
Study of the spherical HoCu powders prepared by supreme-speed plasma rotating electrode process
-
摘要: 采用超高转速等离子旋转电极工艺(supreme-speed plasma rotating electrode process, SS-PREP)制备韧性金属间化合物钬铜(HoCu)球形粉末, 粉末粒度在15~106μm之间。利用X射线衍射仪、扫描电子显微镜、能谱分析及光学显微镜分析了SS-PREP钬铜球形粉末的粒度分布、松装密度、振实密度及霍尔流速等粉末特性, 比较了不同试验方法对粒度分布的表征。结果表明, SS-PREP钬铜粉末主要由CsCl结构的RM型B2相构成, 不同粒度的HoCu球形颗粒化学成分基本一致, 随着粉末粒度增大, HoCu球形粉末的非球形颗粒比例呈现下降趋势。Abstract: The spherical HoCu powders as the ductile intermetallic compounds were prepared by the supreme-speed plasma rotating electrode process (SS-PREP) with the particle sizes of 15~106 μm without sieving. The particle size distribution, apparent density, tap density, and Hall flowability of the SS-PREP HoCu powders were investigated by X-ray diffraction (XRD), scanning electron microscope (SEM), energy disperse spectroscope (EDS), and optical microscope (OM). The particle size distribution characterized by the different test methods were compared and analyzed. The results show that, all of the SS-PREP HoCu powders consist of B2 phase in RM style with CsCl structure; the chemical compositions of HoCu powders in different particle sizes remain nearly constant; with the increase of powder sizes, the proportion of non-spherical HoCu particles decrease.
-
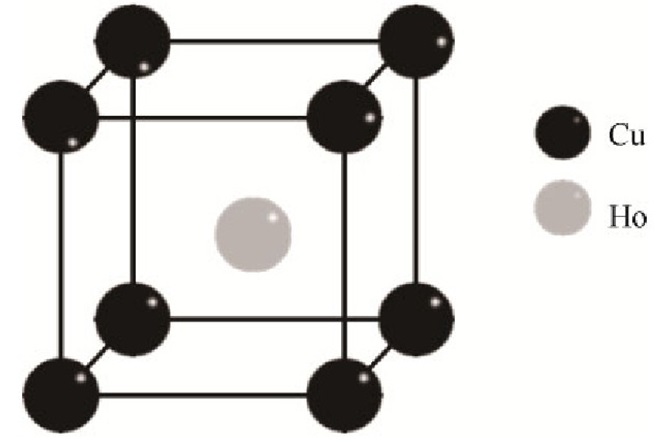
金属间化合物因具有独特的长程有序点阵结构可同时满足工程对材料力学及物理性能的多项要求,同一种金属间化合物甚至可兼顾力学、电子、磁性及传热等多方面综合性能,明显优于普通金属及传统合金,是工程应用的理想材料。高熵合金、钛铝、镍铝等金属间化合物具有较强的抗氧化性和优异的高温力学性能,但始终受到低断裂韧性和室温脆性等弱延展性的限制。近年来的相关研究表明[1-4],完全有序二元稀土金属间化合物拥有高于常规金属间化合物的室温延展性和断裂韧性,此类稀土金属间化合物通常为CsCl型结构(空间点群Pm–3m),可用“RM”二元化合物进行概括,其中R代表稀土元素,包括Y、Dy、Ho、Er、Ce、Nd, M代表常规金属Cu和Ag。图 1所示为典型RM型金属间化合物钬铜合金(HoCu) 晶体结构。如图所示,RM型金属间化合物的两种组元具有精确地化学计量比1:1,因此也被称为“线性化合物(line-compound) ”。在高温条件下,RM型金属间化合物具有优异的抗腐蚀性和持久性,是重要的前沿涂层材料。
