
Synthesis of MoO3 nanobelts/reduced graphene oxide by one-step hydrothermal method and the corresponding electrochemical properties
-
摘要:
为了提高超级电容器电极材料三氧化钼(MoO3)的储能性能,通过一步水热法合成了MoO3纳米带/还原氧化石墨烯(reduced graphene oxide,RGO)复合材料,研究了水热法对复合材料的组织结构及电化学性能的影响。利用X射线衍射分析、扫描电子显微形貌观察、傅里叶变换红外光谱分析、循环伏安曲线、恒流充放电曲线等方法对材料的物相、形貌及电化学性能进行了表征。结果显示,通过一步水热法成功制得MoO3纳米带/RGO复合材料,复合前MoO3比电容为228 F∙g‒1,复合后比电容提高了17.5%。复合材料中MoO3纳米带被还原氧化石墨烯包裹或者附着在还原氧化石墨烯表面,增强了材料的导电性并使其结构更稳定,从而提升了电化学性能。
Abstract:To improve the energy storage performance of MoO3 as the supercapacitor electrode materials, the MoO3 nanoribbon/reduced graphene oxide (RGO) composites were synthesized by one-step hydrothermal method. The phase structure, microstructure, and electrochemical properties of the composites were characterized by X-ray diffraction analysis, scanning electron microscopy, Fourier transform infrared spectroscopy, cyclic voltammetry curves, and constant current charge discharge curves. The results show that, the MoO3 nanoribbon/RGO composites are successfully fabricated by the one-step hydrothermal method. Encouragingly, the specific capacitance of the composite materials is increased by 17.5%, compared with that of pure MoO3 as 228 F∙g‒1. Furthermore, the MoO3 nanoribbons are wrapped by RGO or attached to the surface of RGO in the composites, enhancing the electrical conductivity and structure stability, and then improving the electrochemical performance.
