
Effects of FeCrBSi pre-alloyed powder on sintering properties of 316L stainless steel by metal injection molding
-
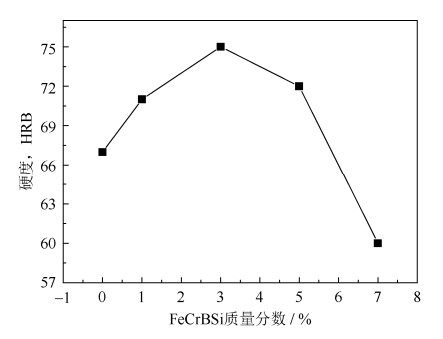
摘要: 研究了添加不同质量分数FeCrBSi铁基预合金粉末(FeCrBSi)作为烧结助剂对金属注射成形316L不锈钢(316L)烧结性能的影响,通过电子密度计、金相显微镜及洛氏硬度计等仪器分析讨论了烧结制品的烧结密度、金相显微组织及硬度等性能。结果表明:在1360℃烧结时,FeCrBSi与316L形成了超固相线液相烧结,液相的增加有利于烧结致密化,烧结密度随着FeCrBSi质量分数的增加而升高,孔隙度逐渐降低。当FeCrBSi质量分数为3%~5%时,烧结密度达到7.81~7.87 g·cm-3;当FeCrBSi质量分数增至7%时,烧结出现变形。制品硬度随相对密度的上升而提高,在FeCrBSi质量分数为3%时达到最大值(HRB 75),此时力学性能亦表现优异。Abstract: Effect of FeCrBSi Fe-based pre-alloyed powder (FeCrBSi) content by mass as sintering additive on sintering properties of 316L stainless steel (316L) by metal injection molding (MIM) was studied. The sintered density, metallurgical microstructures, and hardness of the sintered products were investigated by electronic densitometer, metallurgical microscope, and Rockwell hardometer, respectively. The results indicate that, the supersolidus liquid phase sintering is formed by FeCrBSi and 316L sintered at 1360℃, and the increase in liquid phase is beneficial to the sintering densification. The sintered density is increased with the rise of FeCrBSi mass fraction, and the porosity decreases in contrast. The sintered density is up to 7.81~7.87 g·cm-3 when the FeCrBSi mass fraction is 3%~5%; whereas, the deformation is emerged when the FeCrBSi mass fraction increases to 7%. Hardness is improved with the increased relative density. The maximum hardness is reached as HRB 75, when the mass fraction of FeCrBSi is 3%, and the mechanical properties are also excellent at this time.
-
Keywords:
- metal injection molding /
- sintering additive /
- FeCrBSi /
- liquid phase sintering
-
粉末冶金摩擦材料是一种含有金属和非金属的多组元假合金。一般由基体组元、摩擦组元和润滑组元三部分组成[1-2]。与有机摩擦材料相比, 粉末冶金摩擦材料的力学强度高、抗冲击载荷强、摩擦系数稳定、热稳定性高、热传导性好、抗腐蚀能力强, 以及耐磨性能优良, 是现代刹车材料中应用较为广泛的材料之一[3-5]。目前已被应用于各种大型民用飞机、高性能军用飞机、火车、汽车、风电行业以及其它机械制动装置中[6-10]。
相对比于铁基粉末冶金摩擦材料高温下容易产生胶合、摩擦系数波动大、异常磨损明显、噪声大等情况, 铜基摩擦材料因其良好的导热性和自润湿性能, 在干、湿条件下均具备稳定的摩擦性能, 并在高速制动摩擦过程中, 基体与铜结构形成热扩散通道, 能够在相对短的时间内将大量摩擦热散发到环境中, 有效避免了热聚集引起胶粘对制动盘性能造成不利的影响[11]。长期以来, 对铜基粉末冶金摩擦材料的研究主要集中在配方研究和制备工艺对摩擦磨损性能的影响方面, 而刹车速度对铜基粉末冶金摩擦材料的摩擦磨损机理的研究相对较少。本文以铜基粉末冶金摩擦材料为研究对象, 探讨不同的刹车速度对铜基粉末冶金摩擦材料摩擦磨损性能的影响规律, 并对其微观组织进行研究表征, 为新型铜基粉末冶金摩擦材料的深入研究提供参考与理论支持。
1. 实验
1.1 试样制备
实验中所用的材料主要包括电解铜粉、还原铁粉、鳞片状天然石墨, SiO2粉和铬铁等。按表 1的配方分别称取各种粉料, 并在双锥形混合机中混合20~24 h, 将混合均匀的混合料制成压坯, 压坯尺寸为20 mm×15 mm, 厚度大于5 mm。将压坯置于钟罩式加压烧结炉内, 并在氢气保护气氛中进行加压烧结, 烧结温度为850~900℃, 烧结压力为0.3~0.5 MPa, 烧结时间为3.5~4 h。烧结完成后冷却至500℃后再随箱水冷至≤60℃, 出砂。
表 1 铜基粉末冶金摩擦材料化学成分(质量分数)Table 1. Chemical composition of the copper-based powder metallurgy brake materials% Cu Sn Fe SiO2 铬铁 其它 60~70 1~6 6~15 5~10 2~5 10~20 1.2 性能表征
采用JEOL公司的JSM-6390A型扫描电子显微镜(scanning electron microscope, SEM)对铜基粉末冶金摩擦材料实验前后的表面形貌进行观测; 采用HRF-150型洛氏硬度计和夏比冲击试验机分别对烧结后粉末层的硬度和冲击韧性进行表征; 在MM-3000型摩擦磨损性能试验台上进行摩擦磨损性能试验, 对偶盘材料为30CrMnSiA。试验前, 摩擦副表面先磨合至摩擦副贴合面积≥80%, 摩擦磨损试验条件及要求见表 2。
表 2 摩擦磨损试验条件Table 2. Condition of friction and wear test编号 惯量/ (kg·m2) 刹车压力/ MPa 刹车速度/ (m·s-1) 刹车转速/ (r·min-1) 次数 1# 0.225 0.66 27.78 2652 10 2# 33.33 3183 10 3# 38.89 3714 10 4# 44.44 4244 10 5# 50.00 4775 10 6# 55.56 5305 10 摩擦试验机记录摩擦吸收功率、刹车力矩与刹车时间关系。根据式(1)可计算出摩擦系数。
$$ \mu = \frac{{2M}}{{\left( {{\gamma _1} + {\gamma _2}} \right) \cdot F}} $$ (1) 式中:μ为摩擦系数, M为力矩(N·m), F为荷重(N), γ1为内圈半径(m), γ2为外圈半径(m)。用电子天平测量试样摩擦试验前后的质量变化; 用千分尺测量试样上6个不同位置处摩擦试验前后的厚度变化, 计算出摩擦试验前后试样厚度差, 求出平均值即试样的线性磨损量。
2. 结果与分析
2.1 微观结构
图 1为烧结后铜基粉末冶金摩擦材料表面显微组织形貌。图中黑色的为鳞片石墨, 白色的为铜, 灰色的可能为铁、铬铁或SiO2颗粒。从图可以看出, 大量的鳞片石墨稳定地分布在铜基体当中, 从而保证了刹车过程的平稳性和摩擦系数的稳定性。从图 1 (b)可以清楚地看到大量的灰色颗粒, 其中近似球状的较大颗粒为铬铁(200目, 如箭头所示), 其与基体接触良好, 两者之间观测不到明显的界面[12]; 较小的球状物可能为铁、二氧化硅等颗粒(100目); 这些颗粒均匀地分布在铜基体当中, 铜基体包裹着鳞片状石墨分布在摩擦片表面, 具有稳定的摩擦系数。
2.2 物理性能
铜基粉末冶金摩擦材料的力学性能如表 3所示。从表中可以看出, 摩擦材料的密度较高, 说明摩擦材料中的非金属组元所占体积较小; 材料的洛氏硬度较低, 说明摩擦试验中的对偶磨损相对较小; 材料的抗冲击韧性较大, 表明摩擦组元在材料烧结过程中以机械镶嵌的方式存在基体材料中, 提高了摩擦材料的耐磨性。在高速刹车过程中, 摩擦材料的力学性能确保了其在较大冲击力和较大磨损量条件下的使用。
表 3 摩擦材料的力学性能Table 3. Mechanical properties of friction material密度/ (g·cm-3) 洛氏硬度,HB 冲击韧性/ (J·cm-2) ≥5.72 ≥27 ≥33.5 2.3 摩擦磨损试验
图 2为试样在55.56 m/s刹车速度下的摩擦磨损曲线图。在此刹车速度下, 最大摩擦系数为0.5061, 平均摩擦系数为0.4521;经计算, 离均差率为11.94%, 较小的离均差率说明了铜基摩擦材料具有稳定的摩擦系数。从图中还可以看出, 摩擦系数曲线无明显的振颤现象, 力矩曲线也呈稳定增长趋势, 这也充分表明了该铜基粉末冶金摩擦材料的刹车制动效果平稳, 产生这种现象的原因可能是由于摩擦材料配方中摩擦组元铬铁和铜基体具有良好的润湿性能, 从而提高了摩擦系数的稳定性[12]。
![]() 图 2 铜基粉末冶金摩擦材料在55.56 m/s刹车速度下的摩擦数据曲线Figure 2. Friction curves of Cu-based powder metallurgy material at the braking velocity of 55.56 m/s
图 2 铜基粉末冶金摩擦材料在55.56 m/s刹车速度下的摩擦数据曲线Figure 2. Friction curves of Cu-based powder metallurgy material at the braking velocity of 55.56 m/s图 3 (a)是在不同刹车速度条件下摩擦磨损性能试验后试样的摩擦吸收功率和摩擦系数曲线图。摩擦吸收功率是指试样在单位时间单位面积内所吸收的功, 它与摩擦面的温度升高有着直接对应关系, 因此影响试样的摩擦系数。从图 3 (a)可以看出, 随着刹车速度增大, 刹车能量升高, 摩擦面的温度进一步升高, 试样的摩擦吸收功率呈近似线性升高。刹车速度从27.78 m/s增加到44.44 m/s, 试样的摩擦吸收功率速率增长最快; 当刹车速度从44.44 m/s增加到55.56 m/s, 试样的摩擦吸收功率增加相对缓慢, 这表明铜基粉末冶金摩擦材料在低速条件下, 吸收的动能可能主要被铜基摩擦材料中的孔隙吸收并传导到空气当中; 当制动速率超过44.4 m/s时, 摩擦材料的吸收动能会被铜基摩擦材料自身所吸收, 并通过高的导热性将吸收能量传导至空气中。从图中还可以看出, 当刹车速度从27.78 m/s增加到44.44 m/s时, 摩擦系数也相对从0.4040增加到0.5071。但随着刹车速率的提高, 试样的摩擦系数出现了明显下降的趋势, 这可能与摩擦材料的摩擦机理和微观结构有关。
![]() 图 3 不同刹车速度下铜基粉末冶金摩擦材料的摩擦系数和摩擦吸收功率曲线(a)及线性磨损率和质量损失曲线(b)Figure 3. Relationships of friction absorption power–friction coefficient (a) and linear wear rate–mass loss (b) with braking velocity of Cu-based powder metallurgy friction material
图 3 不同刹车速度下铜基粉末冶金摩擦材料的摩擦系数和摩擦吸收功率曲线(a)及线性磨损率和质量损失曲线(b)Figure 3. Relationships of friction absorption power–friction coefficient (a) and linear wear rate–mass loss (b) with braking velocity of Cu-based powder metallurgy friction material图 3 (b)是在不同刹车速度条件下摩擦磨损性能试验后试样的线性磨损率和质量磨损。从图 3 (b)可以看出, 试样的线磨损率随刹车速度的变化与质量损失随刹车速度的变化一致, 都呈上升的趋势。当刹车速度从27.78 m/s增加到33.33 m/s, 试样的线磨损率和质量磨损均较大, 这是由于在较低的速度下, 刹车未进入平稳阶段, 出现了较为明显的磨粒磨损; 当刹车速度从33.33 m/s增加到50.00 m/s时, 粘着磨损起主要作用, 因此线性磨损率和质量磨损都相对较小; 当刹车速率增长至55.56 m/s时, 试样的质量磨损呈明显增长趋势, 这可能是由于在高速条件下, 铜基摩擦材料自身软化造成摩擦组元脱落, 从而质量损耗明显。但由于线性磨损率数据的获得是通过千分尺测量一定面积上的厚度损耗而计算得到的, 因此线性磨损率并不能完全反应出摩擦组元的脱落引起厚度的微小变化, 因而线性损耗率增长不明显。
为进一步研究刹车速度对摩擦磨损性能的影响, 探讨摩擦磨损性能与摩擦面的关系, 采用扫描电子显微镜对在不同刹车速度下试样的摩擦面进行分析。图 4所示为不同刹车速度试验后铜基粉末冶金摩擦材料表面的扫描电子显微形貌。从图中可以看出, 当刹车速度为27.78 m/s和33.33 m/s时, 由于刹车速度较低, 摩擦剪切力较小, 因此摩擦表面温度较低, 且未能形成连续完整的氧化膜, 从而出现了较小面积的剥落且剥落的块状物较小, 其中剥落后较小的硬质颗粒在剪切力作用下从摩擦表面脱落, 在摩擦副之间形成磨粒, 在摩擦表面产生犁沟, 发生磨料磨损和剥层损耗, 其磨损主要是由机械啮合作用造成的; 当刹车速度为38.89 m/s和44.44 m/s时, 摩擦表面较为光滑, 无明显的脱落。这是由于随着刹车速度的增大, 摩擦吸收功率增大, 摩擦面的温度提高, 摩擦剪切力的作用也逐渐增强, 氧化膜趋于平滑连续, 摩擦表面与摩擦副的真实接触面积越大, 其机械啮合作用减弱, 粘着机理起主要作用。随着刹车速度的进一步增大, 摩擦表面在较大剪切力的作用下发生了较为严重的脱落。当刹车速度从50.00 m/s逐渐增大到55.56 m/s, 试样摩擦表面单位面积吸收的能量进一步增大, 温度进一步升高, 摩擦表面在较大剪切力的作用下发生了较为严重的脱落。这是由于摩擦产生的高温引起材料软化, 破坏了形成的氧化膜, 降低了分子键的抗剪切强度, 从而在摩擦面上出现了不同程度的犁沟[13-14]。
![]() 图 4 铜基粉末冶金摩擦材料在不同刹车速度下的扫描电子显微形貌Figure 4. SEM images of the Cu-based powder metallurgy friction material under the different velocity
图 4 铜基粉末冶金摩擦材料在不同刹车速度下的扫描电子显微形貌Figure 4. SEM images of the Cu-based powder metallurgy friction material under the different velocity3. 结论
(1) 铜基粉末冶金摩擦材料的摩擦磨损性能与刹车速度密切相关。随着刹车速度的增大, 刹车能量急剧升高, 摩擦材料的摩擦吸收功率近似线性增长, 而摩擦系数呈先增大后减小的趋势, 并且铜基粉末冶金摩擦材料的线磨损率与质量磨损随刹车速度增长呈上升趋势。
(2) 在一定的刹车速度下, 铜基粉末冶金摩擦材料摩擦表面的氧化膜愈趋平滑连续。但随着刹车速度的提高, 铜基体自身发生软化, 破坏了已形成的氧化膜, 降低了分子键的抗剪切强度, 从而增大了磨损量。
-
![]()
图 1 粉末表面显微形貌:(a)316L;(b)FeCrBSi
Figure 1. Surface morphology of powders: (a) 316L; (b) FeCrBSi
![]()
图 2 添加不同质量分数FeCrBSi对MIM 316L烧结密度和孔隙度的影响
Figure 2. Effects of FeCrBSi mass fraction on sintered density and porosity of MIM 316L
![]()
图 3 添加不同质量分数FeCrBSi的316L烧结试样显微组织:(a)0;(b)1%;(c)3%;(d)5%;(e)7%
Figure 3. Microstructures of sintered 316L added by different mass fraction FeCrBSi: (a) 0; (b) 1%; (c) 3%; (d) 5%; (e) 7%
![]()
图 4 不锈钢与预合金粉末的超固相线液相烧结[12]
Figure 4. Supersolids liquid phase sintering of stainless steel and pre-alloyed powders
![]()
图 5 添加质量分数5%FeCrBSi的316L烧结试样晶界处微观组织
Figure 5. Grain boundary microstructures of sintered 316L specimens added with 5% FeCrBSi by mass
![]()
图 6 添加不同质量分数FeCrBSi对316L烧结硬度的影响
Figure 6. Effect of FeCrBSi mass fraction on the sintered 316L hardness
表 1 316L与FeCrBSi粉末物理性能
Table 1 Physical properties of 316L and FeCrBSi powders
粉末 粒径分布/ μm 平均粒径/ μm 振实密度/ (g·cm-3) 氧质量分数/ ×10-6 D10 D50 D90 316L粉末 2.712 9.277 24.51 11.85 4.76 3038 FeCrBSi预合金粉末 7.450 16.74 27.45 17.10 5.10 835  下载: 导出CSV
下载: 导出CSV
表 2 添加质量分数5%FeCrBSi的316L烧结试样晶界处成分
Table 2 Chemical composition at grain boundary of sintered 316L specimens added with 5% FeCrBSi by mass
位置 Si Cr Mn Fe Ni Mo 位置1 0.00 29.39 11.27 9.74 1.44 48.16 位置2 0.09 23.96 — 38.77 5.22 31.96 位置3 0.41 15.75 — 68.91 13.18 1.76 位置4 — 38.87 — 33.62 3.20 24.31
下载: 导出CSV
表 3 添加不同质量分数FeCrBSi的316L烧结件力学性能及耐腐蚀性
Table 3 Mechanical properties and corrosion resistance of sintered 316L parts added by FeCrBSi in different mass fractions
FeCrBSi质量分数/ % 屈服强度,Rp0.2 / (N·mm-2) 抗拉强度,Rm / (N·mm-2) 断后伸长率,A / % 耐腐蚀性时间/ h MPIF 140 455 40 48 0 151 397 43 196 1 199 515 52 202 3 204 559 64.5 216 5 193 505 55 228 7 — — — 72
下载: 导出CSV
-
[1] 刘超, 孔祥吉, 吴胜文, 等. 钛及钛合金金属粉末注射成形技术的研究进展. 粉末冶金技术, 2017, 35(2): 150 DOI: 10.3969/j.issn.1001-3784.2017.02.012 Liu C, Kong X J, Wu S W, et al. Research progress on metal injection molding of titanium and titanium alloys. Powder Metall Technol, 2017, 35(2): 150 DOI: 10.3969/j.issn.1001-3784.2017.02.012
[2] 徐延龙, 郭志猛, 罗骥, 等. 烧结工艺对316L不锈钢组织与性能的影响. 粉末冶金技术, 2014, 32(5): 378 http://pmt.ustb.edu.cn/article/id/fmyjjs201405011 Xu Y L, Guo Z M, Luo J, et al. The effect of sintering process on the microstructure and properties of 316L stainless steel. Powder Metall Technol, 2014, 32(5): 378 http://pmt.ustb.edu.cn/article/id/fmyjjs201405011
[3] 赵丽明, 曲选辉, 何新波, 等. Ti–47.5Al–205V–1.0Cr注射成形. 北京科技大学学报, 2008, 30(10): 1144 DOI: 10.3321/j.issn:1001-053X.2008.10.012 Zhao L M, Qu X H, He X B, et al. Powder injection moulding of Ti–47.5Al–205V–1.0Cr. J Univ Sci Technol Beijing, 2008, 30(10): 1144 DOI: 10.3321/j.issn:1001-053X.2008.10.012
[4] 高建祥, 范景莲. YT5硬质合金注射成形喂料流变学行为研究. 硬质合金, 2010, 27(6): 338 DOI: 10.3969/j.issn.1003-7292.2010.06.004 Gao J X, Fan J L. Rheological behavior study of injection molding feeding for YT5 hardmetal. Cemented Carbide, 2010, 27(6): 338 DOI: 10.3969/j.issn.1003-7292.2010.06.004
[5] 段柏华, 曲选辉, 章林, 等. 磁粉粒度对注射成形粘结NdFeB磁体性能的影响. 中国有色金属学报, 2007, 17(10): 1627 DOI: 10.3321/j.issn:1004-0609.2007.10.012 Duan B H, Qu X H, Zhang L, et al. Effect of particle size on properties of injection-molded bonded NdFeB magnet. Chin J Nonferrous Met, 2007, 17(10): 1627 DOI: 10.3321/j.issn:1004-0609.2007.10.012
[6] 王亚利, 郝俊杰, 郭志猛, 等. 316L不锈钢粉末的凝胶注模成形. 粉末冶金工业, 2007, 17(3): 19 DOI: 10.3969/j.issn.1006-6543.2007.03.004 Wang Y L, Hao J J, Guo Z M, et al. Gelcasting of 316l stainless steel powder. Powder Metall Ind, 2007, 17(3): 19 DOI: 10.3969/j.issn.1006-6543.2007.03.004
[7] 姜峰, 李益民, 李松林. 烧结气氛对MIM316L不锈钢致密化和尺寸精度的影响. 材料科学与工艺, 2005, 13(1): 4 DOI: 10.3969/j.issn.1005-0299.2005.01.002 Jiang F, Li Y M, Li S L. Influence of atmosphere to densification and dimensional precision of MIM316L stainless steel. Mater Sci Technol, 2005, 13(1): 4 DOI: 10.3969/j.issn.1005-0299.2005.01.002
[8] Ozkan Gülsoy H. Dry sliding wear in injection molded 17-4PH stainless steel powder with nickel boride additions. Wear, 2007, 262(3-4): 491 DOI: 10.1016/j.wear.2006.05.003
[9] Wang W F, Wu M J. Effect of silicon content and aging time on density, hardness, toughness and corrosion resistance of sintered 303LSC-Si stainless steels. Mater Sci Eng A, 2006, 425(1-2): 167 DOI: 10.1016/j.msea.2006.03.050
