composition /
- microstructures /
- microhardness /
- porosity
-
钛合金是一种比强度高、耐蚀性能优异的合金材料, 对航空航天、汽车制造等领域发挥了重要的作用。但在实际应用过程中, 钛合金存在抗高温氧化与耐磨性不足的问题, 严重限制了该合金材料在高温载荷领域的进一步推广应用[1-3]。为了进一步提升钛合金的各项性能, 大多数研究人员主要通过喷焊、气相沉积、激光熔覆等工艺对钛合金进行表面处理[4-6]。其中, 激光熔覆技术可以在不改变钛合金性能的前提下使涂层间形成良好冶金结合状态, 对于钛合金材料摩擦性能的提升起到了明显的促进作用[7-8]。现阶段, 许多学者在Ti4合金耐磨性方面主要是通过增加该材料的表面硬度来实现。不过, 加入钛合金中的TiN、WC、VC等硬质相颗粒在860℃温度下却存在容易被空气氧化的问题[9-10]。例如, Feng等[11]利用激光熔覆处理工艺对Ti5合金表面进行处理, 生成包含增强相TiNi/Ti2Ni基涂层, 并对该涂层进行了表征, 得到涂层中形成了具有均匀分布状态的陶瓷相颗粒, 从而增加了合金材料的耐磨性。Guo等[12]则利用激光熔覆技术对Ni Cr BSi/WC–Ni合金涂层进行了处理, 制得了具有良好耐磨性能的合金涂层。齐鸣等[13]采用激光熔覆工艺使高温合金表面生成MoSi2/Al涂层, 之后在1050℃下对该涂层实施了耐高温氧化性测试, 当涂层中含有的Al比例上升后, 生成的氧化膜中的Al2O3会显著提高熔覆层的耐高温氧化性。余鹏程等[14]对Ti4合金表面进行激光熔覆处理后得到了含有增强相Al3Ti/Ni Ti基涂层, 研究得到当涂层内含有的Al3Ni2脆性颗粒数量增加后, 涂层耐磨性发生了降低的现象。
到目前为止, 大部分学者都是将研究重点集中于通过激光熔覆处理方法来提升钛合金的耐磨性方面, 但很少有文献报道关于钛合金耐高温抗氧化性能的改善内容[15]。本文主要通过激光熔覆处理工艺使Ti4合金表面生成Ni Al Si涂层, 并深入探讨了在860℃温度下该涂层对抗氧化性提升的效果及其作用机理。
1. 实验材料及方法
1.1 实验原料
实验用原料为Ti4合金, 试样尺寸40 mm×40 mm×8 mm, 用砂纸打磨试样熔覆面, 充分去除表面氧化膜。选择80Ni–40Al–20Si复合粉末作为熔覆材料, 采用QM-3SP04型行星球磨机对该粉末进行12 h的球磨处理。
1.2 涂层制备
先在Ti4合金试样涂覆一层甲基纤维素黏结剂, 再铺设一层厚度为1.5 mm的混合粉末, 再将其放入120℃的干燥箱内进行2 h的保温。本实验在DLS-980.10-3000C半导体激光器上完成激光熔覆过程, 工艺参数为: 输出功率2 kW, 扫描速度3.5 mm·s-1, 光斑大小5 mm×2.5 mm。
1.3 涂层性能测试
通过线切割方式得到熔覆层的截面金相试样, 并对该试样进行了X射线衍射(X-ray diffraction, XRD) 表征。利用S-4700型场发射扫描电镜(scanning electron microscopy, SEM) 对涂层微观组织进行了观察, 同时在该电镜附带的能谱仪(energy disperse spectroscope, EDS) 上表征了涂层的各元素组成情况。利用HMF1400-50高温电阻炉测试其抗高温氧化性能, 并计算单位面积对应的质量变化情况。对经过氧化处理的合金与涂层进行金相观察。
2. 结果与分析
2.1 合金涂层显微组织
从图 1 (a) 中可以看到涂层横截面的扫描电子显微形貌。根据图 1 (a) 可知, 在涂层内也没有观察到裂纹结构, 只有少数气孔存在。从图 1 (b) 中可以看到在Ti4和涂层的结合部位形成了熔合线, 可以推断涂层和钛合金之间形成了良好的冶金结合状态。同时还可以观察到在涂层的底部区域形成了众多的柱状晶, 这主要是因为受到凝固冷却的影响, 钛合金垂直的方向上具有最快的冷却速率, 从而导致涂层的下部晶粒优先从垂直钛合金表面的方向上开始生长。图 1 (c) 是对应于图 1 (b) 的放大图, 可以明显看到该图包含了块状区域A与网状区域B两种, 对这些区域进行能谱测试可知, 区域A中的元素类型包括Ti与Si, 两者的原子数分数比接近5:3, 可见该区域的成分主要是Ti5Si3金属间化合物; 对区域B进行元素分析得到该区域包含Ni与Al两种元素, 其原子数分数比接近3:2, 进一步结合X射线衍射图谱可知, 区域B的成分主要是Al3Ni2金属间化合物, 因此可以推断涂层中包含了Ti5Si3与Al3Ni2两种主要成分。
![]() 图 1 合金涂层横截面扫描电子显微组织形貌: (a) 整体; (b) 热影响区; (c) 热影响区放大图Figure 1. SEM images of alloy coating in cross section: (a) integral; (b) heat affected zone; (c) magnification of heat affected zone表 1 图 1 (c) 中区域A和区域B能谱分析Table 1. EDS analysis of area A and area B in Fig. 1 (c)
