
-
摘要:
金属增材制造技术正朝着产业化的方向发展,钛粉是金属增材制造领域的主流原料之一。本文概述了钛及钛合金的熔炼技术,重点介绍了感应熔炼,并对目前主流的钛粉制备技术进行了对比和分析,包括基本原理、优缺点和影响粉末特性的因素等。此外,还介绍了数值模拟在钛粉制备上的应用,并对钛粉制备工艺在金属增材制造领域的发展做出了展望。
Abstract:Metal additive manufacturing technology is now developing in the direction of industrialization, and the titanium powders are one of the mainstream raw materials used for metal additive manufacturing. The smelting technology of titanium and its alloys was summarized in this paper, the induction smelting was emphasized, and the main technology of titanium powder preparation was analyzed and compared, including the basic principles, the characteristics, and the factors affecting the powder characteristics. In addition, the application of numerical simulation on the titanium powder preparation was also introduced, and the development of titanium powder preparation technology used in the field of metal additive manufacturing was prospected.
-
Keywords:
- metal additive manufacturing /
- smelting /
- titanium powders /
- numerical simulation
-
流动温压工艺是在温压工艺的基础上,结合粉末注射成形工艺的优点而发展的一种近净成形技术[1–3]。粉末在温压状态下的流动性是获得高性能粉末冶金零件的关键因素,粉末中添加的黏结剂在加热条件下转变为黏流态,黏流态的黏结剂在压制力的作用下带动粉末流动,从而大大提高了粉末填充能力和成型性,因此流动温压工艺既具有温压工艺成形高密度零件的特点[4],又能像注射成形一样成形形状复杂的零件,是一项极具潜力的新技术[5]。
黏结剂一般由低分子物质、高分子物质及必要的添加剂组成,通常加入质量分数为1%~6%。虽然黏结剂的加入能够提高粉末的流动性,但烧结过程中,高分子黏结剂的分解会在烧结坯内部留下大量孔隙,孔隙的存在会降低零件烧结密度和力学性能,因此对脱脂工艺进行研究非常有必要[6]。流动温压工艺黏结剂用量远低于注射成形工艺,通常不需要专门的脱脂工序,直接采用热脱脂的方法可以实现脱脂、烧结一体化。目前对粉末热脱脂的研究多集中在注射成形上,赵利刚和周时宇等[7–8]研究认为只要脱除质量分数4%左右的黏结剂,试样中就会形成初始孔隙,随着新的孔隙在内表面不断形成,试样内部形成连通孔隙。李永,陈慧和郑军君等[9–11]发现流动温压工艺热脱脂关键在于控制低温阶段升温速度。
本文使用石蜡基聚合物作为铁基粉末流动温压工艺的黏结剂,采用热重分析法(thermogravimetric analysis,TGA)研究黏结剂在N2气氛下的脱脂过程,通过微分法计算脱脂反应动力学参数,确定热脱脂升温速率,制订合理的脱脂和烧结工艺。
1. 实验材料及方法
实验原料选用山东莱芜奥星生产的316L水雾化铁粉,混合金属粉末成分与粒度见表 1所示。采用石蜡基聚合物作为黏结剂,各组元熔点和成分见表 2。
表 1 实验用金属粉末的成分与粒度Table 1. Composition and particle sizes of the raw powders粉末 粒度/μm 质量分数/% 水雾化铁粉 ≤147 78.5 羟基铁粉 5 20.0 还原钼粉 ≤75 0.5 石墨粉 ≤75 1.0 表 2 黏结剂组元热解温度和成分Table 2. Thermal characteristic and composition of binder components组元 熔点/ ℃ 热分解温度/ ℃ 质量分数/ % 聚酰胺(PA) 170.6 316.6~500.5 65.0 聚乙烯蜡(PE) 113.1 192.3~480.9 17.5 普通石蜡(PW) 64.7 180.1~307.0 17.5 将金属粉末和黏结剂按各自成分混合好,再加入适量的溶剂,将黏结剂(质量分数6%)和金属粉末(质量分数94%)进行湿混,直到溶剂差不多完全挥发为止;将湿混后的粉末在50 ℃下干燥2 h,防止黏结剂固化;将干燥好的粉末研磨,过100目筛;将过筛后的预混合粉末再次混合1 h得到预混合粉末。利用十字腔模具在CMT 5105型万能材料拉伸机上将预混合粉末压制成十字生坯,压制温度163 ℃,压制速度250 mm/min,压制压力600 MPa。
利用Netszh STA449热分析仪对生坯试样和纯黏结剂体系分别进行热重分析,得到相应的热重–微商热重曲线(thermogravimetry–derivative thermogravimetry,TG–DTG);采用排水法来测定试样生坯和烧结坯密度;烧结收缩率根据国家标准GB/T5159-1985计算;利用光学显微镜进行微观结构分析,试样观察面选择与压制方向垂直的表面。
2. 结果与讨论
2.1 脱脂过程失重分析
对纯黏结剂和生坯进行热重分析,升温速率分别为2、5、8、11 ℃·min-1,得到相应的热重曲线如图 1所示。图 1(a)是纯黏结剂在升温速率为11 ℃·min-1下的热重曲线,可以观察到曲线明显分为两个失重阶段,第1阶段是140~340 ℃,失重率为30.28%,对应的是低熔点石蜡和部分聚乙烯蜡的分解;第2段的热解区间为340~480 ℃,主要是高熔点组元聚酰胺以及部分聚乙烯蜡的分解,其失重率为66.33%。分析可见,纯黏结剂失重区间主要集中在高温脱脂段,低温脱脂段组元失重少,分解平缓,分解温度区间大。这种特点有利于保持脱脂坯形状,较少或不产生脱脂缺陷。
![]() 图 1 热重–微商热重分析曲线:(a)纯黏结剂;(b)含质量分数6%黏结剂的生坯Figure 1. TG–DTG curves: (a) binder; (b) green compaction with 6% binder by mass
图 1 热重–微商热重分析曲线:(a)纯黏结剂;(b)含质量分数6%黏结剂的生坯Figure 1. TG–DTG curves: (a) binder; (b) green compaction with 6% binder by mass图 1(b)是添加质量分数6%黏结剂的生坯在升温速率为11 ℃·min-1下热重曲线,与纯黏结剂热重曲线比较可见,生坯曲线的失重比较平稳,有利于控制缺陷的产生。生坯最大失重速率出现在400 ℃附近,与其对应的纯黏结剂的最大失重速率出现在460 ℃附近,大约提前了60 ℃。这种差异起因于生坯中金属粉末的加入有效降低了黏结剂分子间的联结程度,起到了分散、隔离与催化的作用,使得生坯黏结剂的脱除通道较纯黏结剂更为畅通。