[10] 孟飞, 果世驹, 张恒, 等. 添加金属粉末对粉末冶金316L不锈钢性能的影响. 粉末冶金材料科学与工程, 2006, 11(6): 341 DOI: 10.3969/j.issn.1673-0224.2006.06.005 Meng F, Guo S J, Zhang H, et al. Effect of adding various metal powders respectively on properties of 316L stainless steel. Mater Sci Eng Powder Metall, 2006, 11(6): 341 DOI: 10.3969/j.issn.1673-0224.2006.06.005
[11] Kazior J, Nykiel M, Pieczonka T, et al. Activated sintering of P/M duplex stainless steel powders. J Mater Process Technol, 2004, 157-158: 712 DOI: 10.1016/j.jmatprotec.2004.07.140
[12] Ozkan Gülsoy H. Influence of nickel boride additions on sintering behaviors of injection moulded 17-4PH stainless steel powder. Scr Mater, 2005, 52(3): 187 DOI: 10.1016/j.scriptamat.2004.09.032
[13] 刘燕. FeCrBSi预合金粉末对金刚石锯片磨损特性的影响. 金属材料与冶金工程, 2007, 35(4): 10 DOI: 10.3969/j.issn.1005-6084.2007.04.003 Liu Yan. Effects of fecrbsi pre-alloyed powder on the wear properties of diamond saws. Met Mater Metall Eng, 2007, 35(4): 10 DOI: 10.3969/j.issn.1005-6084.2007.04.003
[14] 曾德麟, 张怀泉. 超固相线液相烧结. 粉末冶金工业, 1995(1): 6 https://www.cnki.com.cn/Article/CJFDTOTAL-FMYG199501001.htm Zeng D L, Zhang H Q. Supersolidus liquid phase sintering. Powder Metall Ind, 1995(1): 6 https://www.cnki.com.cn/Article/CJFDTOTAL-FMYG199501001.htm
-
期刊类型引用(10)
1. 徐琴,张驰,樊江磊,刘建秀. Cr-Fe粒度对铜基粉末冶金材料摩擦磨损性能的影响. 特种铸造及有色合金. 2024(05): 587-590 .  百度学术
百度学术
2. 陈孝婷,卢纯,莫继良,张庆贺,赵婧. 考虑摩擦升温的铁路列车制动摩擦块高温磨损机制演变. 中国表面工程. 2023(03): 142-151 . 百度学术
3. 刘思涵,耿雪骞,王晔,马运章,陈德峰,张波,曹宏发,齐冀,吕宝佳. Cu基粉末冶金闸片高速制动性能. 粉末冶金技术. 2023(03): 210-217 . 本站查看
4. 安先龙,王国权,王立勇,陈勇. 铜基粉末冶金摩擦块摩擦磨损特性研究. 机械设计与制造. 2023(12): 209-213+218 . 百度学术
5. 贾潞. 铜基粉末冶金摩擦材料粘接层失效机理研究. 铁道机车车辆. 2023(06): 111-116 . 百度学术
6. 刘喜双,许雄飞,王秀飞,文国富,尹彩流,冯驰原. 鳞片石墨含量对地铁集电靴用铜基粉末冶金材料性能的影响. 粉末冶金工业. 2021(03): 18-24 . 百度学术
7. 任澍忻,陈文革,冯涛,欧阳方明. 粉末冶金制备碳纤维增强铁-铜基摩擦材料的组织与性能. 粉末冶金技术. 2020(02): 104-112 . 本站查看
8. 韩明,杜建华,宁克焱,李辉,王志勇,邱倩. 温度分布对铜基摩擦材料点蚀损伤的影响. 粉末冶金技术. 2019(01): 18-22 . 本站查看
9. 姚萍屏,肖叶龙,张忠义,周海滨,贡太敏,赵林,邓敏文. 高速列车粉末冶金制动材料的研究进展. 中国材料进展. 2019(02): 116-125 . 百度学术
10. 丁干,王国权,曾圣迪,陈勇,王立勇,雷桐辉. 铜基粉末冶金材料摩擦磨损性能分析. 北京信息科技大学学报(自然科学版). 2019(04): 61-65+96 . 百度学术
其他类型引用(6)








计量
- 文章访问数: 319
- HTML全文浏览量: 102
- PDF下载量: 25
- 被引次数: 16