-
Keywords:
- molybdenum trioxide /
- hydrothermal method /
- graphene oxide /
- supercapacitor /
- specific capacitance
-
增材制造技术(additive manufacturing technique,AM)是基于离散–堆积原理,采用零件三维数据驱动直接制造零件的快速成形技术,其主要工艺过程为数据建模、模型数据转换、打印成形、后处理。相对于传统的减材制造(切削加工)技术,增材制造技术是一种“自下而上”材料累加的制造方法[1−2],具备材料利用率高、加工周期短、成形复杂零件能力强、一体化成形等诸多优势,可以更好满足当前制造业绿色、环保、智能化的发展趋势,因而受到学术界及产业界的广泛关注[3−4]。
GH4169是以γ相为基体相,通过在γ基体中析出γ″相(Ni3Nb)和γ′相(Ni3(Al,Ti))来强化的沉淀强化镍基高温合金[5]。由于其在高温下具有较高的强度、抗蠕变性、抗氧化性、抗腐蚀性以及良好的疲劳寿命而被广泛用于发动机零部件、核反应堆、燃烧室和腐蚀性容器等[6−8]。尽管GH4169具备良好的加工性能,但在制备具有复杂形状、轻量多孔等要求的零部件时,采用传统加工方法仍然受到限制,利用增材制造技术可解决复杂零件制备难题,使得增材制造成形GH4169备受重视。
本文总结了国内外选区激光熔化(selective laser melting,SLM)成形GH4169合金的研究现状,主要介绍了选区激光熔化成形GH4169合金存在的球化、孔洞等常见缺陷的形成机理及工艺控制现状,重点归纳了选区激光熔化成形工艺参数、制件后处理及颗粒增强等组织调控方法对选区激光熔化成形GH4169合金组织性能的影响规律,最后从工艺控制趋势、材料强化设计等方面对选区激光熔化成形GH4169合金进行展望。
1. 选区激光熔化成形GH4169合金
1.1 选区激光熔化技术
选区激光熔化技术是当前应用最广泛的金属增材制造技术之一。该技术利用激光束逐层熔化金属粉末,然后快速冷却成形,可以克服几何限制制造出近乎完全致密且性能优良的复杂零件[9−10]。选区激光熔化成形原理图如图1所示,其成形过程分为5个步骤[11−12]:(1)建立零件三维模型(模型建立);(2)利用切片软件对三维模型进行分层切片处理,将三维模型离散化(切片离散);(3)在成形舱基板上进行铺粉,并通入惰性气体防止发生氧化反应(铺粉通气);(4)根据设定的激光参数和扫描路径熔化金属粉末,形成致密凝固层,每层扫描结束之后,升降台下降一个层厚的高度,利用铺粉系统重新铺上一层金属粉末,激光束根据设定的激光参数和扫描路径,重新进行扫描熔化金属粉末(扫描熔化);(5)重复步骤(4),直到完成整个零件的打印(重复扫描)。
选区激光熔化、锻造和铸造成形特点如表1所示。与传统铸造和锻造成形相比,选区激光熔化技术更适合满足定制化、结构复杂化零件的制备需求。
优缺点 选区激光熔化 锻造 铸造 优点 不受几何形状和复杂度的限制,材料利用率较高,近净成形,成形件精度、相对密度较高,冷却速度快,组织较为细小,在室温和高温下力学
