
-
摘要: 采用气水耦合雾化法制备了含有质量分数0.4%稀土Ce的硅黄铜预合金粉末, 在680~720 ℃热压烧结预合金粉末, 获得了致密烧结体。通过洛氏硬度计测试烧结体硬度为HRB62~65, 使用万能力学实验机测试烧结体抗弯强度为530~550 MPa, 利用扫描电子显微镜观察烧结体基体微观组织为α相黄铜, 组织中还存在蠕虫状及花状的弥散银灰色(β'+γ)相。选择添加质量分数20%的硅黄铜预合金粉末配方(铁粉+铜粉+锌粉+预合金粉末)制备花岗岩切割用金刚石刀头, 与单质粉末混合配方(铁粉+铜粉+锌粉)制备的刀头相比, 添加硅黄铜预合金粉末的刀头硬度增加22%, 抗弯强度降低8%, 刀头锋利度和使用寿命整体提升, 胎体磨粒夹杂减少, 并出现大量排屑沟槽。Abstract: The silicon brass pre-alloyed powder with 0.4% Ce by mass was prepared by gas-water coupling atomization method. The dense sintered body were obtained by hot pressing sintering at 680~720 ℃. The hardness of the sintered body is HRB 62~65 tested by Rockwell hardness tester, and the bending strength is 530~550 MPa tested by the universal testing machine. The microstructure of the sintered body is consisted of the brass phase (α phase) and the vermicular and flower-like dispersed silver gray (β′ + γ) phases observed by scanning electron microscope. The diamond cutting segment for granites were prepared by the mixed powders of iron powder + copper powder + zinc powder + 20% silicon brass pre-alloyed powder by mass. Compared with the cutting segment prepared by the elemental powders (iron powder + copper powder + zinc powder), the hardness of the cutting segment prepared by the mixed powders with silicon brass pre-alloyed powder increases by 22% and the bending strength decreases by 8%. The sharpness and service life of the cutting segment with silicon brass pre-alloyed powder were improved, and the matrix was characterized by the reduction of abrasive inclusions and a large number of chip removal grooves.
-
Keywords:
- pre-alloyed powder /
- sintering /
- diamond tool /
- sharpness /
- service life
-
粉末冶金摩擦材料是一种含有金属和非金属的多组元假合金。一般由基体组元、摩擦组元和润滑组元三部分组成[1-2]。与有机摩擦材料相比, 粉末冶金摩擦材料的力学强度高、抗冲击载荷强、摩擦系数稳定、热稳定性高、热传导性好、抗腐蚀能力强, 以及耐磨性能优良, 是现代刹车材料中应用较为广泛的材料之一[3-5]。目前已被应用于各种大型民用飞机、高性能军用飞机、火车、汽车、风电行业以及其它机械制动装置中[6-10]。
