
Microstructure and properties of Fe2(MoO4)3 prepared by sintering recovery products from waste MoSi2
-
摘要:
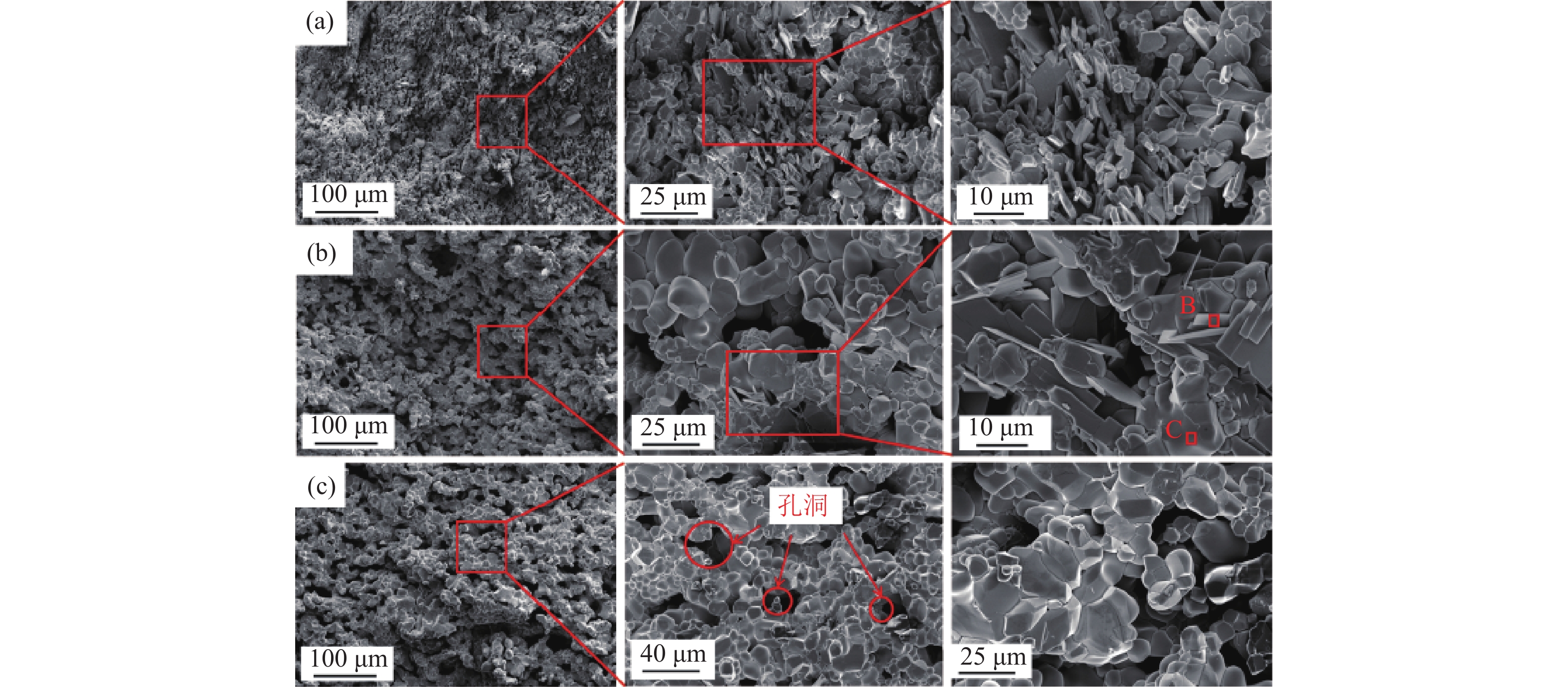
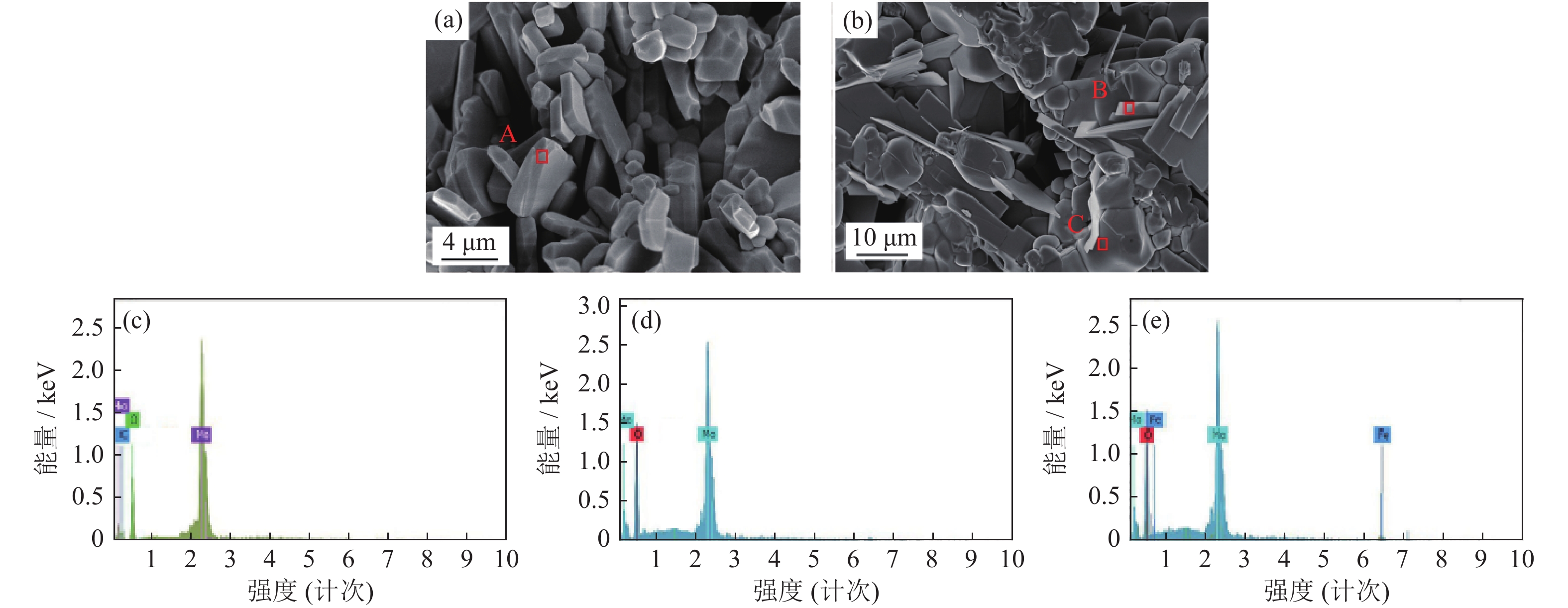
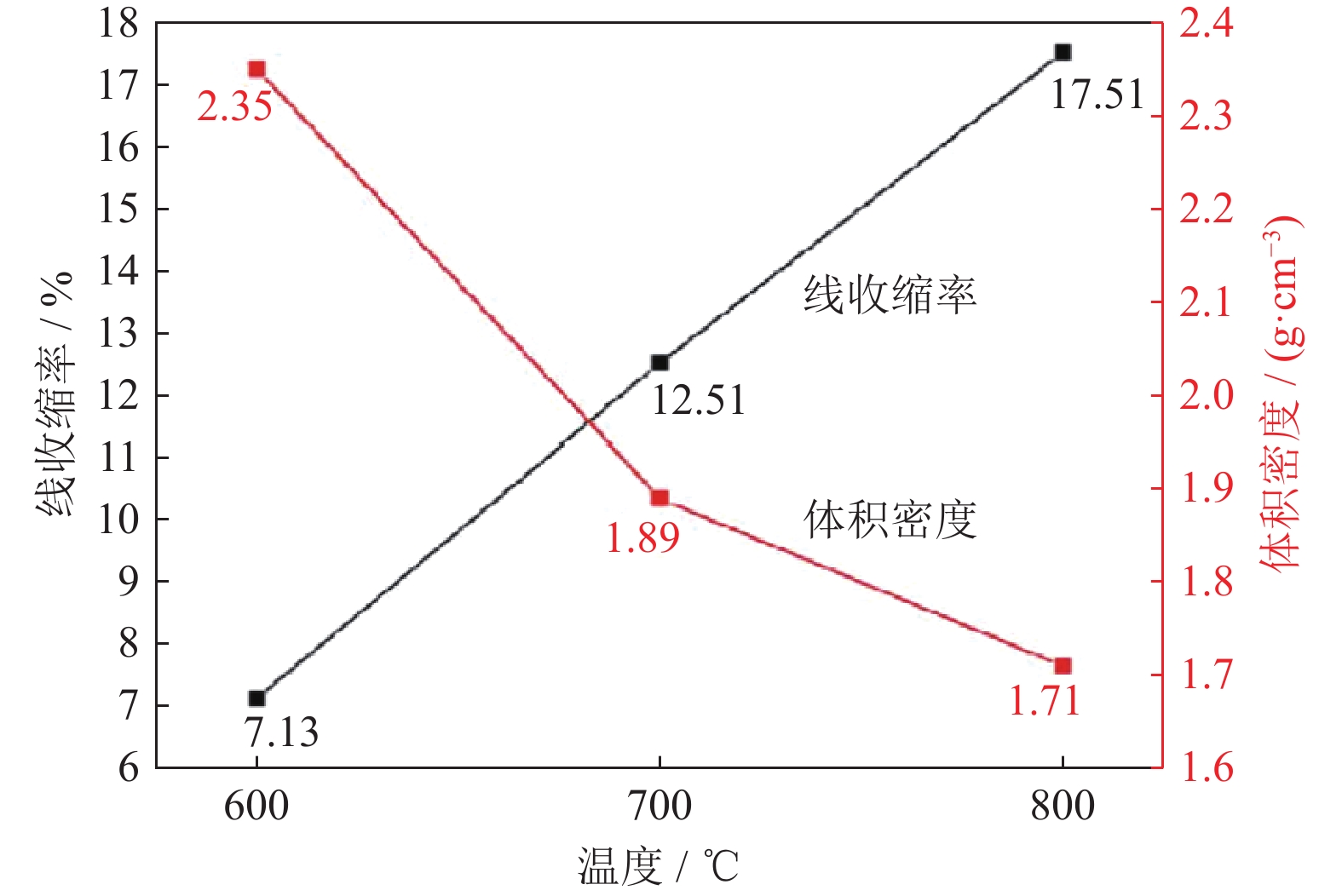
采用热蒸发法回收废旧MoSi2氧化煅烧产物MoO3,以回收MoO3粉末与Fe2O3为原料,经反应烧结制备Fe2(MoO4)3。讨论了MoSi2完全氧化所需的时间和温度,并研究了Fe2(MoO4)3材料的组织形貌、线收缩率、体积密度和光谱学性能。结果表明:废旧MoSi2材料粉末经500 ℃煅烧120 min以上时间即可完全氧化。在MoO3与Fe2O3反应烧结过程中,烧结温度越高,MoO3与Fe2O3反应越完全,所制备的Fe2(MoO4)3材料空隙随之增多,线收缩率升高,体积密度降低。与纯Fe2(MoO4)3材料相比,Fe2(MoO4)3和MoO3复合相的光生电子–空穴对更不易复合,理论光催化活性更高。以亚甲基蓝为染料,纯Fe2(MoO4)3对其具有良好的吸附性能,而Fe2(MoO4)3和MoO3复合相则表现出优异的光催化性能,且Fe2(MoO4)3和MoO3复合相的光催化降解循环稳定性最好。
Abstract:MoO3 was recovered from waste MoSi2 after oxidation roasting by thermal evaporation method, and Fe2(MoO4)3 was prepared by reaction sintering method using the recovered MoO3 and Fe2O3 as raw materials. The time and temperature for the complete oxidation of MoSi2 were discussed, and the microstructure, linear shrinkage, volume density, spectral properties of the prepared Fe2(MoO4)3 materials were studied. The results show that, the waste MoSi2 powders can be completely oxidized after calcination at 500 ℃ for more than 120 min. During the reaction sintering process of MoO3 and Fe2O3, the higher the sintering temperature, the more complete the reaction between MoO3 and Fe2O3; the void of the prepared Fe2(MoO4)3 materials increases, the line shrinkage rate increases, and the volume density decreases. Fluorescence spectrum analysis shows that, the photogenerated electron-hole pairs of the Fe2(MoO4)3 and MoO3 composite materials are more difficult to be recombined than those of the pure Fe2(MoO4)3, showing the higher photocatalytic activity for the composites. Using methylene blue as dye, the pure Fe2(MoO4)3 has the good adsorption performance, while the Fe2(MoO4)3 and MoO3 composites show the excellent photocatalytic performance, and the mixture of Fe2(MoO4)3 and MoO3 composites has the best photocatalytic degradation cycle stability.