性能优异。可大批量生产,成形尺寸较大的工件,孔洞、裂纹缺陷较少,成形质量好,力学性能优异。 可大批量生产,可成形复杂结构件,可制作较高尺寸和低表面粗糙度的工件。 缺点 能耗较大,成形尺寸有限。会存在球化、微小孔洞、裂纹等缺陷。具有沿沉积方向定向长大的柱状组织。高温度梯度下产生的残余应力。 成形件几何形状受限制,材料利用率低,工艺复杂,周期长,成本高,易形成脆性相。 尺寸精度低,生产周期较长,易产生缩松缩孔等缺陷,易形成较为粗大的晶粒,组织不均匀,易产生大量宏观偏析和有害相。 1.2 选区激光熔化成形GH4169合金中现存问题
选区激光熔化成形GH4169合金中会存在球化现象、孔洞缺陷和残余应力等常见问题,此类问题的存在将对GH4169性能产生极大影响。
1.2.1 球化现象
球化现象是选区激光熔化成形GH4169合金过程中常见的冶金缺陷,如图2所示。球化现象产生的原因主要分为两种:一种是由于激光能量过低,熔池温度降低,表面张力增大,对金属粉末湿润不足,导致金属在基体上分布不均匀而产生的球化。另外一种是由于金属粉末接受过多的激光能量造成能量过饱和,部分能量会转变为动能,产生液滴飞溅,金属液冷却凝固为金属球分布在基体上产生的球化现象[22]。
球化现象的产生会在一定程度上影响后续铺粉的平整性,导致熔化不均匀从而引起孔洞等冶金缺陷;球化的存在还会引起成形件表面粗糙度上升、相对密度下降等问题,进一步影响成形件的疲劳强度和抗拉强度等力学性能[23]。通过工艺调控来改善球化现象是最常用的方法之一。贾清波[23]和张颖等[24]研究不同线能量密度对选区激光熔化成形GH4169表面形貌及相对密度的影响,发现在较低线能量密度下,会产生球化现象,进而导致成形件表面形貌较差,相对密度较低;随着线能量密度的增加,球化现象改善,试样表面形貌和相对密度明显变好。Balbaa等[25]研究了不同激光功率和扫描速度对选区激光熔化成形GH4169表面粗糙度的影响,发现在低激光功率和高扫描速度时会产生不连续熔道和球化现象,适当地增加激光功率,降低扫描速度可以改善球化现象,降低成形件的平均粗糙度。
1.2.2 孔洞缺陷
选区激光熔化成形GH4169合金常见孔洞缺陷可根据形态分为两种:第一种是在熔融过程中保护气体未及时逃逸或熔融金属粉末过程中产生金属蒸气形成的球形孔洞,大多成球形或近球形,形状相对规则;第二种是由于激光能量不足、粉末颗粒不均匀而缺乏熔合形成的匙形孔洞,此类孔洞形态多为不规则状[26−27]。
孔洞的存在会对成形件硬度、抗拉强度、抗弯强度等力学性能产生极大的负面影响。目前,最常见的孔洞缺陷控制方法之一是工艺调控,在一定范围内进行工艺参数的调控并进行工艺优化,具有改善熔化和减少孔洞缺陷的效果。Moussaoui等[26]研究了不同能量密度对选区激光熔化成形GH4169合金孔隙率的影响,发现随着能量密度的增大,孔隙率下降,这主要归因于较大的能量密度对粉末的熔化充分,孔洞缺陷得到改善。张国会等[27]研究了不同扫描速度对选区激光熔化成形GH4169合金孔隙率的影响,发现扫描速度过低时,组织内产生圆形的气孔;扫描速度过高时,组织内会有不规则形状的孔洞产生,合理调控扫描速度有利于减少孔洞等缺陷的产生。Wang等[28]调控激光扫描速度从1450 mm·s−1降低到1000 mm·s−1,平均孔隙率从0.13%降低到0.06%。