2.2 热重曲线动力学分析
对生坯不同升温速率下的热重曲线进行一阶微分处理,可以得到相应的微商热重(derivative thermogravimetry,DTG)曲线,如图 2示。微商热重曲线反映了脱脂速率的瞬时变化情况,随着升温速率的增加,相应的瞬时脱脂速率上升,曲线峰谷向高温方向移动,但曲线的形状没有发生变化,且每条曲线都有两个峰谷对应两个分解阶段。
![]() 图 2 不同升温速率下生坯的微商热重曲线Figure 2. DTG curves of green compaction at different heating rates
图 2 不同升温速率下生坯的微商热重曲线Figure 2. DTG curves of green compaction at different heating rates脱脂过程可以看作是聚合物热解反应气体逸出的过程,同时生坯的内部质量和传热可以忽略不计。一般反应速率微分方程如式(1)所示[12]。
$$\frac{{{\rm{d}}\alpha }}{{{\rm{d}}t}} = f(\alpha ) \cdot k(T)$$ (1) 式中:f(α)为机理函数的微分形式,α为转化率,t为时间,T为温度,k(T)为温度T下的反应速率常数。
根据阿累尼乌斯方程(Arrhenius)得出金属坯体脱脂反应速率方程,如式(2)所示[13]。
$$ k(T) = A \cdot \exp \left( { - E/RT} \right) $$ (2) 式中:A为指数前因子(频率因子),min-1;Ea为激活能,kJ·mol-1;R为普适气体常数,R = 8.314 [J·(mol·K)-1]。
由式(1)与式(2)结合Coats–Redfren方法[14–15]得出金属坯体脱脂反应动力学方程,如式(3)所示。
$$\ln \left[ {k(T)} \right] = \ln \left( {\frac{{AR}}{{\beta {E_{\rm{a}}}}}} \right) - \frac{{{E_{\rm{a}}}}}{{RT}}$$ (3) 式中:β为升温速率,℃·min-1,实验中为常数。
图 2为不同升温速率下生坯的微商热重曲线,有图可知,瞬时脱脂速率波动较大的区域对应两个分解阶段:第1阶段470~660 ℃(低温阶段),对应着普通石蜡的分解;第2阶段660~760 ℃(高温阶段),对应着高分子组元的分解。利用作图法分别得到两区域不同速率下的ln[k(T)]–T-1关系曲线,如图 3所示,通过拟合直线的截距和斜率可以计算得到指前因子(A)、激活能(Ea)以及拟合系数(r2),结果见表 3所示。
![]() 图 3 Arrhenius方程ln[k(T)]与T-1关系:(a)第1阶段470~660 ℃;(b)第2阶段660~760 ℃Figure 3. Plot of ln[k(T)] and T-1: (a) 470~660 ℃ in stage 1; (b) 660~760 ℃ in stage 2表 3 生坯脱脂过程动力学参数Table 3. Kinetic parameters of green compact with diffeent heating rates
图 3 Arrhenius方程ln[k(T)]与T-1关系:(a)第1阶段470~660 ℃;(b)第2阶段660~760 ℃Figure 3. Plot of ln[k(T)] and T-1: (a) 470~660 ℃ in stage 1; (b) 660~760 ℃ in stage 2表 3 生坯脱脂过程动力学参数Table 3. Kinetic parameters of green compact with diffeent heating rates热解阶段 升温速率,β/(℃·min-1) 激活能,Ea/(kJ·mol-1) 指前因子,A / min-1 拟合系数,r2 第1阶段(低温阶段) 2 44.3 5.82×106 0.9954 5 31.3 0.96×106 0.9970 8 34.8 3.23×106 0.9916 11 31.6 1.94×106 0.9954 第2阶段(高温阶段) 5 56.3 1.45×108 0.9914 8 70.2 4.65×109 0.9937 11 72.7 1.14×1010 0.9938 从表 3可以看出,激活能在31.3~72.7 kJ·mol-1范围内,指前因子在0.96×106~1.14×1010 min-1。脱脂第1阶段的激活能整体上低于第2阶段,说明低分子组元更易脱除,故应严格控制升温速率,避免低分子组元脱除过快而产生大量气体形成鼓泡等缺陷。激活能随指前因子的增加而增加,表明反应对温度比较敏感[16]。
2.3 脱脂工艺优化
流动温压工艺的脱脂与烧结是一起进行的,本文仅探讨脱脂环节。保证脱脂质量的关键是控制第1阶段的升温速率,第1阶段低分子组元的脱除速率太快,通过蒸发、分解产生的气体无法及时从坯块内排出,当气体膨胀产生的力大于粉末颗粒之间的结合力时,就会导致缺陷的产生,图 4所示为脱脂坯出现的开裂、鼓泡等典型脱脂缺陷。根据表 3中生坯脱脂过程动力学参数,确定合理的热脱脂升温速率,改进脱脂工艺,图 5是优化后的脱脂工艺曲线。
2.4 试样烧结前后相关性能测试
在氮气气氛下采用优化后的热脱脂工艺对试样进行脱脂,然后在1300 ℃烧结1 h,随后冷却至室温得到完整烧结坯。测量和计算得到生坯密度、烧结坯密度和烧结收缩率,结果如表 4所示。由表 4可知,生坯经烧结后密度提高,存在一定的烧结收缩现象,且试样横向尺寸的烧结收缩率略大于轴向尺寸的烧结收缩率。烧结坯轴向部分受竖直方向压制力直接作用于粉末形成,横向部分是依靠粉末的流动挤压而形成的。随着压制力逐渐增大,轴向部分粉末发生机械咬合,如果粉末流动性不够理想,传递到横向部分的压力甚少,粉末无法充分变形,坯体内部存在较多孔洞,导致在烧结过程中横向部分有较大的收缩空间,且横向部分烧结后的孔隙数量比轴向部分多,如图 6烧结坯轴向上端和横向左端金相组织所示。利用线切割将试样切开分别测量各部分密度,结果如图 7所示,轴向部分的整体密度要高于横向部分,横向部位左右端密度最低。这与横向部分组织中含有较多的孔隙有关,可以通过适当提高黏结剂质量分数和粉末流动性来改善整体烧结密度。
表 4 生坯密度、烧结坯密度和烧结收缩率Table 4. Green density, sintered part density, and sintered part shrinkages生坯密度/ (g·cm-3) 烧结密度/ (g·cm-3) 烧结收缩率/% 轴向方向 轴向直径 横向方向 横向直径 5.971 6.720 -5.83 -0.27 -6.10 -0.31 ![]() 图 6 烧结坯不同部位金相组织:(a)轴向上端;(b)横向左端Figure 6. Microstructures of sintered parts at different location: (a) axial upper-side; (b) lateral left-side
图 6 烧结坯不同部位金相组织:(a)轴向上端;(b)横向左端Figure 6. Microstructures of sintered parts at different location: (a) axial upper-side; (b) lateral left-side![]() 图 7 烧结坯的密度分布(单位:g·cm-3)Figure 7. Density distribution of sintered parts (unit in g·cm-3)
