
-
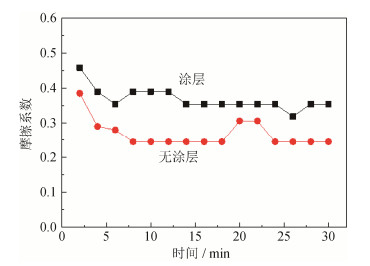
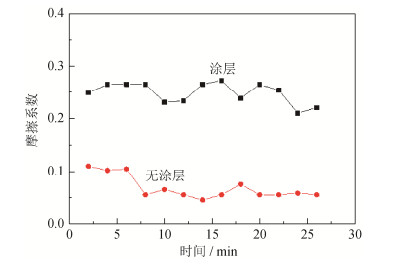
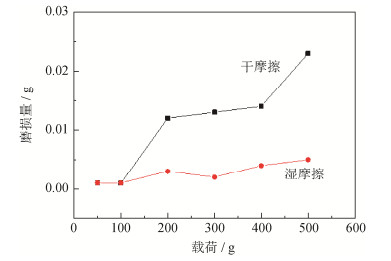
摘要: 为了解决盾构施工的泥饼问题,利用火焰喷涂在Q345钢板表面制备了石墨-镍涂层,通过摩擦磨损试验分析了涂层和无涂层试样与泥岩渣土的摩擦行为,研究了石墨-镍涂层对摩擦系数、表面磨损量和表面磨痕的影响。结果表明,干摩擦条件下,泥岩渣土与无涂层表面和涂层表面的摩擦系数分别为0.4和0.3;湿摩擦条件下,泥岩渣土与无涂层表面和涂层表面的摩擦系数分别为0.25和0.05。随着载荷从50 g增加到500 g,湿摩擦条件下涂层表面磨损量增加缓慢,干摩擦条件下涂层表面磨损量呈台阶式增加;在干摩擦条件下,随载荷增加,磨痕宽度和深度增加,局部出现犁沟形态。现场试验结果证实,滚刀刀桶端面火焰喷涂石墨-镍涂层能够有效抑制盾构在泥岩地质层施工过程中的刀盘结泥现象。Abstract: The graphite-nickel coatings on the surface of Q345 steel plates were prepared by flame spraying to solve the mud-caking problems of shield tunneling. The friction behaviors of Q345 steel samples with and without graphite-nickel coatings against mudstone compacts were analyzed by friction-wear tests, and the influences of graphite-nickel coatings on the friction coefficient, wear loss, wear scars were systemically studied. The results show that, the dry-friction coefficients of Q345 steel samples with and without graphite-nickel coatings against mudstone compacts are 0.4 and 0.3, respectively, and the wet-friction coefficients are 0.25 and 0.05, respectively. As the load increasing from 50 to 500 g, the wear loss of samples with coating increases slowly under the wet friction condition; while it takes a step-change upward under the dry friction condition. Under the dry friction condition, both width and depth of wear scar increase as increasing the load, and the furrows occur locally. The in-situ testing proves that the flame sprayed graphite-nickel coatings on the end surfaces of disc cutter barrels can effectively inhibit the mud-caking phenomena during shield tunneling in mudstone layers.