-
流动温压工艺是在温压工艺的基础上,结合粉末注射成形工艺的优点而发展的一种近净成形技术[1–3]。粉末在温压状态下的流动性是获得高性能粉末冶金零件的关键因素,粉末中添加的黏结剂在加热条件下转变为黏流态,黏流态的黏结剂在压制力的作用下带动粉末流动,从而大大提高了粉末填充能力和成型性,因此流动温压工艺既具有温压工艺成形高密度零件的特点[4],又能像注射成形一样成形形状复杂的零件,是一项极具潜力的新技术[5]。
黏结剂一般由低分子物质、高分子物质及必要的添加剂组成,通常加入质量分数为1%~6%。虽然黏结剂的加入能够提高粉末的流动性,但烧结过程中,高分子黏结剂的分解会在烧结坯内部留下大量孔隙,孔隙的存在会降低零件烧结密度和力学性能,因此对脱脂工艺进行研究非常有必要[6]。流动温压工艺黏结剂用量远低于注射成形工艺,通常不需要专门的脱脂工序,直接采用热脱脂的方法可以实现脱脂、烧结一体化。目前对粉末热脱脂的研究多集中在注射成形上,赵利刚和周时宇等[7–8]研究认为只要脱除质量分数4%左右的黏结剂,试样中就会形成初始孔隙,随着新的孔隙在内表面不断形成,试样内部形成连通孔隙。李永,陈慧和郑军君等[9–11]发现流动温压工艺热脱脂关键在于控制低温阶段升温速度。
本文使用石蜡基聚合物作为铁基粉末流动温压工艺的黏结剂,采用热重分析法(thermogravimetric analysis,TGA)研究黏结剂在N2气氛下的脱脂过程,通过微分法计算脱脂反应动力学参数,确定热脱脂升温速率,制订合理的脱脂和烧结工艺。
1. 实验材料及方法
实验原料选用山东莱芜奥星生产的316L水雾化铁粉,混合金属粉末成分与粒度见表 1所示。采用石蜡基聚合物作为黏结剂,各组元熔点和成分见表 2。
表 1 实验用金属粉末的成分与粒度Table 1. Composition and particle sizes of the raw powders粉末 粒度/μm 质量分数/% 水雾化铁粉 ≤147 78.5 羟基铁粉 5 20.0 还原钼粉 ≤75 0.5 石墨粉 ≤75 1.0 表 2 黏结剂组元热解温度和成分Table 2. Thermal characteristic and composition of binder components组元 熔点/ ℃ 热分解温度/ ℃ 质量分数/ % 聚酰胺(PA) 170.6 316.6~500.5 65.0 聚乙烯蜡(PE) 113.1 192.3~480.9 17.5 普通石蜡(PW) 64.7 180.1~307.0 17.5 将金属粉末和黏结剂按各自成分混合好,再加入适量的溶剂,将黏结剂(质量分数6%)和金属粉末(质量分数94%)进行湿混,直到溶剂差不多完全挥发为止;将湿混后的粉末在50 ℃下干燥2 h,防止黏结剂固化;将干燥好的粉末研磨,过100目筛;将过筛后的预混合粉末再次混合1 h得到预混合粉末。利用十字腔模具在CMT 5105型万能材料拉伸机上将预混合粉末压制成十字生坯,压制温度163 ℃,压制速度250 mm/min,压制压力600 MPa。
利用Netszh STA449热分析仪对生坯试样和纯黏结剂体系分别进行热重分析,得到相应的热重–微商热重曲线(thermogravimetry–derivative thermogravimetry,TG–DTG);采用排水法来测定试样生坯和烧结坯密度;烧结收缩率根据国家标准GB/T5159-1985计算;利用光学显微镜进行微观结构分析,试样观察面选择与压制方向垂直的表面。
2. 结果与讨论
2.1 脱脂过程失重分析
对纯黏结剂和生坯进行热重分析,升温速率分别为2、5、8、11 ℃·min-1,得到相应的热重曲线如图 1所示。图 1(a)是纯黏结剂在升温速率为11 ℃·min-1下的热重曲线,可以观察到曲线明显分为两个失重阶段,第1阶段是140~340 ℃,失重率为30.28%,对应的是低熔点石蜡和部分聚乙烯蜡的分解;第2段的热解区间为340~480 ℃,主要是高熔点组元聚酰胺以及部分聚乙烯蜡的分解,其失重率为66.33%。分析可见,纯黏结剂失重区间主要集中在高温脱脂段,低温脱脂段组元失重少,分解平缓,分解温度区间大。这种特点有利于保持脱脂坯形状,较少或不产生脱脂缺陷。
![]() 图 1 热重–微商热重分析曲线:(a)纯黏结剂;(b)含质量分数6%黏结剂的生坯Figure 1. TG–DTG curves: (a) binder; (b) green compaction with 6% binder by mass