图 7 烧结坯的密度分布(单位:g·cm-3)Figure 7. Density distribution of sintered parts (unit in g·cm-3)3. 结论
(1)黏结剂热重分析表明,脱脂过程分为两个明显阶段:第1阶段470~660 ℃(低温阶段),对应着普通石蜡的分解;第2阶段660~760 ℃(高温阶段),对应着高分子组元的分解
(2)采用微分法计算脱脂过程动力学相关参数,建立脱脂过程动力学机理方程。结果表明,激活能在31.3~72.7 kJ·mol-1范围内,指前因子在0.96×106~1.14×1010 min-1;脱脂过程第1阶段的激活能整体上低于第2阶段,由此可得,保证脱脂质量的关键是控制第1阶段的升温速率。
(3)根据生坯脱脂过程动力学参数,经反复试验确定得到最佳脱脂工艺:室温~340 ℃,升温速率2 ℃/min,保温30 min;340~500 ℃,升温速率4 ℃/min,保温60 min,随后进入烧结环节。
(4)生坯经烧结后密度整体提高,且试样横向尺寸的烧结收缩率略大于轴向尺寸烧结收缩率。试样烧结坯横向部分的整体密度要低于轴向部分,横向部位左右端密度最低,微观组织呈现较多孔隙。
-
![]()
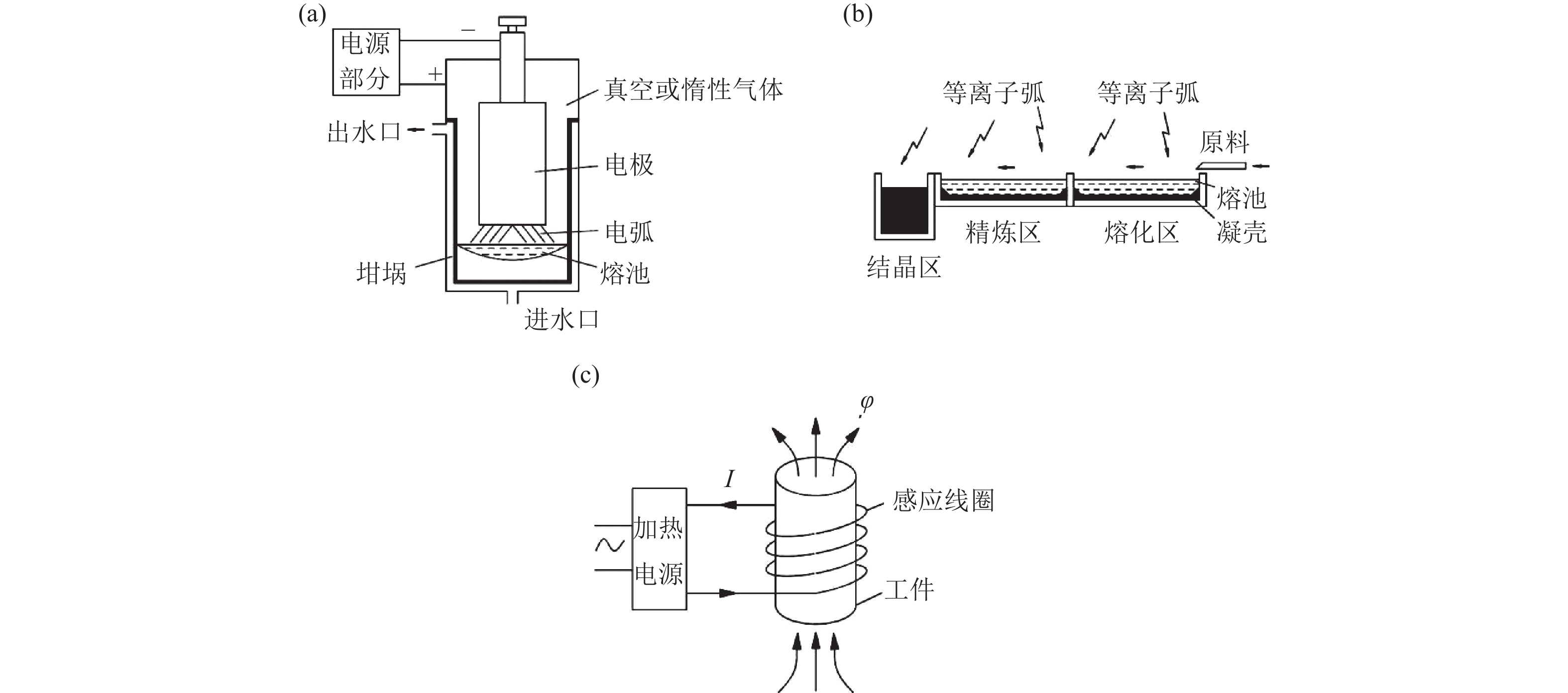
图 1 不同热源熔炼技术原理图:(a)真空自耗电弧熔炼;(b)电子束冷床熔炼;(c)感应熔炼
Figure 1. Schematic diagram of the smelting technology with the different heat sources: (a) vacuum arc remelting; (b) electron beam cold hearth melting; (c) induction melting
![]()
![]()
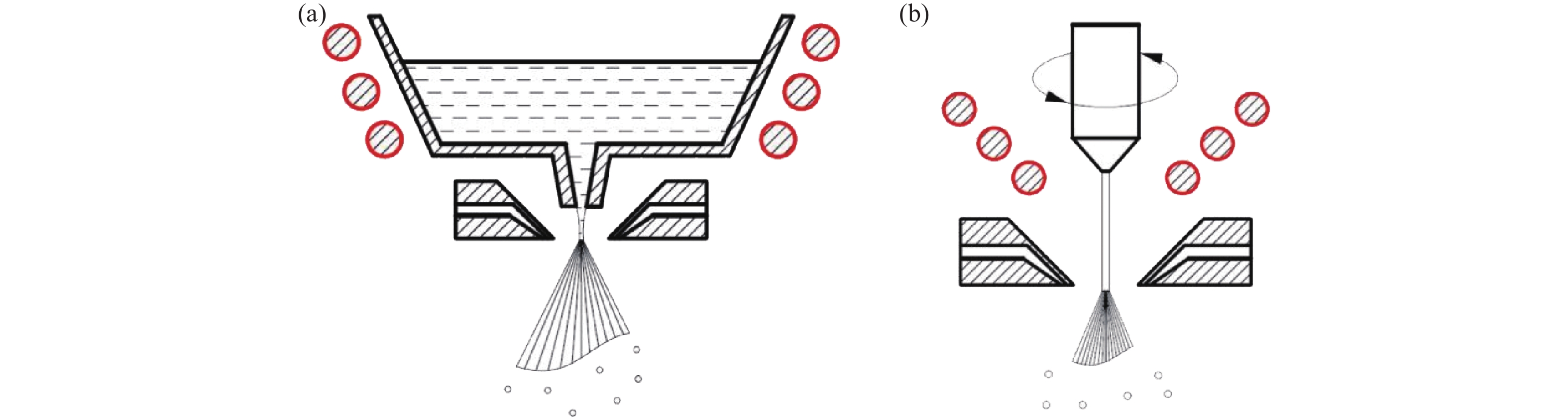
图 5 钛粉制备技术原理图:(a)真空感应熔炼气雾化法;(b)电极感应熔炼气雾化法
Figure 5. Schematic diagram of the titanium powder preparation technology: (a) vacuum inert gas atomization; (b) electrode induction melting gas atomization
表 1 不同熔炼方法对比
Table 1 Comparison of the different smelting methods
熔炼方法 热源 杂质元素 效率 成本 真空自耗电弧熔炼 电弧 多 低 高 电子束冷床熔炼 电子束 少 高 低 感应熔炼 电磁加热 少 高 最低  下载: 导出CSV
下载: 导出CSV
等离子旋转电极技术 工作转速 / (r·min‒1) 生产效率 细粉收得率 粉末中位粒径 / μm 自耗电极直径 / mm PREP 14000~16000 低 低 120 75 SL-PREP 18000 高 高 90 100 SS-PREP 33000 最高 最高 45 50~80
下载: 导出CSV
表 3 几种钛粉制备方法对比
Table 3 Comparison of the several preparation methods for the titanium powders
制粉方法 粒度分布范围 效率 球形度 细粉收得率 生产成本 空心率 PREP 窄 低 高 低 很高 几乎没有 PA 窄 低 高 低 高 低 VIGA 宽 高 低 高 低 高 EIGA 宽 低 低 高 高 高
下载: 导出CSV
表 4 Ansys和Comsol数值模拟软件对比
Table 4 Comparison of Ansys and Comsol
数值模拟软件 发展时间 物理场选择 网格划分 上手难度 主要应用范围 Ansys 长 主要是单相物理场 强 难 工业 Comsol 短 任意多物理场耦合 弱 容易 学术
下载: 导出CSV
-
[1] Neikter M, Åkerfeldt P, Pederson R, et al. Microstructural characterization and comparison of Ti‒6Al‒4V manufactured with different additive manufacturing processes. Mater Charact, 2018, 143: 68 DOI: 10.1016/j.matchar.2018.02.003
[2] Xu W, Brandt M, Sun S, et al. Additive manufacturing of strong and ductile Ti–6Al–4V by selective laser melting via in situ martensite decomposition. Acta Mater, 2015, 85: 74 DOI: 10.1016/j.actamat.2014.11.028
[3] Yang J J, Yu H C, Yin J, et al. Formation and control of martensite in Ti‒6Al‒4V alloy produced by selective laser melting. Mater Des, 2016, 108: 308 DOI: 10.1016/j.matdes.2016.06.117
[4] Thijs L, Verhaeghe F, Craeghs T, et al. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater, 2010, 58(9): 3303 DOI: 10.1016/j.actamat.2010.02.004
[5] 李安, 刘世锋, 王伯健, 等. 3D打印用金属粉末制备技术研究进展. 钢铁研究学报, 2018, 30(6): 419 Li A, Liu S F, Wang B J, et al. Research progress on preparation of metal powder for 3D printing. J Iron Steel Res, 2018, 30(6): 419
[6] 文艺, 姜涛, 邬冠华, 等. 3D打印两相钛合金组织性能研究现状. 失效分析与预防, 2016, 11(1): 42 DOI: 10.3969/j.issn.1673-6214.2016.01.009 Wen Y, Jiang T, Wu G H, et al. Research status on microstructures and properties of two-phase titanium alloys by 3D printing. Fail Anal Prev, 2016, 11(1): 42 DOI: 10.3969/j.issn.1673-6214.2016.01.009
[7] Ellyson B, Brochu M, Brochu M. Characterization of bending vibration fatigue of SLM fabricated Ti‒6Al‒4V. Int J Fatigue, 2017, 99: 25 DOI: 10.1016/j.ijfatigue.2017.02.005
