
Reaction behavior, microstructure, and mechanical properties of FeAl-316 stainless steel joints
-
摘要:
采用热爆反应与粉末冶金相结合的工艺实现了FeAl金属间化合物与316不锈钢(316SS)的有效连接,研究了连接温度(700、800、900 ℃)对界面成分组成和力学性能的影响。结果表明,当加热到637 ℃时,FeAl反应层温度瞬间升高到1050 ℃,发生明显的热爆反应,并伴随持续约15 s的剧烈放热。随着温度从700 ℃提高到900 ℃,界面由Fe-316SS、316SS(Al)交替组成的形式转变为由FeAl-316SS(Al)-316SS组成。三种温度下均形成良好的冶金结合,当连接温度为800 ℃时,抗剪切强度可达75 MPa。
Abstract:The effective joining between the FeAl intermetallic compounds and the 316 stainless steels was realized by the combination of thermal explosion reaction and powder metallurgy. The effect of joining temperature (700, 800, 900 ℃) on the interface composition and mechanical properties were studied. The results show that, the temperature of FeAl reaction layer rises to 1050 ℃ instantaneously when it is heated to 637 ℃, and the obvious thermal explosion reaction occurs, accompanied by the intense heat release lasting about 15 s. With the increase of joining temperature from 700 ℃ to 900 ℃, the interface is composed of Fe-316SS and 316SS(Al) alternately, which is transformed into FeAl-316SS(Al)-316SS. Sound metallurgical bonding is formed at all these three temperatures. When the joining temperature is 800 ℃, the shear strength reaches 75 MPa.
-
FeAl金属间化合物具有优异的抗氧化性、耐腐蚀性和较高的中温强度,在硫化气氛中性能甚至优于不锈钢及防腐涂层,而且成本远低于不锈钢,有望被发展成一类在中温或高温腐蚀环境中使用的新型结构材料[1‒2]。但是,室温下FeAl独立滑移系较少,室温塑性很低,表现出有限的延展性和热成形性,有碍于其作为结构材料的实际应用[3‒4]。将FeAl金属间化合物和具有良好延展性的材料通过连接方式结合,既可以满足结构部件不同区域对温度和性能的特殊要求,获得优异的整体性能,也可以使金属间化合物在工程上的应用更加广泛,使其能在核电站电厂配套设施(BOP)、煤气化技术用过滤元件等领域发挥作用[5‒6]。
研究人员将FeAl金属间化合物和传统不锈钢连接可使金属的高韧性与金属间化合物的低密度和高抗氧化性相结合。高海燕等[7]采用Cu−Sn混合粉末压坯为钎料,研究了Fe−Al多孔材料与不锈钢的焊接性能,连接强度可达到Fe−Al多孔材料母体抗拉强度的90.6%,其焊接机理为液态钎料对被焊母体的粘结连接及钎料元素与被焊母体元素间的互扩散与反应。李亚江和王娟[8]采用不同的工艺参数对Fe3Al/18-8异种材料进行扩散焊连接,结果表明加热温度、保温时间和压力直接影响异种材料的扩散焊界面结合状况,随着加热温度的升高,接头剪切强度先升高后减小,加热温度不变时,保温时间越长,剪切强度越高。Torun等[9]研究了焊接时间对摩擦焊铸造Fe−28Al合金的影响,结果表明在试验所选焊接时间下得到的接头质量良好,焊缝组织均匀细小,无气孔和裂纹等缺陷,焊接界面附近有两个代表性的区域:完全再结晶区和变形区;试验所得接头显微硬度和剪切强度都比母材高。Shi等[10]采用铝液热浸镀和热扩散处理在裂变式反应堆用T91耐热钢表面形成了FeAl金属间化合物层。结果表明,热处理后仅保留Fe3Al金属间化合物,呈现典型的柱状晶组织,渗铝层厚度由760 ℃时的55 μm增加到1050 ℃时的100 μm,所得相组成和晶粒形貌有利于提高T91钢的抗氧化和耐腐蚀性能。