图 1 热重–微商热重分析曲线:(a)纯黏结剂;(b)含质量分数6%黏结剂的生坯Figure 1. TG–DTG curves: (a) binder; (b) green compaction with 6% binder by mass图 1(b)是添加质量分数6%黏结剂的生坯在升温速率为11 ℃·min-1下热重曲线,与纯黏结剂热重曲线比较可见,生坯曲线的失重比较平稳,有利于控制缺陷的产生。生坯最大失重速率出现在400 ℃附近,与其对应的纯黏结剂的最大失重速率出现在460 ℃附近,大约提前了60 ℃。这种差异起因于生坯中金属粉末的加入有效降低了黏结剂分子间的联结程度,起到了分散、隔离与催化的作用,使得生坯黏结剂的脱除通道较纯黏结剂更为畅通。
2.2 热重曲线动力学分析
对生坯不同升温速率下的热重曲线进行一阶微分处理,可以得到相应的微商热重(derivative thermogravimetry,DTG)曲线,如图 2示。微商热重曲线反映了脱脂速率的瞬时变化情况,随着升温速率的增加,相应的瞬时脱脂速率上升,曲线峰谷向高温方向移动,但曲线的形状没有发生变化,且每条曲线都有两个峰谷对应两个分解阶段。
![]() 图 2 不同升温速率下生坯的微商热重曲线Figure 2. DTG curves of green compaction at different heating rates
图 2 不同升温速率下生坯的微商热重曲线Figure 2. DTG curves of green compaction at different heating rates脱脂过程可以看作是聚合物热解反应气体逸出的过程,同时生坯的内部质量和传热可以忽略不计。一般反应速率微分方程如式(1)所示[12]。
$$\frac{{{\rm{d}}\alpha }}{{{\rm{d}}t}} = f(\alpha ) \cdot k(T)$$ (1) 式中:f(α)为机理函数的微分形式,α为转化率,t为时间,T为温度,k(T)为温度T下的反应速率常数。
根据阿累尼乌斯方程(Arrhenius)得出金属坯体脱脂反应速率方程,如式(2)所示[13]。
$$ k(T) = A \cdot \exp \left( { - E/RT} \right) $$ (2) 式中:A为指数前因子(频率因子),min-1;Ea为激活能,kJ·mol-1;R为普适气体常数,R = 8.314 [J·(mol·K)-1]。
由式(1)与式(2)结合Coats–Redfren方法[14–15]得出金属坯体脱脂反应动力学方程,如式(3)所示。
$$\ln \left[ {k(T)} \right] = \ln \left( {\frac{{AR}}{{\beta {E_{\rm{a}}}}}} \right) - \frac{{{E_{\rm{a}}}}}{{RT}}$$ (3) 式中:β为升温速率,℃·min-1,实验中为常数。
图 2为不同升温速率下生坯的微商热重曲线,有图可知,瞬时脱脂速率波动较大的区域对应两个分解阶段:第1阶段470~660 ℃(低温阶段),对应着普通石蜡的分解;第2阶段660~760 ℃(高温阶段),对应着高分子组元的分解。利用作图法分别得到两区域不同速率下的ln[k(T)]–T-1关系曲线,如图 3所示,通过拟合直线的截距和斜率可以计算得到指前因子(A)、激活能(Ea)以及拟合系数(r2),结果见表 3所示。
![]() 图 3 Arrhenius方程ln[k(T)]与T-1关系:(a)第1阶段470~660 ℃;(b)第2阶段660~760 ℃Figure 3. Plot of ln[k(T)] and T-1: (a) 470~660 ℃ in stage 1; (b) 660~760 ℃ in stage 2表 3 生坯脱脂过程动力学参数Table 3. Kinetic parameters of green compact with diffeent heating rates
