
Study on compacting process and properties of high temperature composite phase change thermal storage material
-
摘要: 以铝粉作为相变材料,采用单向模压成型的方法制备出了一种新型高温复合相变蓄热材料。利用金相显微镜和扫描电子显微镜对材料进行分析,从材料混合程度、显微组织、成分结构及表面形貌等方面研究了相变蓄热材料的制备机理和性能影响因素,同时探讨了粉末流动性、堆积密度和粒径配比等参数对相变蓄热材料压坯性能的影响。结果表明:高温复合相变蓄热材料在压制过程中,固相和液相组分不变,主要是气孔以及颗粒形状的宏观和微观变化;随着压制压力增加和保压时间的延长,试样密度逐渐增加,气孔率下降,强度随之增加;相变材料的宏观分布也较为均匀。Abstract: A novel high temperature composite phase change thermal storage material was prepared by one-way compression molding using aluminum powders as the phase change material. The phase change thermal storage materials were investigated by metallographic microscopy and scanning electron microscopy. The mixability, surface morphology, microstructures, and constituent structure of phase change thermal storage materials were analyzed to study the preparation mechanism and influence factors in compacting process. At the same time, the liquidity, stacking density, and particle size ratio were also analyzed. The results show that, the constituents of solid and liquid phases are not changed during the compacting process, the macroscopic and microcosmic changes are mainly in the shape of pores and particles. With the pressure and holding time increasing, the density and intensity of materials increase, the porosity decreases, and the macroscopic distribution of materials are distributed uniformly.
-
粉末烧结多孔介质具有比重小、渗透性高、比表面积大以及对亲水性液体吸附能力强等优点[1],在多个领域具有广泛应用,如燃料电池[2]、热管散热[3]和石油工业[4]等,研究多孔介质内液体输运具有重要意义。多孔介质内部结构复杂,通常将其简化为等截面毛细管、变截面毛细管、粗糙内表面毛细管或分形毛细管[5‒7],但与实际相差较大。球体随机堆积模型可以十分有效地模拟球形粉末烧结多孔介质[8],随机几何的出现与发展,使利用球体随机堆积模型研究多孔介质结构特征成为可能[9]。本文针对球形粉末烧结多孔介质,采用理论分析和计算机模拟,对传统模型进行修正,推导一种准确性更高、适用范围更广的多孔介质结构特征理论模型,同时,将伯努利方程与所建模型耦合,构建多孔介质中液体爬升高度的控制方程,并以多孔介质液体爬升实验为实证对象,计算实验值与控制方程预测值的相关系数,评价控制方程和理论模型的有效性和适用性。
1. 多孔介质理论模型构建
根据多孔介质的定义,将多孔介质分为骨架和孔隙两部分[10]。球形粉末烧结多孔介质的骨架由许多尺寸相近的球形粉末颗粒烧结而成,根据球体随机堆积理论,可将骨架简化为等直径球体随机堆积模型。基于随机几何理论,等直径球体随机堆积模型的比表面积定义为式(1)[11]。