1.2.3 残余应力
在选区激光熔化成形GH4169合金过程中,激光束熔化金属粉末发生冶金反应,并快速冷却凝固,在熔池、凝固层和基板中产生极大的温度梯度,不均匀的温度场会产生一定的残余应力。残余应力的存在会导致成形件弯曲变形、开裂、以及成形件和基板分离等弊端[29]。为了减小残余应力对成形过程、制件性能与服役的不利影响,对选区激光熔化成形件的残余应力进行研究和调控是很有必要的。能够改善残余应力的方法有很多,除了工件本身的性质外,激光重熔[29]、后处理[30]以及调整扫描策略[31]等方式也可以用于改善残余应力。程勇[29]通过调控激光重熔的扫描速度为2000 mm·s−1,与未进行重熔的成形件相比,将残余应力从527 MPa减小到350 MPa,下降了33.6%。Lesyk等[30]研究了滚磨加工、喷丸处理、超声喷丸处理和超声冲击处理等后处理方式对选区激光熔化成形GH4169残余应力的影响,发现经后处理后,残余应力由拉应力转变为压应力,有利于疲劳、摩擦磨损及耐腐蚀等性能的提升。
2. 选区激光熔化成形GH4169合金的影响因素
2.1 工艺参数
工艺参数是调控选区激光熔化成形GH4169合金组织和性能的主要方式之一,不同工艺参数的调整和搭配将影响最终的成形质量,影响较大的工艺参数主要包括铺粉层厚、激光功率、扫描速度等。
2.1.1 铺粉层厚
铺粉层厚对合金组织和性能的影响主要表现在金属粉末对激光能量的吸收、形成稳定熔池和连续均匀的熔道三个方面。李剑[22]研究了铺粉层厚为0.04、0.05和0.06 mm时选区激光熔化成形GH4169合金的相对密度,发现铺粉层厚由0.04 mm增加到0.06 mm时,相对密度呈逐渐降低趋势,在铺粉层厚为0.06 mm时取得最低值(97.52%),这是由于粉末熔化程度较低,孔隙数量较多,难以获得质量良好的成形件。Sufiiarov等[32]研究了粉末层厚度与选区激光熔化成形GH4169合金力学性能之间的关系,发现层厚较高时,强度较低,塑性较好;层厚较低时,强度较高,塑性较差。杜胶义[33]研究了不同铺粉厚度下成形件的相对密度,发现相对密度随铺粉厚度的增大呈现先增大后减小的趋势,最佳工艺下得到的最大相对密度为98.45%。
当激光扫过合适层厚的粉末层时,粉末吸收足够的激光能量,发生良好的冶金反应并形成稳定熔池和连续均匀的熔道,熔池快速冷却凝固,形成致密层。粉末层过薄时,粉末之间因分布不均匀而使表面不平整,从而影响后续的熔化过程;过薄的粉末层吸收过多激光能量时会出现过饱和现象,会使熔池周围的粉末被部分熔化,从而产生冶金缺陷,过饱和的能量还会影响周围已凝固区域,造成二次重熔。粉末层过厚时,金属粉末可能会出现下层粉末能量吸收不足而导致层上、下表面熔化不一致的现象,激光能量无法完全熔化当前厚度的金属粉末,使粉末残留在熔池中产生球化现象[22,33],从而恶化成形件的最终力学性能。
2.1.2 激光功率