图 3 Arrhenius方程ln[k(T)]与T-1关系:(a)第1阶段470~660 ℃;(b)第2阶段660~760 ℃Figure 3. Plot of ln[k(T)] and T-1: (a) 470~660 ℃ in stage 1; (b) 660~760 ℃ in stage 2表 3 生坯脱脂过程动力学参数Table 3. Kinetic parameters of green compact with diffeent heating rates热解阶段 升温速率,β/(℃·min-1) 激活能,Ea/(kJ·mol-1) 指前因子,A / min-1 拟合系数,r2 第1阶段(低温阶段) 2 44.3 5.82×106 0.9954 5 31.3 0.96×106 0.9970 8 34.8 3.23×106 0.9916 11 31.6 1.94×106 0.9954 第2阶段(高温阶段) 5 56.3 1.45×108 0.9914 8 70.2 4.65×109 0.9937 11 72.7 1.14×1010 0.9938 从表 3可以看出,激活能在31.3~72.7 kJ·mol-1范围内,指前因子在0.96×106~1.14×1010 min-1。脱脂第1阶段的激活能整体上低于第2阶段,说明低分子组元更易脱除,故应严格控制升温速率,避免低分子组元脱除过快而产生大量气体形成鼓泡等缺陷。激活能随指前因子的增加而增加,表明反应对温度比较敏感[16]。
2.3 脱脂工艺优化
流动温压工艺的脱脂与烧结是一起进行的,本文仅探讨脱脂环节。保证脱脂质量的关键是控制第1阶段的升温速率,第1阶段低分子组元的脱除速率太快,通过蒸发、分解产生的气体无法及时从坯块内排出,当气体膨胀产生的力大于粉末颗粒之间的结合力时,就会导致缺陷的产生,图 4所示为脱脂坯出现的开裂、鼓泡等典型脱脂缺陷。根据表 3中生坯脱脂过程动力学参数,确定合理的热脱脂升温速率,改进脱脂工艺,图 5是优化后的脱脂工艺曲线。
2.4 试样烧结前后相关性能测试
在氮气气氛下采用优化后的热脱脂工艺对试样进行脱脂,然后在1300 ℃烧结1 h,随后冷却至室温得到完整烧结坯。测量和计算得到生坯密度、烧结坯密度和烧结收缩率,结果如表 4所示。由表 4可知,生坯经烧结后密度提高,存在一定的烧结收缩现象,且试样横向尺寸的烧结收缩率略大于轴向尺寸的烧结收缩率。烧结坯轴向部分受竖直方向压制力直接作用于粉末形成,横向部分是依靠粉末的流动挤压而形成的。随着压制力逐渐增大,轴向部分粉末发生机械咬合,如果粉末流动性不够理想,传递到横向部分的压力甚少,粉末无法充分变形,坯体内部存在较多孔洞,导致在烧结过程中横向部分有较大的收缩空间,且横向部分烧结后的孔隙数量比轴向部分多,如图 6烧结坯轴向上端和横向左端金相组织所示。利用线切割将试样切开分别测量各部分密度,结果如图 7所示,轴向部分的整体密度要高于横向部分,横向部位左右端密度最低。这与横向部分组织中含有较多的孔隙有关,可以通过适当提高黏结剂质量分数和粉末流动性来改善整体烧结密度。
表 4 生坯密度、烧结坯密度和烧结收缩率Table 4. Green density, sintered part density, and sintered part shrinkages生坯密度/ (g·cm-3) 烧结密度/ (g·cm-3) 烧结收缩率/% 轴向方向 轴向直径 横向方向 横向直径 5.971 6.720 -5.83 -0.27 -6.10 -0.31 ![]() 图 6 烧结坯不同部位金相组织:(a)轴向上端;(b)横向左端Figure 6. Microstructures of sintered parts at different location: (a) axial upper-side; (b) lateral left-side
图 6 烧结坯不同部位金相组织:(a)轴向上端;(b)横向左端Figure 6. Microstructures of sintered parts at different location: (a) axial upper-side; (b) lateral left-side![]() 图 7 烧结坯的密度分布(单位:g·cm-3)Figure 7. Density distribution of sintered parts (unit in g·cm-3)
图 7 烧结坯的密度分布(单位:g·cm-3)Figure 7. Density distribution of sintered parts (unit in g·cm-3)3. 结论
(1)黏结剂热重分析表明,脱脂过程分为两个明显阶段:第1阶段470~660 ℃(低温阶段),对应着普通石蜡的分解;第2阶段660~760 ℃(高温阶段),对应着高分子组元的分解
(2)采用微分法计算脱脂过程动力学相关参数,建立脱脂过程动力学机理方程。结果表明,激活能在31.3~72.7 kJ·mol-1范围内,指前因子在0.96×106~1.14×1010 min-1;脱脂过程第1阶段的激活能整体上低于第2阶段,由此可得,保证脱脂质量的关键是控制第1阶段的升温速率。