Morris等[5]研究发现RM型金属间化合物的延展性与此前广泛研究的B2型金属间化合物完全不同,弹性常数呈现出明显的各项同性与低量级的泊松比,RM型金属间化合物的原子连接为不完全共价键型,与完全共价键型NiAl类金属间化合物不同[6], NiAl只有在特定取向的单晶结构中表现出优异的延展性。RM型金属间化合物具备晶粒细小、滑移系众多和低失稳堆垛层错能等利于形变的特点,因此RM型金属间化合物的断裂韧性强度是B2型NiAl金属间化合物的3~5倍,同时RM型金属间化合物的拉伸强度和断后延伸率与常规商业铝合金相近。Gao等[1]利用透射电子显微镜(transmission electron microscope, TEM) 研究了两种RM型金属间化合物Dy Cu与YCu的马氏体相变过程,研究表明两种RM型金属间化合物的变形机制从B2结构转变为B33与B27结构。Wu等[7]的理论计算表明,某些RM型金属间化合物的费米能接近最低值,同时出现杂化作用。Blanco等[8]利用中子衍射(neutron diffraction) 研究了与HoCu结构类似的GaCu金属间化合物,试验结果表明,在接近奈耳转变温度(neel temperature) 时,此类金属间化合物存在从CsCl型到正交FeB型结构的非扩散型马氏体转变,从而改变晶体单胞结构和电阻系数。HoCu属于RM型延展性金属间化合物,在26 K下会出现反铁磁性过渡和自旋重取向的反常现象。
传统等离子旋转电极制粉工艺(plasma rotating electrode process, PREP) 最早发明于美国核金属公司,用于制备粒度100 μm以上的金属球形颗粒[9-12]。超高转速等离子旋转电极制粉工艺(supreme-speed plasma rotating electrode process, SS-PREP) 依据已有的PREP雾化制粉原理,通过改造机械传动系统提高电极棒转动角速度,进而增大离心力。根据合金特性和参数工艺调整,目前已经成功制备了Ti6Al4V、Inconel718、316L等常规金属球形粉末,分别可用于激光选区熔化(粉末粒径范围为15~53 μm) 和电子束选区熔化(粉末粒径范围为45~106 μm) 等增材制造技术。
本文利用超高转速等离子旋转电极制粉技术制备HoCu球形粉末,分析其粒度分布、化学成分及相结构,为后续热喷涂、金属增材制造以及粉末冶金应用提供实验基础与参考。
1. 实验材料及方法
1.1 实验材料
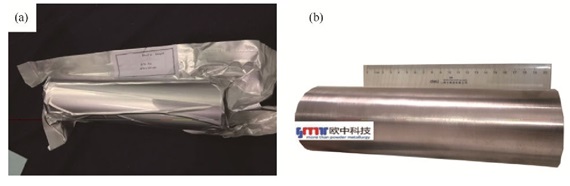
实验用超高转速等离子旋转电极为直径50~80 mm的HoCu电极棒,利用真空感应熔炼将高纯铜和高纯钬熔铸成HoCu铸锭,经车削加工达到电极棒要求的直线度和表面粗糙度,无需进行其他热变形加工。如图 2所示,由于HoCu电极棒容易吸附环境中的游离态氧,需用铝纸真空封装,待制备粉末时方可启封。表 1所示为HoCu电极棒及HoCu粉末的化学成分。
![]() 图 2 HoCu电极棒形貌:(a) 铝纸真空封装;(b) 电极棒外观形貌Figure 2. Appearance of the HoCu electrode bar: (a) the vacuum packaging by aluminum foil; (b) the macro-morphology表 1 HoCu电极棒与粉末化学成分(质量分数)Table 1. Chemical composition of the HoCu bars and powders by mass
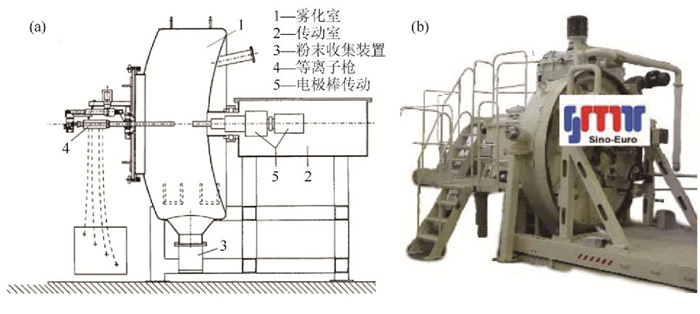
图 2 HoCu电极棒形貌:(a) 铝纸真空封装;(b) 电极棒外观形貌Figure 2. Appearance of the HoCu electrode bar: (a) the vacuum packaging by aluminum foil; (b) the macro-morphology表 1 HoCu电极棒与粉末化学成分(质量分数)Table 1. Chemical composition of the HoCu bars and powders by mass% 元素 Ho Al Fe Si O Cu HoCu电极棒 72.3 < 0.002 < 0.015 < 0.01 0.09 余量 SS-PREP制备的HoCu球形粉末 72.0 < 0.002 < 0.015 < 0.01 0.12 余量 图 3所示为超高转速等离子旋转电极设备示意图和实物图。将HoCu电极棒置于传动室进行转速不低于20000 r·min-1的高速旋转,等离子火炬作用于电极棒一端,以形成数十微米厚的金属熔融层;利用微区熔化和高速旋转,当金属液滴所受离心力大于金属液态表面张力后,金属液滴被甩离电极棒,随即在微秒级时间内凝固为球形粉末颗粒,该凝固过程遵从球形自由能最低理论。所制备的HoCu球形粉末集中在150 μm以内,将所有粉末进行筛分分级,筛网规格为45 μm和150 μm。
![]() 图 3 超高转速等离子旋转电极设备示意图(a)和实物图(b)Figure 3. Schematic (a) and product (b) drawings of the SS-PREP equipment