科研人员对Fe−Al系金属间化合物作为潜在的高温结构材料进行了广泛研究,但Fe−Al系金属间化合物具有室温脆性[11],这给材料的连接带来极大挑战。由于连接脆性是引起断裂的主要原因,而常规的焊接方式难以实现对Fe−Al系金属间化合物的连接。熔化焊接Fe−Al系金属间化合物时,由于化合物原子结构被破坏而丧失原有性能。Fe−Al系金属间化合物硬且脆,如果采用压力焊,很难产生塑性变形,无法获得较好连接。采用钎焊时,金属间化合物的化学惰性较高,材料不易被润湿,因此也很难获得良好的接头。热爆连接是将异种材料连接与自蔓延热爆反应结合在一起的新型连接方式,即通过混合粉末发生剧烈放热反应,利用其反应放热作为热源,反应产物作为中间层或基体连接异种材料,该方式具有快速、节能、降低温度要求以及缓解母材热膨胀系数差异等优点。热爆连接作为一种新型连接技术,受到材料研究者的广泛关注[12‒14],目前主要用于同种或异种黑色或有色金属、难熔金属、陶瓷、金属间化合物、金属与陶瓷等材料的连接。
本文采用热爆反应结合粉末冶金的路线,实现了FeAl金属间化合物和316不锈钢的可靠连接。研究了连接温度(700、800、900 ℃)对接头微观形貌及抗剪切性能的影响,分析了界面结构与断裂形式之间的关系,提出了接头连接机理,为原位反应连接技术的优化提供数据支撑和理论依据。
1. 实验材料与方法
实验用粉末为高纯的Fe和Al粉(25 μm,纯度99.9%,阿拉丁)。使用电子天平(0.01 mg)按Fe:Al=1:1(原子比)的比例称量,随后将称量好的粉末(20 g)置于球磨罐中,在WZM-1.5-II型实验混料机上以滚动方式进行球磨,球料比5:1,球磨时间5 h,转速设置100 r·min−1。球磨后Fe粉和Al粉的平均粒度分别为22 μm、23 μm。混料结束后,通过150目粉末筛将粉末与氧化铝球分开,得到的混合粉末作为连接用的反应层。实验用金属基体为316不锈钢(316SS)片,规格为φ15 mm×2 mm,为了去除母材表面的氧化膜和杂质,采用400目砂纸对表面进行打磨,并置于无水乙醇溶液中进行超声波清洗5 min,随后取出放置于DZF-6020型真空干燥箱干燥。对母材进行预处理后,将316SS金属片和~1 g反应层粉末按316SS/FeAl反应层粉末的顺序依次放进石墨模具中,随后置于LABOXTM-125型放电等离子烧结炉(spark plasma sintering,SPS)中加热,加热方式为脉冲电流加热。在加热过程中,炉内真空度小于10 Pa,加热温度为700、800和900 ℃,保温时间为5 min,压力为10 MPa,升温速率为200 ℃·min−1。通过放电等离子烧结炉位移记录系统得到加热温度为700、800、900 ℃时,粉末层的相对收缩量分别为20%,22%,26%。
为了研究热爆过程的放热行为,采用自制的铂−铑热电偶丝测温装置对反应温度进行监控。将Fe−Al混合粉末压制成直径15 mm、高度1 mm的生坯,然后在OTF-1200X型管式炉中加热。将热电偶丝放置在两个生坯之间,记录样品热爆反应时的实际温度。采用NETZSCH STA449F5型同步热重−示差扫描量热分析仪(thermogravimetric−differential scanning calorimeter,TG−DSC)测量Fe−Al混合粉末压坯在升温过程中的吸/放热效应,在高纯氩气保护气氛下以10 ℃·min−1的升温速率加热到800 ℃。通过Bruker D8ADVANCE型X射线衍射仪(X-ray diffraction,XRD)分析热爆反应产物相结构。在不同放大倍数下,通过FEI Quanta250扫描电子显微镜(scanning electron microscope,SEM)的背散射电子模式(backscattered electron,BSE)和二次电子模式分别对接头界面微观结构和断口进行观察,并通过能谱分析(energy dispersive spectroscopy,EDS)进一步确定界面元素的相对含量以及分布情况。利用UTM 5305万能试验机测试接头的抗剪强度,并以此来表征接头的力学性能,横梁移动速度设置为1 mm·min−1。同一条件下对接头试样进行三组测试,取平均值。
2. 结果与讨论
2.1 Fe-Al反应层的热爆反应特征
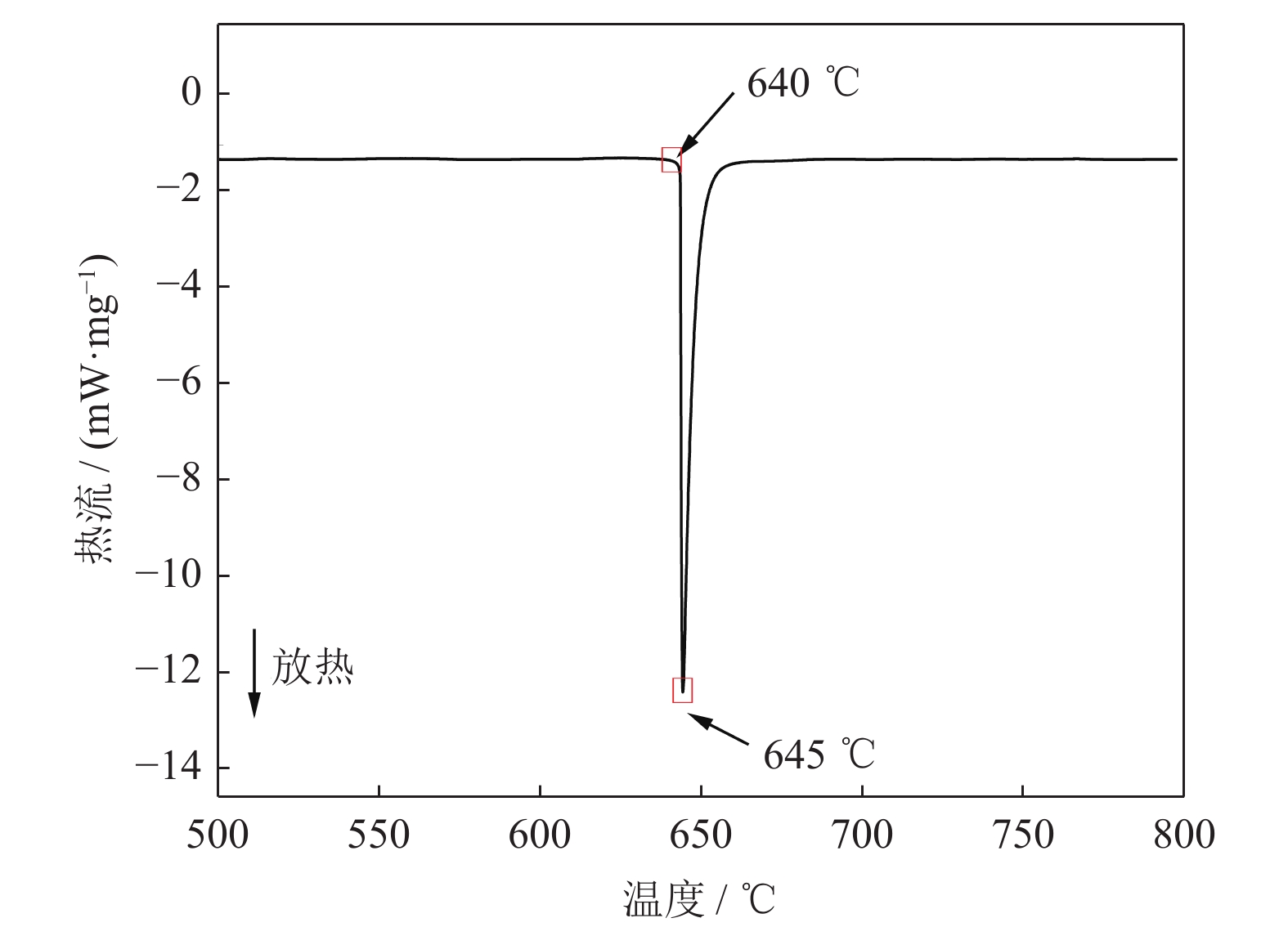