(3)根据生坯脱脂过程动力学参数,经反复试验确定得到最佳脱脂工艺:室温~340 ℃,升温速率2 ℃/min,保温30 min;340~500 ℃,升温速率4 ℃/min,保温60 min,随后进入烧结环节。
(4)生坯经烧结后密度整体提高,且试样横向尺寸的烧结收缩率略大于轴向尺寸烧结收缩率。试样烧结坯横向部分的整体密度要低于轴向部分,横向部位左右端密度最低,微观组织呈现较多孔隙。
-
![]()
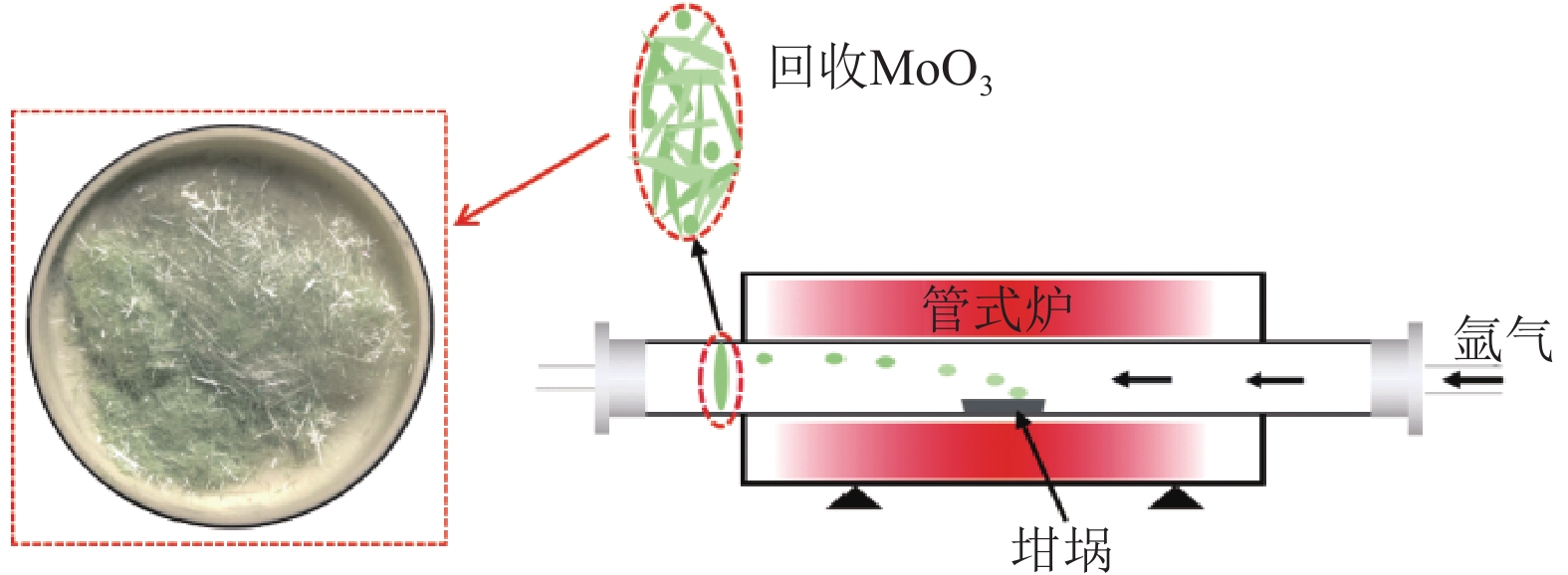
图 1 热蒸发回收MoO3装置示意图
Figure 1. Schematic diagram of the thermal evaporation recovery MoO3 device
![]()
图 2 反应烧结制备Fe2(MoO4)3实验示意图
Figure 2. Illustration of the Fe2(MoO4)3 fabrication process by reactive sintering
![]()
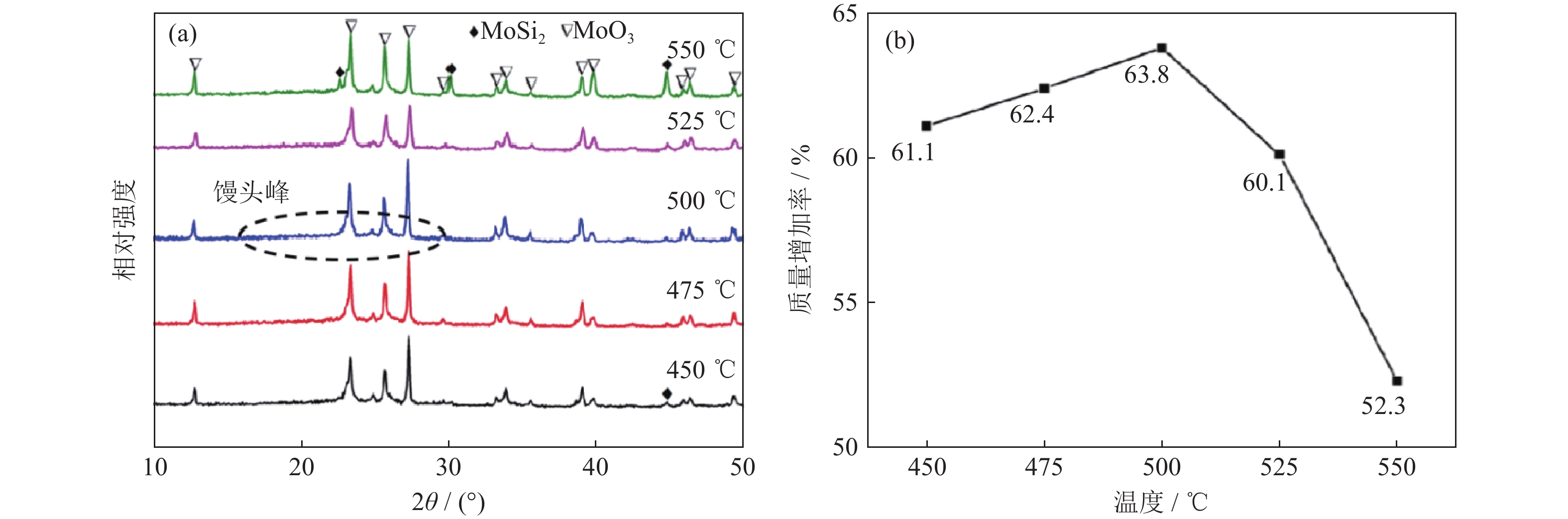
图 3 废旧MoSi2粉末煅烧氧化180 min的X射线衍射图谱(a)和随煅烧温度变化的质量增加率(b)
Figure 3. XRD patterns (a) and mass increase rate (b) of the waste MoSi2 powders oxidized for 180 min with different calcination temperature
![]()
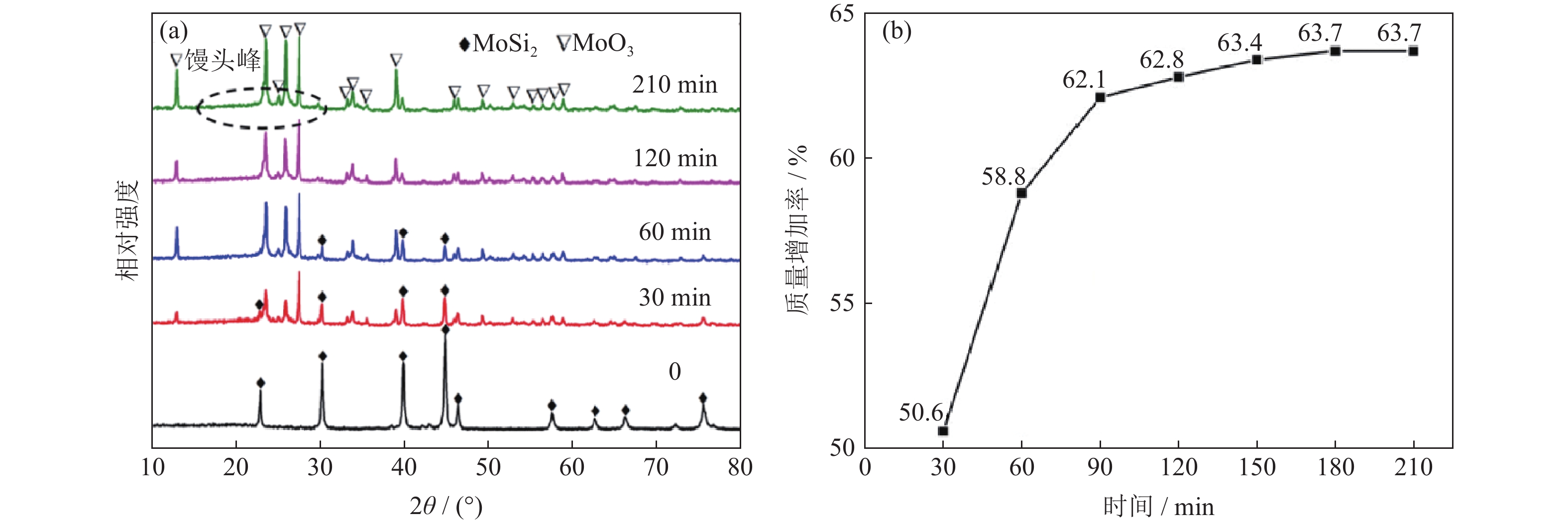
图 4 废旧MoSi2粉末500 ℃煅烧氧化的X射线衍射图谱(a)和随煅烧氧化时间变化的质量增加率(b)
Figure 4. XRD patterns (a) and mass increase rate (b) of the waste MoSi2 powders oxidized at 500 ℃ with different calcination oxidation time
![]()
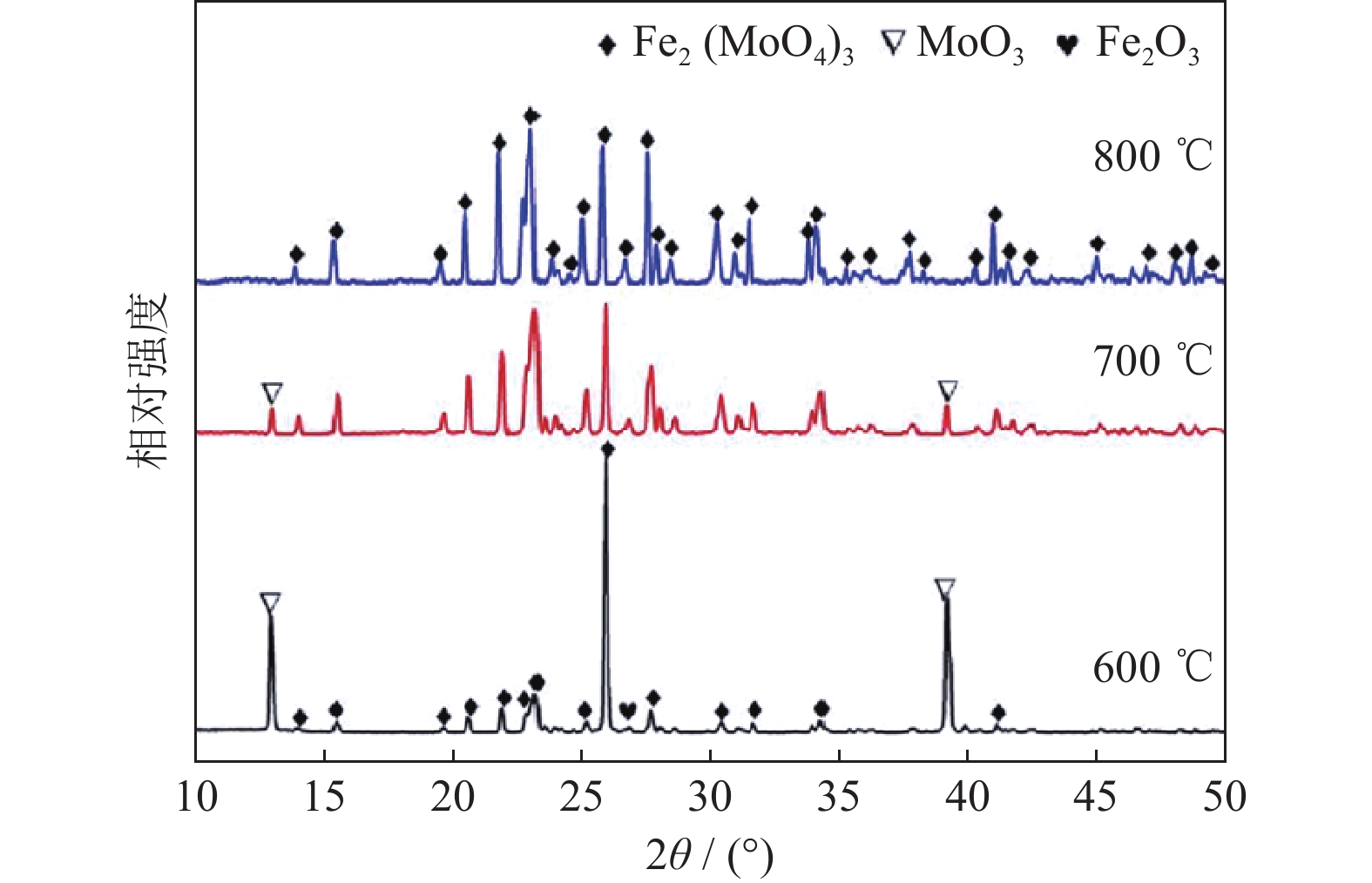
图 5 反应烧结制备Fe2(MoO4)3产物的X射线衍射图谱
Figure 5. XRD patterns of the Fe2(MoO4)3 products prepared by reaction sintering
![]()
图 6 不同烧结温度条件下Fe2(MoO4)3产物微观形貌:(a)600 ℃;(b)700 ℃;(c)800 ℃
Figure 6. Microstructures of the Fe2(MoO4)3 products sintered at different sintering temperatures: (a) 600 ℃; (b) 700 ℃; (c) 800 ℃
![]()
图 7 600 ℃(a)和700 ℃(b)烧结温度下Fe2(MoO4)3产物以及A点(c)、B点(d)和C点(e)能谱分析
Figure 7. SEM images of the Fe2(MoO4)3 products at 600 ℃ (a) and 700 ℃ (b) and the corresponding EDS analysis at points A (c), B (d) and C (e)
![]()
图 8 烧结温度对Fe2(MoO4)3产物线收缩率及体积密度的影响
Figure 8. Linear shrinkage and bulk density of the Fe2(MoO4)3 products at different sintering temperatures
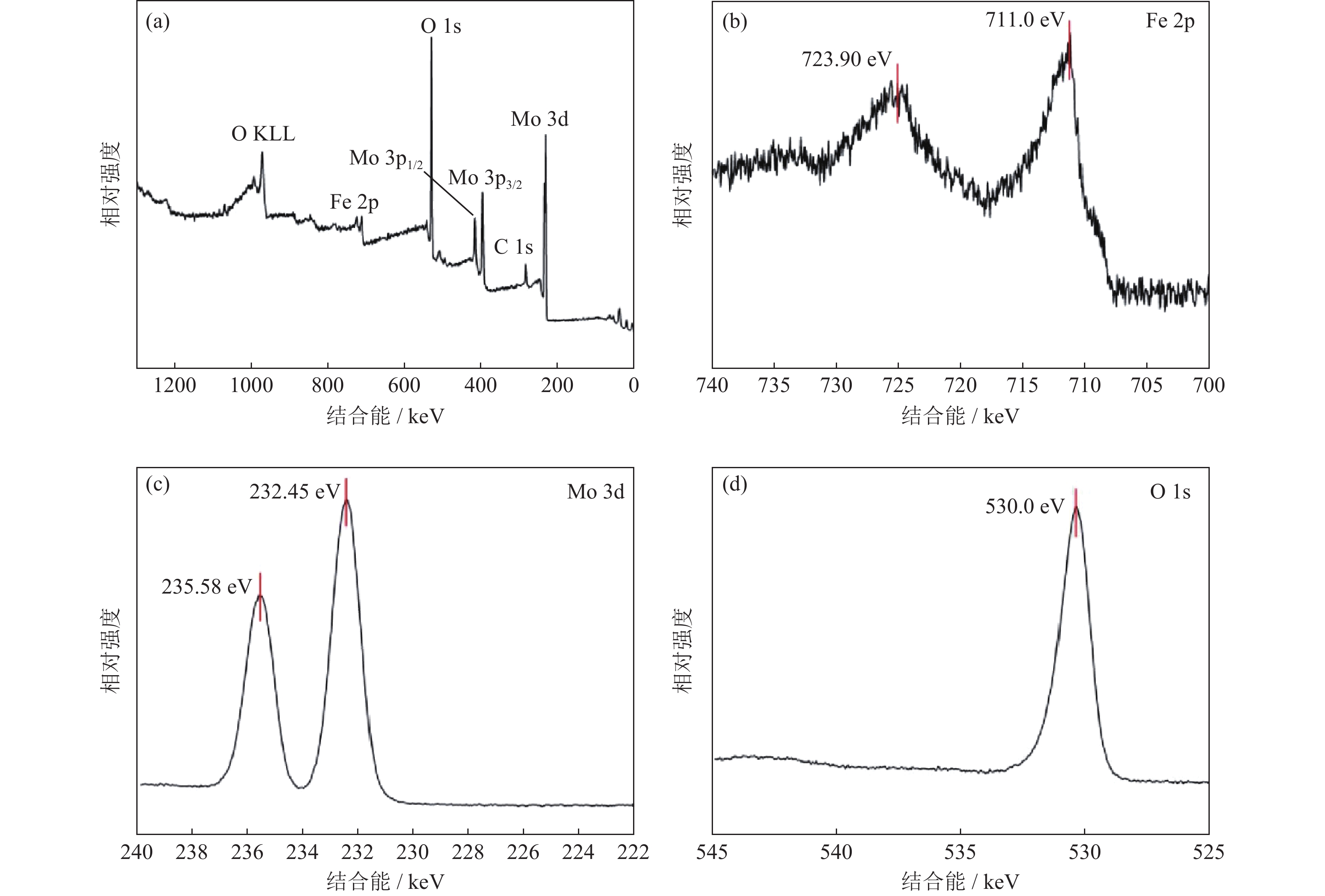
![]()
图 9 700 ℃样品Fe2(MoO4)3的X射线光电子能谱图:(a)宽扫图;(b)Fe 2p;(c)Mo 3d;(d)O 1s
Figure 9. XPS spectrums of the Fe2(MoO4)3 products: (a) wide sweep; (b) Fe 2p; (c) Mo 3d; (d) O 1s
![]()
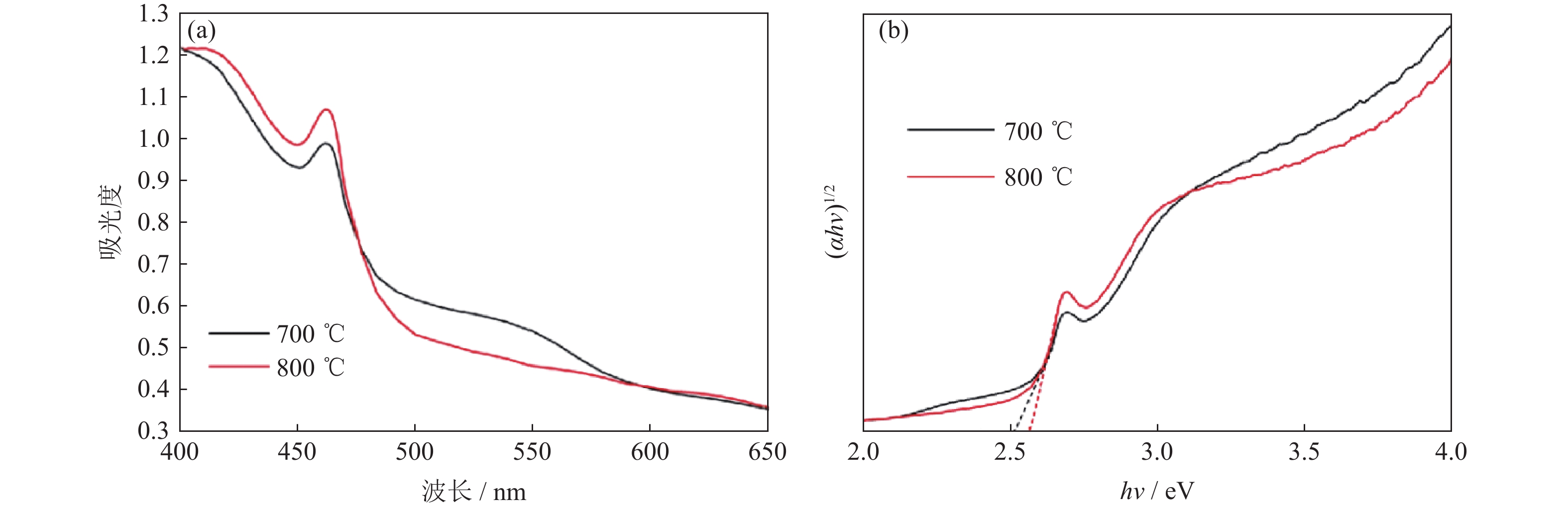
图 10 700 ℃和800 ℃烧结产物的紫外可见漫反射光谱(a)和禁带宽度(b)