-
Keywords:
- coatings /
- mudstone /
- friction /
- wear /
- shield tunneling
-
硼化锆(ZrB2)陶瓷具有高熔点、低密度、高硬度、高导热率、低热膨胀系数以及良好的抗腐蚀与耐摩擦磨损性能等特点[1–3]。ZrB2还具有较高的导电率,可通过线切割、电火花等常用加工方法进行加工,因此其加工性较好[4]。基于以上良好的物理与化学性能,ZrB2陶瓷材料被广泛应用于高温领域,比如航空航天,特别是新型超高速飞行器领域[5]。然而,纯ZrB2陶瓷材料强度和断裂韧度较低,这一缺点限制了其进一步发展。为改善ZrB2陶瓷材料这一问题,研究者们向ZrB2基体中添加第二相,例如ZrSi2[6]、HfB2[7]、SiBCN[8]以及ZrC[9]来提高其力学性能。HfN具有高硬度、高熔点和良好的抗氧化性,已被添加到TiB2和TiCN陶瓷基体中,用以改善其力学性能[10–11]。然而,添加HfN对ZrB2基陶瓷材料的微观组织和力学性能影响的研究并不多见。
ZrB2基陶瓷材料的烧结通常选用粉末冶金技术,在制备ZrB2基陶瓷材料时加入金属添加剂可以提高其相对密度和降低烧结温度[12]。Monteverde等[13]在制备ZrB2–B4C陶瓷材料时指出,Ni能够降低ZrB2–B4C陶瓷材料的烧结温度,并有利于其相对密度的提高。然而,金属添加剂的含量(质量分数)要适中(通常为4%~10%),金属添加剂含量太低,不利于陶瓷材料的致密化,金属添加剂含量过高,将会降低陶瓷材料的硬度[14–15]。Jing等[12]在制备ZrB2–HfC陶瓷材料时加入质量分数为8%的Ni作为金属添加剂,并得到了高相对密度的ZrB2陶瓷材料。基于以上分析,本文以HfN为增强剂,Ni为金属添加剂,通过真空热压烧结工艺制备了ZrB2–HfN陶瓷材料,研究了HfN含量(质量分数)对ZrB2基陶瓷材料微观组织和力学性能的影响。
1. 实验材料及方法
实验用ZrB2粉(上海巷田纳米材料有限公司)和Ni(上海允复纳米科技有限公司)粉的平均粒度均为1 μm,HfN粉(上海超威纳米科技有限公司)的平均粒度为0.8 μm,其纯度均在99%以上,ZrB2–HfN陶瓷材料的组分及配比如表 1所示。各组粉末材料按照规定配比称量后放入球磨罐中,并加入适量的无水乙醇,球磨介质为直径5 mm的WC硬质合金球,原料粉末球磨48 h后,放入真空干燥箱中进行干燥。干燥好的材料经200目的网筛过筛后,装入石墨模具中压制成标准素坯,之后将素坯放进真空热压烧结炉中烧结。烧结温度、保温时间和烧结压力分别为1750 ℃、30 min和30 MPa。
表 1 ZrB2–HfN陶瓷材料的组分及配比(质量分数)Table 1. Compositions of ZrB2–HfN ceramic materials% 编号 ZrB2 HfN Ni ZH1 87 5 8 ZH2 82 10 8 ZH3 77 15 8 将烧结后的样品在电火花线切割机床上切成3 mm × 4 mm × 30 mm的试样条,并对其进行研磨和抛光,使其达到测试标准。利用阿基米德排水法测试相对密度;使用CREE-8003G电子式材料试验机测试材料的抗弯强度,跨距为30 mm;采用HVS-30数显维氏硬度计测试材料硬度,载荷为196 N,保压时间为15 s;通过压痕法计算材料的断裂韧性,计算公式如式(1)所示。所有测量结果均是至少5个测试结果的算术平均值。利用扫描电镜(scanning electron microscope,SEM)观察材料的抛光面和断口形貌;用X射线衍射仪(X-ray diffraction,XRD)和能频谱仪(energy disperse spectroscope,EDS)分别分析材料的物相和元素组成。
$${K_{{\rm{IC}}}} = 0.203{\rm{Hv}} \cdot {a^{1/2}} \cdot {\left( {\frac{c}{a}} \right)^{ - 3/2}}$$ (1) 式中,KIC为材料断裂韧性,Hv为维氏硬度,2a是压痕对角线长度,2c是包含2a在内的裂纹总长度
2. 结果与讨论
2.1 ZrB2–HfN陶瓷材料的物相分析
图 1为添加不同质量分数HfN的ZrB2–HfN陶瓷材料X射线衍射图谱。由图可见,材料主要由基体相ZrB2和增强相HfN组成,这表明在烧结过程中没有发生明显的化学反应。此外,X射线衍射检测到的Ni峰不明显,这是因为Ni质量分数较低,并且在烧结温度为1750 ℃的烧结过程中,Ni金属在陶瓷材料中溶解析出,金属离子在高温下运动加剧,导致金属Ni在陶瓷材料中弥散分布[16]。另外,高温下金属Ni容易与ZrB2陶瓷发生反应,但是在X射线衍射图中并没有发现反应产物,这也是因为加入的金属Ni含量较低,且在烧结过程中,金属Ni在陶瓷材料中弥散分布。