相对比于铁基粉末冶金摩擦材料高温下容易产生胶合、摩擦系数波动大、异常磨损明显、噪声大等情况, 铜基摩擦材料因其良好的导热性和自润湿性能, 在干、湿条件下均具备稳定的摩擦性能, 并在高速制动摩擦过程中, 基体与铜结构形成热扩散通道, 能够在相对短的时间内将大量摩擦热散发到环境中, 有效避免了热聚集引起胶粘对制动盘性能造成不利的影响[11]。长期以来, 对铜基粉末冶金摩擦材料的研究主要集中在配方研究和制备工艺对摩擦磨损性能的影响方面, 而刹车速度对铜基粉末冶金摩擦材料的摩擦磨损机理的研究相对较少。本文以铜基粉末冶金摩擦材料为研究对象, 探讨不同的刹车速度对铜基粉末冶金摩擦材料摩擦磨损性能的影响规律, 并对其微观组织进行研究表征, 为新型铜基粉末冶金摩擦材料的深入研究提供参考与理论支持。
1. 实验
1.1 试样制备
实验中所用的材料主要包括电解铜粉、还原铁粉、鳞片状天然石墨, SiO2粉和铬铁等。按表 1的配方分别称取各种粉料, 并在双锥形混合机中混合20~24 h, 将混合均匀的混合料制成压坯, 压坯尺寸为20 mm×15 mm, 厚度大于5 mm。将压坯置于钟罩式加压烧结炉内, 并在氢气保护气氛中进行加压烧结, 烧结温度为850~900℃, 烧结压力为0.3~0.5 MPa, 烧结时间为3.5~4 h。烧结完成后冷却至500℃后再随箱水冷至≤60℃, 出砂。
表 1 铜基粉末冶金摩擦材料化学成分(质量分数)Table 1. Chemical composition of the copper-based powder metallurgy brake materials% Cu Sn Fe SiO2 铬铁 其它 60~70 1~6 6~15 5~10 2~5 10~20 1.2 性能表征
采用JEOL公司的JSM-6390A型扫描电子显微镜(scanning electron microscope, SEM)对铜基粉末冶金摩擦材料实验前后的表面形貌进行观测; 采用HRF-150型洛氏硬度计和夏比冲击试验机分别对烧结后粉末层的硬度和冲击韧性进行表征; 在MM-3000型摩擦磨损性能试验台上进行摩擦磨损性能试验, 对偶盘材料为30CrMnSiA。试验前, 摩擦副表面先磨合至摩擦副贴合面积≥80%, 摩擦磨损试验条件及要求见表 2。
表 2 摩擦磨损试验条件Table 2. Condition of friction and wear test编号 惯量/ (kg·m2) 刹车压力/ MPa 刹车速度/ (m·s-1) 刹车转速/ (r·min-1) 次数 1# 0.225 0.66 27.78 2652 10 2# 33.33 3183 10 3# 38.89 3714 10 4# 44.44 4244 10 5# 50.00 4775 10 6# 55.56 5305 10 摩擦试验机记录摩擦吸收功率、刹车力矩与刹车时间关系。根据式(1)可计算出摩擦系数。
$$ \mu = \frac{{2M}}{{\left( {{\gamma _1} + {\gamma _2}} \right) \cdot F}} $$ (1) 式中:μ为摩擦系数, M为力矩(N·m), F为荷重(N), γ1为内圈半径(m), γ2为外圈半径(m)。用电子天平测量试样摩擦试验前后的质量变化; 用千分尺测量试样上6个不同位置处摩擦试验前后的厚度变化, 计算出摩擦试验前后试样厚度差, 求出平均值即试样的线性磨损量。
2. 结果与分析
2.1 微观结构
图 1为烧结后铜基粉末冶金摩擦材料表面显微组织形貌。图中黑色的为鳞片石墨, 白色的为铜, 灰色的可能为铁、铬铁或SiO2颗粒。从图可以看出, 大量的鳞片石墨稳定地分布在铜基体当中, 从而保证了刹车过程的平稳性和摩擦系数的稳定性。从图 1 (b)可以清楚地看到大量的灰色颗粒, 其中近似球状的较大颗粒为铬铁(200目, 如箭头所示), 其与基体接触良好, 两者之间观测不到明显的界面[12]; 较小的球状物可能为铁、二氧化硅等颗粒(100目); 这些颗粒均匀地分布在铜基体当中, 铜基体包裹着鳞片状石墨分布在摩擦片表面, 具有稳定的摩擦系数。
2.2 物理性能
铜基粉末冶金摩擦材料的力学性能如表 3所示。从表中可以看出, 摩擦材料的密度较高, 说明摩擦材料中的非金属组元所占体积较小; 材料的洛氏硬度较低, 说明摩擦试验中的对偶磨损相对较小; 材料的抗冲击韧性较大, 表明摩擦组元在材料烧结过程中以机械镶嵌的方式存在基体材料中, 提高了摩擦材料的耐磨性。在高速刹车过程中, 摩擦材料的力学性能确保了其在较大冲击力和较大磨损量条件下的使用。
表 3 摩擦材料的力学性能Table 3. Mechanical properties of friction material密度/ (g·cm-3) 洛氏硬度,HB 冲击韧性/ (J·cm-2) ≥5.72 ≥27 ≥33.5 2.3 摩擦磨损试验
图 2为试样在55.56 m/s刹车速度下的摩擦磨损曲线图。在此刹车速度下, 最大摩擦系数为0.5061, 平均摩擦系数为0.4521;经计算, 离均差率为11.94%, 较小的离均差率说明了铜基摩擦材料具有稳定的摩擦系数。从图中还可以看出, 摩擦系数曲线无明显的振颤现象, 力矩曲线也呈稳定增长趋势, 这也充分表明了该铜基粉末冶金摩擦材料的刹车制动效果平稳, 产生这种现象的原因可能是由于摩擦材料配方中摩擦组元铬铁和铜基体具有良好的润湿性能, 从而提高了摩擦系数的稳定性[12]。
![]() 图 2 铜基粉末冶金摩擦材料在55.56 m/s刹车速度下的摩擦数据曲线Figure 2. Friction curves of Cu-based powder metallurgy material at the braking velocity of 55.56 m/s
图 2 铜基粉末冶金摩擦材料在55.56 m/s刹车速度下的摩擦数据曲线Figure 2. Friction curves of Cu-based powder metallurgy material at the braking velocity of 55.56 m/s图 3 (a)是在不同刹车速度条件下摩擦磨损性能试验后试样的摩擦吸收功率和摩擦系数曲线图。摩擦吸收功率是指试样在单位时间单位面积内所吸收的功, 它与摩擦面的温度升高有着直接对应关系, 因此影响试样的摩擦系数。从图 3 (a)可以看出, 随着刹车速度增大, 刹车能量升高, 摩擦面的温度进一步升高, 试样的摩擦吸收功率呈近似线性升高。刹车速度从27.78 m/s增加到44.44 m/s, 试样的摩擦吸收功率速率增长最快; 当刹车速度从44.44 m/s增加到55.56 m/s, 试样的摩擦吸收功率增加相对缓慢, 这表明铜基粉末冶金摩擦材料在低速条件下, 吸收的动能可能主要被铜基摩擦材料中的孔隙吸收并传导到空气当中; 当制动速率超过44.4 m/s时, 摩擦材料的吸收动能会被铜基摩擦材料自身所吸收, 并通过高的导热性将吸收能量传导至空气中。从图中还可以看出, 当刹车速度从27.78 m/s增加到44.44 m/s时, 摩擦系数也相对从0.4040增加到0.5071。但随着刹车速率的提高, 试样的摩擦系数出现了明显下降的趋势, 这可能与摩擦材料的摩擦机理和微观结构有关。
![]() 图 3 不同刹车速度下铜基粉末冶金摩擦材料的摩擦系数和摩擦吸收功率曲线(a)及线性磨损率和质量损失曲线(b)Figure 3. Relationships of friction absorption power–friction coefficient (a) and linear wear rate–mass loss (b) with braking velocity of Cu-based powder metallurgy friction material
图 3 不同刹车速度下铜基粉末冶金摩擦材料的摩擦系数和摩擦吸收功率曲线(a)及线性磨损率和质量损失曲线(b)Figure 3. Relationships of friction absorption power–friction coefficient (a) and linear wear rate–mass loss (b) with braking velocity of Cu-based powder metallurgy friction material图 3 (b)是在不同刹车速度条件下摩擦磨损性能试验后试样的线性磨损率和质量磨损。从图 3 (b)可以看出, 试样的线磨损率随刹车速度的变化与质量损失随刹车速度的变化一致, 都呈上升的趋势。当刹车速度从27.78 m/s增加到33.33 m/s, 试样的线磨损率和质量磨损均较大, 这是由于在较低的速度下, 刹车未进入平稳阶段, 出现了较为明显的磨粒磨损; 当刹车速度从33.33 m/s增加到50.00 m/s时, 粘着磨损起主要作用, 因此线性磨损率和质量磨损都相对较小; 当刹车速率增长至55.56 m/s时, 试样的质量磨损呈明显增长趋势, 这可能是由于在高速条件下, 铜基摩擦材料自身软化造成摩擦组元脱落, 从而质量损耗明显。但由于线性磨损率数据的获得是通过千分尺测量一定面积上的厚度损耗而计算得到的, 因此线性磨损率并不能完全反应出摩擦组元的脱落引起厚度的微小变化, 因而线性损耗率增长不明显。