Figure 10. UV-VIS diffuse reflectance spectra (a) and band gap (b) of the products sintered at 700 ℃ and 800 ℃
![]()
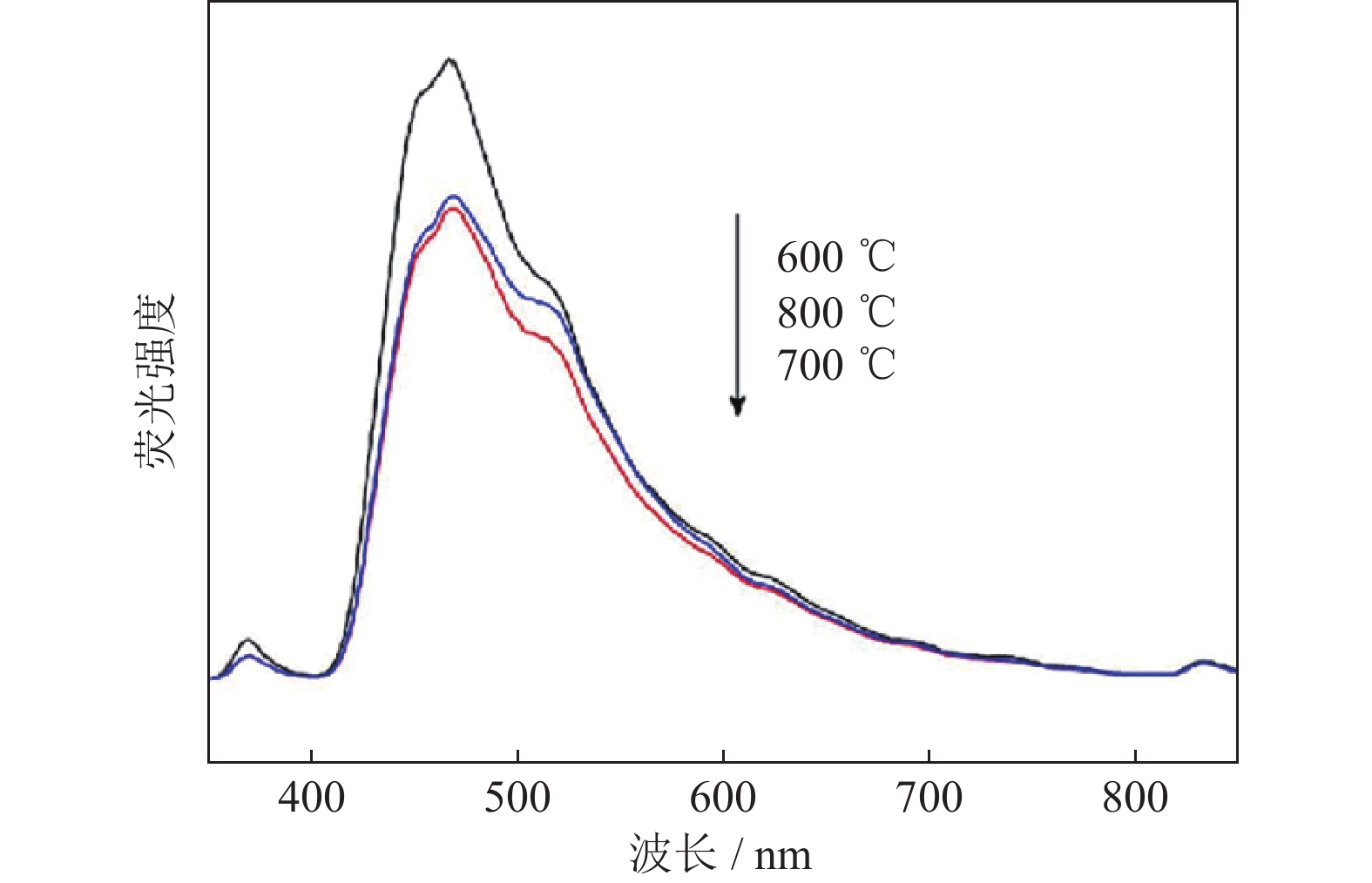
图 11 不同烧结温度产物在365 nm激发波长下的荧光光谱
Figure 11. Fluorescence spectra of the products at different sintering temperatures at 365 nm excitation wavelength
![]()
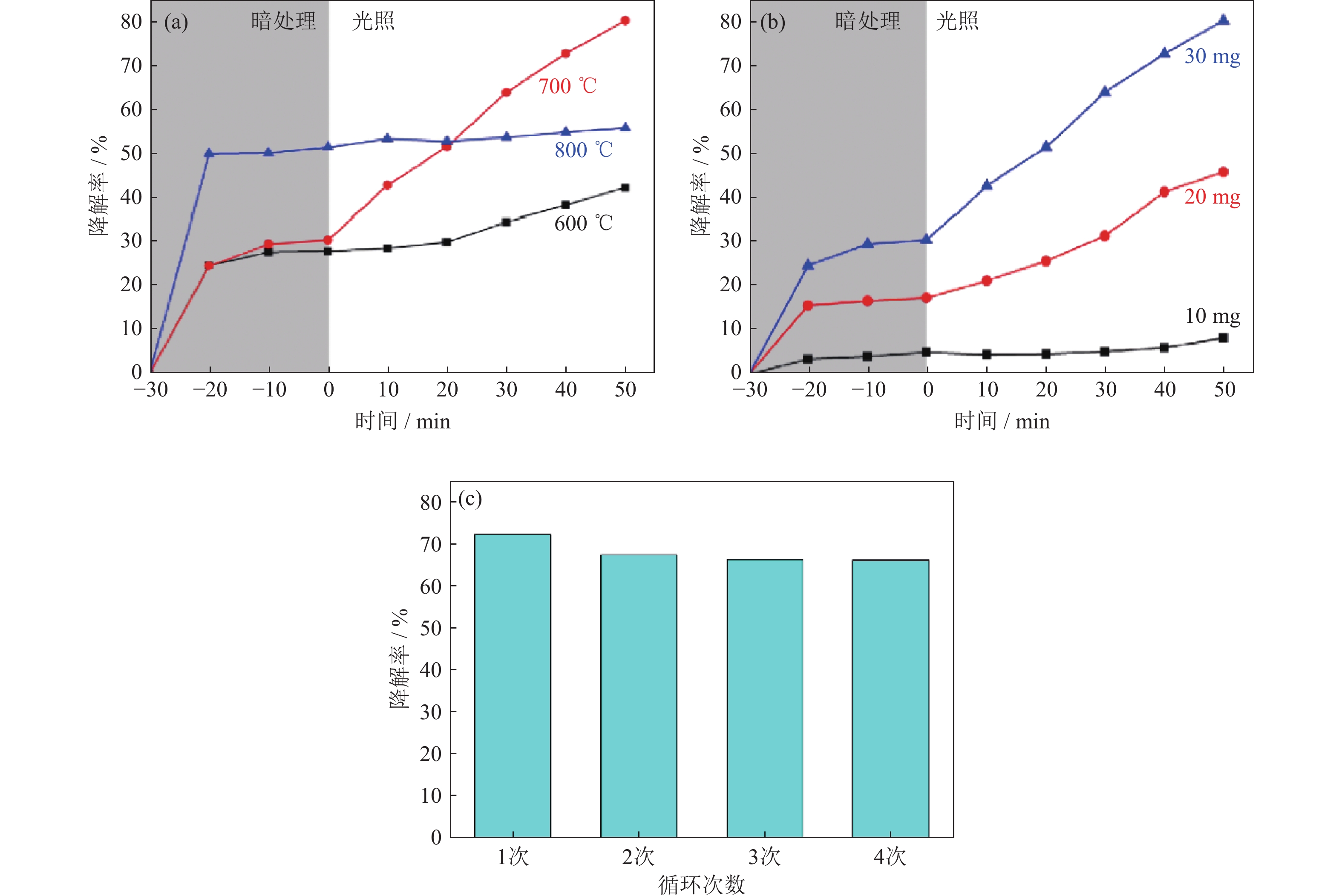
图 12 700 ℃烧结产物的光催化降解测试:(a)暗处理30 min吸附降解率及光照60 min光催化率;(b)催化剂添加量对染料光催化性能的影响;(c)催化稳定性测试
Figure 12. Photocatalytic degradation tests of the products sintered at 700 ℃: (a) adsorption degradation efficiency in dark for 30 min and photocatalytic efficiency for 60 min illumination; (b) effect of catalyst amount on the photocatalytic degradation of products; (c) catalytic stability test for 4 cycles
表 1 废旧MoSi2粉末中元素种类及含量(质量分数)
Table 1 Chemical composition of the waste MoSi2 powders
% Mo Si O W Al Rh Se Fe Mg 45.78 28.05 13.00 8.17 2.16 0.53 0.36 0.17 0.12  下载: 导出CSV
下载: 导出CSV
-
[1] 张强, 蔡永丰, 李晓静, 等. 钼合金粉末冶金研究进展. 粉末冶金技术, 2023, 41(1): 44 Zhang Q, Cai Y F, Li X J, et al. Research progress of molybdenum alloys prepared by powder metallurgy. Powder Metall Technol, 2023, 41(1): 44
[2] 潘以庆, 田青超, 徐文进. 钼合金顶头制备技术研究进展. 粉末冶金技术, 2021, 39(5): 452 Pan Y Q, Tian Q C, Xu W J. Research progress on the preparation technology of molybdenum alloy piercing plug. Powder Metall Technol, 2021, 39(5): 452
[3] 冯培忠, 曲选辉, 杜学丽, 等. 二硅化钼抗氧化性的研究进展. 粉末冶金技术, 2006, 24(1): 64 DOI: 10.3321/j.issn:1001-3784.2006.01.015 Feng P Z, Qu X H, Du X L, et al. Progress in the oxidation resistance of molybdenum disilicide. Powder Metall Technol, 2006, 24(1): 64 DOI: 10.3321/j.issn:1001-3784.2006.01.015
[4] Zaki Z I, Mostafa N Y, Ahmed Y M Z. Synthesis of dense mullite/MoSi2, composite for high temperature applications. Int J Refract Met Hard Mater, 2014, 45: 23 DOI: 10.1016/j.ijrmhm.2014.03.006
[5] Lu Q, Chen X, Fan J L. Effect of Nb–Al–SiC elements combined with pre-oxidation treatment on the pesting resistance of MoSi2. Cream Int, 2019, 45(13): 15807 DOI: 10.1016/j.ceramint.2019.05.041