图 1 合金涂层横截面扫描电子显微组织形貌: (a) 整体; (b) 热影响区; (c) 热影响区放大图Figure 1. SEM images of alloy coating in cross section: (a) integral; (b) heat affected zone; (c) magnification of heat affected zone表 1 图 1 (c) 中区域A和区域B能谱分析Table 1. EDS analysis of area A and area B in Fig. 1 (c)区域 原子数分数/% Ti Ni Al Si A 44.28 22.18 5.48 28.06 B 23.54 42.18 30.02 4.26 2.2 高温抗氧化性能及机理
从表 2中可以看到对钛合金与合金涂层进行高温氧化测试得到的试样单位面积质量变化值, 其中钛合金的单位面积质量增加值显著高于合金涂层, 可见合金涂层的耐高温氧化性能优于钛合金。经过40 h的恒温氧化处理后, 试样单位面积质量增加了24.4 mg·cm-2, 可见在860℃温度下, Ti4合金的表面发生了明显的氧化过程, 此时形成的氧化膜也不能有效抑制氧原子的扩散过程。其中, 在初期高温氧化阶段, 合金涂层具有很快的氧化速率, 当氧化时间不断增加后, 合金涂层的氧化速率降低, 因此可以推断合金涂层表面氧化膜具有降低氧化速率的作用; 经过40 h的高温氧化处理后, 粉末合金涂层的质量增加值是2.19 mg·cm-2, 比Ti4合金的耐高温氧化性能提高了12倍左右。
表 2 Ti4合金和合金涂层高温氧化(860℃) 测试结果Table 2. High temperature oxidation test results of Ti4 alloy and alloy coating at 860℃样品 单位面积质量变化/(mg·cm2) 5 h 10 h 20 h 30 h 40 h Ti4 合金 2.40 4.40 9.20 16.70 24.40 合金涂层 1.82 1.90 2.02 2.11 2.19 Ti4合金与粉末合金涂层在860℃温度下进行40 h的氧化处理后, 对其表面氧化层进行X射线衍射测试得到如图 2所示的谱图。从图 2的测试谱图中可以发现, Ti4合金的氧化层基本包含Al2O3与TiO2两种物相成分, 并且TiO2的衍射峰强度显著高于Al2O3, 说明氧化膜主要是由TiO2构成。由于在860℃下V2O5的挥发性较高, 因此在X射线衍射谱图中未观察到该氧化物的衍射峰, 同时氧化膜也因为V2O5的挥发而形成多孔结构, 使氧原子更易向膜内扩散, 导致合金耐高温氧化性降低。
![]() 图 2 860℃氧化处理40 h后Ti4合金(a) 和合金涂层表面氧化层(b) X射线衍射图谱Figure 2. XRD patterns of Ti4 alloy (a) and oxide layer of alloy coating surface (b) after oxidation at 860℃for 40 h
图 2 860℃氧化处理40 h后Ti4合金(a) 和合金涂层表面氧化层(b) X射线衍射图谱Figure 2. XRD patterns of Ti4 alloy (a) and oxide layer of alloy coating surface (b) after oxidation at 860℃for 40 h图 3 (a) 为在860℃下进行40 h氧化处理后得到的Ti4合金横截面扫描电子显微形貌, 可以发现此时Ti4合金表面出现了较严重腐蚀的情况, 生成的氧化膜表现出了明显的热脆性特征, 较易从表面发生脱落的现象。对Ti4合金的氧化膜微观形貌进行分析可知, 氧化膜主要由许多球形颗粒与柱状物构成, 根据能谱分析(表 3) 可知, 柱状物成分主要是TiO2。在TiO2的形核与生长期间, 还会形成少量的Al2O3, 使氧化膜中形成众多微孔, 这种不连续的氧化膜结构不能发挥有效阻止氧原子扩散的作用, 不利于提高合金的耐高温氧化性。
![]() 图 3 Ti4合金和合金涂层氧化膜横截面扫描电子显微形貌: (a) Ti4合金; (b) 合金涂层Figure 3. Cross section SEM morphology of Ti4 alloy and alloy coating oxidation film: (a) Ti4 alloy; (b) alloy coating