[8] Ren Y M, Lin X, Fu X, et al. Microstructure and deformation behavior of Ti‒6Al‒4V alloy by high-power laser solid forming. Acta Mater, 2017, 132: 82 DOI: 10.1016/j.actamat.2017.04.026
[9] Tang H P, Qian M, Liu N, et al. Effect of powder reuse times on additive manufacturing of Ti‒6Al‒4V by selective electron beam melting. JOM, 2015, 67(3): 555 DOI: 10.1007/s11837-015-1300-4
[10] 黄传收. EIGA法制备Ti‒6Al‒4V粉末及其SLM组织与性能研究[学位论文]. 广州: 华南理工大学, 2019 Huang C S. Study on the Preparation of Ti‒6Al‒4V Powders by EIGA Method and the Microstructure and Properties of Selective Laser Melted Parts [Dissertation]. Guangzhou: South China University of Technology, 2019
[11] 丁雪. 我国3D打印发展面临材料与产业创新双重瓶颈. 新材料产业, 2015(4): 68 DOI: 10.3969/j.issn.1008-892X.2015.04.014 Ding X. My country's 3D printing development is facing the dual bottleneck of materials and industrial innovation. Adv Mater Ind, 2015(4): 68 DOI: 10.3969/j.issn.1008-892X.2015.04.014
[12] 张飞, 高正江, 马腾, 等. 增材制造用金属粉末材料及其制备技术. 工业技术创新, 2017, 4(4): 59 Zhang F, Gao Z J, Ma T, et al. Metal powder materials for additive manufacturing and their preparation methods. Ind Technol Innov, 2017, 4(4): 59
[13] Sun J F, Yang Y Q, Wang D. Parametric optimization of selective laser melting for forming Ti6Al4V samples by taguchi method. Opt Laser Technol, 2013, 49: 118 DOI: 10.1016/j.optlastec.2012.12.002
[14] Mitchell A. The electron beam melting and refining of titanium alloys. Mater Sci Eng A, 1999, 263(2): 217 DOI: 10.1016/S0921-5093(98)01177-0
[15] 袁蔚. TC4钛合金熔炼工艺的对比分析. 有色金属加工, 2018, 47(2): 23 DOI: 10.3969/j.issn.1671-6795.2018.02.006 Yuan W. Comparative analysis on melting process of TC4 titanium alloy. Nonferrous Met Process, 2018, 47(2): 23 DOI: 10.3969/j.issn.1671-6795.2018.02.006
[16] 刘千里, 李向明, 蒋业华. 电子束冷床熔炼钛及钛合金的研究进展. 热加工工艺, 2016, 45(9): 9 Liu Q L, Li X M, Jiang Y H. Research progress of electron beam clod hearth melting for titanium and titanium alloys. Hot Working Technol, 2016, 45(9): 9
[17] 岳旭, 杨国庆, 李渭清, 等. 熔炼方式对TC17钛合金铸锭化学成分及棒材组织均匀性的影响研究. 钛工业进展, 2016, 33(5): 11 Yue X, Yang G Q, Li W Q, et al. Effect of melting method on chemical composition and microstructure homogeneity of TC17 titanium alloy ingots and bars. Titanium Ind Prog, 2016, 33(5): 11
[18] 俞杰. 浅谈真空感应熔炼技术的发展及未来动向. 科技展望, 2016, 26(33): 100 DOI: 10.3969/j.issn.1672-8289.2016.33.085 Yu J. On the development and future trend of vacuum induction melting technology. Sci Technol, 2016, 26(33): 100 DOI: 10.3969/j.issn.1672-8289.2016.33.085
[19] 张月红. 感应加热温度场的数值模拟[学位论文]. 无锡: 江南大学, 2008 Zhang Y H. Research on the Numerical Simulation of Temperature Field in Induction Heating [Dissertation]. Wuxi: Jiangnan University, 2008
[20] 陈玉勇, 肖树龙, 孔凡涛. 高温钛合金及TiAl金属间化合物的精密铸造技术及应用前景//第十一届全国钛及钛合金学术交流会议. 宝鸡, 2002: 39 Chen Y Y, Xiao S L, Kong F T. Application and investment casting of high temperature titanium alloys and TiAl intermetallics // The 11th National Titanium and Titanium Alloy Academic Exchange Conference. Baoji, 2002: 39
[21] 宋青竹, 董辉, 鄂东梅, 等. 电磁悬浮真空熔铸技术进展. 真空, 2019, 56(6): 43 Song Q Z, Dong H, E D M, et al. Development of electromagnetic levitation vacuum melting casting technology. Vacuum, 2019, 56(6): 43