激光功率对成形件质量的影响十分明显,对成形件相对密度、表面粗糙度、显微组织和性能等都有着直接的影响。Balbaa等[25]研究了激光功率对GH4169相对密度和表面粗糙度的影响,发现随着激光功率的增大,相对密度整体上呈现先增大后减少的趋势,同时,适当增加激光功率可降低成形件的平均粗糙度。贾炅昱等[34]研究了选区激光熔化工艺参数(激光功率、扫描速度)对成形试样相对密度的影响,发现在扫描速度≤900 mm·s−1时,试样相对密度随激光功率的增大呈现先增大后减小的趋势;在扫描速度>900 mm·s−1时,相对密度随着激光功率的增大而逐渐增大。Yang等[35]研究了激光功率对成形件微观组织和性能的影响,发现随着激光功率从500 W增加到2000 W,柱状晶粒尺寸呈现先减小后增大的趋势,延伸率在1500 W时达到最高值33.45%。
合适的激光功率能够形成稳定的熔池,可以打印出缺陷少、组织细小、表面质量较好的成形件。功率过高时,单位体积上粉末吸收的激光能量偏高,部分金属气化,容易形成气孔;同时高功率会导致熔池产生波动,导致粉末和液滴的飞溅,增加了球化、孔洞等缺陷,表面粗糙度上升。激光功率过低时,不足以熔化金属粉末,产生匙形孔洞等缺陷,进而影响成形件的力学性能。
2.1.3 扫描速度
扫描速度对合金的影响主要体现在激光与粉末之间的能量交互是否可以形成稳定熔池,是否能够吸收足够的能量并发生良好的冶金反应等方面。扫描速度在一定程度上还会影响周围粉末的波动,影响缺陷形成。李剑[22]研究了扫描速度对GH4169相对密度和显微硬度的影响,发现较小扫描速度下产生的飞溅、过烧等缺陷以及较大扫描速度下产生的断道、孔隙等问题都会对相对密度和显微硬度产生不利影响。魏建锋等[36]研究了扫描速度对成形件相对密度、显微硬度和耐磨损性能的影响,发现过大或过小的扫描速度会产生孔洞等缺陷,导致相对密度下降,显微硬度和耐磨损性能变差。Choi等[37]研究了扫描速度对选区激光熔化成形GH4169合金零件相对密度的影响,发现在较低和较高的扫描速度下都产生大量孔洞,孔隙率随扫描速度的增加呈现先减小后增大的趋势,扫描速度为800 mm·s−1时,孔隙率最低,为0.3%。
过高的扫描速度导致激光作用时间较短,作用在金属粉末上的能量密度小,熔池穿透不足,金属粉末难以完全熔化。同时,过高的扫描速度会导致粉末飞溅,产生孔洞、球化等缺陷。较低的扫描速度会导致激光停留时间过长,熔池吸附周围粉末,产生球化现象,同时,较低的扫描速度可能使熔池不稳定,发生飞溅的问题,从而产生缺陷,对后续成形件的质量和性能产生不利影响[22,36]。
2.1.4 能量密度
工艺参数中研究最多的是激光功率和扫描速度,为了方便研究激光功率和扫描速度对选区激光熔化成形GH4169合金的综合影响,有学者[22−24,38−42]将激光功率和扫描速度的比值(P/v)定义为线能量密度(E),即E=P/v,其中E为线能量密度,P为激光功率,v为扫描速度。Jia和Gu[39]研究了线能量密度对选区激光熔化成形GH4169性能的影响,发现随着线能量密度逐渐增大,成形件相对密度、显微硬度和耐磨性能明显提升。闫岸如等[40]研究了激光线能量密度对选区激光熔化成形GH4169的影响,结果表明相对密度随线能量密度的增大呈现先增大后减小的趋势,在激光线能量密度为300 J·m−1时,试样的相对密度最高,为98.9%。Yi等[41]研究了激光线能量密度对选区激光熔化成形GH4169合金力学性能的影响,结果发现屈服强度和抗拉强度随激光线能量密度的增大呈现先增大后减小的趋势,在0.2 J·m−1时可获得最好的力学性能,屈服强度为775 MPa,极限抗拉强度为1055 MPa,延伸率为29.5%。
