
-
摘要:
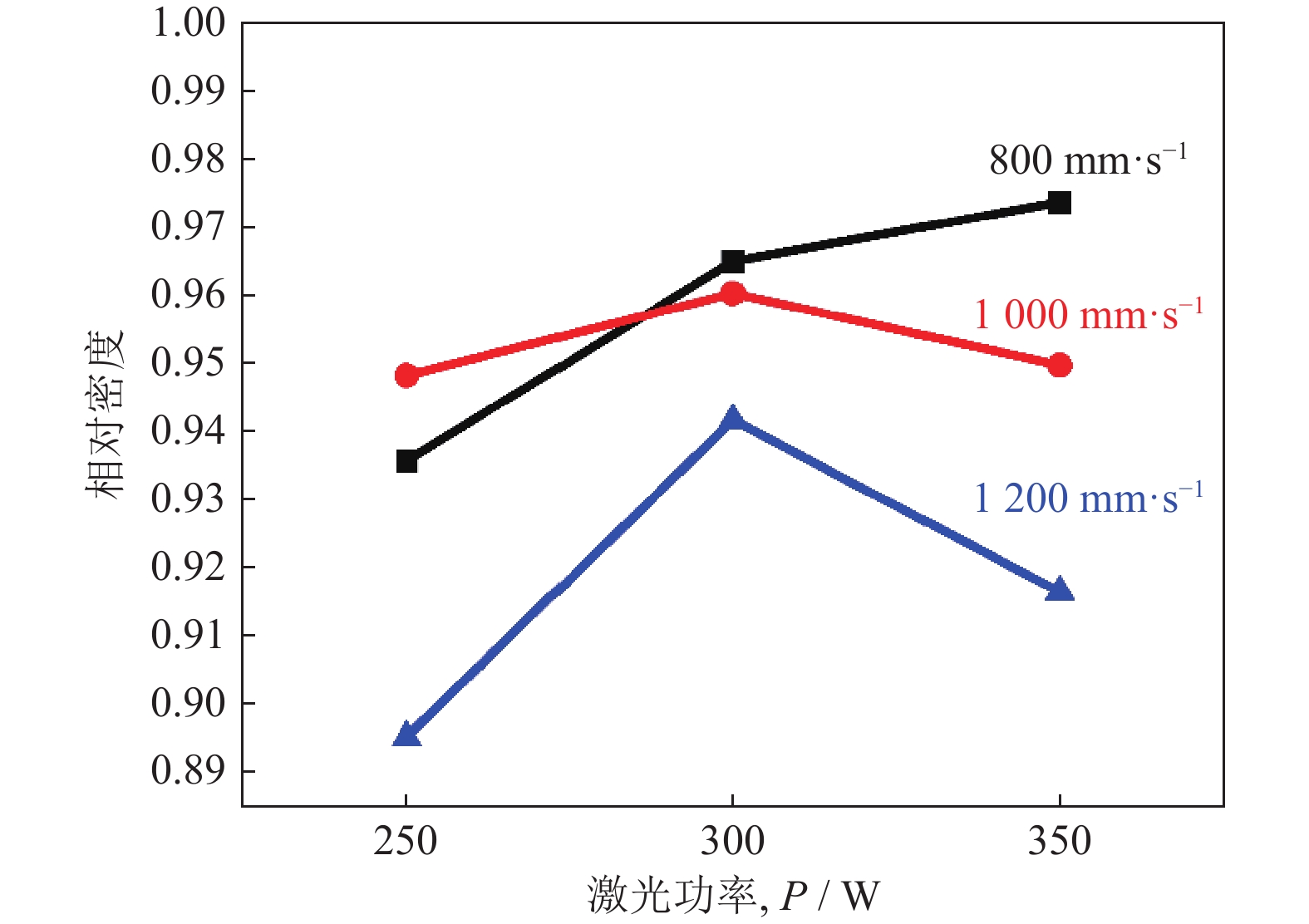
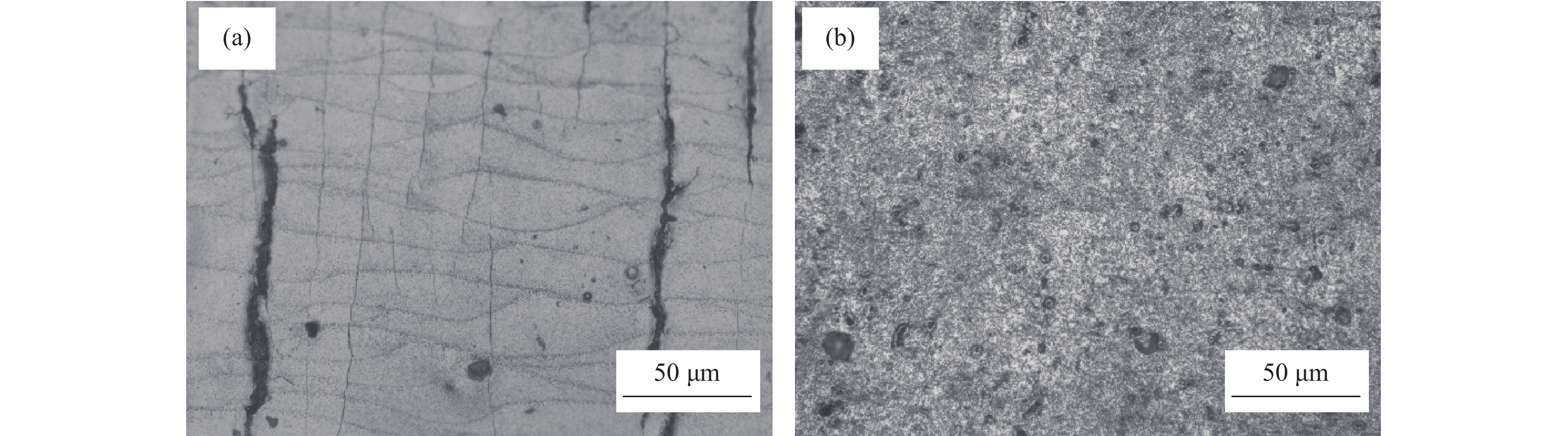
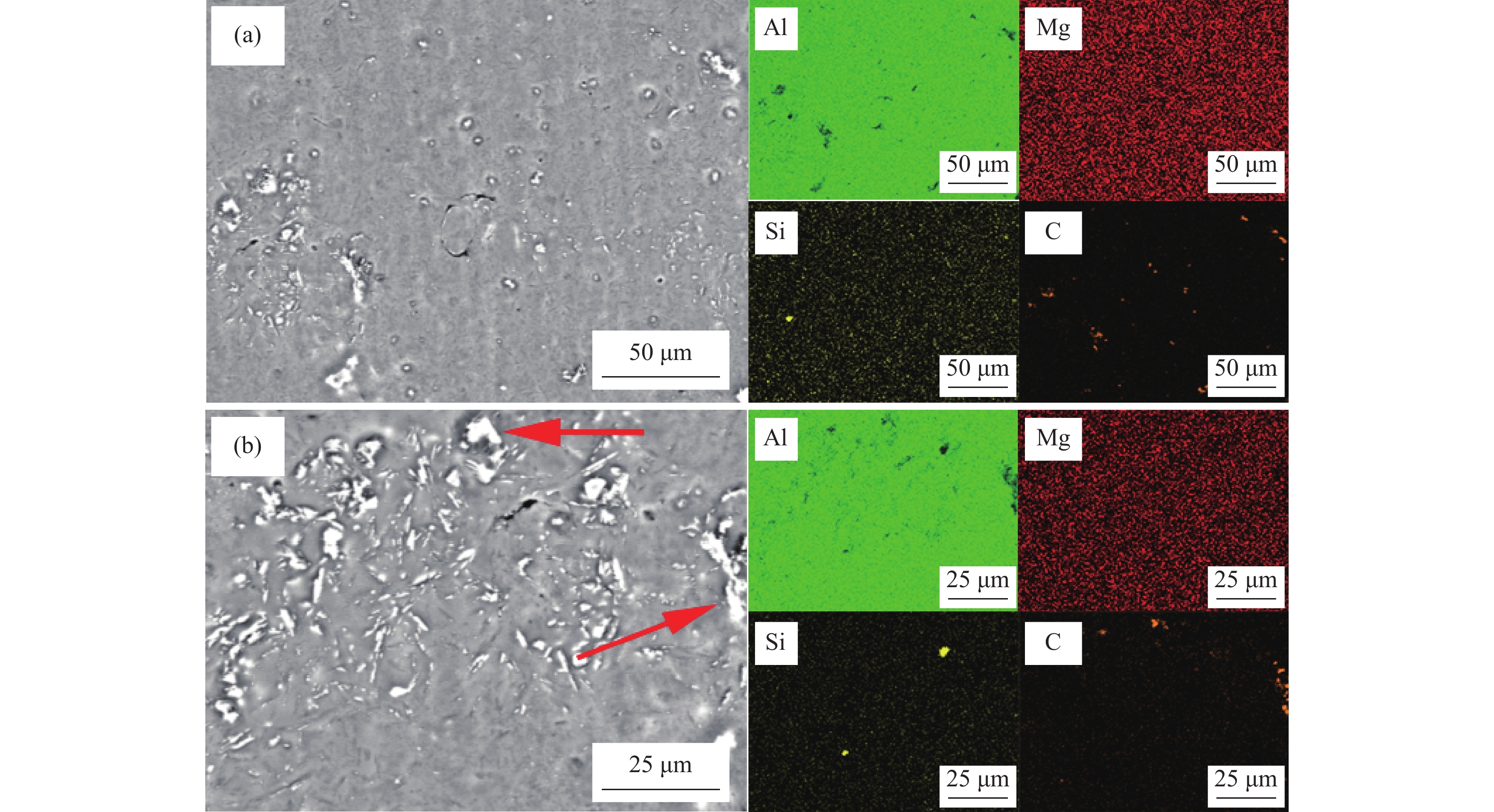
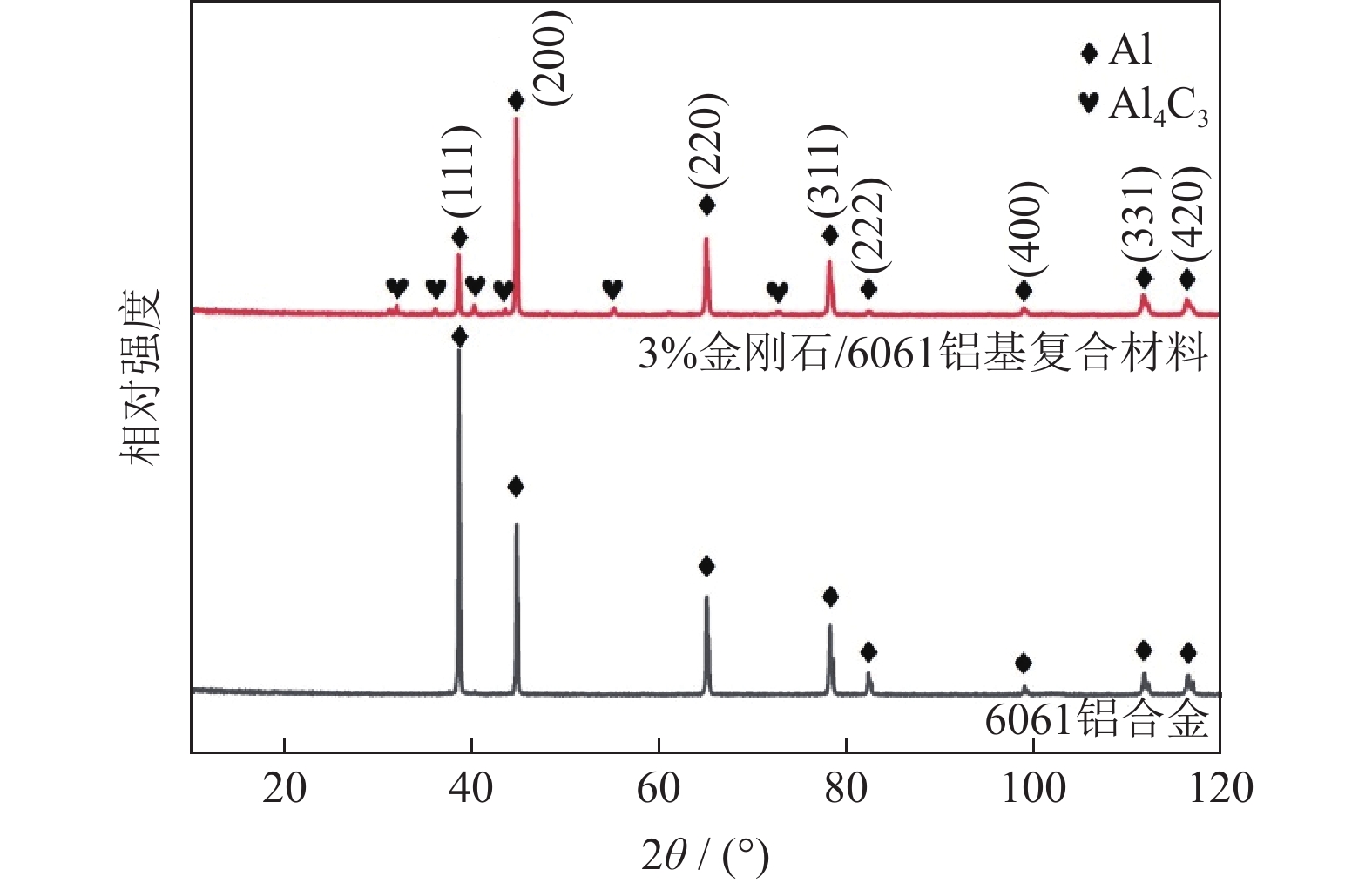
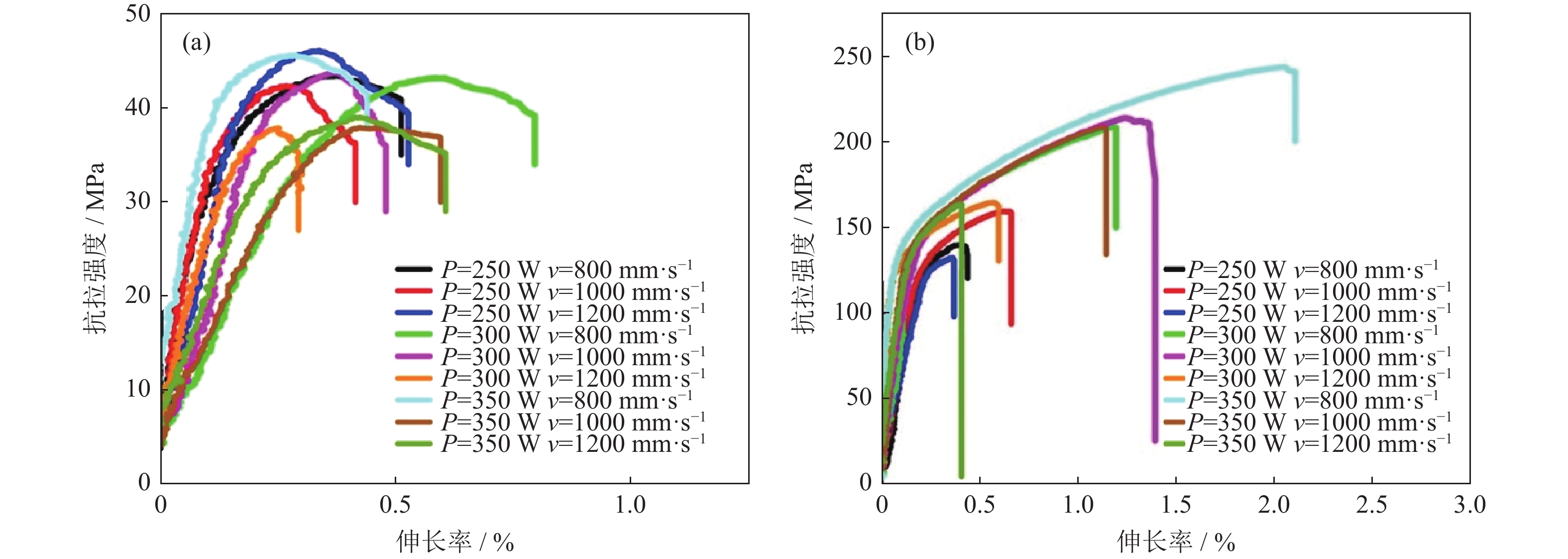
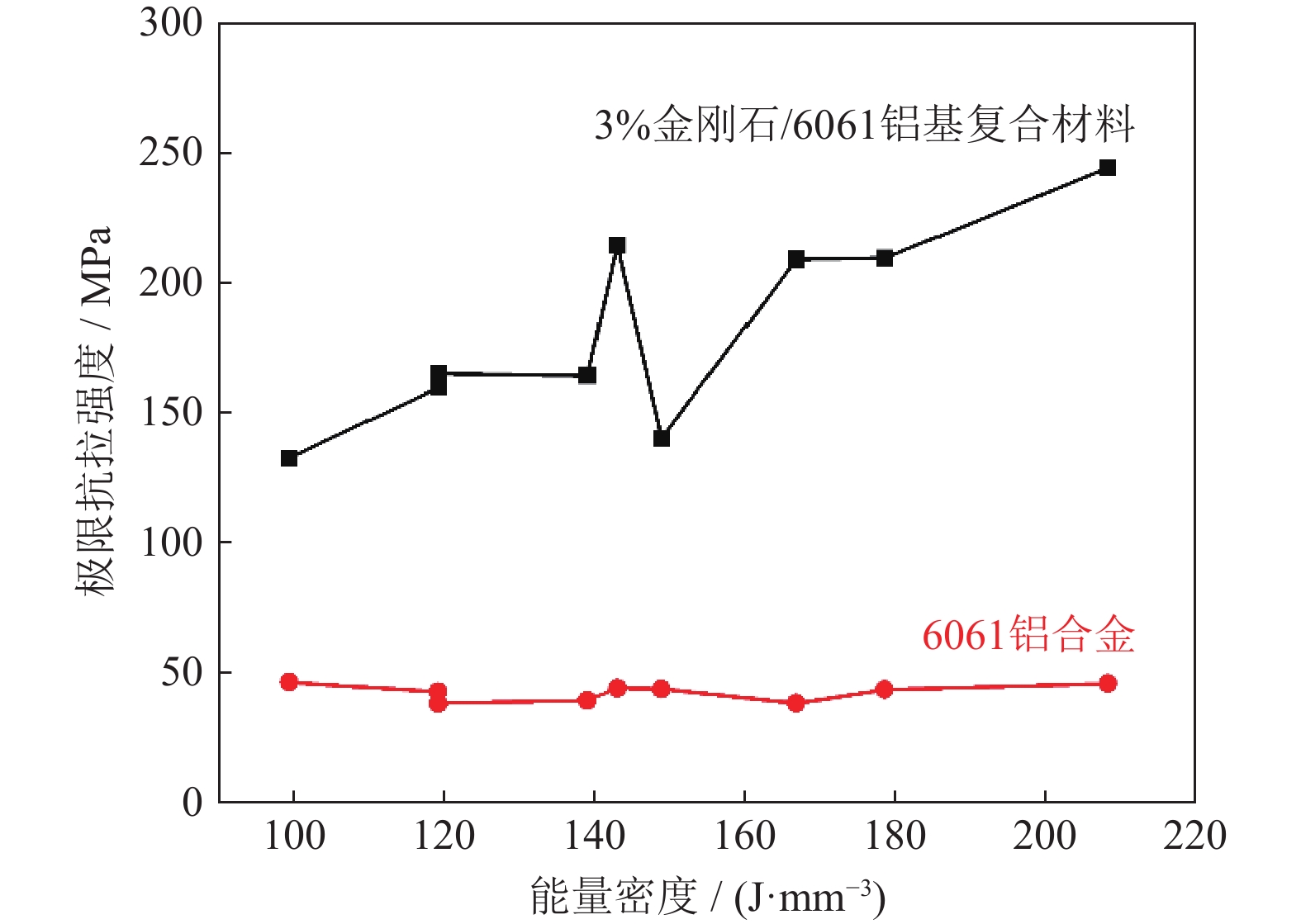
添加质量分数3%金刚石颗粒并利用激光粉末床熔融技术制备6061铝基复合材料。采用光学显微镜、扫描电子显微镜、X射线衍射仪、电子密度计、电子式万能试验机对3%金刚石/6061铝基复合材料的微观组织、相对密度和拉伸性能进行了表征与分析。结果表明:金刚石与Al基体反应生成了针状Al4C3相,并沉积在α-Al基体上,导致晶界位错密度增加,强度提高,抗失效能力增强。金刚石的添加促使6061铝基体中热裂纹消失,但存在孔洞缺陷。较低的扫描速度增加了激光光斑与被加工材料接触的时间,导致金刚石颗粒部分石墨化,铝基体部分蒸发,进而形成内部缺陷,降低了复合材料的相对密度(97%)。金刚石的加入显著提高了激光粉末床熔融技术成形金刚石/6061铝基复合材料的抗拉强度,当激光功率为350 W、扫描速度为800 mm·s−1时,复合材料的极限抗拉强度达到最大值244.2 MPa,屈服强度211.6 MPa,伸长率2.1%。
Abstract:6061 aluminum matrix composites added by 3% diamond particles (mass fraction) were prepared by laser powder bed fusion (LPBF). The microstructure, relative density, and tensile properties of the 3%diamond/6061 aluminum matrix composites were characterized and analyzed by optical microscope, scanning electron microscope, X-ray diffractometer, electronic densitometer, and electronic universal testing machine. Results show that the diamond reacts with the Al matrix, generating the needle-like Al4C3 phase, which deposits in the α-Al matrix. Those formed Al4C3 increases dislocations at the grain boundaries, enhances the materials’ strength, and delays the failure to fracture. The addition of diamond facilitates the elimination of thermal cracks, but the porous defects remain in 6061 aluminum alloys. The lower scanning speed extends the contact duration between the laser spot and the processed material, leading to the graphitization of the added diamond and the partial evaporation of the Al matrix. Thus, the internal defects exist, exhibiting the low densification of the