[22] 周志明, 王亚平, 夏华, 等. Cu‒Cr合金制备技术的研究进展. 材料导报, 2008, 22(3): 44 DOI: 10.3321/j.issn:1005-023X.2008.03.011 Zhou Z M, Wang Y P, Xia H, et al. Research development of manufacture processing of Cu‒Cr alloy. Mater Rep, 2008, 22(3): 44 DOI: 10.3321/j.issn:1005-023X.2008.03.011
[23] 赵春凤, 吴波, 杨上金, 等. 热处理工艺对AlCoCrFeNiTi0.5高熵合金的显微组织和硬度的影响. 广西大学学报:自然科学版, 2014, 39(2): 407 Zhao C F, Wu B, Yang S J, et al. Effect of heat treatment on microstructure and hardness of AlCoCrFeNiTi0.5 high entropy alloy. J Guangxi Univ Nat Sci, 2014, 39(2): 407
[24] 何永亮, 张志勇, 张福利, 等. 真空感应悬浮炉关键技术及装备的发展与应用//2018中国铸造活动周. 苏州, 2018: 557 He Y L, Zhang Z Y, Zhang F L, et al. Development and application of key technology and equipment of the vacuum induction levitation furnace // 2018 China Foundry Congress. Suzhou, 2008: 557
[25] 魏明炜, 陈岁元, 郭快快, 等. EIGA法制备激光3D打印用TA15钛合金粉末. 材料导报, 2017, 31(12): 64 DOI: 10.11896/j.issn.1005-023X.2017.012.014 Wei M W, Chen S Y, Guo K K, et al. Preparation of TA15 titanium alloy powder by EIGA for laser 3D printing. Mater Rev, 2017, 31(12): 64 DOI: 10.11896/j.issn.1005-023X.2017.012.014
[26] 高超峰, 余伟泳, 朱权利, 等. 3D打印用金属粉末的性能特征及研究进展. 粉末冶金工业, 2017, 27(5): 53 Gao C F, Yu W Y, Zhu Q L, et al. Performance characteristics and research progress of metal powders for 3D printing. Powder Metall Ind, 2017, 27(5): 53
[27] 杨全占, 魏彦鹏, 高鹏, 等. 金属增材制造技术及其专用材料研究进展. 材料导报, 2016, 30(增刊1): 107 Yang Q Z, Wei Y P, Gao P, et al. Research progress of metal additive manufacturing technologies and related materials. Mater Rev, 2016, 30(Suppl 1): 107
[28] 邹海平, 李上奎, 李博, 等. 3D打印用金属粉末的制备技术发展现状. 中国金属通报, 2016(8): 88 Zhou H P, Li S K, Li B, et al. Development status of preparation technology of metal powder for 3D printing. China Met Bull, 2016(8): 88
[29] 乐国敏, 李强, 董鲜峰, 等. 适用于金属增材制造的球形粉体制备技术. 稀有金属材料与工程, 2017, 46(4): 1162 Le G M, Li Q, Dong X F, et al. Fabrication techniques of spherical-shaped metal powders suitable for additive manufacturing. Rare Met Mater Eng, 2017, 46(4): 1162
[30] 贺卫卫, 汤慧萍, 陈斌科, 等. PREP法制备高铌TiAl粉末工艺研究及粒度预测. 钛工业进展, 2019, 36(3): 26 He W W, Tang H P, Chen B K, et al. Study on process and particle size prediction on high-Nb TiAl powder produced by PREP. Titanium Ind Prog, 2019, 36(3): 26
[31] 陈莹莹, 肖志瑜, 李上奎, 等. 3D打印用金属粉末的制备技术及其研究进展. 粉末冶金工业, 2018, 28(4): 56 Chen Y Y, Xiao Z Y, Li S K, et al. Research progress on the preparation methods of metal powder for 3D printing. Powder Metall Ind, 2018, 28(4): 56
[32] 国为民, 陈生大, 冯涤. 等离子旋转电极法制取镍基高温合金粉末工世的研究. 航空工程与维修, 1999(5): 44 Guo W M, Chen S D, Feng D. Study on process on nickel superalloy powder by the plasmarotationelectrode. Aviat Maint Eng, 1999(5): 44
[33] 黄柯, 赵阳, 张昌松, 等. PREP法制备球形CuAl10Fe3铜合金粉末的性能表征. 材料导报, 2019, 33(22): 3783 DOI: 10.11896/cldb.18080057 Huang K, Zhao Y, Zhang C S, et al. Properties characterization of spherical CuAl10Fe3 copper alloy powders prepared by plasma rotating electrode processing. Mater Rep, 2019, 33(22): 3783 DOI: 10.11896/cldb.18080057
[34] 孙念光, 陈斌科, 向长淑, 等. 3D打印粉末生产用等离子旋转电极雾化制粉机. 重型机械, 2019(5): 36 DOI: 10.3969/j.issn.1001-196X.2019.05.007 Sun N G, Chen B K, Xiang C S, et al. The plasma rotating electrode processing machine for high quality 3D printing powder production. Heavy Mach, 2019(5): 36 DOI: 10.3969/j.issn.1001-196X.2019.05.007