合适的能量密度能够使粉末吸收饱和的激光能量,发生良好的冶金反应,生成稳定的熔池,且不对周围粉末及凝固层造成过大影响,最后形成致密且性能优异的成形件。较低的能量密度会导致粉末吸收激光能量不足,激光不能很好的熔化粉末,产生球化现象,低能量密度下形成的熔池稳定性差,熔池粘度太高会把周围粉末吸入熔池,影响成形质量,低能量密度下会形成不连续、不均匀的熔道,产生连续性的孔洞,形成缺陷。过高的能量密度会导致激光能量穿透性太强,影响之前的凝固层,同时,过高的能量密度导致熔池极其不稳定,造成液滴飞溅,产生缺陷,高能量密度还会严重蒸发金属粉末,使熔池不断扩散,影响周围凝固体,造成二次重熔,影响成形件的最终的性能。
2.2 热处理
国内外关于选区激光熔化成形GH4169合金热处理的研究很多,选区激光熔化成形GH4169合金常用的热处理方式有固溶、时效和均匀化处理等。Trosch等[10]通过对比固溶、时效热处理制度下锻造成形、铸造成形和选区激光熔化成形GH4169合金室温和高温(450 ℃、600 ℃)的力学性能,发现室温时选区激光熔化成形的GH4169合金抗拉强度优于铸造、锻造件,在450 ℃和600 ℃下选区激光熔化成形GH4169合金抗拉强度和屈服强度与锻造水平相当,远高于铸造水平。Aydinöz等[43]研究了室温下6种热处理方式对选区激光熔化成形GH4169合金力学性能的影响,结果发现,通过固溶退火+时效处理后合金抗拉强度、屈服强度和硬度等力学性能最好,但塑性较差。Pröbstle等[44]研究了不同温度下固溶热处理(930 ℃和1000 ℃)对选区激光熔化成形GH4169合金高温蠕变行为的影响,结果发现,1000 ℃固溶热处理后合金的蠕变性能最好。Feng等[45]研究了选区激光熔化成形GH4169合金在1050 ℃固溶+双时效后的组织和显微硬度的变化,结果表明经过热处理后,典型的柱状晶和枝晶消失,显微硬度在一定程度上有所提升。Cao等[46]研究了均匀化温度对选区激光熔化成形的GH4169合金高温(650 ℃)力学性能的影响,试样在650 ℃下应力应变曲线如图3所示,热处理后的抗拉强度和屈服强度超过锻件水平;当均匀化温度为1080 ℃时,抗拉强度、屈服强度和延伸率分别为1126 MPa、965 MPa、21%。
![]()
作为最常用的后处理方法,热处理通过减少成形过程中产生的残余应力改善缺陷,调控合金的析出相及组织来进一步提升材料的性能和质量。结合传统热处理工艺,研究不同热处理制度对选区激光熔化成形GH4169合金组织和性能的影响,对于完善激光选区熔化技术的热处理制度有重大意义。
2.3 颗粒增强
颗粒增强选区激光熔化技术成形金属基复合材料(metal matrix composites,MMCs)是目前材料发展的一大趋势,借助选区激光熔化成形过程中可原位自生形成增强相的优势,对颗粒增强选区激光熔化成形GH4169金属基复合材料的研究日益受到关注[47],陶瓷、金属粉末以及其他被用做孕育剂的颗粒均被用于形成金属基复合材料来改善组织,提升性能。
2.3.1 陶瓷颗粒