composite (relative density 97%). The addition of diamond significantly increases the tensile strength of the LPBF formed diamond/6061 aluminum matrix composites, and the ultimate tensile strength reaches the maximum value of 244.2 MPa, the yield strength is 211.6 MPa, and the elongation is 2.1%, respectively, when the laser power is 350 W and the scanning speed is 800 mm·s−1.
-
流动温压工艺是在温压工艺的基础上,结合粉末注射成形工艺的优点而发展的一种近净成形技术[1–3]。粉末在温压状态下的流动性是获得高性能粉末冶金零件的关键因素,粉末中添加的黏结剂在加热条件下转变为黏流态,黏流态的黏结剂在压制力的作用下带动粉末流动,从而大大提高了粉末填充能力和成型性,因此流动温压工艺既具有温压工艺成形高密度零件的特点[4],又能像注射成形一样成形形状复杂的零件,是一项极具潜力的新技术[5]。
黏结剂一般由低分子物质、高分子物质及必要的添加剂组成,通常加入质量分数为1%~6%。虽然黏结剂的加入能够提高粉末的流动性,但烧结过程中,高分子黏结剂的分解会在烧结坯内部留下大量孔隙,孔隙的存在会降低零件烧结密度和力学性能,因此对脱脂工艺进行研究非常有必要[6]。流动温压工艺黏结剂用量远低于注射成形工艺,通常不需要专门的脱脂工序,直接采用热脱脂的方法可以实现脱脂、烧结一体化。目前对粉末热脱脂的研究多集中在注射成形上,赵利刚和周时宇等[7–8]研究认为只要脱除质量分数4%左右的黏结剂,试样中就会形成初始孔隙,随着新的孔隙在内表面不断形成,试样内部形成连通孔隙。李永,陈慧和郑军君等[9–11]发现流动温压工艺热脱脂关键在于控制低温阶段升温速度。
本文使用石蜡基聚合物作为铁基粉末流动温压工艺的黏结剂,采用热重分析法(thermogravimetric analysis,TGA)研究黏结剂在N2气氛下的脱脂过程,通过微分法计算脱脂反应动力学参数,确定热脱脂升温速率,制订合理的脱脂和烧结工艺。
1. 实验材料及方法
实验原料选用山东莱芜奥星生产的316L水雾化铁粉,混合金属粉末成分与粒度见表 1所示。采用石蜡基聚合物作为黏结剂,各组元熔点和成分见表 2。
表 1 实验用金属粉末的成分与粒度Table 1. Composition and particle sizes of the raw powders粉末 粒度/μm 质量分数/% 水雾化铁粉 ≤147 78.5 羟基铁粉 5 20.0 还原钼粉 ≤75 0.5 石墨粉 ≤75 1.0 表 2 黏结剂组元热解温度和成分Table 2. Thermal characteristic and composition of binder components组元 熔点/ ℃ 热分解温度/ ℃ 质量分数/ % 聚酰胺(PA) 170.6 316.6~500.5 65.0 聚乙烯蜡(PE) 113.1 192.3~480.9 17.5 普通石蜡(PW) 64.7 180.1~307.0 17.5 将金属粉末和黏结剂按各自成分混合好,再加入适量的溶剂,将黏结剂(质量分数6%)和金属粉末(质量分数94%)进行湿混,直到溶剂差不多完全挥发为止;将湿混后的粉末在50 ℃下干燥2 h,防止黏结剂固化;将干燥好的粉末研磨,过100目筛;将过筛后的预混合粉末再次混合1 h得到预混合粉末。利用十字腔模具在CMT 5105型万能材料拉伸机上将预混合粉末压制成十字生坯,压制温度163 ℃,压制速度250 mm/min,压制压力600 MPa。