图 3 超高转速等离子旋转电极设备示意图(a)和实物图(b)Figure 3. Schematic (a) and product (b) drawings of the SS-PREP equipment1.2 方法及表征
依据GB/T 1482,选取50 g样品检测霍尔流速,采用丹东百特BT1000粉体综合测试仪检测松装密度(GB/T 1479.1) 和振实密度(GB/T 5162)。依据GB/T 1480干筛法进行筛分粒度检测,选取100 g样品,分别采用德国莱驰、中国航空工业540厂、美国泰勒三种筛网进行检测。依据GB/T 19077,选取和筛分粒度检测同批次的10~20 g粉末样品,采用丹东百特BT9300S检测激光粒度。通过X射线衍射(X-ray diffraction, XRD) 分析SS-PREP HoCu粉末的相组成,所用设备为Bruker D8 Advance Phaser,其管电压为40 kV,管电流40 mA, X射线衍射角2θ从10°到90°进行扫描。
将粉末筛分为0~45 μm、45~106 μm及106~150 μm,利用JEOL JSM-6460型扫描电子显微镜(scanning electron microscope, SEM) 的二次电子相表征颗粒表面形貌并测量粉末球形度。通过能谱分析(energy disperse spectroscope, EDS) 确认粉末颗粒化学组成。使用电木粉加热镶嵌粉末颗粒,再经过多级磨抛,最后通过自制腐蚀剂(5 g氯化铁+15 mL盐酸+100 mL水) 进行横截面腐蚀,采用光学显微镜(optical microscope, OM) 观察横截面金相组织。
2. 结果与讨论
2.1 粉末化学成分及流动性
表 1所示为HoCu电极棒和SS-PREP粉末的化学成分,其中氧质量分数提高约0.03%,其余元素基本保持一致。SS-PREP雾化过程属于密闭过程,在雾化室中通入高纯氩气后封闭,并保持雾化室微正压状态;熔化从电极棒一端开始,熔化区域所占体积不到电极棒总体积0.001%,属于微区熔化,即便棒材会因热传导而加热,但仍不足以因热吸氧。归功于微区熔化的特点,粉末颗粒的成分均匀性与预制母合金基本保持一致,即高品质电极棒的成分均匀性会得到继承。
表 2所示为SS-PREP HoCu粉末的基本性能,其中松装密度接近理论密度的60%,振实密度接近理论密度的65%,粉末具备优异的流动性和填充效应。众所周知,热等静压近净成形、增材制造等先进粉末冶金工艺对粉末流动性要求较高,优异的粉末流动性可有效增加粉末冶金件的相对密度,从而提高综合力学和物理性能。
表 2 SS-PREP HoCu粉末性能Table 2. Properties of the SS-PREP HoCu powders粉末粒度/μm 霍尔流速/[(50 g)·s-1] 松装密度/(g·cm-3) 振实密度/(g·cm-3) 安息角 0~150 11.1 5.51 5.79 — 2.2 粉末粒度分布
采用三种筛网进行干筛分析,干筛粒度分布和激光粒度分布如表 3所示,其中激光粒度分布是指直径落在某一范围内的所有颗粒总体积占整个样本颗粒总体积的百分比,即体积分数。尽管两种筛分粒度分布均能表征粉末颗粒的实际分布情况,但是并不能完全相互等价。图 4为不同筛分方法得到的HoCu粉末粒度分布,如图所示,激光粒度分布的体积分数峰值位于60~70 μm区间内,数值为区间端点体积分数的几何平均值,其中D10=47.62 μm、D50=72.25 μm、D90=110.3 μm, D90表示通过激光衍射法确认的直径小于110.3 μm的粉末颗粒体积占据所有粉末颗粒体积的90%。干筛粒度分布表明,粒径在75~90 μm的颗粒质量占总粉末质量的比例最高,但不能表征具体某一颗粒直径的质量分数。
表 3 不同筛分方法得到的HoCu粉末粒度分布(0~150 μm)Table 3. Particle size distribution of the HoCu powders in0~150 μm characterized by the different test methods粒度/μm 干筛法粒度分布(质量分数)/% 激光衍射法粒度分布(体积分数)/% 中航工业540厂 美国泰勒 德国莱驰 丹东百特 0~45 12.01 11.47 9.47 6.96 45~53 6.75 7.47 6.75 13.90 53~63 13.41 12.39 12.37 16.83 63~75 12.24 18.25 13.71 16.82 75~90 42.46 36.50 40.38 19.67 90~106 11.50 13.45 16.58 13.10 106~150 0.20 0.47 0.74 12.18 ![]() 图 4 不同筛分方法得到的HoCu粉末粒度分布(0~150 μm): (a) 激光衍射法;(b) 干筛法;(c) 标尺标定Figure 4. Particle size distribution of the HoCu powders in 0~150 μm characterized by the different test methods: (a) laser diffraction method; (b) dry screening method; (c) scale measurement
图 4 不同筛分方法得到的HoCu粉末粒度分布(0~150 μm): (a) 激光衍射法;(b) 干筛法;(c) 标尺标定Figure 4. Particle size distribution of the HoCu powders in 0~150 μm characterized by the different test methods: (a) laser diffraction method; (b) dry screening method; (c) scale measurement激光粒度测量仪的工作原理是基于Fraunhofer衍射和米氏(Mie) 散射理论,经低能源半导体激光器发出单色光(波长约0.6 μm),经空间滤波和扩束透镜滤去杂光,由形成的直径10 mm平行单色光束照射粉末颗粒产生衍射现象,衍射光强度符合Fraunhofer衍射理论。将多环光电检测器置于傅里叶转换透镜上,用以收集衍射光能量并输出为电信号,该检测器中心小孔的中央检测器测定样品体积分数。激光粒度仪可调参数包括金属特性介质参数、背景值、拟合残差等,若参数不一致,同一样品所得结果也会相差较大。
干筛法需将粉末置于拍击筛上,设置震动时间即可进行测量,检测方法简单易行,但是筛网需定期标定,避免因过分使用导致筛网孔径增大变形,从而致使检测结果与实际偏差较大。两种粒度检测方法应配合使用,多方面进行粉末粒度控制表征及批次稳定性控制。若需知道实际尺寸,可考虑通过粉末颗粒显微照片,并依据标尺进行标定,如图 4(c)所示。
2.3 粉末相组成及形貌
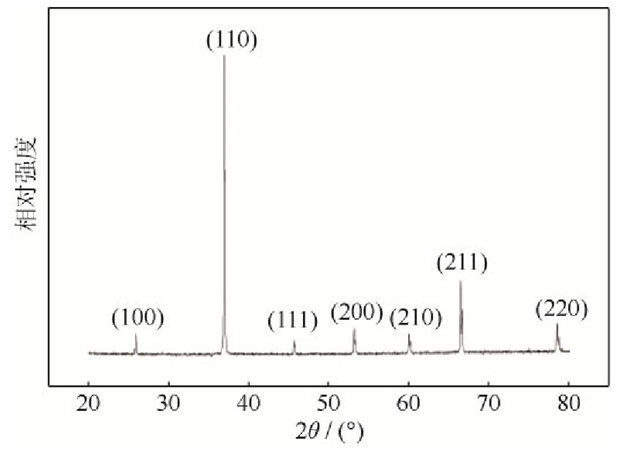
图 5为SS-PREP HoCu球形粉末X射线衍射图谱。由图可知,SS-PREP HoCu球形粉末晶体结构符合B2(CsCl) 型,空间点群结构为Pm–3m,其中最强衍射峰指向为(110) 晶面族,是体心立方最密排面,此面上原子排列紧密聚集、密度大,对X射线散射强烈。
图 6为HoCu粉末的扫描电子显微镜二次电子像(secondary electron image, SEI),三个粒度区间分别为0~45 μm, 45~106 μm, 106~150 μm,扫描电子显微形貌均为球形粉末。图 6(b)与图 6(c)的放大倍数相同,两个粒度区间的二次电子像相差较小,试验结果和表 3中筛分粒度分布相近。图 6(c)中出现若干撕裂半球形粉末颗粒,经统计发现,随着粒度区间范围的增大,球形颗粒比例有所降低,在0~45 μm、45~106 μm及106~150 μm区间的半球形颗粒面分数分别为4.1%、5.4%及13.2%。这是因为一方面颗粒越小,比表面积越大,空间热交换效率高、冷速快,大颗粒会被预先凝固的小颗粒击碎;另一方面由于大颗粒凝固速度慢,凝固过程中受离心力更大,易被撕裂。图 6(d)显示颗粒表面出现微小隆起,可能是Ho元素偏析所致。
![]() 图 6 HoCu粉末不同粒度区间的二次电子像:(a) 0~45 μm; (b) 45~106 μm; (c) 106~150 μm; (d) ~128 μmFigure 6. Secondary electron images of the HoCu powders in the different particle size distribution: (a) 0~45 μm; (b) 45~106 μm; (c) 106~150 μm; (d) ~128 μm
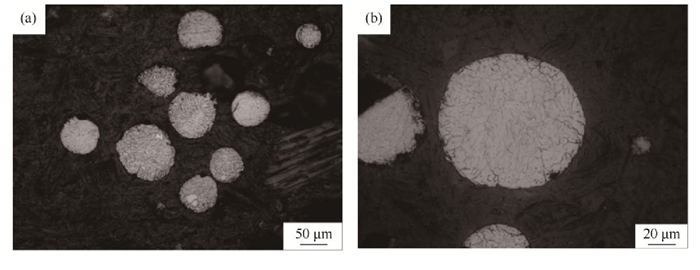
图 6 HoCu粉末不同粒度区间的二次电子像:(a) 0~45 μm; (b) 45~106 μm; (c) 106~150 μm; (d) ~128 μmFigure 6. Secondary electron images of the HoCu powders in the different particle size distribution: (a) 0~45 μm; (b) 45~106 μm; (c) 106~150 μm; (d) ~128 μm图 7所示为三种粒度分布的HoCu粉末能谱分析。由图可知,不同粒度粉末中的Ho和Cu质量分布基本保持一致,在106~150 μm区间表面出现微区氧化情况。在超高转速等离子旋转电极制粉工艺中,尽管采用高纯氩气保护,仍会有微量氧气在凝固过程中附着于粉末颗粒表面。图 8中HoCu粉末光学金相组织表明,颗粒内部以胞状晶为主,颗粒边界生成较多枝晶,单个晶粒由B2相稳定构成,并无其他析出相。
![]() 图 7 HoCu粉末不同粒度区间能谱分析:(a) 0~45 μm; (b) 45~106 μm; (c) 106~150 μmFigure 7. EDS analysis of the HoCu powders in the different particle size distribution: (a) 0~45 μm; (b) 45~106 μm; (c) 106~150 μm
图 7 HoCu粉末不同粒度区间能谱分析:(a) 0~45 μm; (b) 45~106 μm; (c) 106~150 μmFigure 7. EDS analysis of the HoCu powders in the different particle size distribution: (a) 0~45 μm; (b) 45~106 μm; (c) 106~150 μm![]() 图 8 HoCu粉末光学显微金相组织:(a) 低倍;(b) 高倍Figure 8. Optical microstructure of the HoCu powders: (a) low magnification; (b) high magnification
图 8 HoCu粉末光学显微金相组织:(a) 低倍;(b) 高倍Figure 8. Optical microstructure of the HoCu powders: (a) low magnification; (b) high magnification3. 结论
(1) 采用超高转速等离子旋转电极工艺制备HoCu球形粉末,粉末粒径主要集中在15~106 μm之间,粉末球形度高,基本无卫星粉。粒径大于106 μm的粉末颗粒干筛粒度分布占比不足1%,扫描电子显微形貌显示粉末球形度较差,粉末表面氧质量分数较高。
(2) 分别采用激光衍射法、干筛法及标尺标定法表征SS-PREP HoCu粉末的粒度分布,其中标尺标定粒度分布和干筛粒度分布与实际粒度分布较为接近,激光粒度分布以体积分数作为标定值,其检测结果适用于观测整体分布趋势。
(3) 不同粒度分布的HoCu球形粉末均由CsCl结构的RM型B2相构成,颗粒成分均匀,与粒度分布无关,超高转速等离子旋转电极工艺的微区熔融特性使得粉末颗粒得以继承电极棒的成分均匀性。
-
![]()
图 2 HoCu电极棒形貌:(a) 铝纸真空封装;(b) 电极棒外观形貌
Figure 2. Appearance of the HoCu electrode bar: (a) the vacuum packaging by aluminum foil; (b) the macro-morphology
![]()
图 3 超高转速等离子旋转电极设备示意图(a)和实物图(b)
Figure 3. Schematic (a) and product (b) drawings of the SS-PREP equipment
![]()
图 4 不同筛分方法得到的HoCu粉末粒度分布(0~150 μm): (a) 激光衍射法;(b) 干筛法;(c) 标尺标定
Figure 4. Particle size distribution of the HoCu powders in 0~150 μm characterized by the different test methods: (a) laser diffraction method; (b) dry screening method; (c) scale measurement
![]()
图 6 HoCu粉末不同粒度区间的二次电子像:(a) 0~45 μm; (b) 45~106 μm; (c) 106~150 μm; (d) ~128 μm
Figure 6. Secondary electron images of the HoCu powders in the different particle size distribution: (a) 0~45 μm; (b) 45~106 μm; (c) 106~150 μm; (d) ~128 μm
![]()
图 7 HoCu粉末不同粒度区间能谱分析:(a) 0~45 μm; (b) 45~106 μm; (c) 106~150 μm
Figure 7. EDS analysis of the HoCu powders in the different particle size distribution: (a) 0~45 μm; (b) 45~106 μm; (c) 106~150 μm
![]()
图 8 HoCu粉末光学显微金相组织:(a) 低倍;(b) 高倍
Figure 8. Optical microstructure of the HoCu powders: (a) low magnification; (b) high magnification
表 1 HoCu电极棒与粉末化学成分(质量分数)
Table 1 Chemical composition of the HoCu bars and powders by mass
% 元素 Ho Al Fe Si O Cu HoCu电极棒 72.3 < 0.002 < 0.015 < 0.01 0.09 余量 SS-PREP制备的HoCu球形粉末 72.0 < 0.002 < 0.015 < 0.01 0.12 余量  下载: 导出CSV
下载: 导出CSV
表 2 SS-PREP HoCu粉末性能
Table 2 Properties of the SS-PREP HoCu powders
粉末粒度/μm 霍尔流速/[(50 g)·s-1] 松装密度/(g·cm-3) 振实密度/(g·cm-3) 安息角 0~150 11.1 5.51 5.79 —
下载: 导出CSV
表 3 不同筛分方法得到的HoCu粉末粒度分布(0~150 μm)
Table 3 Particle size distribution of the HoCu powders in0~150 μm characterized by the different test methods
粒度/μm 干筛法粒度分布(质量分数)/% 激光衍射法粒度分布(体积分数)/% 中航工业540厂 美国泰勒 德国莱驰 丹东百特 0~45 12.01 11.47 9.47 6.96 45~53 6.75 7.47 6.75 13.90 53~63 13.41 12.39 12.37 16.83 63~75 12.24 18.25 13.71 16.82 75~90 42.46 36.50 40.38 19.67 90~106 11.50 13.45 16.58 13.10 106~150 0.20 0.47 0.74 12.18
下载: 导出CSV
-
[1] Cao G H, Oertel C G, Schaarschuch R, et al. TEM study of the martensitic phases in the ductile DyCu and YCu intermetallic compounds. Acta Mater, 2017, 132: 345 DOI: 10.1016/j.actamat.2017.05.005
[2] Gschneidner Jr K A, Ji M, Wang C Z, et al. Influence of the electronic structure on the ductile behavior of B2 CsCl-type AB intermetallics. Acta Mater, 2009, 57(19): 5876 DOI: 10.1016/j.actamat.2009.08.012
[3] Petit L, Szotek Z, Jackson J, et al. Magnetic properties of Gd intermetallics. J Magn Magn Mater, 2018, 448: 9 DOI: 10.1016/j.jmmm.2017.04.005
[4] Mudryk Y, Paudyal D, Pathak A K, et al. Balancing structural distortions via competing 4f and itinerant interactions: A case of polymorphism in magnetocaloric HoCo2. J Mater Chem C, 2016, 4(20): 4521 DOI: 10.1039/C6TC00867D
[5] Morris J R, Ye Y Y, Lee Y B, et al. Ab initio calculation of bulk and defect properties of ductile rare-earth intermetallic compounds. Acta Mater, 2004, 52(16): 4849 DOI: 10.1016/j.actamat.2004.06.050
[6] Gschneidner Jr K, Russell A, Pecharsky A, et al. A family of ductile intermetallic compounds. Nat Mater, 2003, 2(9): 587 DOI: 10.1038/nmat958
[7] Wu Y R, Hu W Y, Han S C. First-principles calculation of the elastic constants, the electronic density of states and the ductility mechanism of the intermetallic compounds: YAg, YCu and YRh. Phys B: Condens Matter, 2008, 403(19-20): 3792 DOI: 10.1016/j.physb.2008.07.009
[8] Blanco J A, Espeso J I, García Soldevilla J, et al. Magnetic structure of GdCu through the martensitic structural transformation: A neutron-diffraction study. Phys Rev B, 1999, 59(1): 512 DOI: 10.1103/PhysRevB.59.512
[9] Ozols A, Sirkin H R, Vicente E E. Segregation in stellite powders produced by the plasma rotating electrode process. Mater Sci Eng A, 1999, 262(1-2): 64 DOI: 10.1016/S0921-5093(98)01021-1
[10] Wosch E, Feldhaus S, El Gammal T. Rapid solidification of steel droplets in plasma rotating electrode process. ISIJ Int, 1995, 35(6): 764 DOI: 10.2355/isijinternational.35.764
[11] Yin J G, Chen G, Zhao S Y, et al. Titanium-tantalum alloy powder produced by the plasma rotating electrode process (PREP). Key Eng Mater, 2018, 770: 18 DOI: 10.4028/www.scientific.net/KEM.770.18
[12] Kaplanskii Y Y, Zaitsev A A, Sentyurina Z A, et al. The structure and properties of pre-alloyed NiAl-Cr (Co, Hf) spherical powders produced by plasma rotating electrode processing for additive manufacturing. J Mater Res Technol, 2018, 7(4): 461 DOI: 10.1016/j.jmrt.2018.01.003
-
期刊类型引用(2)
1. 汤慧萍. 等离子旋转电极制粉技术研究进展. 粉末冶金技术. 2023(01): 2-11+54 .  本站查看
本站查看
2. 杨彤,尹政鑫,邱吉尔,杨胜源,张清波,余德平. 等离子体雾化用等离子体发生器动静态特性研究. 真空. 2021(05): 66-71 . 百度学术
其他类型引用(3)



计量
- 文章访问数: 435
- HTML全文浏览量: 142
- PDF下载量: 52
- 被引次数: 5