陶瓷颗粒因耐磨和耐高温被广泛应用于增材制造中,陶瓷增强材料主要包括氮化物、氧化物、碳化物和硼化物,例如TiN[11]、WC[48−49]及TiC[23,50−51]。Nguyen等[48]采用选区激光熔化成功制备了GH4169合金与碳化钨(WC)复合材料,在纯GH4169合金的情况下,晶粒沿热流方向呈细长状,WC颗粒的添加阻碍了复合材料中晶粒的长大,形成了细小的组织,当WC质量分数达到15%时,材料的显微硬度和抗拉强度有明显提高,但延展性有所下降。Wang等[51]利用选区激光熔化制备添加质量分数0%、0.25%、0.50%和1.00%纳米TiC颗粒的Inconel 718复合材料。图4为添加不同质量分数TiC颗粒增强的Inconel 718复合材料应力应变曲线,其抗拉强度分别为1100、1281、1307和1260 MPa。结果说明TiC颗粒增强有助于提升材料的力学性能,但含量过高时可能发生团聚现象,导致力学性能下降。
![]()
2.3.2 其他颗粒
除了上述陶瓷颗粒增强外,国内外学者也通过向GH4169合金中掺杂石墨烯[52−53]、CoAl2O4[54]、Cu[55]等颗粒来改善合金组织和性能。
Wang等[52]通过选区激光熔化制备质量分数分别为0%、0.25%、1.00%的石墨烯纳米片增强GH4169合金复合材料,复合材料极限抗拉强度分别为997.8、1296.3和1511.6 MPa,掺杂石墨烯纳米片引起的屈服强度的增加也很明显,三种添加值分别对应屈服强度800、1180和1451 MPa。Xiao等[53]通过选区激光熔化成形石墨烯/GH4169复合材料,并测定了石墨烯增强GH4169镍基复合材料的力学性能,结果表明石墨烯的加入可显著增强GH4169合金的强度,添加质量分数1%石墨烯的GH4169复合材料屈服强度和极限拉伸强度比纯GH4169分别提高42%和53%。Ho等[54]将GH4169粉末与CoAl2O4颗粒(质量分数0.2%)进行混合,在室温和650 ℃下,选区激光熔化成形GH4169合金的拉伸屈服强度分别提高了63 MPa和66 MPa,蠕变应变速率从8.8×10−9 s−1降低到4.9×10−9 s−1,蠕变断裂寿命从177 h增加到229 h。Hassanin等[55]研究了铜粉添加量对选区激光熔化成形GH4169的影响,结果如图5所示。由图可知,随着Cu质量分数的增加,样品的导热性能提升,在低能量密度值下,含Cu混合物的平均导热性要比纯GH4169的平均导热性大,在较高的能量密度下,随着Cu质量分数的增加,实现了导热性的明显提升。
![]()
不同类型的增强颗粒与GH4169掺杂可能对组织和性能产生不同的影响。不同增强颗粒的掺杂方法也可能不同,如球磨法、悬浮液混合法等。除了添加颗粒直接产生增强相外,也可以采用原位自生的方法形成颗粒增强复合材料,这样增强颗粒分布更加均匀,基体组织更加细小,可进一步改善力学性能。
3. 结论与展望
选区激光熔化成形GH4169合金工艺已比较成熟,但依然存在球化、孔洞等缺陷,以及残余应力等问题,工艺调控、热处理以及颗粒增强等作为最常见的调控方法能在一定程度上改善选区激光熔化成形GH4169合金打印件的组织结构,提高硬度、抗拉强度等力学性能。与锻造、铸造等传统工艺等比较,选区激光熔化成形GH4169具有近净成形、可高度个性化定制、成形件精度较高、组织细小等特点,力学性能在一定程度上可达到甚至超过锻造、铸造等传统工艺,将传统工艺与选区激光熔化成形GH4169相互结合,相互补充,是未来成形GH4169的重要方向之一。TiN、TiC和WC等陶瓷材料以及石墨烯、CoAl2O4、Cu等颗粒已被用于颗粒强化选区激光熔化成形GH4169合金,改善组织结构,提升硬度、拉伸和蠕变等力学性能,通过颗粒增强与选区激光熔化成形结合来进一步改善GH4169的组织和性能,是当前GH4169制备领域的发展趋势。