利用Netszh STA449热分析仪对生坯试样和纯黏结剂体系分别进行热重分析,得到相应的热重–微商热重曲线(thermogravimetry–derivative thermogravimetry,TG–DTG);采用排水法来测定试样生坯和烧结坯密度;烧结收缩率根据国家标准GB/T5159-1985计算;利用光学显微镜进行微观结构分析,试样观察面选择与压制方向垂直的表面。
2. 结果与讨论
2.1 脱脂过程失重分析
对纯黏结剂和生坯进行热重分析,升温速率分别为2、5、8、11 ℃·min-1,得到相应的热重曲线如图 1所示。图 1(a)是纯黏结剂在升温速率为11 ℃·min-1下的热重曲线,可以观察到曲线明显分为两个失重阶段,第1阶段是140~340 ℃,失重率为30.28%,对应的是低熔点石蜡和部分聚乙烯蜡的分解;第2段的热解区间为340~480 ℃,主要是高熔点组元聚酰胺以及部分聚乙烯蜡的分解,其失重率为66.33%。分析可见,纯黏结剂失重区间主要集中在高温脱脂段,低温脱脂段组元失重少,分解平缓,分解温度区间大。这种特点有利于保持脱脂坯形状,较少或不产生脱脂缺陷。
![]() 图 1 热重–微商热重分析曲线:(a)纯黏结剂;(b)含质量分数6%黏结剂的生坯Figure 1. TG–DTG curves: (a) binder; (b) green compaction with 6% binder by mass
图 1 热重–微商热重分析曲线:(a)纯黏结剂;(b)含质量分数6%黏结剂的生坯Figure 1. TG–DTG curves: (a) binder; (b) green compaction with 6% binder by mass图 1(b)是添加质量分数6%黏结剂的生坯在升温速率为11 ℃·min-1下热重曲线,与纯黏结剂热重曲线比较可见,生坯曲线的失重比较平稳,有利于控制缺陷的产生。生坯最大失重速率出现在400 ℃附近,与其对应的纯黏结剂的最大失重速率出现在460 ℃附近,大约提前了60 ℃。这种差异起因于生坯中金属粉末的加入有效降低了黏结剂分子间的联结程度,起到了分散、隔离与催化的作用,使得生坯黏结剂的脱除通道较纯黏结剂更为畅通。
2.2 热重曲线动力学分析
对生坯不同升温速率下的热重曲线进行一阶微分处理,可以得到相应的微商热重(derivative thermogravimetry,DTG)曲线,如图 2示。微商热重曲线反映了脱脂速率的瞬时变化情况,随着升温速率的增加,相应的瞬时脱脂速率上升,曲线峰谷向高温方向移动,但曲线的形状没有发生变化,且每条曲线都有两个峰谷对应两个分解阶段。
![]() 图 2 不同升温速率下生坯的微商热重曲线Figure 2. DTG curves of green compaction at different heating rates
图 2 不同升温速率下生坯的微商热重曲线Figure 2. DTG curves of green compaction at different heating rates脱脂过程可以看作是聚合物热解反应气体逸出的过程,同时生坯的内部质量和传热可以忽略不计。一般反应速率微分方程如式(1)所示[12]。
$$\frac{{{\rm{d}}\alpha }}{{{\rm{d}}t}} = f(\alpha ) \cdot k(T)$$ (1) 式中:f(α)为机理函数的微分形式,α为转化率,t为时间,T为温度,k(T)为温度T下的反应速率常数。
根据阿累尼乌斯方程(Arrhenius)得出金属坯体脱脂反应速率方程,如式(2)所示[13]。
$$ k(T) = A \cdot \exp \left( { - E/RT} \right) $$ (2) 式中:A为指数前因子(频率因子),min-1;Ea为激活能,kJ·mol-1;R为普适气体常数,R = 8.314 [J·(mol·K)-1]。
由式(1)与式(2)结合Coats–Redfren方法[14–15]得出金属坯体脱脂反应动力学方程,如式(3)所示。
$$\ln \left[ {k(T)} \right] = \ln \left( {\frac{{AR}}{{\beta {E_{\rm{a}}}}}} \right) - \frac{{{E_{\rm{a}}}}}{{RT}}$$ (3) 式中:β为升温速率,℃·min-1,实验中为常数。
图 2为不同升温速率下生坯的微商热重曲线,有图可知,瞬时脱脂速率波动较大的区域对应两个分解阶段:第1阶段470~660 ℃(低温阶段),对应着普通石蜡的分解;第2阶段660~760 ℃(高温阶段),对应着高分子组元的分解。利用作图法分别得到两区域不同速率下的ln[k(T)]–T-1关系曲线,如图 3所示,通过拟合直线的截距和斜率可以计算得到指前因子(A)、激活能(Ea)以及拟合系数(r2),结果见表 3所示。
![]() 图 3 Arrhenius方程ln[k(T)]与T-1关系:(a)第1阶段470~660 ℃;(b)第2阶段660~760 ℃Figure 3. Plot of ln[k(T)] and T-1: (a) 470~660 ℃ in stage 1; (b) 660~760 ℃ in stage 2表 3 生坯脱脂过程动力学参数Table 3. Kinetic parameters of green compact with diffeent heating rates
图 3 Arrhenius方程ln[k(T)]与T-1关系:(a)第1阶段470~660 ℃;(b)第2阶段660~760 ℃Figure 3. Plot of ln[k(T)] and T-1: (a) 470~660 ℃ in stage 1; (b) 660~760 ℃ in stage 2表 3 生坯脱脂过程动力学参数Table 3. Kinetic parameters of green compact with diffeent heating rates热解阶段 升温速率,β/(℃·min-1) 激活能,Ea/(kJ·mol-1) 指前因子,A / min-1 拟合系数,r2 第1阶段(低温阶段) 2 44.3 5.82×106 0.9954 5 31.3 0.96×106 0.9970 8 34.8 3.23×106 0.9916 11 31.6 1.94×106 0.9954 第2阶段(高温阶段) 5 56.3 1.45×108 0.9914 8 70.2 4.65×109 0.9937 11 72.7 1.14×1010 0.9938 从表 3可以看出,激活能在31.3~72.7 kJ·mol-1范围内,指前因子在0.96×106~1.14×1010 min-1。脱脂第1阶段的激活能整体上低于第2阶段,说明低分子组元更易脱除,故应严格控制升温速率,避免低分子组元脱除过快而产生大量气体形成鼓泡等缺陷。激活能随指前因子的增加而增加,表明反应对温度比较敏感[16]。
2.3 脱脂工艺优化
流动温压工艺的脱脂与烧结是一起进行的,本文仅探讨脱脂环节。保证脱脂质量的关键是控制第1阶段的升温速率,第1阶段低分子组元的脱除速率太快,通过蒸发、分解产生的气体无法及时从坯块内排出,当气体膨胀产生的力大于粉末颗粒之间的结合力时,就会导致缺陷的产生,图 4所示为脱脂坯出现的开裂、鼓泡等典型脱脂缺陷。根据表 3中生坯脱脂过程动力学参数,确定合理的热脱脂升温速率,改进脱脂工艺,图 5是优化后的脱脂工艺曲线。
2.4 试样烧结前后相关性能测试
在氮气气氛下采用优化后的热脱脂工艺对试样进行脱脂,然后在1300 ℃烧结1 h,随后冷却至室温得到完整烧结坯。测量和计算得到生坯密度、烧结坯密度和烧结收缩率,结果如表 4所示。由表 4可知,生坯经烧结后密度提高,存在一定的烧结收缩现象,且试样横向尺寸的烧结收缩率略大于轴向尺寸的烧结收缩率。烧结坯轴向部分受竖直方向压制力直接作用于粉末形成,横向部分是依靠粉末的流动挤压而形成的。随着压制力逐渐增大,轴向部分粉末发生机械咬合,如果粉末流动性不够理想,传递到横向部分的压力甚少,粉末无法充分变形,坯体内部存在较多孔洞,导致在烧结过程中横向部分有较大的收缩空间,且横向部分烧结后的孔隙数量比轴向部分多,如图 6烧结坯轴向上端和横向左端金相组织所示。利用线切割将试样切开分别测量各部分密度,结果如图 7所示,轴向部分的整体密度要高于横向部分,横向部位左右端密度最低。这与横向部分组织中含有较多的孔隙有关,可以通过适当提高黏结剂质量分数和粉末流动性来改善整体烧结密度。