$$ S = 4{\text{π }}{R^2}{\rho _{\text{s}}}\left[ {1 + \mathop \sum \limits_{n = 1}^\infty \frac{{{{\left( { - 1} \right)}^n}}}{{n!}}\rho _{\text{s}}^n\int {\mathop \prod \limits_{j = 2}^{n + 1} h\left( {{\boldsymbol{x}} - {\boldsymbol{r}}} \right){g_{n + 1}}\left( {{{\boldsymbol{r}}^{n + 1}}} \right){\text{d}}{{\boldsymbol{r}}^n}} } \right] $$ (1) 式中:S为模型比表面积;R为模型所用球体的半径;ρs为单位体积内球体数量,根据粉末烧结多孔介质的定义,
${\rho _{\text{s}}} = 6(1 - \phi )/({\text{π }}d_{\text{s}}^{\text{3}})$ ,其中,ϕ为孔隙率,ds为平均颗粒直径;rn={r1, r2, ∙∙∙, rn}表示n个球体的球心坐标;h(x‒r)为一个判断函数,当点x为球体内某一点时,h(x‒r)=1;gn(rn)为n点相关函数,与球体堆积方式有关,常用的球体堆积模型有硬球模型、完全穿透模型和部分穿透模型。多孔介质内部结构复杂,难以获得准确的n点相关函数表达式。在传统模型中,通常令gn(rn)=0或gn(rn)=1,分别对应硬球模型和完全穿透模型[11],但适用范围较小,误差较大。为了获得更准确的n点相关函数的表达式,Blum和Stell[12]建立了部分穿透模型的比表面积,引入不可变形系数(ε),如式(2)所示。
$$ {g_n}\left( {{{\boldsymbol{r}}^n}} \right) = {\left( {1 - \varepsilon } \right)^{\frac{{n\left( {n - 1} \right)}}{2}}} $$ (2) 式(2)成立的条件是球体直径分布范围为(0,∞),球体随机堆积模型的配位数为n‒1,即任意两球体均互相接触。本文以粉末烧结多孔介质为研究对象,颗粒直径分布范围较窄,可视为等直径球体,而等直径球体随机堆积模型的最大概率配位数为6[13],因此,式(2)并不适用于球形粉末烧结多孔介质。于是,对n点相关函数进行修正,如式(3)所示。
$$ {g_n}\left( {{{\boldsymbol{r}}^n}} \right){\text{ = }}\left\{ {\begin{array}{*{20}{l}} {{{\left( {1 - \varepsilon } \right)}^{\frac{{n\left( {n - 1} \right)}}{2}}} }&{n \leqslant 6} \\ {{{\left( {1 - \varepsilon } \right)}^{\frac{{6n}}{2}}} = {{\left( {1 - \varepsilon } \right)}^{3n}}}&{n > 6} \end{array}} \right. $$ (3) 另外,式(1)中存在无限项求和,对n点相关函数进行修正,不仅更适用于球形粉末烧结多孔介质,还可利用指数函数的泰勒级数展开式,将无限项求和化简为有限项求和,降低计算误差。将式(3)带入式(1)并整理,得到修正后的部分穿透模型比表面积,如式(4)所示。
$$\begin{split} S = & 4{\text{π }}{R^2}{\rho _{\text{s}}}\left\{ \mathop \sum \limits_{n = 1}^6 \frac{1}{{n!}}{{\left( { - \frac{4}{3}{\text{π }}{\rho _{\text{s}}}{R^3}} \right)}^n}\left[ {{{\left( {1 - \varepsilon } \right)}^{\frac{{n\left( {n + 1} \right)}}{2}}} - {{\left( {1 - \varepsilon } \right)}^{3n}}} \right]+ \right.\\ & \left. \exp \left[ { - \frac{4}{3}{\text{π }}{\rho _{\text{s}}}{R^3}{{\left( {1 - \varepsilon } \right)}^3}} \right] \right\} \end{split} $$ (4) 进一步分析可知,当ε=1时,部分穿透模型变成硬球模型;当ε=0时,部分穿透模型变成完全穿透模型,因此,式(4)的适用范围更广。
2. 多孔介质模拟