![]() 图 1 添加不同质量分数HfN的ZrB2–HfN陶瓷材料X射线衍射图谱Figure 1. XRD patterns of ZrB2–HfN ceramic materials with different HfN content by mass
图 1 添加不同质量分数HfN的ZrB2–HfN陶瓷材料X射线衍射图谱Figure 1. XRD patterns of ZrB2–HfN ceramic materials with different HfN content by mass图 2为添加不同质量分数HfN的ZrB2–HfN陶瓷材料的抛光面形貌图以及对应的能谱图。由图 2(a)~图 2(c)可见,不同HfN含量的ZrB2–HfN陶瓷材料抛光面上均有黑色相(点A处)、浅灰色相(点B处)和深灰色相(点C处),且随着HfN质量分数的增高,浅灰色相逐渐增多。为了进一步确定各相的组成,对图 2(c)中各相(点A、点B、点C)进行能谱分析,结果如图 2(d)~图 2(f)所示,其中黑色相(点A)中有较多的Zr元素,并有少量的Hf和Ni元素;浅灰色相(点B)中有较多的Hf元素,少量的Zr和Ni元素;深灰色相(点C)中包含较多的Zr、Hf和Ni元素。
![]() 图 2 ZrB2–HfN陶瓷材料的抛光面扫描电子显微形貌以及对应图 2(c)中不同位置的能谱分析图:(a)ZH1显微形貌;(b)ZH2显微形貌;(c)ZH3显微形貌;(d)图 2(c)A点能谱;(e)图 2(c)B点能谱;(f)图 2(c)C点能谱;Figure 2. Surface SEM images of the ZrB2–HfN ceramic materials and the corresponding EDS: (a) ZH1 SEM image; (b) ZH2 SEM image; (c) ZH3 SEM image; (d) EDS of point A in Fig. 2(c); (e) EDS of point B in Fig. 2(c); (f) EDS of point C in Fig. 2(c)
图 2 ZrB2–HfN陶瓷材料的抛光面扫描电子显微形貌以及对应图 2(c)中不同位置的能谱分析图:(a)ZH1显微形貌;(b)ZH2显微形貌;(c)ZH3显微形貌;(d)图 2(c)A点能谱;(e)图 2(c)B点能谱;(f)图 2(c)C点能谱;Figure 2. Surface SEM images of the ZrB2–HfN ceramic materials and the corresponding EDS: (a) ZH1 SEM image; (b) ZH2 SEM image; (c) ZH3 SEM image; (d) EDS of point A in Fig. 2(c); (e) EDS of point B in Fig. 2(c); (f) EDS of point C in Fig. 2(c)由上述X射线衍射分析结果可知,在热压烧结过程中没有发生明显的化学反应,且烧结后ZrB2–HfN陶瓷材料的成分主要为ZrB2和HfN。因此,黑色相主要为ZrB2,浅灰色相主要为HfN,深灰色相主要为ZrB2、HfN以及金属Ni。由上述能谱分析可以看出,Ni元素在不同物相中均有分布,这与X射线衍射分析得到的Ni元素在陶瓷材料中分布广泛一致。此外,由图 2可知,在抛光面上存在有凹坑(如图中圆圈和方框所示)。Song等[17]在研究HfC添加相对TiN和TiB2陶瓷材料影响时指出,在烧结过程中形成的气孔通常为球形,因此,可以推测出圆圈所示的凹坑是在烧结过程中形成的气孔,方框所示的凹坑为研磨抛光过程中材料表面晶粒的剥落。由图 2(c)可见,当HfN质量分数为15%时,存在较多气孔。这主要是由于当HfN质量分数为15%时,试样中出现了HfN晶粒的聚集(如图 2(c)中浅灰色相),导致ZrB2–HfN陶瓷内部各组分分布不均匀,在烧结冷却阶段,出现微孔洞。
2.2 ZrB2–HfN陶瓷材料的微观组织分析
图 3为添加不同质量分数HfN的ZrB2–HfN陶瓷材料断口形貌。由图可见,ZH1陶瓷材料的晶粒粗大,晶粒尺寸约为5~10 μm,粗大晶粒的生成对材料力学性能的提高极为不利;ZH2陶瓷的晶粒细小且分布均,晶粒尺寸约为2~5 μm,这表明质量分数为10%的HfN能有效抑制晶粒的长大。随着HfN质量分数增加到15%,ZH3陶瓷材料中出现了部分粗大晶粒,造成了微观组织的不均匀。这主要是由于当HfN质量分数为15%时,ZH3陶瓷材料中出现了HfN晶粒的聚集(如图 2(c)中浅灰色相),导致HfN在ZH3陶瓷材料中分布不均匀,从而使得HfN不能有效抑制ZrB2晶粒长大,出现了部分粗大晶粒。由上述可知,HfN含量过多或过少都不利于获得晶粒细小且分布均匀的微观组织。在材料的断裂过程中,粗大晶粒易发生穿晶断裂,小晶粒易发生沿晶断裂。结合断口形貌可见,ZH1陶瓷的断裂主要为穿晶断裂,ZH2陶瓷的断裂主要为沿晶断裂,ZH3陶瓷的断裂主要为穿晶断裂与沿晶断裂并存。有文献表明,当穿晶断裂与沿晶断裂共存时,有利于材料力学性能的提高,尤其是断裂韧度的提高[16]。此外,ZH1、ZH2和ZH3陶瓷中均存在凹坑(如图中方框所示)。有文献提到,在烧结过程中形成的孔隙为球形[17],根据图 3中凹坑的形状可以判断这些凹坑不是烧结过程中形成的孔隙。结合图 2物相分析可知,这些凹坑的形状和尺寸与图 2中浅灰色相的形状与尺寸相似,因此凹坑可能是由于在断裂过程中HfN晶粒的拔出形成的。在材料的断裂过程中,晶粒的拔出会消耗大量的断裂能,因此,有利于提高材料的抗弯强度。
![]() 图 3 添加不同质量分数HfN的ZrB2–HfN陶瓷材料断口形貌图:(a)ZH1;(b)ZH2;(c)ZH3Figure 3. Fracture morphologies of ZrB2–HfN ceramic materials with different HfN contents by mass: (a) ZH1; (b) ZH2; (c) ZH3
图 3 添加不同质量分数HfN的ZrB2–HfN陶瓷材料断口形貌图:(a)ZH1;(b)ZH2;(c)ZH3Figure 3. Fracture morphologies of ZrB2–HfN ceramic materials with different HfN contents by mass: (a) ZH1; (b) ZH2; (c) ZH32.3 ZrB2–HfN陶瓷材料的力学性能分析
表 2为添加不同质量分数HfN的ZrB2–HfN陶瓷材料相对密度和力学性能。由表 2可知,ZrB2–HfN陶瓷材料的相对密度变化较小,且随着HfN含量的增加而逐渐减小,这主要是由于随着HfN含量的增加,材料中气孔逐渐增多。随着HfN质量分数从5%增加到15%,ZrB2–HfN陶瓷材料硬度和抗弯强度先增大后减小,当HfN质量分数为10%时,硬度和抗弯强度达到最大值,分别为(16.47±0.24) GPa和(734.48±25) MPa。这主要是因为ZH2陶瓷材料的晶粒细小且分布均匀。Zhao等[18]在研究TiB2–SiC陶瓷材料的微观组织和力学性能时指出,晶粒细小且分布均匀有利于陶瓷材料力学性能的提高。同时,在断裂过程中,晶粒拔出需要消耗较多的断裂能,有利于其抗弯强度的提高。ZH2和ZH3陶瓷材料中存在较多粗大晶粒,这些粗大晶粒的晶界处容易形成应力集中,且粗大晶粒容易在晶界和晶粒体中形成微裂纹等缺陷,因此,粗大晶粒不利于材料力学性能的提高[19]。此外,随着HfN含量的增多,ZrB2–HfN陶瓷材料断裂韧度逐渐增大,当HfN质量分数为15%时达到最大值,为(5.81±0.15) MPa·m1/2,这主要是由于ZH3陶瓷的断裂模式为穿晶断裂与沿晶断裂并存,有效的促进了材料断裂韧度的提高;当HfN质量分数为10%时,ZrB2–HfN陶瓷材料断裂韧度值为(5.37±0.15) MPa·m1/2,虽然其值没有达到最大,但是与最大值[(5.81±0.15) MPa·m1/2]相比只下降了7.5%,而与HfN含量为5%的材料断裂韧度值[(4.67±0.22) MPa·m1/2)]相比,提高了15%。综上所述,当HfN质量分数为10%时,ZrB2–HfN陶瓷材料具有较好的综合力学性能,即硬度为(16.47±0.24) GPa、抗弯强度为(734.48±25) MPa、断裂韧度为(5.37±0.15) MPa·m1/2。