为了考察反应层在加热过程中的温度变化情况,在管式炉中采用铂-铑热电偶丝记录了试样和炉膛的实时温度。在初始阶段,试样温度会随着炉体的加热而线性升高,当温度达到热爆反应的引燃温度(Tig)时,反应被瞬间引燃,此时试样温度会瞬间上升至最高燃烧温度(Tc)[15]。图1所示为试样和炉膛温度曲线,热爆反应起始点为637 ℃,实测燃烧温度为1050 ℃。温度达到最高点后,由于样品内部与外部环境快速的热量交换,温度迅速降低,直到与炉温保持一致。另外,铝的熔点为660 ℃,Fe−Al试样的起爆点未达到铝的熔点,试样温度在达到着火点起爆后在瞬间升温达到最高点,较铝熔点高很多。而炉体设定温度并不能支持试样达到这一温度,因此,试样不仅依靠烧结炉提供的外部热量进行反应,而且本身发生了热爆反应释放了大量的热,导致其温度迅速升高。因而,所得温度曲线符合热爆反应的基本规律,可以判断其发生了完整的热爆反应。图2给出了示差扫描量热曲线以进一步验证热爆反应过程中的热量变化特征。如图所示,加热过程中仅有一个尖锐的放热峰,其起始温度为640 ℃,对应于温度曲线的热爆反应引燃点,表明热爆反应自发放热的特征。应当注意的是,在实际连接过程中,反应层的引燃温度通常会明显低于示差扫描量热测量的数据。在前期的实验升温过程中观察到位移迅速降低的现象,并且这一特征温度(570 ℃)明显低于示差扫描量热测量得到的反应引燃点(640 ℃)。这种现象可以通过现有文献来间接解释,即在粉末颗粒之间的接触点或间隙火花放电时产生局部高温状态,该局部高温触发了不同类型混合粉末之间的反应,导致Fe−Al中间层的引燃温度低于示差扫描量热测量的起始温度[14,16−17]。Cai等[14]采用放电等离子烧结以NiAl作为中间层连接了316SS和Ni,发现在低于示差扫描量热测量得出的引燃温度之前发生明显的收缩现象,并通过X射线衍射证实这一瞬间收缩对应于Ni−Al体系的热爆反应。
![]() 图 1 Fe−Al反应层随炉升温的实际温度及炉膛温度Figure 1. Actual temperature and the furnace temperature of the Fe−Al reactive layer during heating process
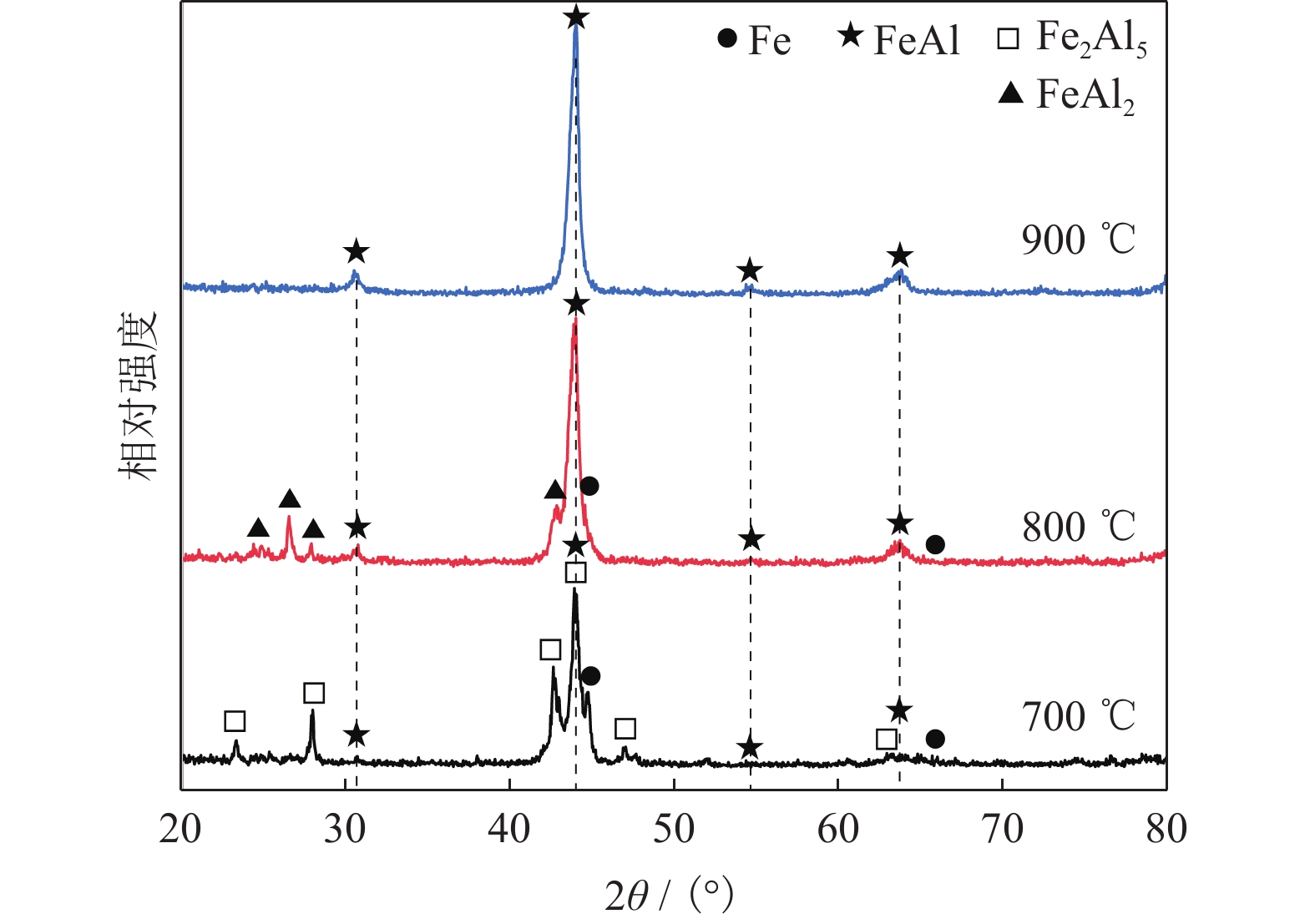
图 1 Fe−Al反应层随炉升温的实际温度及炉膛温度Figure 1. Actual temperature and the furnace temperature of the Fe−Al reactive layer during heating process试样温度检测结果表明,采用原位反应连接热爆合成的Fe−Al粉末与316不锈钢的过程中发生了剧烈的放热反应。为理解完整的热爆反应过程,需要对反应前后的试样物相变化进行分析。图3为Fe−Al金属间化合物在700、800、900 ℃三种温度反应后,保温5 min的X射线衍射图谱。从图中可以看出,三种温度生成的试样组成存在差异。在700 ℃下进行反应的试样生成较多的Fe2Al5相(2Fe+5Al→Fe2Al5)和FeAl相(Fe+Al→FeAl),并含有未完全反应的Fe存在,说明在700 ℃设定温度下,即使热爆反应放出大量热使其达到反应温度,但由于热爆反应的瞬时短暂性,仍然使得部分Fe无法及时反应。在800 ℃进行反应的试样出现新的组成相FeAl2(Fe+2Fe2Al5→5FeAl2),推测是由于温度升高,使得剩余的Fe得已参与反应,另一方面由于Al大量反应生成Fe2Al5使得Al含量减少,向低铝含量区偏移,同时剩余的Fe与Al等原子比反应进一步得到FeAl(Fe+FeAl2→2FeAl)。在800 ℃设定温度下,可发现无残余Fe,说明Fe完全反应,同时Fe2Al5也消失,大部分转化为FeAl及少量的FeAl2。生成金属间化合物的反应为固−固反应,在700 ℃时,热爆反应并未诱发所有原料完全参与化合反应,因为温度相对较低,使得原子扩散不充分,反应速率也不高,因此会有单质Fe相。但温度逐渐升高至800 ℃、甚至900 ℃,原子扩散速度加快,反应速率也加快,使产物逐渐均匀化,从而得到更加纯净的产物。
![]() 图 3 不同实验温度下形成的Fe−Al反应层X射线衍射图谱Figure 3. XRD patterns of the Fe−Al reactive layer at different temperatures
图 3 不同实验温度下形成的Fe−Al反应层X射线衍射图谱Figure 3. XRD patterns of the Fe−Al reactive layer at different temperatures2.2 微观结构分析
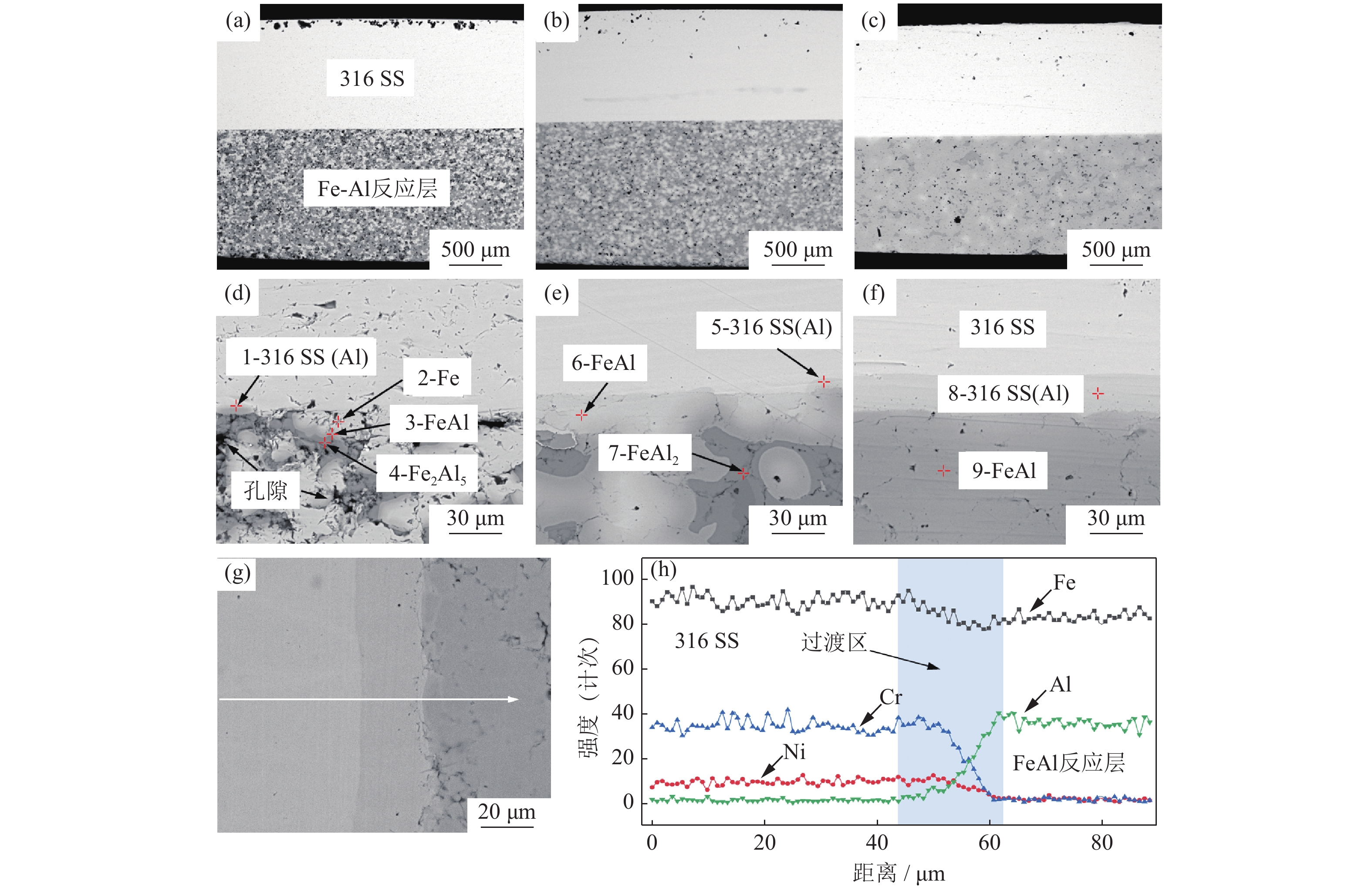