[35] 赵霄昊, 王晨, 潘霏霏, 等. 球形钛合金粉末制备技术及增材制造应用研究进展. 粉末冶金工业, 2019, 29(6): 71 Zhao X H, Wang C, Pan F F, et al. A review on the methods and additive manufacturing application of spherical titanium alloy powder. Powder Metall Ind, 2019, 29(6): 71
[36] 雷囡芝. 等离子旋转电极雾化法制备球形金属粉末的工艺及性能研究[学位论文]. 西安: 西安理工大学, 2019 Lei N Z. Study on Processing and Properties of Spherical Metal Powder Prepared by Plasma Rotating Electrode Process [Dissertation]. Xi’ an: Xi’ an University of Technology, 2019
[37] Liu J X, Yu Q B, Guo Q. Experimental investigation of liquid disintegration by rotary cups. Chem Eng Sci, 2012, 73: 44 DOI: 10.1016/j.ces.2012.01.010
[38] Frost A R. Rotary atomization in the ligament formation mode. J Agric Eng Res, 1981, 26(1): 63 DOI: 10.1016/0021-8634(81)90127-X
[39] 杨彤, 尹政鑫, 邱吉尔, 等. 等离子体雾化用等离子体发生器动静态特性研究. 真空, 2021, 58(5): 66 Yang T, Yin Z X, Qiu J E, et al. Research on the static and dynamic behavior on the plasma torch used for plasma atomization. Vacuum, 2021, 58(5): 66
[40] 廖先杰, 赖奇, 张树立. 球形钛及钛合金粉制备技术现状及展望. 钢铁钒钛, 2017, 38(5): 1 DOI: 10.7513/j.issn.1004-7638.2017.05.001 Liao X J, Lai Q, Zhang S L. Current situation and development prospect of preparation technologies for spherical titanium and titanium alloy powder. Iron Steel Vanadium Titanium, 2017, 38(5): 1 DOI: 10.7513/j.issn.1004-7638.2017.05.001
[41] 梁永仁, 吴引江. 3D打印用钛及钛合金球形粉末制备技术. 世界有色金属, 2016(12): 150 Liang Y R, Wu Y J. Production technology of titanium and its alloy spherical powders used in 3D printing. World Nonferrous Met, 2016(12): 150
[42] Herzog D, Seyda V, Wycisk E, et al. Additive manufacturing of metals. Acta Mater, 2016, 117: 371 DOI: 10.1016/j.actamat.2016.07.019
[43] Chen G, Zhao S Y, Tan P, et al. A comparative study of Ti‒6Al‒4V powders for additive manufacturing by gas atomization, plasma rotating electrode process and plasma atomization. Powder Technol, 2018, 333: 38 DOI: 10.1016/j.powtec.2018.04.013
[44] 戴煜, 李礼. 金属基3D打印粉体材料制备技术现状及发展趋势. 新材料产业, 2016(6): 23 DOI: 10.3969/j.issn.1008-892X.2016.06.005 Dai Y, Li L. Current status and development trend of metal-based 3D printing powder materials preparation technology. Adv Mater Ind, 2016(6): 23 DOI: 10.3969/j.issn.1008-892X.2016.06.005
[45] 孙世杰. 加拿大PyroGenesis有限公司开发出新的生产细颗粒金属粉末的等离子雾化技术. 粉末冶金工业, 2017, 27(6): 75 Sun S J. Canada PyroGenesis Co., Ltd. has developed a new plasma atomization technology for producing fine metal powder. Powder Metall Ind, 2017, 27(6): 75
[46] 戴煜, 李礼. 等离子火炬雾化制备金属3D打印专用钛合金粉体技术分析. 新材料产业, 2018(11): 55 Dai Y, Li L. Technical analysis of preparation of titanium alloy powder for metal 3D printing by plasma torch atomization. Adv Mater Ind, 2018(11): 55
[47] 刘艳, 尤齐燊, 朱红梅, 等. 电极感应气雾化法制备新型高硬度马氏体铁基合金粉末. 粉末冶金技术, 2021, 39(6): 537 Liu Y, You Q S, Zhu H M, et al. Preparation of new high hardness martensitic iron-based alloy powders by electrode induction gas atomization. Powder Metall Technol, 2021, 39(6): 537
[48] 王长军, 张梦醒, 陈清明, 等. 真空感应熔炼气雾化法制备高强度PH13-8Mo钢粉末的特性表征. 材料热处理学报, 2020, 41(1): 94 Wang C J, Zhang M X, Chen Q M, et al. Characterization of high strength PH13-8Mosteel powders prepared by vacuum induction melting gas atomization method. Mater Heat Treat, 2020, 41(1): 94
[49] 高正江, 周香林, 李景昊, 等. 高性能球形金属粉末制备技术进展. 热喷涂技术, 2018, 10(3): 1 DOI: 10.3969/j.issn.1674-7127.2018.03.001 Gao Z J, Zhou X L, Li J H, et al. A review: high-performance spherical metal powder preparation methods. Therm Spray Technol, 2018, 10(3): 1 DOI: 10.3969/j.issn.1674-7127.2018.03.001
[50] 赵少阳, 陈刚, 谈萍, 等. 球形TC4粉末的气雾化制备、表征及间隙元素控制. 中国有色金属学报, 2016, 26(5): 980 Zhao S Y, Chen G, Tan P, et al. Characterization of spherical TC4 powders by gas atomization and its interstitial elemental control. Chin J Nonferrous Met, 2016, 26(5): 980
[51] 刘畅. 气体雾化制粉过程中金属熔体在导流管内的流动与传热机理研究[学位论文]. 哈尔滨: 哈尔滨工业大学, 2020 Liu C. Research on Flow and Heat Transfer Mechanism of Liquid Metals in Melt Delivery Nozzle During Gas Atomization Process [Dissertation]. Harbin: Harbin Institute of Technology, 2020
[52] 田操, 陈卓, 刘邦涛, 等. 增材制造用TC4钛合金粉末制备工艺的优化. 黑龙江科技大学学报, 2020, 30(2): 214 DOI: 10.3969/j.issn.2095-7262.2020.02.018 Tian C, Chen Z, Liu B T, et al. Preparation process optimization of TC4 titanium alloy powder for additive manufacturing. J Heilongjiang Univ Sci Technol, 2020, 30(2): 214 DOI: 10.3969/j.issn.2095-7262.2020.02.018
[53] 张宁, 陈岁元, 于笑, 等. 激光3D打印TC4球形合金粉末的制备. 材料与冶金学报, 2016, 15(4): 277 Zhang N, Chen S Y, Yu X, et al. Preparation of TC4 alloy powder for laser 3D printing. J Mater Metall, 2016, 15(4): 277
[54] 贺卫卫, 贾文鹏, 杨广宇, 等. TiAl预合金粉末制备的研究进展. 钛工业进展, 2012, 29(4): 1 DOI: 10.3969/j.issn.1009-9964.2012.04.001 He W W, Jia W P, Yang G Y, et al. Research progress in preparation of TiAl pre-alloyed powder. Titanium Ind Prog, 2012, 29(4): 1 DOI: 10.3969/j.issn.1009-9964.2012.04.001
[55] Lubanska H. Correlation of spray ring data for gas atomization of liquid metals. JOM, 1970, 22: 45
[56] 龙倩蕾, 吴文恒, 卢林, 等. 熔炼功率对EIGA制备Ti‒6Al‒4V合金粉末特性的影响. 中国粉体技术, 2018, 24(4): 49 Long Q L, Wu W H, Lu L, et al. Effect of powder on properties of Ti‒6Al‒4V alloy powder prepared by EIGA process. China Powder Sci Technol, 2018, 24(4): 49
[57] Zhou K, Wei B. Determination of the thermophysical properties of liquid and solid Ti–6Al–4V alloy. Appl Phys A, 2016, 122: 248 DOI: 10.1007/s00339-016-9783-6
[58] Paradis P F, Ishikawa T, Yoda S. Non-contact measurements of surface tension and viscosity of niobium, zirconium, and titanium using an electrostatic levitation furnace. Int J Thermophys, 2002, 23(3): 825 DOI: 10.1023/A:1015459222027
[59] Guo K K, Liu C S, Chen S Y, et al. High pressure EIGA preparation and 3D printing capability of Ti‒6Al‒4V powder. Trans Nonferrous Met Soc China, 2020, 30(1): 147 DOI: 10.1016/S1003-6326(19)65187-3
[60] Lu H, Li S J, Du H Z, et al. Secondary breakup characteristics and mechanism of single electrified Al/N-Decanenanofluid fuel droplet in electrostatic field. Appl Sci, 2020, 10(15): 5332 DOI: 10.3390/app10155332
[61] Soni S K, Kirar P K, Kolhe P, et al. Deformation and breakup of droplets in an oblique continuous air stream. Int J Multiph Flow, 2020, 122: 103141 DOI: 10.1016/j.ijmultiphaseflow.2019.103141
[62] Stefanitsis D, Strotos G, Nikolopoulos N, et al. Improved droplet breakup models for spray applications. Int J Heat Fluid Flow, 2019, 76: 274 DOI: 10.1016/j.ijheatfluidflow.2019.02.010
[63] 郑明月. 气雾化法制备增材制造用钛合金粉末研究[学位论文]. 北京: 北京科技大学, 2019 Zheng M Y. Gas Atomization Technology Research of Titanium Alloy Powders for Additive Manufacturing [Dissertation]. Beijing: University of Science and Technology Beijing, 2019