表 2 ZrB2–HfN陶瓷材料的相对密度和力学性能Table 2. Relative densities and mechanical properties of ZrB2–HfN ceramic materials编号 相对密度/ % 维氏硬度/ GPa 抗弯强度/ MPa 断裂韧度/ (MPa·m1/2) ZH1 99.4 ± 0.2 15.08 ± 0.20 422.96 ± 23 4.67 ± 0.22 ZH2 99.3 ± 0.1 16.47 ± 0.24 734.48 ± 25 5.37 ± 0.20 ZH3 99.1 ± 0.3 14.67 ± 0.23 540.46 ± 21 5.81 ± 0.15 3. 结论
(1)采用真空热压烧结技术,在烧结温度1750 ℃、保温时间30 min、烧结压力30 MPa的烧结参数下,制备了添加不同质量分数HfN的ZrB2–HfN陶瓷。
(2)随着HfN质量分数从5%增加到15%,ZrB2–HfN陶瓷材料的硬度和抗弯强度先增大后减小,断裂韧度逐渐增大。当HfN质量分数为10%时,ZrB2–HfN陶瓷材料的硬度和抗弯强度达到最大值,分别为(16.47±0.24) GPa和(734.48±25) MPa,这主要是由于该ZrB2–HfN陶瓷晶粒细小且分布均匀。当HfN质量分数为15%时,ZrB2–HfN陶瓷材料的断裂韧度达到最大值,为(5.81±0.15) MPa·m1/2,这主要是由于该ZrB2–HfN陶瓷材料的断裂模式为穿晶断裂与沿晶断裂共存,有效提高了断裂韧度。
(3)当HfN质量分数为10%时,ZrB2–HfN陶瓷材料具有较好的综合力学性能,其硬度、抗弯强度和断裂韧度分别为:(16.47±0.24) GPa、(734.48±25) MPa和(5.37±0.20) MPa·m1/2。
-
![]()
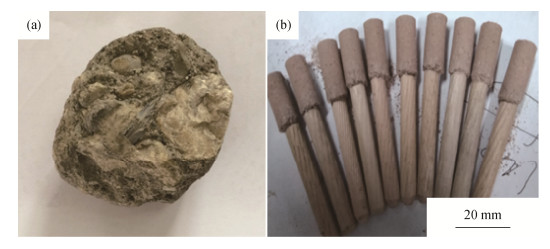
图 1 泥岩渣土(a)及摩擦磨损试验泥柱(b)
Figure 1. Mudstone sample (a) and fiction columns (b) used in friction-wear test
![]()
图 5 石墨‒镍涂层的磨损量与载荷的关系
Figure 5. Relationship between wear loss of graphite‒nickel coating and load
![]()
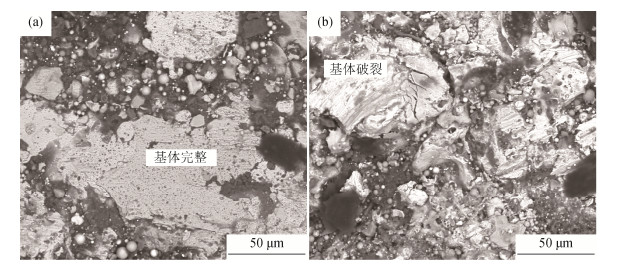
图 6 石墨‒镍涂层磨损表面微凸体的变形(a)与破裂(b)
Figure 6. Deforming (a) and breaking (b) of micro-bulges on wear surfaces of graphite‒nickel coatings
![]()
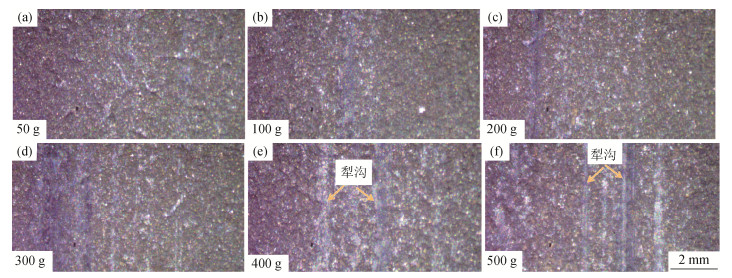
图 7 不同载荷石墨‒镍涂层表面干摩擦磨痕的形态
Figure 7. Wear scar morphology of graphite-nickel coating surfaces in dry friction condition under various loads
![]()
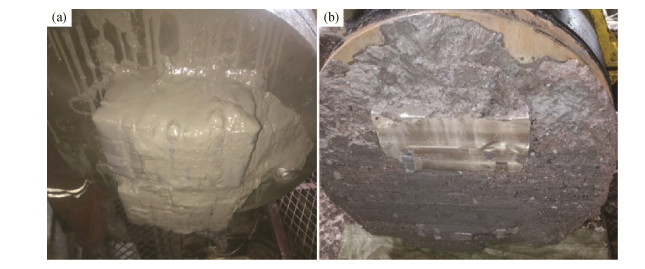
图 8 涂层(a)与无涂层(b)盾构刀桶端面的结泥形貌
Figure 8. Mud-caking morphology on the end surfaces of cutter barrels in shield machine with (a) and without (b) coating
表 1 摩擦磨损试验工艺参数
Table 1 Process parameters of friction-wear test
试件类型 载荷/ g 摩擦环境 涂层、无涂层 50、100、200、300、400、500 干摩擦、湿摩擦  下载: 导出CSV
下载: 导出CSV
表 2 试验用泥岩渣土的物质组成(质量分数)
Table 2 Compositions of mudstone used in friction-wear test
% 石英 方解石 钠长石 伊利石 绿泥石 50.63 2.51 15.71 15.37 15.78
下载: 导出CSV
-
[1] 王梦恕. 中国盾构和掘进机隧道技术现状、存在的问题及发展思路. 隧道建设, 2014, 34(3): 179 https://www.cnki.com.cn/Article/CJFDTOTAL-JSSD201403001.htm Wang M S. Tunneling by TBM/shield in China: state-of-art, problems and proposals. Tunnel Constr, 2014, 34(3): 179 https://www.cnki.com.cn/Article/CJFDTOTAL-JSSD201403001.htm