图4为原位反应连接316SS和FeAl金属间化合物接头截面扫描电镜背散射模式形貌和能谱分析。从低倍图(图4(a)、图4(b)和图4(c))可以看出,热爆反应后316SS基体与FeAl反应层结合良好,无分层无裂纹产生。在FeAl反应层中存在一些孔隙,这些孔隙的来源可分为以下几种:首先,原料颗粒Fe粉和Al粉之间非致密堆积而产生的孔隙;其次,在升温过程中,由于Fe、Al偏扩散形成的柯肯达尔孔;最后,在热爆反应的过程中,由于Al的快速消耗而在原来位置留下的原位孔隙[18]。另外,图4(d)显示了界面处及反应层的物相组成。在316SS和FeAl界面中间形成了部分过渡层,根据表1中能谱分析结果(Fe68.99Cr16.50Ni8.81Al5.70,质量分数,%)可知,过渡层为316SS(Al)。由于连接时间短,未在界面处观察到除316SS(Al)以外的其他扩散层。Lee等[19]利用透射电镜观察了A6056铝合金与304不锈钢焊接后的界面,发现铝/钢界面上仅存在厚度大约200 nm的不连续FeAl4金属间化合物层。在反应层中,存在以Fe为中心,FeAl、Fe2Al5依次分布在Fe外侧的多相结构。每个Fe颗粒与周围的Al颗粒可以看做是一个单独的反应单元,每个反应单元都具有类似的结构特征,即从微观结构的层面再次证明了Fe、Al热爆反应的发生。由于Fe粉和Al粉近似均匀混合,因此Fe颗粒和Al颗粒交替与316SS基体接触。在Al-316SS界面形成了Al在316SS中的固溶体过渡层,而在Fe-316SS界面则由于元素组成成分相似,Fe颗粒与316SS基体很容易形成冶金结合。需要注意的是,在腐蚀性环境中使用的组合部件,单质Fe是不利于提高整体接头耐腐蚀性能的,并且对于金属间化合物来说,高的铝含量(Fe2Al5)意味着高的脆性,不利于接头的力学性能。因此,有必要进一步提高后续的连接温度,以提高接头整体的使用性能。
![]() 图 4 Fe−Al/316SS接头截面扫描电镜背散射模式形貌和能谱分析:(a)和(d)700 ℃;(b)和(e)800 ℃;(c)和(f)900 ℃;(g)和(f)为900 ℃时过渡层区域能谱线扫描结果Figure 4. SEM-BSE images and EDS analysis of the Fe−Al/316SS joints in cross section: (a) and (d) 700 ℃; (b) and (e) 800 ℃; (c) and (f) 900 ℃; (g) and (f) the EDS line scanning result in the transition region at 900 ℃
图 4 Fe−Al/316SS接头截面扫描电镜背散射模式形貌和能谱分析:(a)和(d)700 ℃;(b)和(e)800 ℃;(c)和(f)900 ℃;(g)和(f)为900 ℃时过渡层区域能谱线扫描结果Figure 4. SEM-BSE images and EDS analysis of the Fe−Al/316SS joints in cross section: (a) and (d) 700 ℃; (b) and (e) 800 ℃; (c) and (f) 900 ℃; (g) and (f) the EDS line scanning result in the transition region at 900 ℃位置 Fe Al Cr Ni 物相 1 68.99 5.70 16.50 8.81 316SS (Al) 2 99.86 0.14 ― ― Fe 3 66.83 33.17 ― ― FeAl 4 46.84 53.16 ― ― Fe2Al5 5 70.56 4.51 18.00 6.93 316SS (Al) 6 69.12 30.88 ― ― FeAl 7 51.23 48.77 ― ― FeAl2 8 69.85 5.36 17.23 7.56 316SS (Al) 9 68.31 31.69 ― ― FeAl 随着温度提高到800 ℃(图4(b)、图4(e)),FeAl反应层中孔隙数量和尺寸明显减小,主要是由于温度升高,Fe−Al层的多相结构进一步反应,同时每个反应单元发生致密化烧结。此时反应层由700 ℃的Fe、FeAl、Fe2Al5相转变为FeAl和FeAl2相,每个反应单元逐渐转化为一个统一的整体。温度进一步提高到900 ℃(图4(c)、图4(f)),反应层中孔隙进一步减少,主要由FeAl相组成,且在FeAl反应层和316SS基体之间形成了宽度约为20 μm连续的316SS(Al)过渡层。图4(g)和图4(h)给出了过渡层区域的能谱线扫描结果,可见从316SS基体到FeAl反应层,过渡层内的Fe、Cr、Ni元素相对含量呈减小的趋势,而Al元素则逐渐增加。结合过渡层形貌及元素线扫描结果,316SS(Al)的形成主要是Al元素向316SS基体扩散的结果。
2.3 力学性能
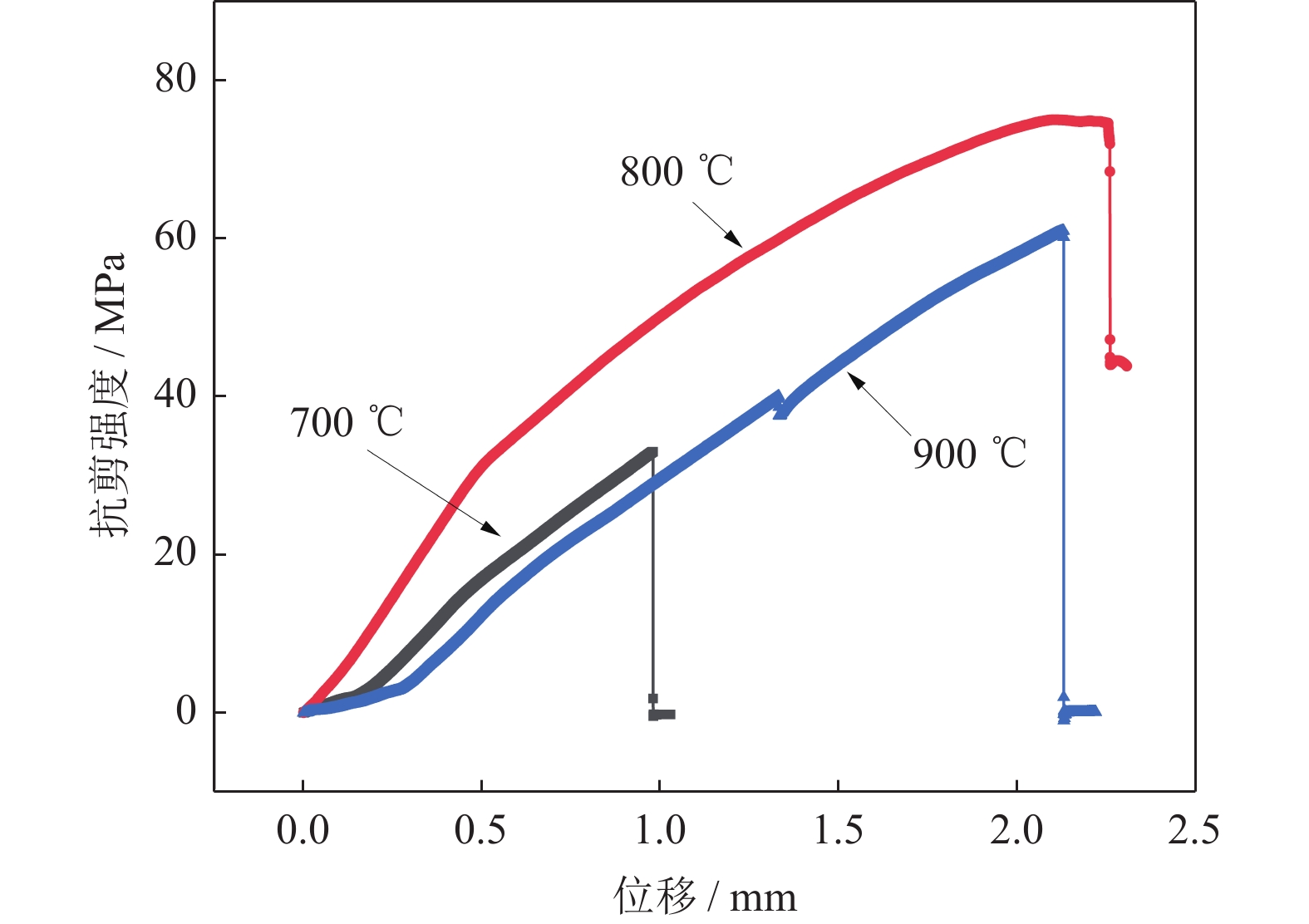
图5为在700、800和900 ℃下原位反应连接接头的抗剪切强度曲线。抗剪强度随着温度的升高呈先上升后下降的趋势,在700 ℃时为33 MPa,800 ℃上升至75 MPa,900 ℃又下降为61 MPa。对于抗剪强度先上升后下降的现象,可从两方面来解释:一方面,由界面处显微形貌可知,随着温度升高,反应层孔隙逐渐减少,这对连接强度的提高是有利的[20];另一方面,由于断裂发生在反应层靠近界面处的位置,因此抗剪强度与界面处两侧的物相组成结构有密切关系。由反应层物相分析可知,700 ℃含有较多的Fe2Al5相,而Al含量较高的金属间化合物通常具有较高的脆性,这对强度是不利的[21]。800 ℃时,Fe2Al5转变为FeAl2相,接头连接强度随之提高。900 ℃时,虽然反应层成分转变为单一的FeAl相,而原先Fe颗粒与316SS基体接触的部分也随之消失,这可能会导致进一步的界面处热膨胀系数不匹配(Fe为12 µm·m−1·K−1,316SS为15 µm·m−1·K−1,FeAl>20 µm·m−1·K−1),使得抗剪强度降低。因此,接头的强度随温度变化是物相组成与孔隙率共同作用的结果。
![]() 图 5 Fe−Al/316SS接头抗剪强度-位移曲线Figure 5. Shear strength-displacement curves of the Fe−Al/316SS joints
图 5 Fe−Al/316SS接头抗剪强度-位移曲线Figure 5. Shear strength-displacement curves of the Fe−Al/316SS joints图6为700 ℃连接接头剪切测试后断口显微形貌。结合低倍图和高倍图可知,断口形貌由三部分组成,即较深色部分的孔隙、脆性断裂部分和韧性断裂部分。脆性断裂又由穿晶断裂和沿晶断裂组成。对不同区域进行成分分析,A点区域的能谱半定量检测结果为Fe44.35Al55.65(原子数分数,%),而B点区域为Fe86.72Al8.40Cr4.88,结合Fe−Al二元相图以及前述X射线衍射分析和显微形貌可知,A区域对应于FeAl金属间化合物,B区域对应于Fe-316SS结合区域。这一结果表明梯度成分过渡的Fe-316SS结合区域比FeAl-316SS具有更好的力学性能,即脆性断裂部分(A点区域)主要发生在金属间化合物与316SS基体界面处(由图4(b)可见),韧性断裂(B点区域)主要发生在Fe颗粒与316SS基体结合区域。同时,由于热爆反应固有特征,在界面处存在部分孔隙。
![]() 图 6 700 ℃连接的Fe−Al/316SS接头剪切测试结果:(a)和(b)断口显微形貌;(c)和(d)能谱分析Figure 6. Fracture surface SEM images ((a) and (b)) and EDS patterns ((c) and (d)) of the Fe−Al/316SS joints joined at 700 ℃ after shear test
图 6 700 ℃连接的Fe−Al/316SS接头剪切测试结果:(a)和(b)断口显微形貌;(c)和(d)能谱分析Figure 6. Fracture surface SEM images ((a) and (b)) and EDS patterns ((c) and (d)) of the Fe−Al/316SS joints joined at 700 ℃ after shear test图7为800 ℃连接接头剪切测试后的断口显微形貌。相较于700 ℃,孔隙的数量和尺寸均减小(图7(a))。断裂部分同样由脆性断裂和韧性断裂组成,由图7(b)及其放大图可知,800 ℃时部分断裂位置呈现出韧窝的形态,表明随着温度提高,Fe颗粒与316SS基体进一步结合,使得连接强度提高。但结合抗剪强度−位移曲线的结果,此温度下断裂方式仍然以脆性断裂为主。图8为900 ℃下连接,经过剪切试验试样的断口微观形貌和能谱分析图。从图8(a)低倍图可以看出,此时断口已较为致密平整,只含有稀疏的闭合孔隙,尺寸大约为几个微米,说明900 ℃的均匀化和物相转变过程并不足以抵消由于热爆反应形成的孔隙。由图8(b)高倍图可以看到,断口全部转变为脆性断裂,并出现了明显的解理台阶和白色的折断夹杂物。对图8(b)中基体部分(C)和白色夹杂物(D)进行点半定量成分分析,结果分别为Fe65.25Al34.75(原子数分数,%)和Fe63.53Al36.47。由Fe−Al相图和前述X射线衍射结果可知,C、D都为FeAl相。对比700 ℃和800 ℃连接后的试样断口,900 ℃时反应层具有更大的晶粒尺寸,这是导致连接强度下降的重要原因之一。
![]() 图 7 800 ℃连接的Fe−Al/316SS接头剪切测试断口显微形貌Figure 7. Fracture surface SEM images of the Fe−Al/316SS joints joined at 800 ℃ after shear test
图 7 800 ℃连接的Fe−Al/316SS接头剪切测试断口显微形貌Figure 7. Fracture surface SEM images of the Fe−Al/316SS joints joined at 800 ℃ after shear test![]() 图 8 900 ℃连接的Fe−Al/316SS接头剪切测试结果:(a)和(b)断口显微形貌;(c)和(d)能谱分析Figure 8. Fracture surface SEM images ((a) and (b)) and EDS patterns ((c) and (d)) of the Fe−Al/316SS joints joined at 900 ℃ after shear test
图 8 900 ℃连接的Fe−Al/316SS接头剪切测试结果:(a)和(b)断口显微形貌;(c)和(d)能谱分析Figure 8. Fracture surface SEM images ((a) and (b)) and EDS patterns ((c) and (d)) of the Fe−Al/316SS joints joined at 900 ℃ after shear test由以上分析可对700~900 ℃连接接头的结合机理和断裂过程进行总结:700 ℃时,热爆反应刚刚结束,界面由Fe-316SS和316SS(Al)交替组成,反应层含有较多的孔隙,连接强度低,仅为33 MPa,断裂方式为穿晶断裂、沿晶断裂和小部分的韧性断裂;800 ℃时,界面由Fe-316SS、FeAl-316SS、316SS(Al)共同组成,孔隙明显减少,连接强度提高至75 MPa,断裂方式以脆性断裂为主,部分韧性断裂为辅;900 ℃时,界面仅由FeAl-316SS(Al)-316SS组成,连接强度下降至61 MPa,呈现整体脆性断裂,包含部分解理断裂。
3. 结论
(1)以Fe、Al混合粉末为反应体系,采用粉末冶金与热爆反应相结合的工艺,可以实现原位反应连接FeAl金属间化合物与316不锈钢,接头致密完整且形成冶金结合。
(2)FeAl反应层起始反应温度为637 ℃,最高反应温度为1050 ℃。热爆反应后(700 ℃)相成分由Fe、FeAl、Fe2Al5组成,随着温度逐渐升高到900 ℃,完全转变为单一的FeAl相。
(3)Fe−Al/316SS接头的抗剪强度由FeAl反应层的孔隙率和相组成共同决定。随着连接温度从700 ℃提高到900 ℃,连接强度呈现出先上升后下降的趋势。剪切断裂模式由700 ℃和800 ℃的韧脆混合断裂转变为900 ℃的整体脆性断裂。
-
![]()
图 1 Fe−Al反应层随炉升温的实际温度及炉膛温度
Figure 1. Actual temperature and the furnace temperature of the Fe−Al reactive layer during heating process
![]()
图 3 不同实验温度下形成的Fe−Al反应层X射线衍射图谱
Figure 3. XRD patterns of the Fe−Al reactive layer at different temperatures
![]()
图 4 Fe−Al/316SS接头截面扫描电镜背散射模式形貌和能谱分析:(a)和(d)700 ℃;(b)和(e)800 ℃;(c)和(f)900 ℃;(g)和(f)为900 ℃时过渡层区域能谱线扫描结果
Figure 4. SEM-BSE images and EDS analysis of the Fe−Al/316SS joints in cross section: (a) and (d) 700 ℃; (b) and (e) 800 ℃; (c) and (f) 900 ℃; (g) and (f) the EDS line scanning result in the transition region at 900 ℃
![]()
图 5 Fe−Al/316SS接头抗剪强度-位移曲线
Figure 5. Shear strength-displacement curves of the Fe−Al/316SS joints
![]()
图 6 700 ℃连接的Fe−Al/316SS接头剪切测试结果:(a)和(b)断口显微形貌;(c)和(d)能谱分析
Figure 6. Fracture surface SEM images ((a) and (b)) and EDS patterns ((c) and (d)) of the Fe−Al/316SS joints joined at 700 ℃ after shear test
![]()
图 7 800 ℃连接的Fe−Al/316SS接头剪切测试断口显微形貌
Figure 7. Fracture surface SEM images of the Fe−Al/316SS joints joined at 800 ℃ after shear test
![]()
图 8 900 ℃连接的Fe−Al/316SS接头剪切测试结果:(a)和(b)断口显微形貌;(c)和(d)能谱分析
Figure 8. Fracture surface SEM images ((a) and (b)) and EDS patterns ((c) and (d)) of the Fe−Al/316SS joints joined at 900 ℃ after shear test
-
[1] 王优, 邓楠, 佟振峰, 等. 铁铝金属间化合物及其涂层制备的研究进展. 材料导报, 2021, 35(21): 21221 Wang Y, Deng N, Tong Z F, et al. The research progress on preparation of Fe−Al intermetallic compounds and coatings. Mater Rep, 2021, 35(21): 21221
[2] 文雄, 黄本生, 余鸿雁, 等. Fe−Al−x%Si金属间化合物多孔材料的制备及抗氧化性能研究. 有色金属工程, 2020, 10(9): 7 Wen X, Huang B S, Yu H Y, et al. Preparation and antioxidation properties of Fe−Al−x%Si intermetallic compound porous materials. Nonferrous Met Eng, 2020, 10(9): 7
[3] 周瑾, 白亚平, 成超, 等. B2结构FeAl金属间化合物研究现状. 铸造技术, 2019, 40(8): 858 Zhou J, Bai Y P, Cheng C, et al. Research status of FeAl intermetallic compounds with B2 structure. Foundry Technol, 2019, 40(8): 858
[4] 郭建亭, 周兰章, 李谷松. 高温结构金属间化合物及其强韧化机理. 中国有色金属学报, 2011, 21(1): 1 Guo J T, Zhou L Z, Li G S. High temperature structural intermetallics and their strengthening-softening mechanisms. Chin J Nonferrous Met, 2011, 21(1): 1
[5] Deevi S C. Advanced intermetallic iron aluminide coatings for high temperature applications. Prog Mater Sci, 2021, 118: 100769
[6] 王凡, 刘冠颖, 杨军军, 等. 金属过滤材料在高温除尘中的应用与发展. 粉末冶金技术, 2018, 36(3): 230 Wang F, Liu G Y, Yang J J, et al. Application and development of metal filter materials in high-temperature gas filtration. Powder Metall Technol, 2018, 36(3): 230
[7] 高海燕, 贺跃辉, 沈培智, 等. FeAl多孔材料与不锈钢的焊接. 中国有色金属学报, 2009, 19(1): 90 Gao H Y, He Y H, Shen P Z, et al. Welding of FeAl porous material and stainless steel. Chin J Nonferrous Met, 2009, 19(1): 90
[8] 李亚江, 王娟. Fe3Al/18-8异种材料真空扩散焊工艺研究. 材料科学与工艺, 2004(1): 45 Li Y J, Wang J. Vacuum diffusion welding technology of Fe3Al/18-8 dissimilar materials. Mater Sci Technol, 2004(1): 45
[9] Torun O, Celikyürek I, Baksan B. Friction welding of cast Fe−28Al alloy. Intermetallics, 2011, 19(7): 1076
[10] Shi Z M, Cao J B, Han F S. Preparation and characterization of Fe−Al intermetallic layer on the surface of T91 heat-resistant steel. J Nucl Mater, 2014, 447(1-3): 77
[11] 黄广棋, 张桂凯, 罗朝以, 等. Fe−Al金属间化合物氢脆效应研究现状. 材料导报, 2018, 32(11): 1878 DOI: 10.11896/j.issn.1005-023X.2018.11.015 Huang G Q, Zhang G K, Luo C Y, et al. A review on hydrogen embrittlement of Fe−Al intermetallics. Mater Rev, 2018, 32(11): 1878 DOI: 10.11896/j.issn.1005-023X.2018.11.015
[12] Wang J H, Cheng J, Bai P K, et al. Investigation of joining Al−C−Ti cermets and Ti6Al4V by combustion synthesis. Mater Sci Eng B, 2012, 177(19): 1703
[13] Matsuda T, Maruko T, Ogura T, et al. Self-heating bonding of A5056 aluminum alloys using exothermic heat of combustion synthesis. Mater Des, 2017, 113: 109
[14] Cai X P, Ren X R, Sang C C, et al. Dissimilar joining mechanism, microstructure and properties of Ni to 316 stainless steel via Ni−Al thermal explosion reaction. Mater Sci Eng A, 2021, 807: 140868
[15] 袁若寒, 蒋朋. 氮化硅铁及其在耐火材料中的应用. 粉末冶金技术, 2019, 37(1): 74 Yuan R H, Jiang P. Ferrosilicon nitride and its application in refractory materials. Powder Metall Technol, 2019, 37(1): 74
[16] Borkar T, Nag S, Ren Y, et al. Reactive spark plasma sintering (SPS) of nitride reinforced titanium alloy composites. J Alloys Compd, 2014, 617: 933
[17] Thiele M, Hermann M, Müller C, et al. Reactive and non-reactive preparation of B6O materials by FAST/SPS. J Eur Ceram Soc, 2015, 35(1): 47
[18] Jiao X Y, Liu Y N, Cai X P, et al. Progress of porous Al-containing intermetallics fabricated by combustion synthesis reactions: a review. J Mater Sci, 2021, 56: 11605
[19] Lee W B, Schmuecker M, Mercardo U A, et al. Interfacial reaction in steel–aluminum joints made by friction stir welding. Scr Mater, 2006, 55(4): 355
[20] 李星宇, 章林, 秦明礼, 等. 气流磨处理对烧结钨粉微观组织和力学性能的影响. 粉末冶金技术, 2021, 39(3): 251 Li X Y, Zhang L, Qin M L, et al. Effect of jet milling processing on microstructure and mechanical properties of the sintered tungsten powders. Powder Metall Technol, 2021, 39(3): 251
[21] Xu P Z, Hua X M, Shen C, et al. Formation of Fe5Si3 precipitate in the Fe2Al5 intermetallic layer of the Al/steel dissimilar arc welding joint: A transmission electron microscopy (TEM) study. Mater Charact, 2021, 178: 111236
-
期刊类型引用(0)
其他类型引用(1)
 下载:
下载:
计量
- 文章访问数: 465
- HTML全文浏览量: 33
- PDF下载量: 33
- 被引次数: 1