表 4 生坯密度、烧结坯密度和烧结收缩率Table 4. Green density, sintered part density, and sintered part shrinkages生坯密度/ (g·cm-3) 烧结密度/ (g·cm-3) 烧结收缩率/% 轴向方向 轴向直径 横向方向 横向直径 5.971 6.720 -5.83 -0.27 -6.10 -0.31 ![]() 图 6 烧结坯不同部位金相组织:(a)轴向上端;(b)横向左端Figure 6. Microstructures of sintered parts at different location: (a) axial upper-side; (b) lateral left-side
图 6 烧结坯不同部位金相组织:(a)轴向上端;(b)横向左端Figure 6. Microstructures of sintered parts at different location: (a) axial upper-side; (b) lateral left-side![]() 图 7 烧结坯的密度分布(单位:g·cm-3)Figure 7. Density distribution of sintered parts (unit in g·cm-3)
图 7 烧结坯的密度分布(单位:g·cm-3)Figure 7. Density distribution of sintered parts (unit in g·cm-3)3. 结论
(1)黏结剂热重分析表明,脱脂过程分为两个明显阶段:第1阶段470~660 ℃(低温阶段),对应着普通石蜡的分解;第2阶段660~760 ℃(高温阶段),对应着高分子组元的分解
(2)采用微分法计算脱脂过程动力学相关参数,建立脱脂过程动力学机理方程。结果表明,激活能在31.3~72.7 kJ·mol-1范围内,指前因子在0.96×106~1.14×1010 min-1;脱脂过程第1阶段的激活能整体上低于第2阶段,由此可得,保证脱脂质量的关键是控制第1阶段的升温速率。
(3)根据生坯脱脂过程动力学参数,经反复试验确定得到最佳脱脂工艺:室温~340 ℃,升温速率2 ℃/min,保温30 min;340~500 ℃,升温速率4 ℃/min,保温60 min,随后进入烧结环节。
(4)生坯经烧结后密度整体提高,且试样横向尺寸的烧结收缩率略大于轴向尺寸烧结收缩率。试样烧结坯横向部分的整体密度要低于轴向部分,横向部位左右端密度最低,微观组织呈现较多孔隙。
-
![]()
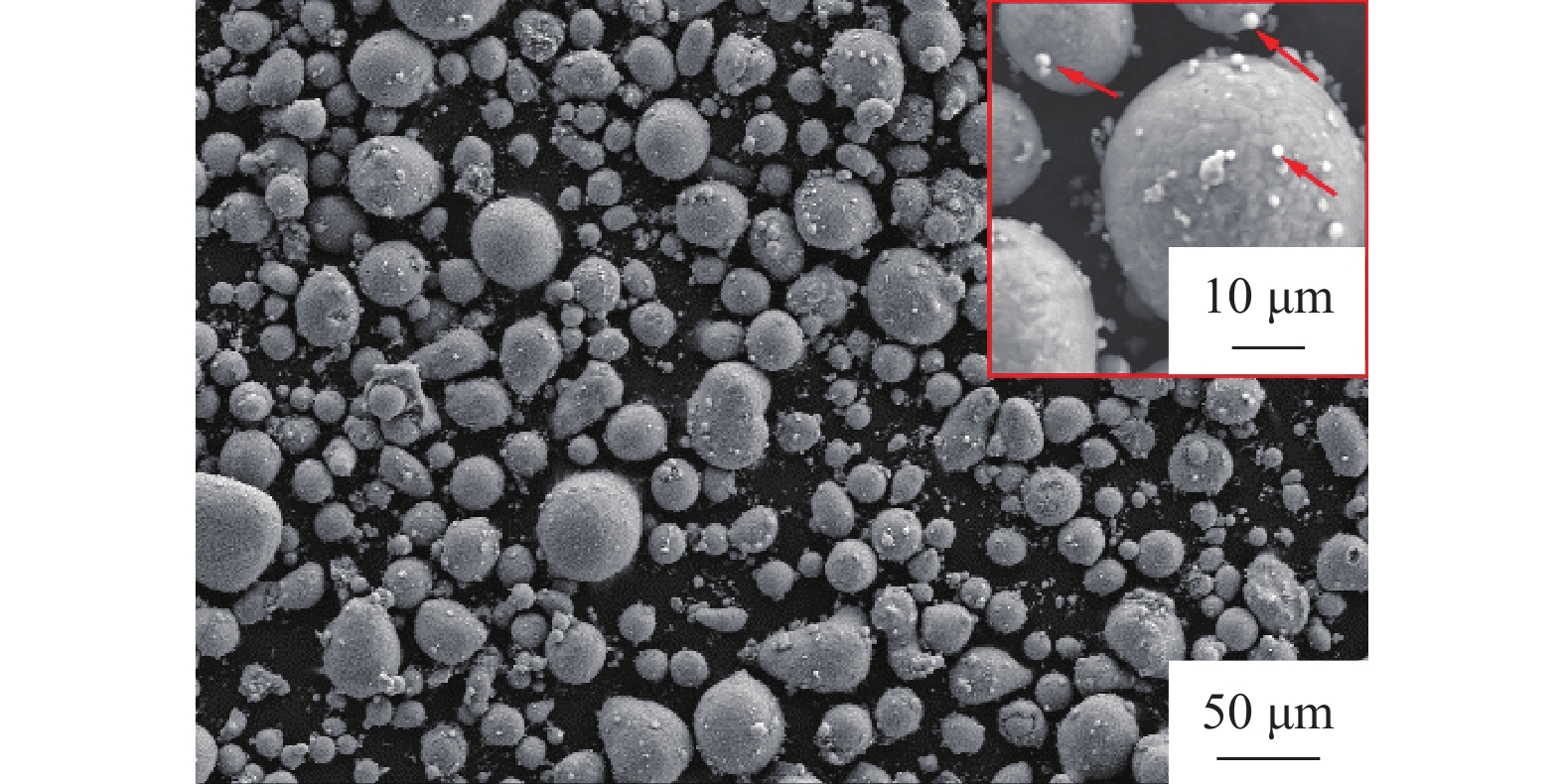
图 1 3%金刚石/6061铝基复合材料粉末形貌
Figure 1. Morphology of the 3%diamond/6061 aluminum matrix mixture powders
![]()
图 2 不同扫描速度下LPBF成形3%金刚石/6061铝基复合材料相对密度随激光功率变化曲线
Figure 2. Relative density of the 3%diamond/6061 aluminum matrix composites formed by LPBF with the different laser powers at the different scanning speeds
![]()
图 3 激光功率350 W、扫描速度800 mm·s−1条件下6061铝合金(a)和3%金刚石/6061铝基复合材料(b)显微组织
Figure 3. Microstructure of the 6061 aluminum alloys (a) and the 3%diamond/6061 aluminum matrix composites (b) under the laser power of 350 W and scanning speed of 800 mm·s−1
![]()
图 4 3%金刚石/6061铝基复合材料能谱面扫结果
Figure 4. EDS surface scan of the 3%diamond/6061 aluminum matrix composites
![]()
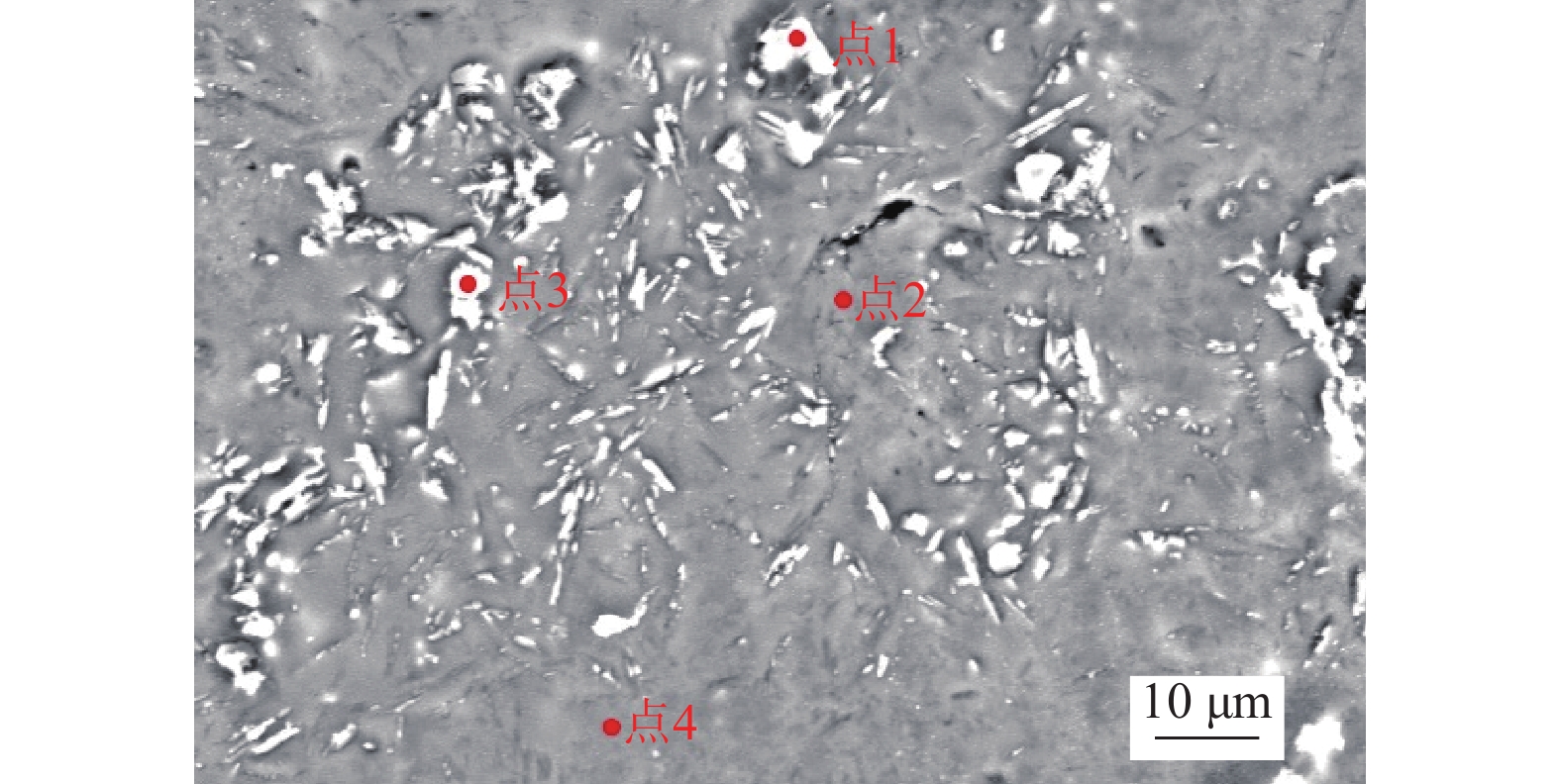
图 5 3%金刚石/6061铝基复合材料能谱点扫位置
Figure 5. EDS spot scan position of the 3%diamond/6061 aluminum matrix composites
![]()
图 6 LPBF成形6061铝合金及3%金刚石/6061铝基复合材料X射线衍射图
Figure 6. XRD patterns of the 6061 aluminum alloys and 3%diamond/6061 aluminum matrix composites formed by LPBF
![]()
图 7 不同成形工艺拉伸曲线:(a)6061铝合金;(b)3%金刚石/6061铝基复合材料
Figure 7. Tensile curves for the different forming processes: (a) 6061 aluminum alloys; (b) 3%diamond/6061 aluminum matrix composites
![]()
图 8 6061铝合金和3%金刚石/6061铝基复合材料的极限抗拉强度和能量密度的关系
Figure 8. Relationship between the ultimate tensile strength and energy density of the 6061 aluminum alloys and the 3%diamond/6061 aluminum matrix composites
表 1 6061粉末化学成分(质量分数)
Table 1 Chemical composition of the 6061 powders
% Si Fe Cu Mn Mg Zn Cr Ti Al 0.4500 0.0560 0.2200 0.0018 0.9500 0.0046 0.1900 0.0012 余量  下载: 导出CSV
下载: 导出CSV
表 2 激光粉末床熔融成形工艺参数
Table 2 Process parameters of laser powder bed fusions
编号 激光功率,
P / W扫描速度,
v / (mm·s−1)能量密度,
EDV / (J·mm−3)1 250 800 148.81 2 250 1000 119.05 3 250 1200 99.21 4 300 800 178.57 5 300 1000 142.86 6 300 1200 119.05 7 350 800 208.33 8 350 1000 166.67 9 350 1200 138.89
下载: 导出CSV
表 3 3%金刚石/6061铝基复合材料能谱点扫结果
Table 3 EDS data of the 3%diamond/6061 aluminum matrix composites
位置 点1 点2 点3 点4 质量分数 / % 原子数分数 / % 质量分数 / % 原子数分数 / % 质量分数 / % 原子数分数 / % 质量分数 / % 原子数分数 / % Al 58.3 38.9 95.5 93.0 76.9 60.7 90.1 81.4 C 40.3 60.3 2.5 5.5 21.7 38.5 8.7 17.6 Si 0.5 0.3 0.6 0.6 0.4 0.3 0.5 0.4 Cu 0.4 0.1 0.5 0.2 0.2 0.1 0.1 0.3 Mg 0.4 0.3 0.6 0.6 0.4 0.3 0.4 0.4 Fe 0.1 0.1 0.3 0.1 0.3 0.1 0.2 0.1
下载: 导出CSV
-
[1] Fan H J, Hu J Y, Wang Y, et al. A review of laser additive manufacturing (LAM) aluminum alloys: Methods, microstructures and mechanical properties. Opt Laser Technol, 2024, 175: 110722 DOI: 10.1016/j.optlastec.2024.110722
[2] 吴灵芝, 温耀杰, 张百成, 等. 选区激光熔化铝合金制备研究现状. 粉末冶金技术, 2021, 39(6): 549 Wu L Z, Wen Y J, Zhang B C, et al. Research status of selective laser melting aluminum alloys. Power Metall Technol, 2021, 39(6): 549
[3] Chen Y, Xiao C W, Zhu S, et al. Microstructure characterization and mechanical properties of crack-free Al−Cu−Mg−Y alloy fabricated by laser powder bed fusion. Addit Manuf, 2022, 58: 103006
[4] Rometsch P A, Zhu Y M, Wu X H, et al. Review of high-strength aluminium alloys for additive manufacturing by laser powder bed fusion. Mater Des, 2022, 219: 110779 DOI: 10.1016/j.matdes.2022.110779
[5] Mair P, Kaserer L, Braun J, et al. Dependence of mechanical properties and microstructure on solidification onset temperature for Al2024–CaB6 alloys processed using laser powder bed fusion. Mater Sci Eng A, 2022, 833: 142552 DOI: 10.1016/j.msea.2021.142552
[6] Li M, Yao S, Wang J J, et al. Role of Er on the densification, microstructure and mechanical properties of 7075 aluminium alloys manufactured by laser powder bed fusion. J Mater Res Technol, 2022, 20: 2021 DOI: 10.1016/j.jmrt.2022.08.004
[7] Otani Y, Sasaki S. Effects of the addition of silicon to 7075 aluminum alloy on microstructure, mechanical properties, and selective laser melting processability. Mater Sci Eng A, 2020, 777: 139079 DOI: 10.1016/j.msea.2020.139079
[8] Uddin S Z, Murr L E, Terrazas C A, et al. Processing and characterization of crack-free aluminum 6061 using high-temperature heating in laser powder bed fusion additive manufacturing. Addit Manuf, 2018, 22: 405
[9] Opprecht M, Garandet J P, Roux G, et al. An understanding of duplex microstructures encountered during high strength aluminium alloy laser beam melting processing. Acta Mater, 2021, 215: 117024 DOI: 10.1016/j.actamat.2021.117024
[10] Mehta A, Zhou L, Huynh T, et al. Additive manufacturing and mechanical properties of the dense and crack free Zr-modified aluminum alloy 6061 fabricated by the laser-powder bed fusion. Addit Manuf, 2021, 41: 101966
[11] Yang H, Sha J W, Zhao D D, et al. Defects control of aluminum alloys and their composites fabricated via laser powder bed fusion: A review. J Mater Process Technol, 2023, 319: 118064 DOI: 10.1016/j.jmatprotec.2023.118064
[12] Liu J W, Kou S. Effect of diffusion on susceptibility to cracking during solidification. Acta Mater, 2015, 100: 359 DOI: 10.1016/j.actamat.2015.08.064
[13] Tan Z Q, Li Z Q, Fan G, et al. Fabrication of diamond/aluminum composites by vacuum hot pressing: Process optimization and thermal properties. Compos Eng, 2013, 47: 173 DOI: 10.1016/j.compositesb.2012.11.014
[14] Zhou H Y, Ran M, Li Y Q, et al. Improvement of thermal conductivity of diamond/Al composites by optimization of liquid-solid separation process. J Mater Process Technol, 2021, 297: 117267 DOI: 10.1016/j.jmatprotec.2021.117267
[15] Ma Y, Ji G, Li X P, et al. On the study of tailorable interface structure in a diamond/Al12Si composite processed by selective laser melting. Materialia, 2019, 5: 100242 DOI: 10.1016/j.mtla.2019.100242
[16] Tan Z Q, Ji G, Addad A, et al. Tailoring interfacial bonding states of highly thermal performance diamond/Al composites: Spark plasma sintering vs. vacuum hot pressing. Composites Part A, 2016, 91: 9







计量
- 文章访问数: 441
- HTML全文浏览量: 76
- PDF下载量: 52