图 3 Ti4合金和合金涂层氧化膜横截面扫描电子显微形貌: (a) Ti4合金; (b) 合金涂层Figure 3. Cross section SEM morphology of Ti4 alloy and alloy coating oxidation film: (a) Ti4 alloy; (b) alloy coating区域 原子数分数/% Ti Ni Al Si O A 38.20 1.20 7.86 2.68 50.06 B 8.26 4.86 35.22 3.38 48.28 图 3 (b) 为在860℃下进行40 h氧化处理后得到的合金涂层氧化膜扫描电子显微形貌。从图中可知, 合金涂层与氧化膜之间保持紧密结合状态, 未看到有脱落情况出现。对该涂层进行能谱分析(表 3) 可知, 其表面氧化膜中的元素主要为O、Al, 同时还有部分Si、Ni、Ti, 因此可以推断该氧化膜的主要成分时Al2O3, 此外还含有部分NiO、SiO2、TiO等。因为Al2O3能够形成致密的连续结构, 起到明显抑制O元素扩散的效果, 使合金涂层耐高温抗氧化性能获得显著提高。
3. 结论
(1) Ti4合金和合金涂层的结合部位形成了熔合线, 可以推断合金涂层和钛合金之间形成了良好的冶金结合状态。同时还可以观察到在涂层的底部区域形成了众多的柱状晶, 涂层中包含了Ti5Si3与Al3Ni2两种主要成分。
(2) 钛合金的单位面积质量增加值显著高于合金涂层, 可见合金涂层的耐高温氧化性能优于钛合金。经过40 h的高温氧化处理后, 粉末涂层的质量增加值是2.19 mg·cm-2, 比Ti4合金的耐高温氧化性能提高了12倍左右。
(3) 在860℃下进行40 h氧化处理得到的合金涂层与氧化膜之间保持紧密结合状态, 未看到有脱落情况出现, 氧化膜的主要成分是Al2O3。
-
![]()
图 1 不同原料配比(Mo: C,摩尔比)烧结体的X-射线衍射图谱
Figure 1. XRD patterns of sintering body in different Mo/C mole ratio
![]()
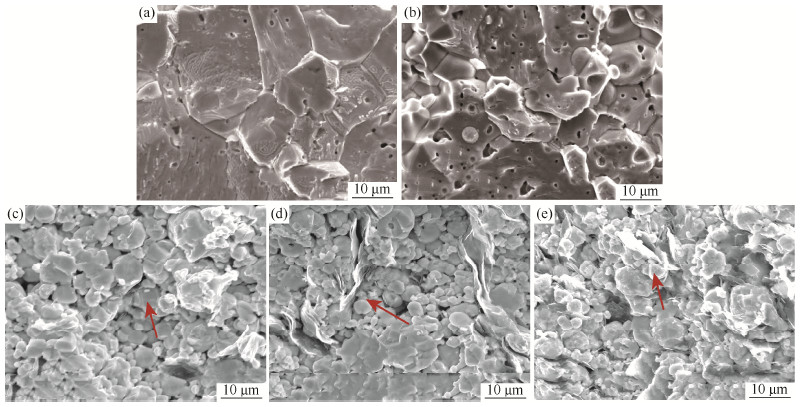
图 2 不同原料配比(Mo: C,摩尔比)烧结体的扫描电镜显微形貌:(a)2:1;(b)2:1.25;(c)2:1.5;(d)2:1.75;(e)1:1
Figure 2. SEM images of sintering body in different Mo/C mole ratio: (a) 2:1; (b) 2:1.25; (c) 2:1.5; (d) 2:1.75; (e) 1:1
-
[1] Gong S W, Chen H K, Li W, et al. Synthesis of β-Mo2N0.78 hydrodesulfurization catalyst in mixtures of nitrogen and hydrogen. Appl Catal A, 2005, 279(1-2): 257
[2] Sun D Y, Lin B Z, Xu B H, et al. Zr-intercalated molybdenum disulfide: preparation, characterization and catalytic activity in nitrobenzene hydrogenation. J Porous Mater, 2008, 15(3): 245
[3] 任娇, 金永中, 张正权, 等. 熔盐合成法制备Mo2C纳米粉末的研究. 粉末冶金技术, 2017, 35(1): 29 Ren J, Jin Y Z, Zhang Z Q, et al. Synthesis of Mo2C nanopowders by molten salt method. Powder Metall Technol, 2017, 35(1): 29
[4] Escandón L S, Ordóňez S, Vega A, et al. Sulphur poisoning of palladium catalysts used for methane combustion: Effect of the support. J Hazard Mater, 2008, 153(1-2): 742
[5] 曹维成, 安耿, 刘高杰. 碳/氮化钼的性能、应用及制备. 中国钼业, 2006, 30(5): 45 Cao W C, An G, Liu G J. The properties, application and preparation methods of molybdenum carbide and molybdenum nitride. China Molybd Ind, 2006, 30(5): 45
[6] Earnshaw A, Greenwood N N. Chemistry of the Elements. 2nd Ed. UK: Butterworth-Heinemann, 1997
[7] Yang Z H, Cai P J, Shi L, et al. A facile preparation of nanocrystalline Mo2C from graphite or carbon nanotubes. J Solid State Chem, 2006, 179(1): 29
[8] 张新, 李来平, 梁静. 碳化钼催化剂的研究进展. 中国钼业, 2010, 34(6): 26 Zhang X, Li L P, Liang J. Research and development of molybdenum carbide catalyst. China Molybd Ind, 2010, 34(6): 26
[9] Osepchuk J M. A history of microwave heating applications. IEEE, 1984, 32(9): 1200
[10] Rybakov K I, Semenov V E, Egorov S V, et al. Microwave heating of conductive powder materials. J Appl Phys, 2006, 99(2): 023506
[11] Ham D J, Lee J S. Transition metal carbides and nitrides as electrode materials for low temperature fuel cells. Energies, 2009, 2(4): 873
[12] Hojo J, Tajika M, Kato A. Molybdenum carbide powders obtained from the vapor phase reaction of the MoCl4–CH4–H2 system. J Less-Common Met, 1979, 66(2): 151
[13] 朱心昆, 林秋实, 陈铁力, 等. 机械合金化的研究及进展. 粉末冶金技术, 1999, 17(4): 291 Zhu X K, Lin Q S, Chen T L, et al. Research and progress in mechanical alloying. Powder Metall Technol, 1999, 17(4): 291
[14] 林文松. 机械合金化过程中的金属相变. 粉末冶金技术, 2001, 19(3): 178 Lin W S. Metallic phase transformation in mechanical alloying. Powder Metall Technol, 2001, 19(3): 178
[15] Omori M. Sintering, consolidation, reaction and crystal growth by the spark plasma system (SPS). Mater Sci Eng, 2000, 287(2): 183
[16] 姚蓉, 张鑫, 王松伟, 等. 放电等离子烧结工艺对Mn3O4性能的影响. 粉末冶金技术, 2016, 34(6): 434 Yao R, Zhang X, Wang S W, et al. The properties of Mn3O4 synthesized by spark plasma sintering. Powder Metall Technol, 2016, 34(6): 434
[17] Yamamoto S, Tanamachi N, Horie S, et al. Fabrication of soft magnetic core using spark plasma sintering. J Jpn Soc Powder Powder Metall, 2000, 47(7): 757
[18] 张久兴, 刘科高, 周美玲. 放电等离子烧结技术的发展和应用. 粉末冶金技术, 2002, 20(3): 129 Zhang J X, Liu K G, Zhou M L. Development and application of spark plasma sintering. Powder Metall Techonol, 2002, 20(3): 129
[19] Sakamoto T. Sintering of molybdenum powder compacts by spark plasma sintering. Met Powder Rep, 1999, 54(2): 36
[20] 林伟伟, 宋友桂. 沉积物中X射线衍射物相定量分析中的两种方法对比研究. 地球环境学报, 2017, 8(1): 78 Lin WW, Song Y G. A comparative study on X-ray diffraction mineral quantitative analysis of two methods in sediments. J Earth Environ, 2017, 8(1): 78-87
-
期刊类型引用(0)
其他类型引用(4)

 下载:
下载:



计量
- 文章访问数: 191
- HTML全文浏览量: 46
- PDF下载量: 13
- 被引次数: 4