[64] 毛新华, 刘辛, 谢焕文, 等. 制备方法对3D打印用Ti‒6Al‒4V合金粉体特性的影响. 材料研究与应用, 2017, 11(1): 13 DOI: 10.3969/j.issn.1673-9981.2017.01.004 Mao X H, Liu X, Xie H W, et al. Effects of preparation methods on the properties of Ti‒6Al‒4V alloys powders for 3D printing. Mater Res Appl, 2017, 11(1): 13 DOI: 10.3969/j.issn.1673-9981.2017.01.004
[65] 马长勇. 真空感应熔炼电磁场的数值模拟[学位论文]. 沈阳: 东北大学, 2013 Ma C Y. Numerical Simulation of Electromagnetic Field in Vacuum Induction Melting [Dissertation]. Shenyang: Northeastern University, 2013
[66] 欧阳鸿武, 王琼, 刘卓民. 紧耦合气雾化流场结构突变过程的数值模拟. 粉末冶金材料科学与工程, 2010, 15(2): 96 DOI: 10.3969/j.issn.1673-0224.2010.02.002 Ouyang H W, Wang Q, Liu Z M. Numerical study on abrupt change of flow field in close-coupled gas atomization. Mater Sci Eng Powder Metall, 2010, 15(2): 96 DOI: 10.3969/j.issn.1673-0224.2010.02.002
[67] 郭快快, 陈进, 刘常升, 等. 数值模拟喷射夹角对VIGA制粉雾化过程的影响. 东北大学学报(自然科学版), 2020, 41(5): 729 DOI: 10.12068/j.issn.1005-3026.2020.05.020 Guo K K, Chen J, Liu C S, et al. Numerical simulation of the intersection angle influence on atomization process of powders produced by VIGA. J Northeastern Univ Nat Sci, 2020, 41(5): 729 DOI: 10.12068/j.issn.1005-3026.2020.05.020
[68] Tanaka M, Ushio M, Lowke J J. Numerical study of gas tungsten arc plasma with anode melting. Vacuum, 2004, 73(3-4): 381 DOI: 10.1016/j.vacuum.2003.12.058
[69] 王书桓, 崔少璞, 赵定国, 等. 高温熔体雾化过程中过热度的数值模拟. 有色金属(冶炼部分), 2018(1): 59 Wang S H, Cui S P, Zhao D G, et al. Numerical simulation of superheat in atomization of SmFemelt. Nonferrous Met Extr Metall, 2018(1): 59
[70] Bojarevics V, Roy A, Pericleous K. Numerical model of electrode induction melting for gas atomization. COMPEL, 2011, 30(5): 1455 DOI: 10.1108/03321641111152612
[71] Iatcheva I I, Stancheva R, Tahrilov H, et al. Coupled electromagnetic-thermal field investigation in induction heating device. Solid State Phenom, 2009, 152-153: 407 DOI: 10.4028/www.scientific.net/SSP.152-153.407
[72] Shan F, Xia M, Ge C C. An EIGA driven coupled of electromagnetic-thermal field modeling in the induction melting process. Int J Mater Form, 2019, 12(4): 615 DOI: 10.1007/s12289-018-1438-z
[73] Heidloff A, Rieken J, Anderson I, et al. Advancements in Ti alloy powder production by close-coupled gas atomization // Powder Metall. SanFrancisco, 2011: 1
[74] 夏敏, 汪鹏, 张晓虎, 等. 电极感应熔化气雾化制粉技术中非限制式喷嘴雾化过程模拟. 物理学报, 2018, 67(17): 41 Xia M, Wang P, Zhang X H, et al. Computational fluid dynamic investigation of the primary and secondary atomization of the free-fall atomizer in electrode induction melting gas atomization process. Acta Phys Sin, 2018, 67(17): 41
[75] 王建军, 郝俊杰, 郭志猛, 等. 射频等离子体制备球形粉末的数值模拟. 中国科技论文, 2015, 10(22): 2642 DOI: 10.3969/j.issn.2095-2783.2015.22.014 Wang J J, Hao J J, Guo Z M, et al. Numerical simulation on preparation of spherical powder by RF induction plasma. China Sciencepaper, 2015, 10(22): 2642 DOI: 10.3969/j.issn.2095-2783.2015.22.014
[76] 郑华. 感应耦合热等离子体球化钛粉的数值模拟与试验研究[学位论文]. 南昌: 华东交通大学, 2016 Zheng H. Experimentation and Numerical Simulation Study on Spheroidization of Titanium Powder in Inductively Coupled Plasma [Dissertation]. Nanchang: East China Jiaotong University, 2016









计量
- 文章访问数: 503
- HTML全文浏览量: 577
- PDF下载量: 159