为进一步研究刹车速度对摩擦磨损性能的影响, 探讨摩擦磨损性能与摩擦面的关系, 采用扫描电子显微镜对在不同刹车速度下试样的摩擦面进行分析。图 4所示为不同刹车速度试验后铜基粉末冶金摩擦材料表面的扫描电子显微形貌。从图中可以看出, 当刹车速度为27.78 m/s和33.33 m/s时, 由于刹车速度较低, 摩擦剪切力较小, 因此摩擦表面温度较低, 且未能形成连续完整的氧化膜, 从而出现了较小面积的剥落且剥落的块状物较小, 其中剥落后较小的硬质颗粒在剪切力作用下从摩擦表面脱落, 在摩擦副之间形成磨粒, 在摩擦表面产生犁沟, 发生磨料磨损和剥层损耗, 其磨损主要是由机械啮合作用造成的; 当刹车速度为38.89 m/s和44.44 m/s时, 摩擦表面较为光滑, 无明显的脱落。这是由于随着刹车速度的增大, 摩擦吸收功率增大, 摩擦面的温度提高, 摩擦剪切力的作用也逐渐增强, 氧化膜趋于平滑连续, 摩擦表面与摩擦副的真实接触面积越大, 其机械啮合作用减弱, 粘着机理起主要作用。随着刹车速度的进一步增大, 摩擦表面在较大剪切力的作用下发生了较为严重的脱落。当刹车速度从50.00 m/s逐渐增大到55.56 m/s, 试样摩擦表面单位面积吸收的能量进一步增大, 温度进一步升高, 摩擦表面在较大剪切力的作用下发生了较为严重的脱落。这是由于摩擦产生的高温引起材料软化, 破坏了形成的氧化膜, 降低了分子键的抗剪切强度, 从而在摩擦面上出现了不同程度的犁沟[13-14]。
![]() 图 4 铜基粉末冶金摩擦材料在不同刹车速度下的扫描电子显微形貌Figure 4. SEM images of the Cu-based powder metallurgy friction material under the different velocity
图 4 铜基粉末冶金摩擦材料在不同刹车速度下的扫描电子显微形貌Figure 4. SEM images of the Cu-based powder metallurgy friction material under the different velocity3. 结论
(1) 铜基粉末冶金摩擦材料的摩擦磨损性能与刹车速度密切相关。随着刹车速度的增大, 刹车能量急剧升高, 摩擦材料的摩擦吸收功率近似线性增长, 而摩擦系数呈先增大后减小的趋势, 并且铜基粉末冶金摩擦材料的线磨损率与质量磨损随刹车速度增长呈上升趋势。
(2) 在一定的刹车速度下, 铜基粉末冶金摩擦材料摩擦表面的氧化膜愈趋平滑连续。但随着刹车速度的提高, 铜基体自身发生软化, 破坏了已形成的氧化膜, 降低了分子键的抗剪切强度, 从而增大了磨损量。
-
![]()
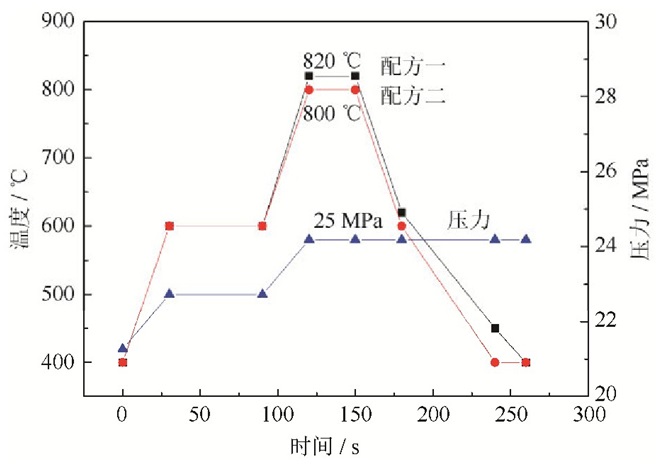
图 2 两种配方粉末热压烧结工艺
Figure 2. Hot pressure sintering process of the powders in two formulas
![]()
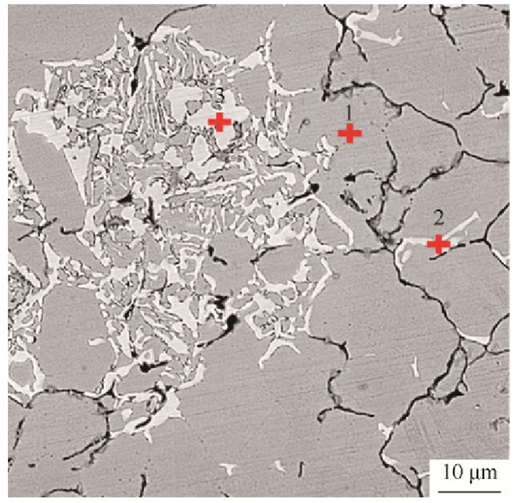
图 3 硅黄铜预合金粉末烧结体背散射电子图像
Figure 3. Backscattered electron morphology of the sintered body using the silicon brass pre-alloyed powder
![]()
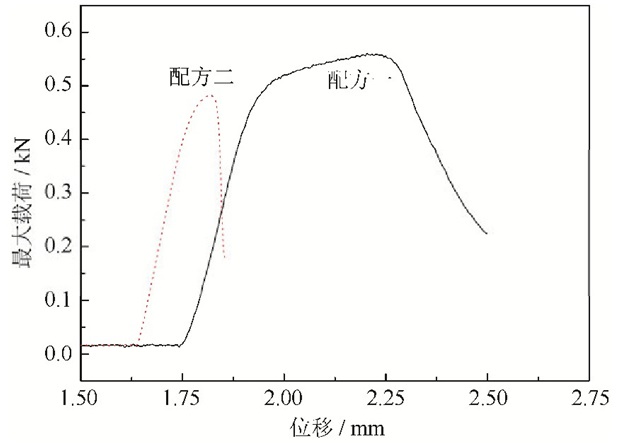
图 4 两种配方混合粉末制备金刚石刀头的三点抗弯曲线
Figure 4. Three point bending resistance of the diamond cutting segment prepared by two formulas of the mixture powders
![]()
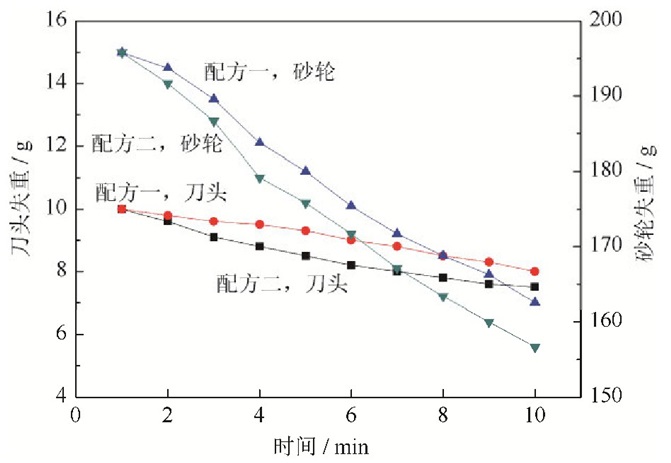
图 5 两种配方混合粉末制备金刚石刀头的摩擦磨损
Figure 5. Friction and wear of the diamond cutting segment prepared by two formulas of the mixture powders
![]()
图 6 两种配方胎体对金刚石把持状况:(a)配方一;(b)配方二
Figure 6. Holding force of matrix to the diamond prepared by two formulas of the mixture powders: (a) the first formula; (b) the second formula
表 1 实验用硅黄铜预合金粉末化学成分(质量分数)
Table 1 Chemical composition of the silicon brass pre-alloyed powders in experiment
% Cu Zn Si Ce 68 30 1.6 0.4  下载: 导出CSV
下载: 导出CSV
表 2 制备金刚石刀头用粉末配方(质量分数)
Table 2 Components of the powders used in the diamond cutting segment
% 成分 Fe Cu Zn 硅黄铜预合金粉末 配方一 60 30 10 — 配方二 60 18 2 20
下载: 导出CSV
表 3 硅黄铜预合金粉末烧结样块物理性能
Table 3 Physical properties of the sintered body using the silicon brass pre-alloyed powders
烧结温度/℃ 硬度,HRB 抗弯强度/MPa 680~720 62~65 530~550
下载: 导出CSV
位置 质量分数/% Cu Zn Sn Si Ce 1 69.47 27.86 1.27 0.74 0.66 2 55.84 22.68 1.82 13.35 6.31 3 51.37 30.38 2.09 9.36 6.44
下载: 导出CSV
表 5 两种配方混合粉末制备金刚石刀头的物理性能
Table 5 Physical properties of the diamond cutting segment prepared by two formulas of the mixture powders
材料 洛氏硬度,HRB 抗弯强度/MPa 配方一 45~48 860~900 配方二 55~58 800~820
下载: 导出CSV
-
[1] 孙毓超, 刘一波, 王秦生. 金刚石工具与金属学基础. 1版. 北京: 中国建材工业出版社, 1999 Sun Y C, Liu Y B, Wang Q S. Diamond Tools and Metallic Foundation. 1st Ed. Beijing: China Building Materials Industry Press, 1999
[2] 刘一波, 徐强, 徐良. 金刚石工具用金属粉末的特性、现状分析和发展趋势. 粉末冶金工业, 2017, 27(4): 1 https://www.cnki.com.cn/Article/CJFDTOTAL-FMYG201704001.htm Liu Y B, Xu Q, Xu L. Characteristics, status analysis and development tread of metal powders for diamond tools. Powder Metall Ind, 2017, 27(4): 1 https://www.cnki.com.cn/Article/CJFDTOTAL-FMYG201704001.htm
[3] 罗锡裕, 麻洪秋, 黄漫, 等. 金刚石工具预合金代钴粉末的研究及应用. 金刚石与磨料磨具工程, 2006(1): 18 DOI: 10.3969/j.issn.1006-852X.2006.01.005 Luo X Y, Ma H Q, Huang M, et al. Research and application of cobalt-substitute prealloy powder for diamond tools. Diamond Abras Eng, 2006(1): 18 DOI: 10.3969/j.issn.1006-852X.2006.01.005
[4] 孟卫如, 徐可为, 杨吉军, 等. 金刚石工具真空钎焊钎料的适应性. 焊接学报, 2004, 25(1): 80 DOI: 10.3321/j.issn:0253-360X.2004.01.021 Meng W R, Xu K W, Yang J J, et al. Adaptability of brazing filling metal used for monolayer diamond tools with vacuum furnace brazing. Trans China Weld Inst, 2004, 25(1): 80 DOI: 10.3321/j.issn:0253-360X.2004.01.021
[5] 于奇, 马佳, 龙伟民, 等. 铜磷预合金粉在金刚石工具中的应用. 金刚石与磨料磨具工程, 2018, 38(4): 36 https://www.cnki.com.cn/Article/CJFDTOTAL-JGSM201804007.htm Yu Q, Ma J, Long W M, et al. Application of Cu-P per-alloyed powder in the carcass of diamond tools. Diamond Abras Eng, 2018, 38(4): 36 https://www.cnki.com.cn/Article/CJFDTOTAL-JGSM201804007.htm
[6] 王闯, 张效芬, 王长福, 等. 粉末冶金Cu基金刚石工具的研究现状及进展. 粉末冶金技术, 2012, 30(2): 140 DOI: 10.3969/j.issn.1001-3784.2012.02.011 Wang C, Zhang X F, Wang C F, et al. Current research situation and development of Cu-based diamonds tools made by powder metallurgy. Powder Metall Technol, 2012, 30(2): 140 DOI: 10.3969/j.issn.1001-3784.2012.02.011
[7] 隋贤, 宋宝韫, 李冰, 等. H65黄铜合金连续挤压过程中的组织和性能演变特征. 中国有色金属学报, 2009, 19(6): 1049 DOI: 10.3321/j.issn:1004-0609.2009.06.012 Sui X, Song B Y, Li B, et al. Characteristic of microstructure and properties evolution of H65 brass alloy during continuous extrusion process. Chin J Nonferrous Met, 2009, 19(6): 1049 DOI: 10.3321/j.issn:1004-0609.2009.06.012
[8] 周世杰. 硅黄铜耐磨性能研究. 特种铸造及有色合金, 2010, 30(4): 380 DOI: 10.3870/tzzz.2010.04.030 Zhou S J. Wear resistance of silicon brass. Spec Cast Nonferrous Alloys, 2010, 30(4): 380 DOI: 10.3870/tzzz.2010.04.030
[9] 赵德志. 含稀土元素的黄铜粉末的研制及应用. 粉末冶金工业, 1999, 9(1): 34 https://www.cnki.com.cn/Article/CJFDTOTAL-FMYG901.006.htm Zhao D Z. Development and applications in brass powders containing rare-earth elements. Powder Metall Ind, 1999, 9(1): 34 https://www.cnki.com.cn/Article/CJFDTOTAL-FMYG901.006.htm
[10] 庞晋山, 曹标, 陈明, 等. 变质处理对环境友好型硅黄铜γ相及切削性能的影响. 机械工程材料, 2012, 36(5): 73 https://www.cnki.com.cn/Article/CJFDTOTAL-GXGC201205020.htm Pang J S, Chao B, Chen M, et al. Effects of modification treatment on γ phase and cutting property of environmentfriendly silicon-brass. Mater Mech Eng, 2012, 36(5): 73 https://www.cnki.com.cn/Article/CJFDTOTAL-GXGC201205020.htm
[11] 国家市场监督管理总局. GB/T 230.1-2018金属材料洛氏硬度试验第1部分: 试验方法. 北京: 中国质检出版社, 2018 State Administration for Market Regulation. GB/T 230.1-2018 Metallic Materials-Rockwell Hardness Test-Part 1: Test Methods. Beijing: China Quality Inspection Press, 2018
[12] 孙扬善, 黄海波. 两种耐磨黄铜的组织和性能. 机械工程材料, 1991(1): 21 https://www.cnki.com.cn/Article/CJFDTOTAL-GXGC199101003.htm Sun Y S, Huang H B. Structures and properties of two wear resistant brasses. Mater Mech Eng, 1991(1): 21 https://www.cnki.com.cn/Article/CJFDTOTAL-GXGC199101003.htm
[13] 钟卫佳. 铜加工技术实用手册. 2版. 北京: 冶金工业出版社, 2007 Zhong W J. Practical Manual of Copper Processing Technology. 2nd Ed. Beijing: Metallurgical Industry Press, 2007
[14] Taha M A, E-Mahallawy N A, Mousa T M, et al. Microstructure and castability of lead-free silicon brass alloys. Materialwiss Werkstofftech, 2012, 43(8): 699 DOI: 10.1002/mawe.201200932
[15] Haruhiko A, Hisashi I, Li S F, et al. Microstructure and mechanical properties of high strength brass alloy with some elements. Mater Sci Forum, 2010, 654-656: 2552 http://www.scientific.net/MSF.654-656.2552
[16] 胡垚, 程巨强, 刘志学. 变质处理及热处理对铸造黄铜组织和性能的影响. 热加工工艺, 2008, 37(5): 29 DOI: 10.3969/j.issn.1001-3814.2008.05.009 Hu Y, Cheng J Q, Liu Z X. Influence of modification treatment and heat treatment on properties and microstructure of casting lead brass. Hot Working Technol, 2008, 37(5): 29 DOI: 10.3969/j.issn.1001-3814.2008.05.009
-
期刊类型引用(1)
1. 郭春芳. 纳米NiO/ZrO_2复合光催化剂的制备及性能. 印染助剂. 2022(03): 31-34 .  百度学术
百度学术
其他类型引用(1)






计量
- 文章访问数: 351
- HTML全文浏览量: 135
- PDF下载量: 26
- 被引次数: 2