利用球体随机堆积模型模拟球形粉末烧结多孔介质,并计算多孔介质的孔隙率和比表面积。具体步骤为:(1)利用离散建模软件EDEM在边长为1 mm的正方体空间内模拟球体随机堆积模型,球体直径分别为60、70、80、90和100 μm;(2)对空间连续压缩五次,模拟不同不可变形系数的部分穿透模型;(3)将模拟结果输出为球心在空间直角坐标系中的坐标;(4)利用蒙特卡罗法[14]计算比表面积,在球体i表面随机生成N个点并计算各点到其他球体球心的距离,距离小于半径的点的数量记为M,则该球体的表面积为Si=4πR2(N‒M)/N,对所有球体的表面积求和即可得到比表面积;(5)利用蒙特卡罗法计算孔隙率,在正方体空间中随机生成N个点并计算各点到球体球心的距离,距离小于半径的点的数量记为M,则孔隙率为ϕ=(N‒M)/N。不同直径球体堆积模型的模拟结果如图1所示,其中横坐标为孔隙率,纵坐标为比表面积。
![]() 图 1 孔隙率和颗粒直径对比表面积的影响Figure 1. Effect of porosity and particle diameter on the specific surface area
图 1 孔隙率和颗粒直径对比表面积的影响Figure 1. Effect of porosity and particle diameter on the specific surface area从图1中可以看出,随压缩次数的增加,孔隙率降低,比表面积先增大后减小。以直径为90 μm的球体堆积模型为例,分别计算每次压缩后,球体堆积模型中任意两球体球心间的距离,若距离小于90 μm,则说明两球体的接触方式为部分穿透。图2为部分穿透球体数量,从图中可以看出,硬球模型中任意两球体球心间的距离均大于90 μm。第一次压缩后,部分穿透球体数量为63对,说明大部分球体间仍为点接触,球体堆积更加密集,模型体积减小使比表面积增大;随压缩次数增加,部分穿透球体数量迅速增加,比表面积减小。
![]() 图 2 压缩次数对部分穿透球体数量的影响Figure 2. Effect of compression times on the number of the partial penetration spheres
图 2 压缩次数对部分穿透球体数量的影响Figure 2. Effect of compression times on the number of the partial penetration spheres3. 模型模拟验证
利用部分穿透模型预测多孔介质比表面积,需确定多孔介质的不可变形系数。通过上述模拟数据分析发现,不可变形系数与孔隙率有关。图3以孔隙率为横坐标,以不可变形系数为纵坐标,绘制了不可变形系数的模拟结果,虚线为线性拟合方程。从图中可以看出,不可变形系数与孔隙率相关系数在0.98以上,具有较强的线性相关性,因此不可变形系数的预测方程如式(5)所示。
$$ \varepsilon = 2.6577\phi - 0.1696 $$ (5) 为了评价多孔介质比表面积理论模型的准确性,将拟合结果带入式(4),利用传统模型和本文所建立的模型预测球体堆积模型的比表面积,并与模拟结果行对比。图4以直径为60 μm的球体堆积模型为例,绘制了模拟结果和各模型预测结果的比表面积。从图中可以看出,随孔隙率减小,硬球模型的误差增大,完全穿透模型的误差降低。当孔隙率约为0.45时,硬球模型的误差约为0.2%,完全穿透模型的误差约为50%;当孔隙率约为0.10时,硬球模型的误差约为100%,完全穿透模型的误差约为20%。部分穿透模型始终具有较高的准确性,最大误差约为6%。因此,与传统模型相比,式(4)的准确性更高,适用范围更广。
![]() 图 4 模拟结果和模型预测结果比较Figure 4. Comparison of the simulation and model predictions results
图 4 模拟结果和模型预测结果比较Figure 4. Comparison of the simulation and model predictions results4. 模型实验验证
多孔介质液体爬升过程与比表面积有关。当润湿表面的表面能低于干燥表面时,液体具有沿干燥表面扩散的趋势,表面润湿所释放的表面能是多孔介质液体爬升的主要动力来源,多孔介质比表面积越大,单位体积多孔介质润湿所释放的表面能越多,多孔介质液体爬升速度越快。同时,如果将多孔介质孔隙视为一系列微元管道,管内定常流动分析指出,流量与管径的四次方成正比,多孔介质比表面积越大,孔隙尺寸越小,通过多孔介质的流量越小,多孔介质内液体爬升速度越慢。因此,以实际多孔介质液体爬升实验为实证对象,将伯努利方程与所建多孔介质比表面积理论模型耦合,对模型在实际应用中的可靠性进行验证。