[6] 彭可, 易茂中, 冉丽萍. MoSi2及MoSi2基复合材料制备技术的新进展. 材料导报, 2006, 20(7): 54 DOI: 10.3321/j.issn:1005-023X.2006.07.014 Peng K, Yi M Z, Ran L P. Progress in the fabrication of MoSi2 and MoSi2 matrix composites. Mater Rev, 2006, 20(7): 54 DOI: 10.3321/j.issn:1005-023X.2006.07.014
[7] Arreguin-Zavala J, Turenne S, Martel A, et al. Microwave sintering of MoSi2-Mo5Si3 to promote a final nanometer-scale microstructure and suppressing of pesting phenomenon. Mater Charact, 2012, 68: 117 DOI: 10.1016/j.matchar.2012.03.014
[8] 张来启, 高强, 林均品. MoSi2超高温结构材料的研究进展. 中国材料进展, 2015, 34(2): 126 Zhang L Q, Gao Q, Lin J P. The state-of-art of ultra-high-temperature structural MoSi2. Mater China, 2015, 34(2): 126
[9] Feng P Z, Wang X H, He Y Q, et al. Effect of high-temperature preoxidation treatment on the low-temperature oxidation behavior of a MoSi2-based composite at 500 ℃. J Alloys Compd, 2009, 473(1-2): 185 DOI: 10.1016/j.jallcom.2008.06.032
[10] 杜永芳, 宋继梅, 王红, 等. Fe2(MoO4)3类芬顿催化剂的制备及中性条件下降解结晶紫的研究. 安徽大学学报(自然科学版), 2012, 36(6): 73 Du Y F, Song J M, Wang H, et al. Synthesis of Fe2(MoO4)3 Fenton-like catalyst and degradation of crystal violet at neutral condition. J Anhui Univ Nat Sci, 2012, 36(6): 73
[11] 黄政, 金国杰, 高焕新. Fe2(MoO4)3/MoO3纳米棒催化剂的制备及应用. 工业催化, 2017, 25(2): 5 DOI: 10.3969/j.issn.1008-1143.2017.02.007 Huang Z, Jin G J, Gao H X. Preparation and application of Fe2(MoO4)3/MoO3 nano-rod catalysts. Ind Catal, 2017, 25(2): 5 DOI: 10.3969/j.issn.1008-1143.2017.02.007
[12] 朱淼淼, 杨宏训, 林生岭. 铁钼氧化物电极材料的制备及在锂离子电池中的应用. 江苏科技大学学报(自然科学版), 2019, 33(3): 38 Zhu M M, Yang H X, Lin S L. Preparation of iron molybdenum oxide electrode material and its application in lithium ion batteries. J Jiangsu Univ Sci Technol Nat Sci, 2019, 33(3): 38
[13] 孙天昊, 郝素菊, 蒋武锋, 等. 纳米氧化铁的制备及形貌分析. 粉末冶金技术, 2021, 39(1): 76 Sun T H, Hao S J, Jiang W F, et al. Preparation and morphology analysis of nano-sized iron oxide. Powder Metall Technol, 2021, 39(1): 76