[2] 彭琦. 隧道掘进机技术的发展和研究现状. 隧道建设, 2013, 33(6): 443 https://www.cnki.com.cn/Article/CJFDTOTAL-JSSD201306007.htm Peng Q. Application, research and future of tunnel boring machine technology. Tunnel Constr, 2013, 33(6): 443 https://www.cnki.com.cn/Article/CJFDTOTAL-JSSD201306007.htm
[3] Fountaine E R. Investigations into the mechanism of soil adhesion. Eur J Soil Sci, 1954, 5(2): 251 DOI: 10.1111/j.1365-2389.1954.tb02191.x
[4] 王国义, 张波. 土压平衡盾构泥饼防治技术浅析. 施工技术, 2016, 45(增刊2): 222 https://www.cnki.com.cn/Article/CJFDTOTAL-SGJS2016S2053.htm Wang G Y, Zhang B. Analysis of mud-cake prevention technology for earth pressure balance shield tunnel boring machine. Constr Technol, 2016, 45(Suppl 2): 222 https://www.cnki.com.cn/Article/CJFDTOTAL-SGJS2016S2053.htm
[5] 李志军, 翟志国, 赵康林. 泥水盾构刀盘结泥饼形成原因及防治技术. 地下空间与工程学报, 2014, 10(增刊2): 1866 https://www.cnki.com.cn/Article/CJFDTOTAL-BASE2014S2022.htm Li Z J, Zai Z G, Zhao K L. Causes of mud cake formation on cutter head of slurry shield and its control technology. Chin J Underground Space Eng, 2014, 10(Suppl 2): 1866 https://www.cnki.com.cn/Article/CJFDTOTAL-BASE2014S2022.htm
[6] 杨志勇, 程学武, 江玉生. 泥水平衡盾构刀盘扭矩计算及其影响因素分析. 铁道工程学报, 2016(5): 59 DOI: 10.3969/j.issn.1006-2106.2016.05.011 Yang Z Y, Cheng X W, Jiang Y S. Analysis of cutterhead torque calculation and its influence factors for slurry balance shield. J Railway Eng Soc, 2016(5): 59 DOI: 10.3969/j.issn.1006-2106.2016.05.011
[7] 左翠凤, 唐德高, 戎晓力, 等. 基于刀盘摩擦扭矩参数的刀具磨损状态识别. 隧道建设, 2016, 36(3): 344 https://www.cnki.com.cn/Article/CJFDTOTAL-JSSD201603021.htm Zuo C F, Tang D G, Rong X L, et al. State recognition of cutter wear based on frictional torque parameters of cutterhead. Tunnel Constr, 2016, 36(3): 344 https://www.cnki.com.cn/Article/CJFDTOTAL-JSSD201603021.htm
[8] Zhou S H, Li X, Ji C, et al. Back-fill grout experimental test for discharged soils reuse of the large-diameter size slurry shield tunnel. KSCE J Civ Eng, 2017, 21(3): 725 DOI: 10.1007/s12205-016-0856-z
[9] Bryan P J, Gutshall P L, Taylor L H. A study of mechanisms of graphite friction and wear. Wear, 1964, 7(1): 118 DOI: 10.1016/0043-1648(64)90083-3
[10] Li J L, Xiong D S. Tribological behavior of graphite-containing nickel-based composite as function of temperature, load and counterface. Wear, 2009, 266(1-2): 360 DOI: 10.1016/j.wear.2008.06.020
[11] Yang J F, Jiang Y, Hardell J, et al. Influence of service temperature on tribological characteristics of self-lubricant coatings: A review. Front Mater Sci, 2013, 7(1): 28 DOI: 10.1007/s11706-013-0190-z
[12] Rawal S P. Metal-matrix composites for space applications. JOM, 2001, 53(4): 14 DOI: 10.1007/s11837-001-0139-z
[13] Sass I, Burbaum U. A method for assessing adhesion of clays to tunnelling machines. Bull Eng Geol Environ, 2010, 69(4): 671 DOI: 10.1007/s10064-010-0304-0
[14] 丁华东, 傅苏黎, 朱有利, 等. 自润滑材料滑动摩擦失效分析. 粉末冶金技术, 2001, 19(5): 270 DOI: 10.3321/j.issn:1001-3784.2001.05.004 Ding H D, Fu S L, Zhu Y L, et al. Failure analyzing of self-lubrication material. Powder Metall Technol, 2001, 19(5): 270 DOI: 10.3321/j.issn:1001-3784.2001.05.004
[15] 吴俊, 袁大军, 李兴高, 等. 盾构刀具磨损机理及预测分析. 中国公路学报, 2017, 30(8): 109 DOI: 10.3969/j.issn.1001-7372.2017.08.012 Wu J, Yuan D J, Li X G, et al. Analysis on wear mechanism and prediction of shield cutter. China J Highway Ttransport, 2017, 30(8): 109 DOI: 10.3969/j.issn.1001-7372.2017.08.012
[16] 温诗铸, 黄平. 摩擦学原理. 北京: 清华大学出版社, 2002 Wen S Z, Huang P. Principles of Tribology. Beijing: Tsinghua University Press, 2002
-
期刊类型引用(3)
1. 万霖,张继峰,孙露,邱天旭,申小平. C与Cr含量对粉末锻造Fe–Cu–C–Cr合金组织和物理性能影响. 粉末冶金技术. 2023(06): 508-515 .  本站查看
本站查看
2. 林冰涛,何君,刘仲位,王承阳,李明,孙晓霞,周淑秋. 固体火箭发动机用钼镧喷管断口形貌及组织分析. 粉末冶金技术. 2022(01): 80-85 . 本站查看
3. 刘波,刘军强. 数控机床齿轮Fe-Ni-Cu-C-Mo-V合金粉末锻造研究. 锻压技术. 2022(09): 23-29 . 百度学术
其他类型引用(1)



计量
- 文章访问数: 333
- HTML全文浏览量: 109
- PDF下载量: 13
- 被引次数: 4