首先对多孔介质内液体爬升过程进行假设:(1)液体在多孔介质内的流动是沿长度方向的一维流动;(2)液体为不可压缩的牛顿流体;(3)初始时刻的动能忽略不计,重力势能记为0。根据不可压缩粘性流体的伯努利方程可知,多孔介质内液体爬升高度的控制方程如式(6)所示。
$$ {{\Delta }}P = \frac{1}{2}\rho {v^2} + \rho gh + {h_{\text{w}}} $$ (6) 式中:ΔP为液面两侧压差,ρ为液体密度,v和h分别为液体爬升速度和高度,g为重力加速度,hw为液体爬升过程中的能量损失。
Eisfeld和Schnitzlein[15]将24种能量损失预测方程与实验数据进行对比,评价出准确性最高、适用范围最广的是Reichelt提出的预测方程,如式(7)所示。
$$ {h_{\text{w}}} = 4.27\frac{{{{\left[ {SD\left( {1 - \phi } \right) + 4} \right]}^2}}}{{{D^2}{\phi ^3}}}\mu hv + \frac{{\left[ {SD\left( {1 - \phi } \right) + 4} \right]{D^3}S_{}^4}}{{{{\left[ {16.9 + 0.36{{\left( {SD} \right)}^2}} \right]}^2}{\phi ^3}}}\rho h{v^2} $$ (7) 式中:
$D$ 为多孔介质的水力直径,μ为动力粘度。Reichelt指出,采用尺寸相近的球形粉末制备多孔介质,最外一层粉末的孔隙率偏高,流动阻力较小,因此需要考虑多孔介质边界效应对能量损失的影响。为了获得多孔介质液面两侧压差的表达式,White[16]以液体爬升平衡位置为研究对象,从能量平衡角度推导出多孔介质的等效管径为reff=2ϕ/S,并指出多孔介质液面两侧压差与管径为等效管径的毛细管束模型液面两侧压差相等。因此,由拉普拉斯方程可知液面两侧压差可表示为式(8)所示。
$$ {{\Delta }}P = {\gamma _{{\text{lv}}}}\left( {\frac{1}{{{r_1}}} + \frac{1}{{{r_2}}}} \right) = \frac{{2{\gamma _{{\text{lv}}}}\cos {\theta _0}}}{{{r_{{\text{eff}}}}}} $$ (8) 式中:r1和r2为两相互垂直截面的曲率半径,γlv为气液表面张力,θ0为平衡接触角。需要注意的是,在平衡位置,液体爬升速度为0,伯努利方程可简化为ΔP=ρgh,液体仅受竖直向上的表面张力和竖直向下的重力作用,受接触角滞后性的影响,平衡接触角小于水平表面的表观接触角,液面两侧压差增大,液体爬升平衡高度增加。
分子动力学理论指出,多孔介质润湿过程是一个动态变化过程,固液表面接触角与单个分子的运动状态和接触线的分布有关[17]。由平衡位置伯努利方程可知,液体最终爬升高度与平衡接触角的余弦值成正比,因此以平衡接触角为基准。Li等[17]制备了玻璃珠多孔介质并进行液体爬升实验,通过分析实验数据,给出与液体爬升速度有关的动态接触角(θ)的表达式:cosθ=cosθ0‒ζv/γlv,式中:ζ为材料摩擦系数,与多孔介质的材料和液体性质有关。当液体爬升到平衡位置时,动态接触角与平衡接触角相等,如式(9)所示。
$$ {{\Delta }}P = \frac{{2{\gamma _{{\text{lv}}}}\cos \theta }}{{{r_{{\text{eff}}}}}} = \frac{{2{\gamma _{{\text{lv}}}}\cos {\theta _0}}}{{{r_{{\text{eff}}}}}} - \frac{{2\zeta v}}{{{r_{{\text{eff}}}}}} $$ (9) 将式(7)和式(9)带入式(6),整理得到关于爬升高度的一阶微分方程,如式(10)所示,其中初始条件如式(11)所示。
$$\begin{split} & \frac{{\left[ {SD\left( {1 - \phi } \right) + 4} \right]{D^3}S_{}^4}}{{{{\left( {16.9 + 0.36{S^2}{D^2}} \right)}^2}{\phi ^3}}}\rho h{h'^2} + \frac{1}{2}\rho {h'^2}+ \\ & 4.27\frac{{{{\left[ {SD\left( {1 - \phi } \right) + 4} \right]}^2}}}{{{D^2}{\phi ^3}}}\mu hh' + \frac{{S\zeta }}{\phi }h' + \rho gh = \frac{{S{\gamma _{{\text{lv}}}}\cos {\theta _0}}}{\phi } \end{split}$$ (10) $$ h=0\text{,}t=0 $$ (11) 式中:h为液体爬升高度,h′为液体爬升高度对时间(t)的导数。将多孔介质比表面积的理论模型代入上式,利用MATLAB编程,使用有限差分法求解不同时刻多孔介质内液体爬升高度。与传统方程相比,该式综合考虑了多孔介质的内部结构、颗粒平均配位数、不可变形系数、边界效应以及动态接触角的影响,较为准确地给出球形粉末烧结多孔介质中液体爬升高度的预测值。
为方便计算,令初始条件为h=10‒9,t=0,计算过程中其他参数与对应实验相同。以文献[18]为例,文献中的实验参数为ds=73.8 μm,ϕ=0.3773,ε=0.8332,S=45.41 mm‒1,γlv=75.6 mN·m‒1,ρ=1.04 g·cm‒3,μ=1.16 mPa·s,ζ=20 Pa·s,θ=77.3°,D=1.43 mm,g=9.8 m·s‒2,其中,文献中给出的接触角为水平表面的表观接触角,如果令接触角θ=77.3°,最终液体爬升平衡高度偏小,与理论分析结论相同。因此考虑到接触角滞后性的影响,取θ=58.0°。不同液体爬升实验的实验参数如表1所示。
表 1 不同文献中液体爬升实验参数Table 1. Experimental parameters of the actual capillary rise test in the different references为了评价预测结果的准确性和多孔介质比表面积理论模型的适用性,将预测结果与实验数据进行对比,利用Pearson相关系数(rp)表征实验值和预测值之间的线性相关性,如式(12)所示。
$$ {r_{\text{p}}} = \frac{{\mathop \sum \nolimits_{i = 1}^n \left[ {{h_{{\text{ds}}}}\left( i \right) - {{\bar h}_{{\text{ds}}}}} \right]\left[ {{h_{{\text{dm}}}}\left( i \right) - {{\bar h}_{{\text{dm}}}}} \right]}}{{\sqrt {\mathop \sum \nolimits_{i = 1}^n {{\left[ {{h_{{\text{ds}}}}\left( i \right) - {{\bar h}_{{\text{ds}}}}} \right]}^2}} \sqrt {\mathop \sum \nolimits_{i = 1}^n {{\left[ {{h_{{\text{dm}}}}\left( i \right) - {{\bar h}_{{\text{dm}}}}} \right]}^2}} }} $$ (12) 式中:n为数据量,hds(i)和hdm(i)分别是第i个预测值和实验值,
${\bar h_{{\text{ds}}}}$ 和${\bar h_{{\text{dm}}}}$ 分别为预测值和实验值的平均值,rp越接近于1,说明预测值的准确性越高。图5为液体爬升高度预测值与相应实验值之间的数据对比和误差分析,其中横坐标为实验测量结果,纵坐标为方程预测结果。由于三个实验最终平衡高度相差较大,为了更清晰地显示不同实验的实验数据,采用双对数坐标轴。图中虚线所示为±20%的误差范围,可以看出,大部分数据误差均小于20%,且相关系数均大于0.99,说明液体爬升高度控制方程和多孔介质比表面积理论模型的准确性和适用性较好。5. 结论
(1)针对球形粉末烧结多孔介质,对n点相关函数gn(rn)进行修正,将无限项求和化简为有限项求和,推导出了针对球形粉末烧结多孔介质的比表面积理论模型。
(2)利用EDEM模拟不同粒径、不同孔隙率的多孔介质,拟合出不可变形系数(ε)的表达式。通过分析模拟数据,发现与传统模型相比,所建模型的准确性更高,适用范围更广。当孔隙率为0.10时,硬球模型的误差在100%以上;当孔隙率为0.45时,完全穿透模型的误差在50%以上,所建模型的误差始终低于6%。
(3)将伯努利方程与所建多孔介质比表面积理论模型耦合,在综合考虑多孔介质的内部结构、颗粒平均配位数、不可变形系数、边界效应以及动态接触角等因素影响的情况下,建立了多孔介质内液体爬升高度的控制方程。实际液体爬升测试显示,控制方程预测值与实验值的相关系数在0.99以上,说明比表面积模型具有较好的准确性和应用价值。
-
![]()
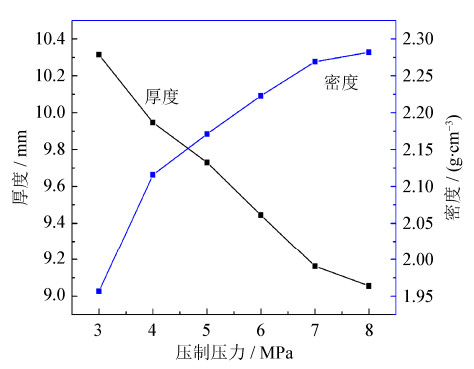
图 1 压制过程中试样变形量与压制压力的关系图
Figure 1. Relationship between specimen deformation compacting pressure in compacting process
![]()
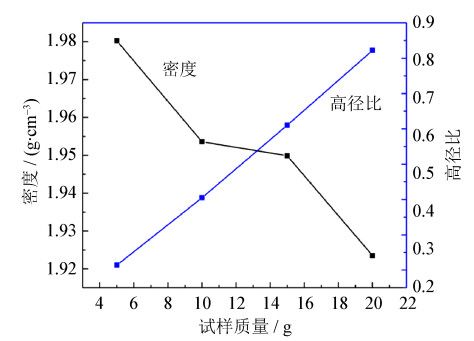
图 2 试样质量与密度的关系图
Figure 2. Relationship between the mass and density of compaction samples
![]()
图 3 压制压力、试样质量和密度关系图
Figure 3. Relationship between the compacting pressure, mass, and density of compaction samples
![]()
图 4 压制压力4 MPa条件下试样质量与保压时间对试样密度的影响
Figure 4. Effects of the mass and holding time on the density of compaction samples at the compacting pressure of 4 MPa
![]()
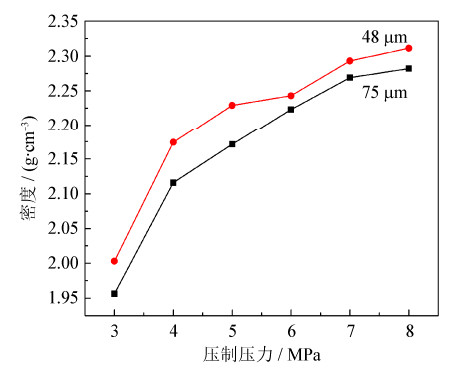
图 5 粉末粒度与压制压力对试样密度的影响
Figure 5. Effects of the particle size and pressing pressure on the density of compaction samples
![]()
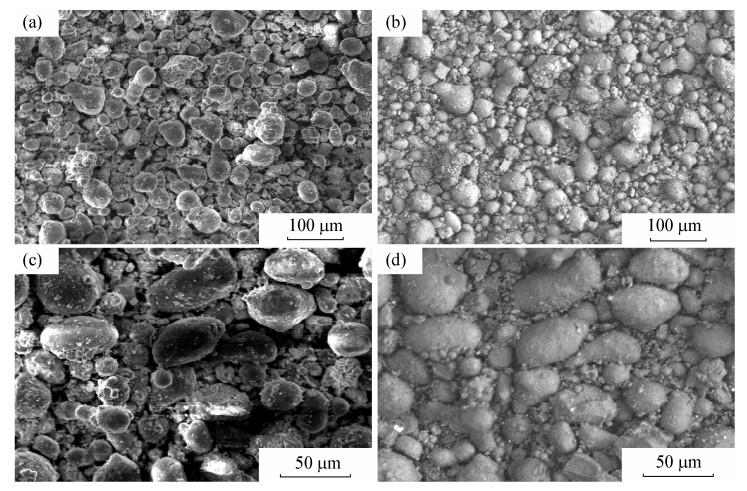
图 6 包含不同质量分数铝粉的试样金相组织形貌:(a)45%;(b)55%;(c)65%;(d)75%
Figure 6. Metallographic structures of compaction samples in different aluminum powder contents by mass: (a) 45%; (b) 45%; (c) 45%; (d) 45%
![]()
图 7 铝粉质量分数为70%试样的扫描电子显微形貌:(a)200倍颗粒形貌组织;(b)200倍背散射组织;(c)500倍颗粒形貌组织;(d)500倍背散射组织
Figure 7. Microstructures of compaction samples in the aluminium powder mass fraction of 70%: (a) SEM image in 200 times; (b) backscattered electron image in 200 times; (c) SEM image in 500 times; (d) backscattered electron image in 500 times
![]()
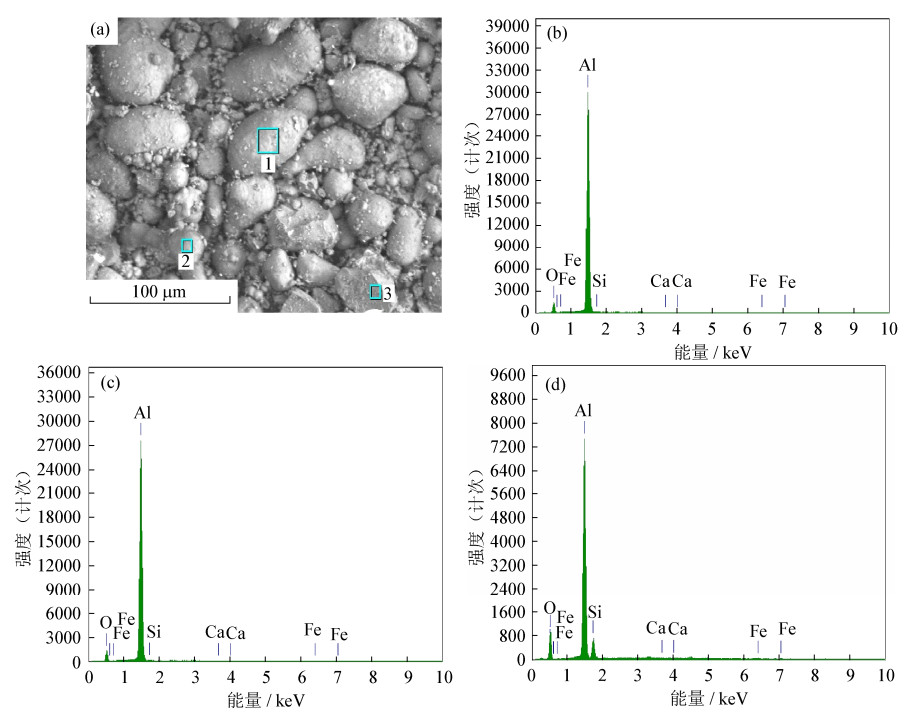
图 8 含质量分数70%铝粉试样的组织形貌和能谱分析:(a)组织形貌;(b)区域1处能谱图;(c)区域2处能谱图;(d)区域3处能谱图
Figure 8. Microstructures and energy disperse spectroscopy (EDS) analysis of compaction samples in the aluminium powder mass fraction of 70%: (a) SEM image; (b) EDS analysis in region 1; (c) EDS analysis in region 2; (d) EDS analysis in region 3
-
[1] 李贝, 刘道平, 杨亮. 复合相变蓄热材料研究进展. 制冷学报, 2017, 38(4): 36 DOI: 10.3969/j.issn.0253-4339.2017.04.036 Li B, Liu D P, Yang L. Research progress on thermal storage materials with composite phase change. J Refrig, 2017, 38(4): 36 DOI: 10.3969/j.issn.0253-4339.2017.04.036
[2] 李曾敏. 固体相变蓄热材料的蓄热和放热性能研究[学位论文]. 重庆: 重庆大学, 2002 Li Z M. Thermal Storage and Rejection of Solid Phase-Change Materials [Dissertation]. Chongqing: Chongqing University, 2002
[3] Fatih Demirbas M. Thermal energy storage and phase change materials: an overview. Energy Sources, Part B: Economics, Planning, and Policy, 2006, 1: 85 DOI: 10.1080/009083190881481
[4] 张娇. 膨胀石墨/石蜡复合相变蓄热材料的制备及性能研究[学位论文]. 西安: 西安建筑科技大学, 2016 Zhang J. Study on Preparation and Properties of Expanded Graphite/Paraffin Composite Phase Change Heat Storage Materials [Dissertation]. Xi'an: Xi'an University of Architecture and Technology, 2016
[5] 许骏, 于思荣. 铝基合金相变储热材料的研究现状与发展趋势. 材料导报, 2013, 27(10): 93 https://www.cnki.com.cn/Article/CJFDTOTAL-CLDB201319021.htm Xu J, Yu S R. Research and application progress of Al-based alloy phase change materials using for thermal storage. Mater Rev, 2013, 27(10): 93 https://www.cnki.com.cn/Article/CJFDTOTAL-CLDB201319021.htm
[6] Wang X, Zhang Y P, Xiao W, et al. Review on thermal performance of phase change energy storage building envelope. Chin Sci Bull, 2009, 54(6): 920 DOI: 10.1007/s11434-009-0120-8
[7] 戴彧, 唐黎明. 相变储热材料研究进展. 化学世界, 2001, 42(12): 662 DOI: 10.3969/j.issn.0367-6358.2001.12.017 Dai Y, Tang L M. Research and development of phase change material (PCM) used as heat storing material. Chem World, 2001, 42(12): 662 DOI: 10.3969/j.issn.0367-6358.2001.12.017
[8] 同帜, 黄文帅, 张帅, 等. 复合烧结助剂中TiO2对α–Al2O3陶瓷支撑体的性能影响. 粉末冶金技术, 2016, 34(6): 423 DOI: 10.3969/j.issn.1001-3784.2016.06.005 Tong Z, Huang W S, Zhang S, et al. Study on the effect of TiO2 on the properties of alumina ceramic support. Powder Metall Technol, 2016, 34(6): 423 DOI: 10.3969/j.issn.1001-3784.2016.06.005
[9] 陈进. 粉末温高速压制成形装置、成形规律及其致密化机理研究[学位论文]. 广州: 华南理工大学, 2011 Chen J. Investigation on Equipment Development and Densification Mechanism of Warm. Powder High Velocity Compaction [Dissertation]. Guangzhou: South China University of Technology, 2011
[10] 邓太庆. Ti/Al复合粉末锻造成形与反应烧结工艺研究[学位论文]. 哈尔滨: 哈尔滨工业大学, 2014 Deng T Q. Research on Ti/Al Composite Powder Forging and Reaction Sintering [Dissertation]. Harbin: Harbin Institute of Technology, 2014
[11] 尧世文. 陶瓷基高温复合相变蓄热材料压制-烧结工艺的研究[学位论文]. 昆明: 昆明理工大学, 2007 Yao S W. The Study of Sintering Process of Ceramic Base High Temperature Composite Phase Change Heat Storage Material [Dissertation]. Kunming: Kunming University of Science and Technology, 2007
[12] 赵金山. Al2O3/TiC/CNTs复合材料的制备与性能研究[学位论文]. 济南: 山东建筑大学, 2012 Zhao J S. Preparation and Properties of Al2O3/TiC/CNTs Composites [Dissertation]. Jinan: Shandong Jianzhu University, 2012
[13] 詹美燕, 匡勇, 周明, 等. 多孔金属及合金成形过程中的致密化与变形理论研究. 稀有金属与硬质合金, 2002, 30(4): 42 https://www.cnki.com.cn/Article/CJFDTOTAL-XYJY200204012.htm Zhan M Y, Kuang Y, Zhou M, et al. Research on density and deformation mechanism of porous metal and alloy during processing. Rare Met Cem Carb, 2002, 30(4): 42 https://www.cnki.com.cn/Article/CJFDTOTAL-XYJY200204012.htm
[14] 王盘鑫. 粉末冶金学. 北京: 冶金工业出版社, 1997 Wang P X. Theory of Power Metallurgy. Beijing: Metallurgical Industry Press, 1997
[15] 李超杰. 316L不锈钢温粉末高速压制成形规律及其致密化机理的研究[学位论文]. 广州: 华南理工大学, 2012 https://cdmd.cnki.com.cn/Article/CDMD-10561-1012451910.htm [16] 李树先. 干法成型制备3Y–TZP陶瓷. 西藏科技, 2010(7): 49 https://www.cnki.com.cn/Article/CJFDTOTAL-XZKJ201007024.htm Li S X. Preparation of 3Y–TZP ceramics by dry method. Tibet Sci Technol, 2010(7): 49 https://www.cnki.com.cn/Article/CJFDTOTAL-XZKJ201007024.htm
[17] 陈文革, 王发展. 粉末冶金工艺及材料. 北京: 冶金工业出版社, 2011 Chen W G, Wang F Z. Powder Metallurgy Process and Materials. Beijing: Metallurgical Industry Press, 2011
[18] 王梦雅, 纪箴, 张一帆, 等. 粉末高温合金中原始粉末颗粒边界研究进展. 粉末冶金技术, 2017, 35(2): 142 DOI: 10.3969/j.issn.1001-3784.2017.02.011 Wang M Y, Ji Z, Zhang Y F, et al. Research progress on the prior particle boundary of a powder metallurgy superalloy. Powder Metall Technol, 2017, 35(2): 142 DOI: 10.3969/j.issn.1001-3784.2017.02.011
-
期刊类型引用(1)
1. 莫兰秀,欧阳雯,章思鹏,姚睿,袁海峰. 油藏蜡沉积研究综述. 辽宁化工. 2023(12): 1844-1847 .  百度学术
百度学术
其他类型引用(1)






 下载:
下载:


















计量
- 文章访问数: 335
- HTML全文浏览量: 95
- PDF下载量: 15
- 被引次数: 2