[14] Lü J S, Liu X N, Zhang X T, et al. Experimental and DFT study of peapod-like Fe2(MoO4)3 nanofibers for photodegradation of ciprofloxacin. Mater Lett, 2021, 290: 129456 DOI: 10.1016/j.matlet.2021.129456
[15] Zhu Y F, Ma S C, Yang Y, et al. Direct Z-scheme Fe2(MoO4)3/MoO3 heterojunction: Photo-Fenton reaction and mechanism comprehension. J Alloys Compd, 2021, 873: 159830 DOI: 10.1016/j.jallcom.2021.159830
[16] 银锐明, 范景莲, 刘勋, 等. Fe2(MoO4)3/Si3N4复合粉末还原过程中的微观组织结构. 材料研究学报, 2010, 24(1): 69 Yin R M, Fan J L, Liu X, et al. Formation mechanism of microstructure of Fe2(MoO4)3/SigN4 composite powder by hydrogen reduction. Chin J Mater Res, 2010, 24(1): 69
[17] Kim T H, Ramachandra B, Choi J S, et al. Selective oxidation of methanol to formaldehyde using modified iron-molybdate catalysts. Catal Lett, 2004, 98(2): 161
[18] Wang C H, Chu X F, Wu M M. Detection of H2S down to ppb levels at room temperature using sensors based on ZnO nanorods. Sens Actuators B, 2006, 113(1): 320 DOI: 10.1016/j.snb.2005.03.011
[19] Shirakawa J, Nakayama M, Wakihara M, et al. Changes in electronic structure upon lithium insertion into Fe2(SO4)3 and Fe2(MoO4)3 investigated by X-ray absorption spectroscopy. J Phys Chem B, 2007, 111(6): 1424 DOI: 10.1021/jp065802g
[20] House M P, Carley A F, Ricardo Echeverriavalda A, et al. Effect of varying the cation ratio within iron molybdate catalysts for the selective oxidation of methanol. J Phys Chem C, 2008, 112(11): 4333 DOI: 10.1021/jp711251b
[21] 武洲, 王娜, 吴吉娜, 等. 钼钨合金烧结致密化行为. 粉末冶金技术, 2021, 39(3): 234 Wu Z, Wang N, Wu J N, et al. Sintering densification behavior of molybdenum tungsten alloys. Powder Metall Technol, 2021, 39(3): 234
[22] Reiff W M, Zhang J H, Torardi C C. Topochemical lithium insertion into Fe2(MoO4)3: Structure and magnetism of Li2Fe2(MoO4)3. J Solid State Chem, 1986, 62(2): 231 DOI: 10.1016/0022-4596(86)90236-7







计量
- 文章访问数:
- HTML全文浏览量:
- PDF下载量:
