
-
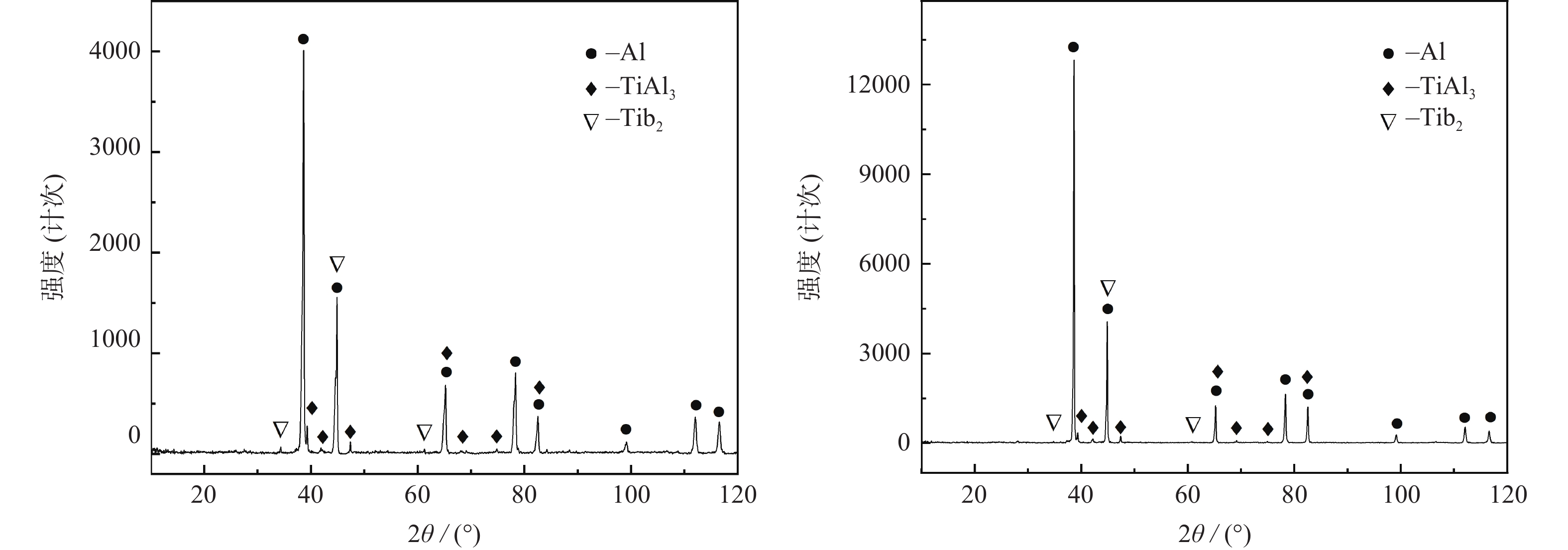
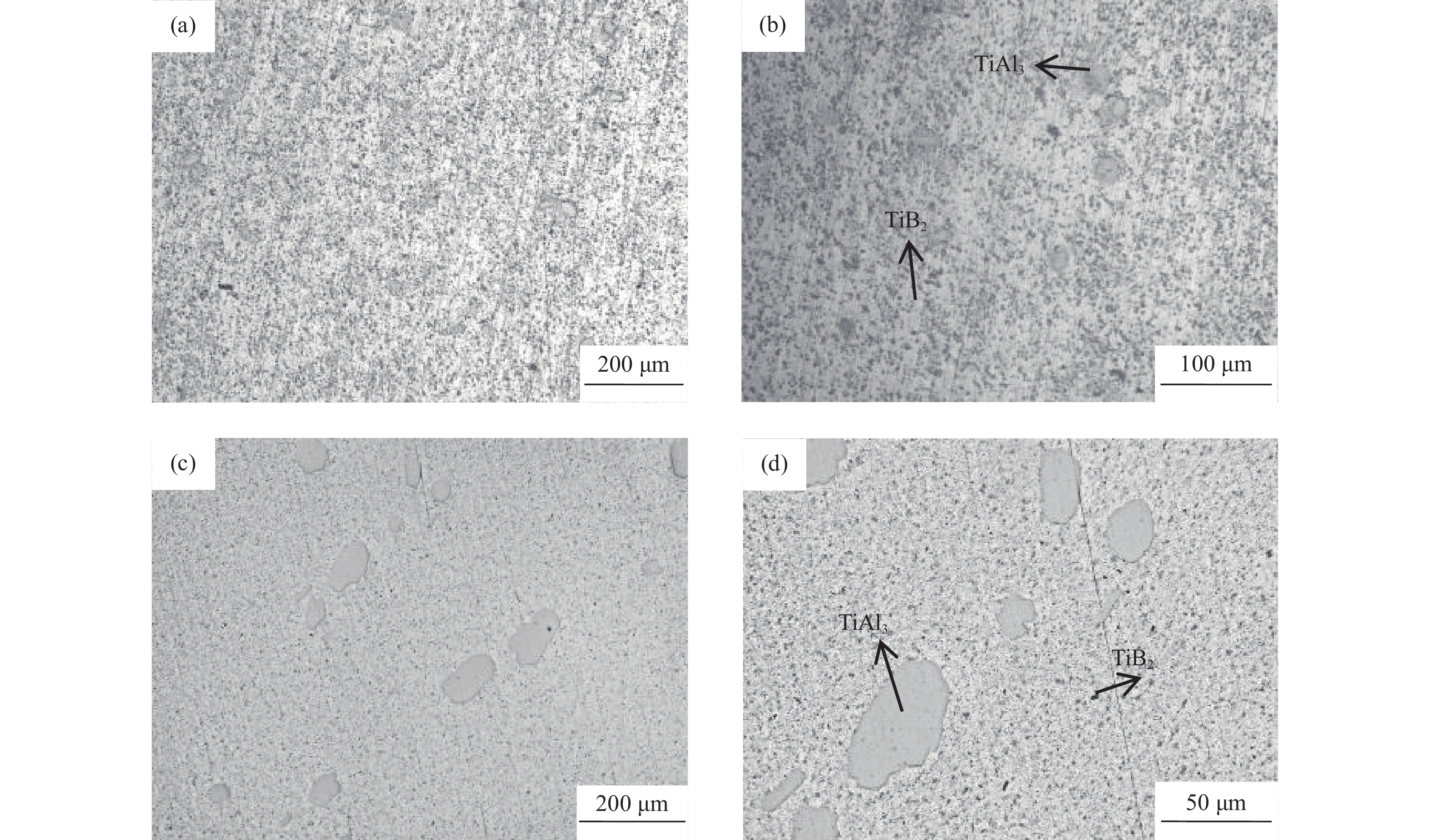
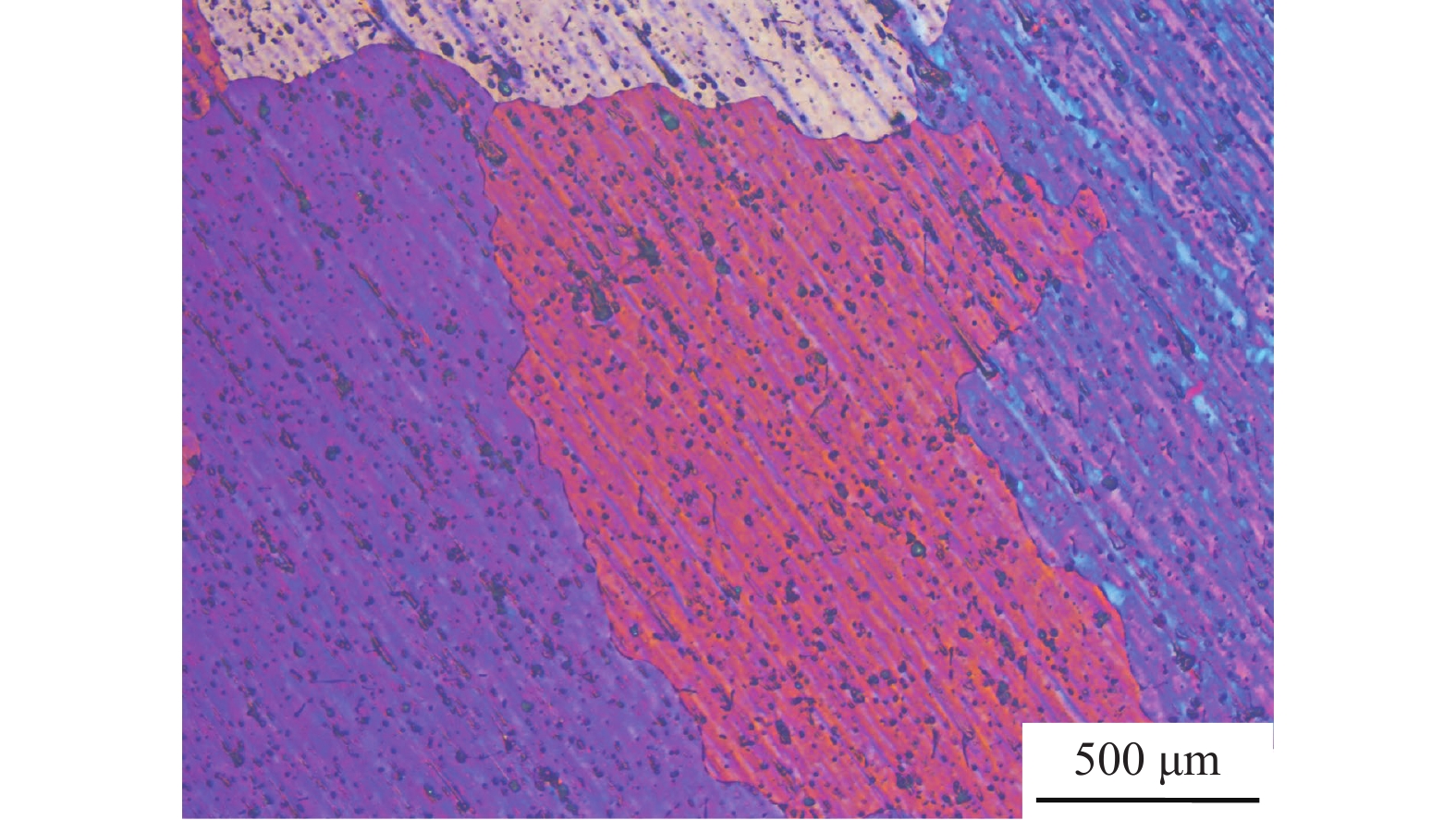
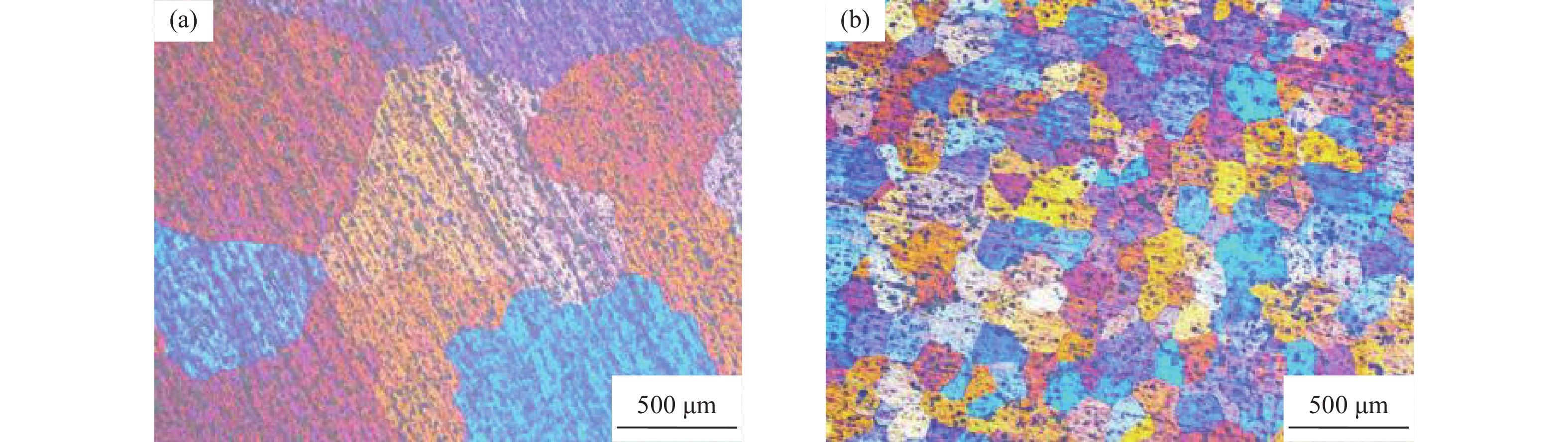
摘要: 采用粉末混合+热挤压和粉末混合+气雾化+热挤压两种工艺制备了Al–5Ti–1B合金杆,研究了两种工艺制备Al–5Ti–1B合金的显微组织,并进行了晶粒细化性能评定。结果表明:两种制备工艺均可以使TiB2粒子均匀分布,并抑制TiAl3相的长大。在7050铝合金熔体中分别添加质量分数为0.2%的两种工艺制备的Al–5Ti–1B合金,添加粉末混合+热挤压工艺制备的Al–5Ti–1B合金后,7050铝合金晶粒细化效果不明显,铝合金晶粒尺寸仍达1400 μm;添加粉末混合+气雾化+热挤压工艺制备的Al–5Ti–1B合金后,7050铝合金晶粒细化效果非常好,铝合金平均晶粒尺寸仅有176 μm。根据此实验现象,对Al–5Ti–1B合金晶粒细化双重形核机理提出新的解释。Abstract: Two kinds of Al–5Ti–1B alloys were prepared by powder mixing + hot extrusion and powder mixing + gas atomization + hot extrusion, respectively. The microstructures of the Al–5Ti–1B alloys prepared by two kinds of processes were studied, and the grain refinement properties were assessed. The results show that, the TiB2 particles can be uniformly distributed and the growth of TiAl3 phase can be inhibited by these two kinds of processes. The Al–5Ti–1B alloys with the mass fraction of 0.2% are added to the melt of 7050 aluminum alloys. The grain refinement effect of the Al–5Ti–1B alloys prepared by powder mixing + hot extrusion is not obvious, and the grain size of 7050 aluminum alloys is still up to 1400 μm. The grain refinement effect of the Al–5Ti–1B alloys prepared by powder mixing+ gas atomization + hot extrusion is very good, the average grain size of 7050 aluminum alloys is only 176 μm. According to this experimental phenomenon, a new explanation for the grain refinement and double nucleation mechanism of the Al–Ti–B alloys is proposed.
-
Keywords:
- hot extrusion /
- grain refiner /
- Al–Ti–B alloys /
- powder metallurgy /
- refinement mechanism
-
粉末冶金电动工具零件在粉末冶金零件中占比7%左右,拥有广阔的市场。电动工具用粉末冶金手紧丝母用于手紧钻夹头,是手紧钻夹头重要的零部件。随着客户对手紧钻夹头功能及使用便利性要求的提升,以及对市场价格降低的期望,生产厂家也在不断对手紧钻夹头零件进行材料升级和制备工艺改进,降低生产成本,提高产品质量,丰富产品功能,满足市场客户的需求。粉末冶金技术是一种重要的高性能材料制备技术,不仅可以精确调整材料成分配比,改变工艺参数,控制制品孔隙度,还可以利用不同材料的不同性能间的相互影响生产出具有多种性能的复合材料[1]。粉末冶金技术作为一项节能、节材、近净成形的绿色制造技术,具备生产体积小、精度高、结构复杂、少无加工零件的优势[2]。为了生产出高质量电动工具用粉末冶金手紧丝母零件,本文配合手紧钻夹头生产厂家共同开发设计产品,通过对材料选择、成形工艺、压制参数进行分析,并结合三维设计软件设计出了电动工具用粉末冶金手紧丝母模具,降低生产成本,同时也对模具零件进行功能组合,达到了预期效果。
1. 产品介绍
图1为电动工具用粉末冶金手紧丝母(以下简称手紧丝母)简图,图2为手紧丝母三维建模图。由图1~图2可以看出,手紧丝母属于多台阶类粉末冶金套类零件,形状较为复杂。手紧丝母内孔下部处有一个台阶,上部有一个大倒角,外径部位有六个槽,底部圆周有倒角,外部直径ϕ24.5 mm与内孔直径ϕ22.0 mm之间壁厚较薄,零件要求无毛刺,零件成品密度要求7.0 g·cm−3以上。电动工具用手紧钻夹头每年需求量在2000万件以上,其中粉末冶金手紧丝母配套量相同。
![]() 图 1 粉末冶金手紧丝母产品示意图(单位:mm)Figure 1. Schematic diagram of the hand tight nuts by powder metallurgy (unit: mm)
图 1 粉末冶金手紧丝母产品示意图(单位:mm)Figure 1. Schematic diagram of the hand tight nuts by powder metallurgy (unit: mm)![]() 图 2 手紧丝母三维建模图:(a)零件下部;(b)零件上部Figure 2. 3D models of the hand tight nuts by powder metallurgy: (a) lower part; (b) upper part
图 2 手紧丝母三维建模图:(a)零件下部;(b)零件上部Figure 2. 3D models of the hand tight nuts by powder metallurgy: (a) lower part; (b) upper part2. 成形工艺分析
2.1 手紧丝母的设计更新
手紧丝母底部圆周倒角为20°,然而在粉末冶金工艺制备手紧丝母过程中,20°倒角形状会导致粉末颗粒在成形过程中沿着模具面侧滑,继而产生剪切应力,颗粒间侧滑会在产品表面产生层压现象,手紧丝母表面产生层状裂纹,又称为表面滑移[3–5]。一般模具设计选用角度为阴模锥角15°~20°[6],最佳角度不要超过15°。经过多次实验,确定手紧丝母的底部圆周倒角为15°,没有表面滑移现象,产品在批量生产状态质量稳定,无层状裂纹产生。
手紧丝母的原设计中没有设计去毛刺倒角,因此生产的手紧丝母产品因为压制模具的间隙而产生端面毛刺,影响装配尺寸。为了达到手紧丝母产品无毛刺的要求,建议增加丝母产品上、下表面倒角,以便去除因压制模具间隙而产生的端面毛刺。经过多次设计改进,最终确认手紧丝母的三维建模图如图3所示。
![]() 图 3 改进后的手紧丝母三维建模图:(a)零件下部;(b)零件上部Figure 3. Improved 3D models of the hand tight nuts by powder metallurgy: (a) lower part; (b) upper part
图 3 改进后的手紧丝母三维建模图:(a)零件下部;(b)零件上部Figure 3. Improved 3D models of the hand tight nuts by powder metallurgy: (a) lower part; (b) upper part2.2 成形工艺分析
手紧丝母产品无台阶表面为零件上表面,六个凹槽面为零件下表面。手紧丝母上部有直径ϕ22.2 mm、45°的倒角(图1),可以与上平面做成一个上冲,以简化模具(方案一,图4)。但是因为手紧丝母成品要求密度>7.0 g·cm−3,在压制成形时,45°倒角斜面上的侧向压力会很大,长时间压制容易引起上模冲在平面与45°角交接处开裂,影响上模冲的使用寿命[4]。如果在直径ϕ22.2 mm处将成形上面分为上外冲和上内冲(方案二,图5),可以很好分散45°倒角斜面上的侧向压力,防止上模冲开裂,提高上模冲使用寿命。为验证分析,两种上模冲各做一套,试制后选取最佳上模冲。
手紧丝母下部有6个凹槽,非凹槽处下表面有1×15°倒角,ϕ22.0 mm孔和ϕ18.5 mm孔之间有2 mm高的内台阶,直径ϕ24.5 mm与直径ϕ22.0 mm之间壁厚为2.5 mm。6个凹槽和1×15°倒角做在阴模上,用阴模腔形成,构成双台阶阴模。内孔ϕ22.0 mm和ϕ18.5 mm处的成形有两种选择。第一种方案(图4)是将压制芯棒做成台阶形芯棒,安装在压机成形板上,这样可以一次成形2 mm高的内台阶。产品下表面使用下冲成形。然而这种方案在产品A处(直径ϕ24.5 mm与直径ϕ22.0 mm之间)的壁厚只有2.5 mm,如单独做在下冲上,模具下冲B处壁厚较薄,易损坏。第二种方案(图5)是将ϕ18.5 mm孔处做成直芯棒,直径ϕ22.0 mm处(2 mm高台阶)与直径ϕ24.5 mm处和下端面成形整体使用下冲。这种方案设计的下冲C处壁厚较厚,下冲的抗压强度大幅度提高,不易损坏。但是产品脱模时,下冲凸台(D处)含在产品内,使产品无法正常脱模。针对第二种方案产品无法正常脱模情况,与调模工程师研究后,决定使用产品夹协助脱模,如图6所示。具体方法是在产品压制成形准备脱模时,使用压机产品夹将产品夹住不动,待压机运转到填充状态后,阴模抬升使产品从下冲上脱离,送料器带动产品夹向前运动将产品送出,同时装粉进行下一次成形压制。经过多次实验验证,最终确认第二种方案为开模方案。
3. 压机选择
电动工具用粉末冶金手紧丝母每年需求量在2000万件以上,因此优选生产效率高的机械压机压制。根据图1手紧丝母产品图计算出手紧丝母的横截面积为3.87 cm2。采用机械压机压制密度>7.0 g·cm−3产品时,单位成形压力约为6 t·cm−2,手紧丝母成形压力为23.22 t。根据成形分析结果,上二下二压机完全可以满足压制手紧丝母要求[5–6]。手紧丝母生产厂家现有压机为30 t机械压机,模架结构为上二下二,阴模位有限位装置,符合使用要求,生产效率为10~13件/min。
4. 粉材选择
根据手紧丝母的结构,产品结构有小于2 mm的部位,装粉难度较大[6]。本次压制的手紧丝母在图4中A处壁厚为2.5 mm,因此需要采用流动性好的粉末材料,本次原料粉末选择流动性为26 s·(50 g)−1以上的水雾化铁粉为基粉,由于粉末流动性好,装粉顺畅,最终得到的压件密度均匀[7]。
5. 模具设计
5.1 成形阴模
根据成形工艺分析结果,将手紧丝母成形阴模设计成双台阶阴模,如图5所示。由图1可知,手紧丝母总高度为
$ 7.5_{ - 0.2}^0 $ mm,取7.4 mm,下部凹槽处高度为$ 4.5_0^{ + 0.2} $ mm,取4.6 mm。手紧丝母外台阶高度差为2.8 mm。水雾化铁粉密度为3.0 g·cm−3,手紧丝母成品密度为7.0 g·cm−3,因此原料粉末填充比列为2.33(成品密度/原材料密度),阴模外台阶设计高度H2=2.8×2.33=6.524 mm,如图7所示。成形阴模体积计算采用三维设计软件CREO(图8),手紧丝母建模后得出成品体积V=
2075.13 mm3。根据质量相同原则,阴模填充体积V1=2.33V=2.33×2075.13 =4842.37 mm3。手紧丝母上部有直径ϕ22.2 mm、45°的倒角(图1),原料粉末填充时应计算减粉量,用CREO软件建模计算,上部倒角需要减少体积为106.087 mm3的原料粉末,换算成上部填充高度,需要减少0.27 mm(阴模填充截面),即阴模上部外台阶实际填充高度为6.524‒0.27=6.254 mm,取值6.2 mm。双台阶阴模的下部结构没有特殊机构,下部结构的尺寸既是成品尺寸,因此高度与成品尺寸高度一致,取值4.6 mm。阴模成形面下面为斜面,需要一段平直带,避免模具出现易损现象,因此H1=6.2+4.6‒0.2=10.6 mm(图7),0.2 mm尺寸为预留平直带。成形阴模设计图见图9。用CREO软件中的测量功能验证成形阴模设计,以成形阴模高H2=6.2 mm、H4=4.4 mm、H1=10.6 mm为参数,CREO软件得出阴模填充体积为4846.33 mm3(图10),与阴模理论填充体积4842.37 mm3非常接近,不做修正。手紧丝母成形阴模结构复杂,同时生产量大,因此选用硬质合金YG15H[8]。硬质合金YG15H具有优良的强度和韧性,而且它的硬度高于HRA 87,耐磨性很高,形腔表面粗糙度好,有利于成形手紧丝母坯脱模,适用于大批量的生产手紧丝母。在成形阴模各尖棱处增加半径为0.2~0.5 mm倒角,避免成形坯在转角处开裂(图9)。
5.2 成形上冲、下冲和芯棒设计
根据手紧丝母成形工艺,成形模具中的成形上冲、下冲和芯棒需要具有高硬度、耐磨性强、韧性强等性能,因此制备成形上冲、下冲和芯棒的材料选用SLD冷作模具钢。SLD冷作模具钢是高碳高铬合金工具钢,因其独特化学成分具有高硬度、耐磨性强、抗腐蚀和韧性强等优良的性能,使得SLD冷作模具钢在承受高负荷和强冲击时具有更好的稳定性和耐冲击等特性[8–10],被广泛用于制造冷作模具。
根据成形工艺分析,成形上冲做两种,一种是整体成形上冲;另一种由成形上外冲和成形上内冲组成,如图11和图12所示。将SLD冷作模具钢制备的成形上冲热处理,热处理后硬度达到HRC 57~59,热处理后回火3次,提高材料轫性。成形下冲选用成形工艺分析中第二种设计方案,成形下冲上部做单边锥度0.03 mm,便于下冲凸台(图5中D处)脱模,防止成形坯产生裂纹,成形下冲结构如图13所示。成形下冲热处理硬度为HRC 57~59[11-13]。成形芯棒的热处理硬度为HRC 60~62,成形芯棒形状如图14所示。
6. 手紧丝母试制与批量生产
采用实际生产30 t机械压机进行手紧丝母试制,压机模架结构为上二下二。在其他模具不变的情况下,安装整体成形上冲压制手紧丝母,在生产
5000 件左右时上模冲开裂。安装由成形上外冲和成形上内冲组成的上冲压制手紧丝母,生产30000 件手紧丝母,模具完好,不需要维修。成形阴模上台阶深度设计为6.2 mm,在调模试制时,填充原料铁粉刚刚好,压制出的手紧丝母产品密度均匀,见图15。7. 结论
(1)电动工具用粉末冶金手紧丝母属于多台阶类粉末冶金套类零件,形状较为复杂,制备合格的粉末冶金手紧丝母成形工艺分析是关键。通过对手紧丝母产品结构、成形工艺认真分析,结合三维设计软件和实际生产实践,找出合理模具结构和尺寸。注重成形模具设计细节,借鉴以往的设计经验,优化模具结构,找出最佳开模方案,使产品设计更易于粉末冶金产品生产。
(2)压制产品经高温烧结后,产品密度和尺寸均达到设计要求,检测中心与客户检测合格。
(3)批量生产电动工具用粉末冶金手紧丝母产品,采用30 t机械压机压制,压机模架结构为上二下二,在其他模具不变情况下,整体成形上冲压制产品在生产
5000 ~7000 件时开裂报废。安装成形上外冲和成形上内冲压制产品,生产100000 ~120000 件手紧丝母,因模具磨损,需要修复。(4)使用成形上外冲和成形上内冲方案,模具使用寿命提高,减少生产成本,生产出来的电动工具用粉末冶金手紧丝母完全达到了产品设计要求。
-
![]()
图 1 Al–5Ti–1B气雾化合金粉显微形貌
Figure 1. SEM images of the gas atomized Al–5Ti–1B alloy powders
![]()
图 2 Al–5Ti–1B气雾化合金粉粒度分布
Figure 2. Size distribution of the gas atomized Al–5Ti–1B alloy powders
![]()
图 3 Al–5Ti–1B合金X射线衍射图谱:(a)1#样品;(b)2#样品
Figure 3. XRD patterns of the Al–5Ti–1B alloys: (a) sample 1#; (b) sample 2#
![]()
图 4 Al–5Ti–1B合金显微组织:(a)、(b)1#样品;(c)、(d)2#样品
Figure 4. Microstructures of the Al–5Ti–1B alloys: (a), (b) sample 1#; (c), (d) sample 2#
![]()
图 5 未添加细化剂的7050铝合金铸态组织
Figure 5. As-cast microstructure of the 7050 aluminum alloys without refiner
![]()
图 6 添加不同细化剂后7050铝合金铸态组织:(a)1# Al–5Ti–1B细化剂;(b)2# Al–5Ti–1B细化剂
Figure 6. As-cast microstructures of the 7050 aluminum alloys add by the different refiners: (a) 1# Al–5Ti–1B; (b) 2# Al–5Ti–1B
![]()
图 8 新双重形核理论细化机制示意图
Figure 8. Schematic diagram of the new double nucleation refinement mechanism
表 1 Al–5Ti–2B合金样品的原材料和工艺路线
Table 1 Raw materials and the process route of the Al–5Ti–2B alloy samples
样品 原材料 工艺路线 1# Al粉,Ti粉,TiB2粉 混合–热挤压 2# Al粉,Ti粉,TiB2粉 混合–真空气雾化–热挤压  下载: 导出CSV
下载: 导出CSV
表 2 Al–5Ti–1B合金化学成分
Table 2 Chemical composition of the Al–5Ti–1B alloys
(×10−6) 样品 Ti B Zr Si Fe 1# 49716.3 9889.7 1261.8 959.5 966.9 2# 50716.3 10269.5 918.8 608.2 1480.4
下载: 导出CSV
-
[1] 马世光, 熊慧, 王祝堂. 回顾与展望全球铝产品产量及对晶粒细化剂的需求. 轻合金加工技术, 2011, 39(10): 1 DOI: 10.3969/j.issn.1007-7235.2011.10.001 Ma S G, Xiong H, Wang Z T. Review and outlook of output of aluminum product and grain refiner requirement in the world. Light Alloy Fab Technol, 2011, 39(10): 1 DOI: 10.3969/j.issn.1007-7235.2011.10.001
[2] 闫敬明, 黎平, 左孝青, 等. Al–Ti–B晶粒细化剂研究进展: 细化机理及第二相控制. 材料导报, 2020, 34(5): 152 Yan J M, Li P, Zuo X Q, et al. Research progress of Al–Ti–B grain refiner: mechanism analysis and second phases controlling. Mater Rep, 2020, 34(5): 152
[3] 钟海燕, 袁孚胜. Al–Ti–B中间合金生产方法及发展趋势. 有色金属材料与工程, 2016, 37(5): 243 Zhong H Y, Yuan F S. Production method and development trend of the Al–Ti–B master alloy. Nonferrous Met Mater Eng, 2016, 37(5): 243
[4] 陈亚军, 许庆彦, 黄天佑. 铝合金晶粒细化剂研究进展. 材料导报, 2006, 20(12): 57 DOI: 10.3321/j.issn:1005-023X.2006.12.016 Chen Y J, Xu Q Y, Huang T Y. Development of research on grain refiners for aluminum alloys. Mater Rev, 2006, 20(12): 57 DOI: 10.3321/j.issn:1005-023X.2006.12.016
[5] 李润霞, 张文华, 张鹏, 等. 电磁搅拌对Al–5Ti–B中间合金组织及细化效果的影响. 铸造, 2016, 65(1): 1 DOI: 10.3969/j.issn.1001-4977.2016.01.001 Li R X, Zhang W H, Zhang P, et al. Effect of electromagnetic stirring on the microstructure and refinement of Al–5Ti–B master alloy. Foundry, 2016, 65(1): 1 DOI: 10.3969/j.issn.1001-4977.2016.01.001
[6] 王顺成, 郑开宏, 戚文军, 等. 电磁搅拌对Al–5Ti–1B的显微组织与晶粒细化能力的影响. 有色金属科学与工程, 2014, 5(1): 58 Wang S C, Zheng K H, Qi W J, et al. Effect of electromagnetic stirring on microstructure and grain refining efficiency of Al–5Ti–1B grain refiner. Nonferrous Met Sci Eng, 2014, 5(1): 58
[7] 董天顺, 崔春翔, 刘双进, 等. Al–Ti–B细化剂的快速凝固及其细化机理研究. 稀有金属材料与工程, 2008, 37(1): 29 DOI: 10.3321/j.issn:1002-185X.2008.01.007 Dong T S, Cui C X, Liu S J, et al. Study on the rapid solidification and refining mechanism of Al–Ti–B refiner. Rare Met Mater Eng, 2008, 37(1): 29 DOI: 10.3321/j.issn:1002-185X.2008.01.007
[8] Ghadimi H, Hossein N S, Eghbali B. Enhanced grain refinement of cast aluminum alloy by thermal and mechanical treatment of Al–5Ti–B master alloy. Trans Nonferrous Met Soc China, 2013, 23: 1563 DOI: 10.1016/S1003-6326(13)62631-X
[9] 王顺成, 康跃华, 周楠, 等. 粉末压制Al–5Ti–1B合金的显微组织与晶粒细化性能. 中国有色金属学报, 2019, 29(8): 1583 DOI: 10.1016/S1003-6326(19)65065-X Wang S C, Kang Y H, Zhou N, et al. Microstructure and grain refining performance of Al–5Ti–1B alloy prepared by powder compaction. Chin J Nonferrous Met, 2019, 29(8): 1583 DOI: 10.1016/S1003-6326(19)65065-X
[10] 刘艳, 尤齐燊, 朱红梅, 等. 电极感应气雾化法制备新型高硬度马氏体铁基合金粉末. 粉末冶金技术, 2021, 39(6): 537 Liu Y, You Q S, Zhu H M, et al. Preparation of new high hardness martensitic iron-based alloy powders by electrode induction gas atomization. Powder Metall Technol, 2021, 39(6): 537
[11] 黄培云. 粉末冶金原理. 2版. 北京: 冶金工业出版社, 2004 Huang P Y. Theory of Power Metallurgy. 2nd Ed. Beijing: Metallurgical Industry Press, 2004
[12] 王承阳, 常洋, 张林海, 等. 氧化锆含量对钼合金组织和性能的影响. 粉末冶金技术, 2021, 39(5): 429 Wang C Y, Chang Y, Zhang L H, et al. Effect of ZrO2 content on microstructure and properties of molybdenum alloys. Powder Metall Technol, 2021, 39(5): 429
[13] 吴明明, 李来平, 高选乔, 等. 粉末冶金技术制备钼基复合材料研究进展. 粉末冶金技术, 2021, 39(5): 462 Wu M M, Li L P, Gao X Q, et al. Research progress of molybdenum-based composites prepared by powder metallurgy technology. Powder Metall Technol, 2021, 39(5): 462
[14] 高泽生. 铝合金晶粒细化剂的试验方法(2). 轻金属, 1999(4): 52 Gao Z S. Test method for grain refiners of aluminum alloys. Light Met, 1999(4): 52
[15] He S W, Liu Y, Guo S. Cooling rate calculation of non-equilibrium aluminum alloy powders prepared by gas atomization. Rare Met Mater Eng, 2009, 38(Suppl 1), 353
[16] 中华人民共和国工业和信息化部. YST 447.1-2011铝及铝合金晶粒细化用合金线材, 第1部分: 铝–钛–硼合金线材. 北京: 中国标准出版社, 2011 Ministry of Industry and Information Technology, People’s Republic of China. YST 447.1-2011 Alloy Wires Used for the Grain Refiner for Aluminium and Aluminium Alloys — Part 1: Al–Ti–B Wires. Beijing: Standards Press of China, 2011
[17] 戚文军, 王顺成, 陈学敏, 等. Al–5Ti–1B合金的有效形核相与晶粒细化机制. 稀有金属, 2013, 37(2): 179 DOI: 10.3969/j.issn.0258-7076.2013.02.002 Qi W J, Wang S C, Chen X M, et al. Effective nucleation phase and grain refinement mechanism of Al–5Ti–1B master alloy. Chin J Rare Met, 2013, 37(2): 179 DOI: 10.3969/j.issn.0258-7076.2013.02.002
[18] Fan Z, Wang Y, Zhang Y, et al. Grain refining mechanism in the Al/Al–Ti–B system. Acta Mater, 2015, 84: 292 DOI: 10.1016/j.actamat.2014.10.055
[19] Limmaneevichitr C, Eidhed W. Fading mechanism of grain refinement of aluminum-silicon alloy with Al–Ti–B grain refiners. Mater Sci Eng, 2003, 349: 197 DOI: 10.1016/S0921-5093(02)00751-7
[20] 薛希国, 谷吉存, 闫振武. 铝钛硼晶粒细化剂机理研究的进展及最新动向. 铝加工, 2004(1): 43 DOI: 10.3969/j.issn.1005-4898.2004.01.002 Xue X G, Gu J C, Yan Z W. Study progress and new trends for Al–Ti–B grain refining mechanism. Alum Fab, 2004(1): 43 DOI: 10.3969/j.issn.1005-4898.2004.01.002
-
期刊类型引用(2)
1. 谭国寅. 均匀化退火对车用1235铝合金板组织与性能影响. 金属功能材料. 2024(01): 88-92 .  百度学术
百度学术
2. 孔德烽,穆强,马良鹏,权兴洪,李高,吴家灿,温兴庆. 细化剂Al-5Ti-B添加量对铝合金晶粒度的影响. 云南科技管理. 2023(02): 55-60 . 百度学术
其他类型引用(1)





















计量
- 文章访问数: 656
- HTML全文浏览量: 146
- PDF下载量: 143
- 被引次数: 3
