
Investigation on the electric charge decay of micropowder prepared by jet milling/electrostatic dispersion
-
摘要: 采用气流粉碎与静电分散复合法(气流粉碎/静电分散)制备得到的超微粉体具有较好的分散性,然而粉体颗粒所带电量在空气中会逐渐发生消散流失,导致分散效果逐渐减弱甚至消失。本文以CaCO3粉体和钡铁氧体粉体为研究对象,设计了一种新型非接触测量方案来实现荷电粒子电量衰减特性的连续测量,对两种荷电粉体颗粒在空气中的失电过程进行了实验研究。结果表明,荷电粉体颗粒荷质比在空气中的消散呈指数关系衰减;原始荷电电压越高,荷质比的初始衰减速率越大,且在整个衰减过程中相同静置时间下的荷质比数值亦越大;此外,粉体颗粒对所荷电量的贮存能力与颗粒粒径及其相对介电常数有关,颗粒粒径愈小,相对介电常数愈大,则其电荷贮存性能愈佳。Abstract: The micropowders prepared by the combination method of jet milling and electrostatic dispersion (jet milling/electrostatic dispersion, J/E) show the good dispersibility, but the electric charge carried by particles will vanish gradually in air, making the dispersion effect of particles weaken and even disappear. Using CaCO3 powder and barium ferrite powder as the raw materials, a novel non-contact method was designed to measure the electric charge decay of the charged particles in this paper, and the charge decay process of two different powders was investigated. The results indicate that, the attenuation of charge to mass ratio (q/m) of the charged particles presents the exponential relationship in air. The higher the charging voltage is, the larger the initial rate of decay is, and the charge to mass ratio is larger at the same time of repose during the whole decay process. In addition, the charge storage performance of powders is related to the particle size and the relative permittivity, the smaller the particle size is and the larger the relative permittivity is, the better the charge storage performance shows.
-
Keywords:
- jet milling /
- electrostatic dispersion /
- micropowder /
- charge decay /
- charge to mass ratio
-
粉末冶金摩擦材料是一种含有金属和非金属的多组元假合金。一般由基体组元、摩擦组元和润滑组元三部分组成[1-2]。与有机摩擦材料相比, 粉末冶金摩擦材料的力学强度高、抗冲击载荷强、摩擦系数稳定、热稳定性高、热传导性好、抗腐蚀能力强, 以及耐磨性能优良, 是现代刹车材料中应用较为广泛的材料之一[3-5]。目前已被应用于各种大型民用飞机、高性能军用飞机、火车、汽车、风电行业以及其它机械制动装置中[6-10]。
相对比于铁基粉末冶金摩擦材料高温下容易产生胶合、摩擦系数波动大、异常磨损明显、噪声大等情况, 铜基摩擦材料因其良好的导热性和自润湿性能, 在干、湿条件下均具备稳定的摩擦性能, 并在高速制动摩擦过程中, 基体与铜结构形成热扩散通道, 能够在相对短的时间内将大量摩擦热散发到环境中, 有效避免了热聚集引起胶粘对制动盘性能造成不利的影响[11]。长期以来, 对铜基粉末冶金摩擦材料的研究主要集中在配方研究和制备工艺对摩擦磨损性能的影响方面, 而刹车速度对铜基粉末冶金摩擦材料的摩擦磨损机理的研究相对较少。本文以铜基粉末冶金摩擦材料为研究对象, 探讨不同的刹车速度对铜基粉末冶金摩擦材料摩擦磨损性能的影响规律, 并对其微观组织进行研究表征, 为新型铜基粉末冶金摩擦材料的深入研究提供参考与理论支持。
1. 实验
1.1 试样制备
实验中所用的材料主要包括电解铜粉、还原铁粉、鳞片状天然石墨, SiO2粉和铬铁等。按表 1的配方分别称取各种粉料, 并在双锥形混合机中混合20~24 h, 将混合均匀的混合料制成压坯, 压坯尺寸为20 mm×15 mm, 厚度大于5 mm。将压坯置于钟罩式加压烧结炉内, 并在氢气保护气氛中进行加压烧结, 烧结温度为850~900℃, 烧结压力为0.3~0.5 MPa, 烧结时间为3.5~4 h。烧结完成后冷却至500℃后再随箱水冷至≤60℃, 出砂。
表 1 铜基粉末冶金摩擦材料化学成分(质量分数)Table 1. Chemical composition of the copper-based powder metallurgy brake materials% Cu Sn Fe SiO2 铬铁 其它 60~70 1~6 6~15 5~10 2~5 10~20 1.2 性能表征
采用JEOL公司的JSM-6390A型扫描电子显微镜(scanning electron microscope, SEM)对铜基粉末冶金摩擦材料实验前后的表面形貌进行观测; 采用HRF-150型洛氏硬度计和夏比冲击试验机分别对烧结后粉末层的硬度和冲击韧性进行表征; 在MM-3000型摩擦磨损性能试验台上进行摩擦磨损性能试验, 对偶盘材料为30CrMnSiA。试验前, 摩擦副表面先磨合至摩擦副贴合面积≥80%, 摩擦磨损试验条件及要求见表 2。
表 2 摩擦磨损试验条件Table 2. Condition of friction and wear test编号 惯量/ (kg·m2) 刹车压力/ MPa 刹车速度/ (m·s-1) 刹车转速/ (r·min-1) 次数 1# 0.225 0.66 27.78 2652 10 2# 33.33 3183 10 3# 38.89 3714 10 4# 44.44 4244 10 5# 50.00 4775 10 6# 55.56 5305 10 摩擦试验机记录摩擦吸收功率、刹车力矩与刹车时间关系。根据式(1)可计算出摩擦系数。
$$ \mu = \frac{{2M}}{{\left( {{\gamma _1} + {\gamma _2}} \right) \cdot F}} $$ (1) 式中:μ为摩擦系数, M为力矩(N·m), F为荷重(N), γ1为内圈半径(m), γ2为外圈半径(m)。用电子天平测量试样摩擦试验前后的质量变化; 用千分尺测量试样上6个不同位置处摩擦试验前后的厚度变化, 计算出摩擦试验前后试样厚度差, 求出平均值即试样的线性磨损量。
2. 结果与分析
2.1 微观结构
图 1为烧结后铜基粉末冶金摩擦材料表面显微组织形貌。图中黑色的为鳞片石墨, 白色的为铜, 灰色的可能为铁、铬铁或SiO2颗粒。从图可以看出, 大量的鳞片石墨稳定地分布在铜基体当中, 从而保证了刹车过程的平稳性和摩擦系数的稳定性。从图 1 (b)可以清楚地看到大量的灰色颗粒, 其中近似球状的较大颗粒为铬铁(200目, 如箭头所示), 其与基体接触良好, 两者之间观测不到明显的界面[12]; 较小的球状物可能为铁、二氧化硅等颗粒(100目); 这些颗粒均匀地分布在铜基体当中, 铜基体包裹着鳞片状石墨分布在摩擦片表面, 具有稳定的摩擦系数。
2.2 物理性能
铜基粉末冶金摩擦材料的力学性能如表 3所示。从表中可以看出, 摩擦材料的密度较高, 说明摩擦材料中的非金属组元所占体积较小; 材料的洛氏硬度较低, 说明摩擦试验中的对偶磨损相对较小; 材料的抗冲击韧性较大, 表明摩擦组元在材料烧结过程中以机械镶嵌的方式存在基体材料中, 提高了摩擦材料的耐磨性。在高速刹车过程中, 摩擦材料的力学性能确保了其在较大冲击力和较大磨损量条件下的使用。
表 3 摩擦材料的力学性能Table 3. Mechanical properties of friction material密度/ (g·cm-3) 洛氏硬度,HB 冲击韧性/ (J·cm-2) ≥5.72 ≥27 ≥33.5 2.3 摩擦磨损试验
图 2为试样在55.56 m/s刹车速度下的摩擦磨损曲线图。在此刹车速度下, 最大摩擦系数为0.5061, 平均摩擦系数为0.4521;经计算, 离均差率为11.94%, 较小的离均差率说明了铜基摩擦材料具有稳定的摩擦系数。从图中还可以看出, 摩擦系数曲线无明显的振颤现象, 力矩曲线也呈稳定增长趋势, 这也充分表明了该铜基粉末冶金摩擦材料的刹车制动效果平稳, 产生这种现象的原因可能是由于摩擦材料配方中摩擦组元铬铁和铜基体具有良好的润湿性能, 从而提高了摩擦系数的稳定性[12]。
![]() 图 2 铜基粉末冶金摩擦材料在55.56 m/s刹车速度下的摩擦数据曲线Figure 2. Friction curves of Cu-based powder metallurgy material at the braking velocity of 55.56 m/s
图 2 铜基粉末冶金摩擦材料在55.56 m/s刹车速度下的摩擦数据曲线Figure 2. Friction curves of Cu-based powder metallurgy material at the braking velocity of 55.56 m/s图 3 (a)是在不同刹车速度条件下摩擦磨损性能试验后试样的摩擦吸收功率和摩擦系数曲线图。摩擦吸收功率是指试样在单位时间单位面积内所吸收的功, 它与摩擦面的温度升高有着直接对应关系, 因此影响试样的摩擦系数。从图 3 (a)可以看出, 随着刹车速度增大, 刹车能量升高, 摩擦面的温度进一步升高, 试样的摩擦吸收功率呈近似线性升高。刹车速度从27.78 m/s增加到44.44 m/s, 试样的摩擦吸收功率速率增长最快; 当刹车速度从44.44 m/s增加到55.56 m/s, 试样的摩擦吸收功率增加相对缓慢, 这表明铜基粉末冶金摩擦材料在低速条件下, 吸收的动能可能主要被铜基摩擦材料中的孔隙吸收并传导到空气当中; 当制动速率超过44.4 m/s时, 摩擦材料的吸收动能会被铜基摩擦材料自身所吸收, 并通过高的导热性将吸收能量传导至空气中。从图中还可以看出, 当刹车速度从27.78 m/s增加到44.44 m/s时, 摩擦系数也相对从0.4040增加到0.5071。但随着刹车速率的提高, 试样的摩擦系数出现了明显下降的趋势, 这可能与摩擦材料的摩擦机理和微观结构有关。
![]() 图 3 不同刹车速度下铜基粉末冶金摩擦材料的摩擦系数和摩擦吸收功率曲线(a)及线性磨损率和质量损失曲线(b)Figure 3. Relationships of friction absorption power–friction coefficient (a) and linear wear rate–mass loss (b) with braking velocity of Cu-based powder metallurgy friction material
图 3 不同刹车速度下铜基粉末冶金摩擦材料的摩擦系数和摩擦吸收功率曲线(a)及线性磨损率和质量损失曲线(b)Figure 3. Relationships of friction absorption power–friction coefficient (a) and linear wear rate–mass loss (b) with braking velocity of Cu-based powder metallurgy friction material图 3 (b)是在不同刹车速度条件下摩擦磨损性能试验后试样的线性磨损率和质量磨损。从图 3 (b)可以看出, 试样的线磨损率随刹车速度的变化与质量损失随刹车速度的变化一致, 都呈上升的趋势。当刹车速度从27.78 m/s增加到33.33 m/s, 试样的线磨损率和质量磨损均较大, 这是由于在较低的速度下, 刹车未进入平稳阶段, 出现了较为明显的磨粒磨损; 当刹车速度从33.33 m/s增加到50.00 m/s时, 粘着磨损起主要作用, 因此线性磨损率和质量磨损都相对较小; 当刹车速率增长至55.56 m/s时, 试样的质量磨损呈明显增长趋势, 这可能是由于在高速条件下, 铜基摩擦材料自身软化造成摩擦组元脱落, 从而质量损耗明显。但由于线性磨损率数据的获得是通过千分尺测量一定面积上的厚度损耗而计算得到的, 因此线性磨损率并不能完全反应出摩擦组元的脱落引起厚度的微小变化, 因而线性损耗率增长不明显。
为进一步研究刹车速度对摩擦磨损性能的影响, 探讨摩擦磨损性能与摩擦面的关系, 采用扫描电子显微镜对在不同刹车速度下试样的摩擦面进行分析。图 4所示为不同刹车速度试验后铜基粉末冶金摩擦材料表面的扫描电子显微形貌。从图中可以看出, 当刹车速度为27.78 m/s和33.33 m/s时, 由于刹车速度较低, 摩擦剪切力较小, 因此摩擦表面温度较低, 且未能形成连续完整的氧化膜, 从而出现了较小面积的剥落且剥落的块状物较小, 其中剥落后较小的硬质颗粒在剪切力作用下从摩擦表面脱落, 在摩擦副之间形成磨粒, 在摩擦表面产生犁沟, 发生磨料磨损和剥层损耗, 其磨损主要是由机械啮合作用造成的; 当刹车速度为38.89 m/s和44.44 m/s时, 摩擦表面较为光滑, 无明显的脱落。这是由于随着刹车速度的增大, 摩擦吸收功率增大, 摩擦面的温度提高, 摩擦剪切力的作用也逐渐增强, 氧化膜趋于平滑连续, 摩擦表面与摩擦副的真实接触面积越大, 其机械啮合作用减弱, 粘着机理起主要作用。随着刹车速度的进一步增大, 摩擦表面在较大剪切力的作用下发生了较为严重的脱落。当刹车速度从50.00 m/s逐渐增大到55.56 m/s, 试样摩擦表面单位面积吸收的能量进一步增大, 温度进一步升高, 摩擦表面在较大剪切力的作用下发生了较为严重的脱落。这是由于摩擦产生的高温引起材料软化, 破坏了形成的氧化膜, 降低了分子键的抗剪切强度, 从而在摩擦面上出现了不同程度的犁沟[13-14]。
![]() 图 4 铜基粉末冶金摩擦材料在不同刹车速度下的扫描电子显微形貌Figure 4. SEM images of the Cu-based powder metallurgy friction material under the different velocity
图 4 铜基粉末冶金摩擦材料在不同刹车速度下的扫描电子显微形貌Figure 4. SEM images of the Cu-based powder metallurgy friction material under the different velocity3. 结论
(1) 铜基粉末冶金摩擦材料的摩擦磨损性能与刹车速度密切相关。随着刹车速度的增大, 刹车能量急剧升高, 摩擦材料的摩擦吸收功率近似线性增长, 而摩擦系数呈先增大后减小的趋势, 并且铜基粉末冶金摩擦材料的线磨损率与质量磨损随刹车速度增长呈上升趋势。
(2) 在一定的刹车速度下, 铜基粉末冶金摩擦材料摩擦表面的氧化膜愈趋平滑连续。但随着刹车速度的提高, 铜基体自身发生软化, 破坏了已形成的氧化膜, 降低了分子键的抗剪切强度, 从而增大了磨损量。
-
![]()
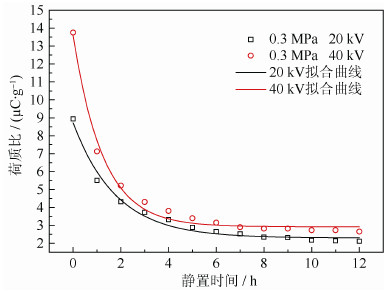
图 2 不同荷电电压下CaCO3粉体的荷质比衰减曲线
Figure 2. Decay curves of the charge to mass ratio of CaCO3 powder under different voltages
![]()
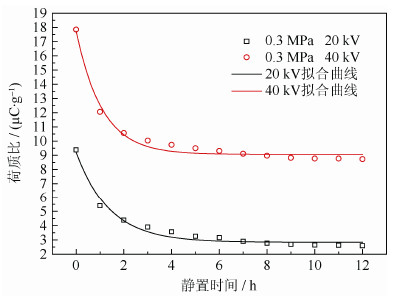
图 3 不同荷电电压下钡铁氧体的荷质比衰减曲线
Figure 3. Decay curves of the charge to mass ratio of barium ferrite powder under different voltages
![]()
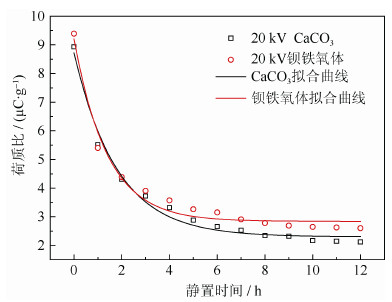
图 4 20 kV荷电电压下CaCO3粉体和钡铁氧体的荷质比衰减曲线
Figure 4. Decay curve comparison of the charge to mass ratio between CaCO3 powder and barium ferrite powder at 20 kV
-
[1] 孙维民, 尹宾宾, 史桂梅. Ag包覆Fe复合纳米粉体的制备及导电导磁性能研究. 粉末冶金技术, 2017, 35(2): 113 DOI: 10.3969/j.issn.1001-3784.2017.02.007 Sun W M, Yin B B, Shi G M. Preparation and electrical/magnetic conductivity study of Fe composite nanopowders coated by Ag. Powder Metall Technol, 2017, 35(2): 113 DOI: 10.3969/j.issn.1001-3784.2017.02.007
[2] 张一帆, 纪箴, 刘贵民, 等. Al2O3弥散增强Cu基高导电率复合材料的制备及性能研究. 粉末冶金技术, 2016, 34(5): 345 https://www.cnki.com.cn/Article/CJFDTOTAL-FMYJ201605005.htm Zhang Y F, Ji Z, Liu G M, et al. Manufacturing process and properties of Al2O3 dispersion strengthened copper-based composite with high electrical conductivity. Powder Metall Technol, 2016, 34(5): 345 https://www.cnki.com.cn/Article/CJFDTOTAL-FMYJ201605005.htm
[3] 李小雷, 张世杰, 巩帅, 等. 粉末冶金法制备La0.75Mg0.25Ni3.5-xMnx(x=0-0.4)合金及其电化学贮氢性能研究. 粉末冶金技术, 2016, 34(2): 90 DOI: 10.3969/j.issn.1001-3784.2016.02.002 Li X L, Zhang S J, Gong S, et al. A study on the electrochemical hydrogen storage characteristics of La0.75Mg0.25Ni3.5-xMnx (x=0-0.4) alloys prepared by powder metallurgy. Powder Metal Technol, 2016, 34(2): 90 DOI: 10.3969/j.issn.1001-3784.2016.02.002
[4] 陈杰, 林晨光, 胡学晟, 等. 超细WC粉末中团聚体的强度. 粉末冶金工业, 2008, 18(5): 25 DOI: 10.3969/j.issn.1006-6543.2008.05.006 Chen J, Lin C G, Hu X S, et al. Strength of aggregates in ultrafine WC powder. Powder Metall Ind, 2008, 18(5): 25 DOI: 10.3969/j.issn.1006-6543.2008.05.006
[5] 谈军, 周张健, 屈丹丹, 等. 超细晶钨及其复合材料的研究现状. 粉末冶金工业, 2012, 22(3): 56 DOI: 10.3969/j.issn.1006-6543.2012.03.010 Tan J, Zhou Z J, Qu D D, et al. Current status of the ultra-fine grained tungsten and its alloys. Powder Metall Ind, 2012, 22(3): 56 DOI: 10.3969/j.issn.1006-6543.2012.03.010
[6] 卢寿慈. 粉体加工技术. 北京: 中国轻工业出版社, 1999 Lu S C. Powder Processing Technology. Beijing: China Light Industry Press, 1999
[7] Nykamp G, Carstensen U, Müller B W. Jet milling ― a new technique for microparticle preparation. Int J Pharm, 2002, 242(1-2): 79 DOI: 10.1016/S0378-5173(02)00150-3
[8] Midoux N, Hošek P, Pailleres L, et al. Micronization of pharmaceutical substances in a spiral jet mill. Powder Technol, 1999, 104(2): 113 DOI: 10.1016/S0032-5910(99)00052-2
[9] 马飞飞, 王雅萍. 超细气流粉碎技术的研究新进展. 湖南冶金, 2006, 34(6): 42 DOI: 10.3969/j.issn.1005-6084.2006.06.011 Ma F F, Wang Y P. New progress of research on the technology of ultrafine airflow smashing. Hunan Metall, 2006, 34(6): 42 DOI: 10.3969/j.issn.1005-6084.2006.06.011
[10] Kravchenko V P, Baglyuk G A, Trotsan A I. Effectiveness of jet milling for producing superfine powders from blast-furnace slag. Powder Metall Metl Ceram, 2017, 55(11-12): 745 DOI: 10.1007/s11106-017-9863-y
[11] Yashima S, Kanda Y, Sano S. Relationships between particle size and fracture energy or impact velocity required to fracture as estimated from single particle crushing. Powder Technol, 1987, 51(3): 277 DOI: 10.1016/0032-5910(87)80030-X
[12] Kanda Y, Sano S, Yashima S. A consideration of grinding limit based on fracture mechanics. Powder Technol, 1986, 48(3): 263 DOI: 10.1016/0032-5910(86)80051-1
[13] Kanda Y, Abe Y, Hosoya T, et al. A consideration of ultrafine grinding based on experimental result of single particle crushing. Powder Technol, 1989, 58(2): 137 DOI: 10.1016/0032-5910(89)80026-9
[14] Palaniandy S, Azizli K A M. Mechanochemical effects on talc during fine grinding process in a jet mill. Int J Miner Process, 2009, 92(1-2): 22 DOI: 10.1016/j.minpro.2009.02.008
[15] Shaibani M E, Ghambari M. Characterization and comparison of gray cast iron powder produced by target jet milling and high energy ball milling of machining scraps. Powder Technol, 2011, 212(1): 278 DOI: 10.1016/j.powtec.2011.06.002
[16] 王立东, 肖志刚. 气流粉碎对玉米淀粉结构及理化性质的影响. 农业工程学报, 2016, 32(24): 276 DOI: 10.11975/j.issn.1002-6819.2016.24.037 Wang L D, Xiao Z G. Effect of jet-milling on structure and physicochemical properties of maize starch. Trans Chin Soc Agric Eng, 2016, 32(24): 276 DOI: 10.11975/j.issn.1002-6819.2016.24.037
[17] 李凤生, 宋洪昌, 刘洪英, 等. 气流粉碎过程中的静电问题. 化工进展, 1995(2): 15 DOI: 10.3321/j.issn:1000-6613.1995.02.003 Li F S, Song H C, Liu H Y, et al. The electrostatic problems in crushing with jet mill. Chem Ind Eng Prog, 1995(2): 15 DOI: 10.3321/j.issn:1000-6613.1995.02.003
[18] Giry K, Péan J M, Giraud L, et al. Drug/lactose co-micronization by jet milling to improve aerosolization properties of a powder for inhalation. Int J Pharm, 2006, 321(1-2): 162 DOI: 10.1016/j.ijpharm.2006.05.009
[19] 曾贵玉, 聂福德, 刘晓东, 等. 气流粉碎法制备超细硅酸钙粒子的研究. 材料科学与工程, 2001, 19(4): 80 DOI: 10.3969/j.issn.1673-2812.2001.04.018 Zeng G Y, Nie F D, Liu X D, et al. Preparation of ultra-fine calcium silicate using airflow-smash. Mater Sci Eng, 2001, 19(4): 80 DOI: 10.3969/j.issn.1673-2812.2001.04.018
[20] 任俊, 卢寿慈, 沈健, 等. 超细颗粒的静电抗团聚分散. 科学通报, 2000, 45(21): 2289 DOI: 10.3321/j.issn:0023-074X.2000.21.008 Ren J, Lu S C, Shen J, et al. Anti-aggregation electrostatic dispersion of fine particles. Chin Sci Bull, 2000, 45(21): 2289 DOI: 10.3321/j.issn:0023-074X.2000.21.008
[21] Ren J, Lu S C, Shen J, et al. Electrostatic dispersion of fine particles in the air. Powder Technol, 2001, 120(3): 187 DOI: 10.1016/S0032-5910(01)00269-8
[22] Ren J, Lu S C, Shen J, et al. Research on the composite dispersion of ultra fine powder in the air. Mater Chem Phys, 2001, 69(1-3): 204 DOI: 10.1016/S0254-0584(00)00396-5
[23] 徐政, 卢寿慈. 荷电量对超细粉体静电分散及其分散效果影响. 中国粉体技术, 2004, 10(增刊1): 227 https://cpfd.cnki.com.cn/Article/CPFDTOTAL-ZGKL200400001055.htm Xu Z, Lu S C. Effect of charge on superfine powder dispersion by electrostatic. China Powder Sci Technol, 2004, 10(Suppl 1): 227 https://cpfd.cnki.com.cn/Article/CPFDTOTAL-ZGKL200400001055.htm
[24] 李桂春, 纪守峰. 超细煤粉的静电分散研究. 中国粉体技术, 2007, 13(1): 23 DOI: 10.3969/j.issn.1008-5548.2007.01.006 Li G C, Ji S F. Electrostatic dispersion research on superfine coal powder. China Powder Sci Technol, 2007, 13(1): 23 DOI: 10.3969/j.issn.1008-5548.2007.01.006
[25] Kittipoomwong P, Maeda M, Gotoh K, et al. Electric charging characteristic of a mixer-type power disperser. Adv Powder Technol, 1998, 9(4): 317 DOI: 10.1016/S0921-8831(08)60563-4
[26] Masuda H. Dry dispersion of fine particles in gaseous phase. Adv Powder Technol, 2009, 20(2): 113 DOI: 10.1016/j.apt.2009.02.001
-
期刊类型引用(1)
1. 郭春芳. 纳米NiO/ZrO_2复合光催化剂的制备及性能. 印染助剂. 2022(03): 31-34 .  百度学术
百度学术
其他类型引用(1)
 下载:
下载:





计量
- 文章访问数: 272
- HTML全文浏览量: 102
- PDF下载量: 29
- 被引次数: 2