目前,需要进一步研究现存问题的形成原因及解决方法,通过研究激光与粉末、激光与熔池以及激光与凝固层之间复杂的能量交互作用,更好地进行工艺调控。选区激光熔化成形GH4169合金缺乏材料–工艺–方法–组织–性能系统化的研究及数据库的建立,数据库的建立与共享以及标准的完善是最迫切的目标之一。除了直接掺杂颗粒外,可以采用原位自生的方法制备颗粒增强复合材料,增强颗粒分布更加均匀,基体组织更加细小,从而改善力学性能。
-
![]()
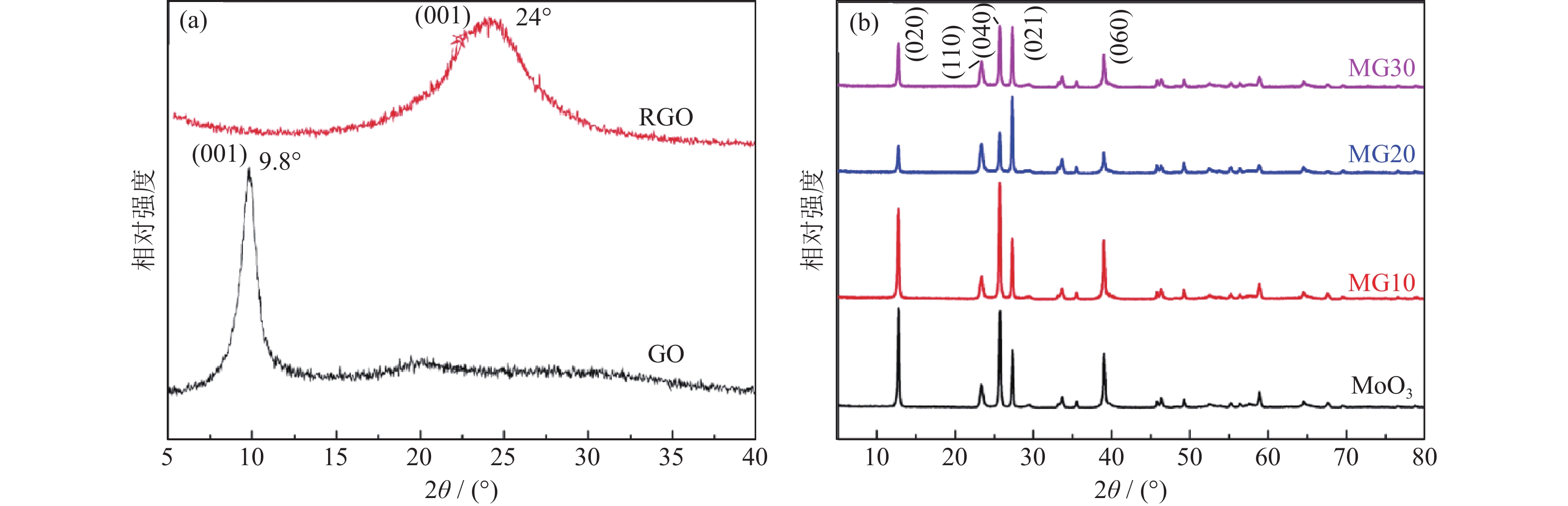
图 1 水热合成X射线衍射图谱:(a)RGO与GO;(b)正交相MoO3与MG10、MG20、MG30
Figure 1. XRD patterns after the hydrothermal synthesis: (a) RGO and GO; (b) α-MoO3 with MG10, MG20, and MG30
![]()
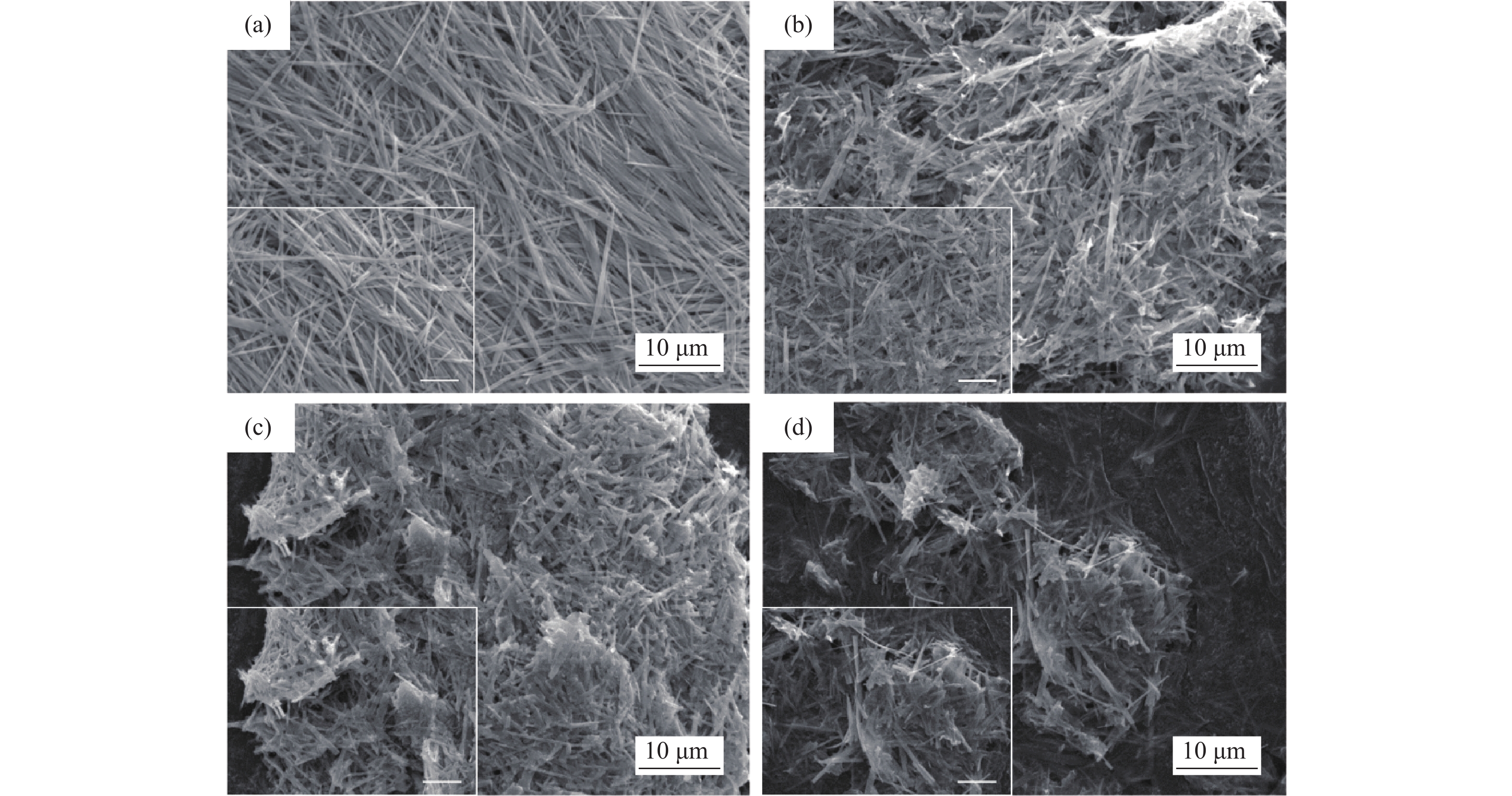
图 2 水热合成正交相MoO3与MG10、MG20、MG30扫描电子显微形貌:(a)MoO3;(b)MG10;(c)MG20;(d)MG30
Figure 2. SEM images of α-MoO3 with MG10, MG20, and MG30 by hydrothermal synthesis: (a) MoO3; (b) MG10; (c) MG20; (d) MG30
![]()
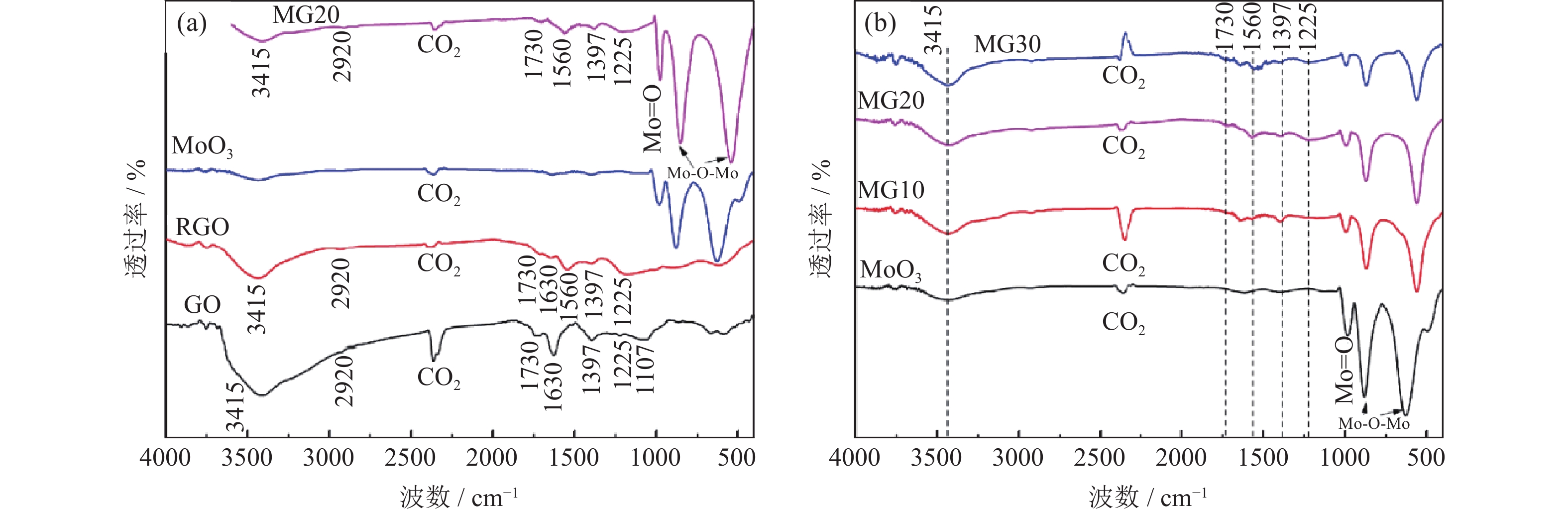
图 3 GO、RGO、MoO3及复合材料傅里叶红外变换图谱:(a)GO、RGO、MoO3及MG20;(b)MoO3及复合材料MG10、MG20、MG30
Figure 3. FTIR of GO, RGO, MoO3, and composites: (a) GO, RGO, MoO3, and MG20; (b) MoO3 and composite materials MG10, MG20 and MG30
![]()
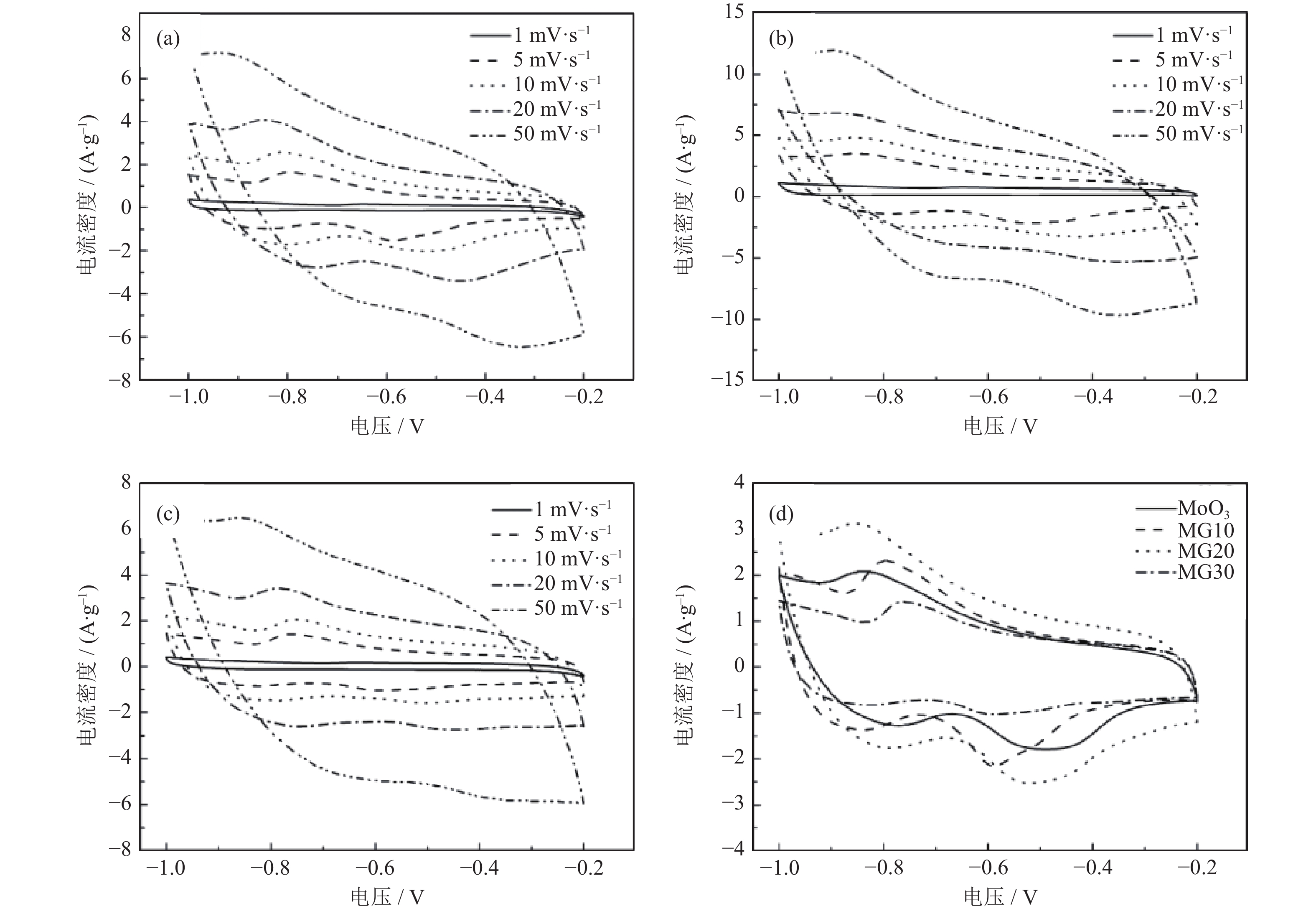
图 5 不同材料循环伏安曲线:(a)MG10;(b)MG20;(c)MG30;(d)MoO3、MG10、MG20、MG30在扫描速率5 mV·s‒1的循环伏安曲线
Figure 5. CV curves of the different materials: (a) MG10; (b) MG20; (c) MG30; (d) CV curves of MoO3, MG10, MG20, and MG30 at the scanning rate of 5 mV·s‒1
![]()
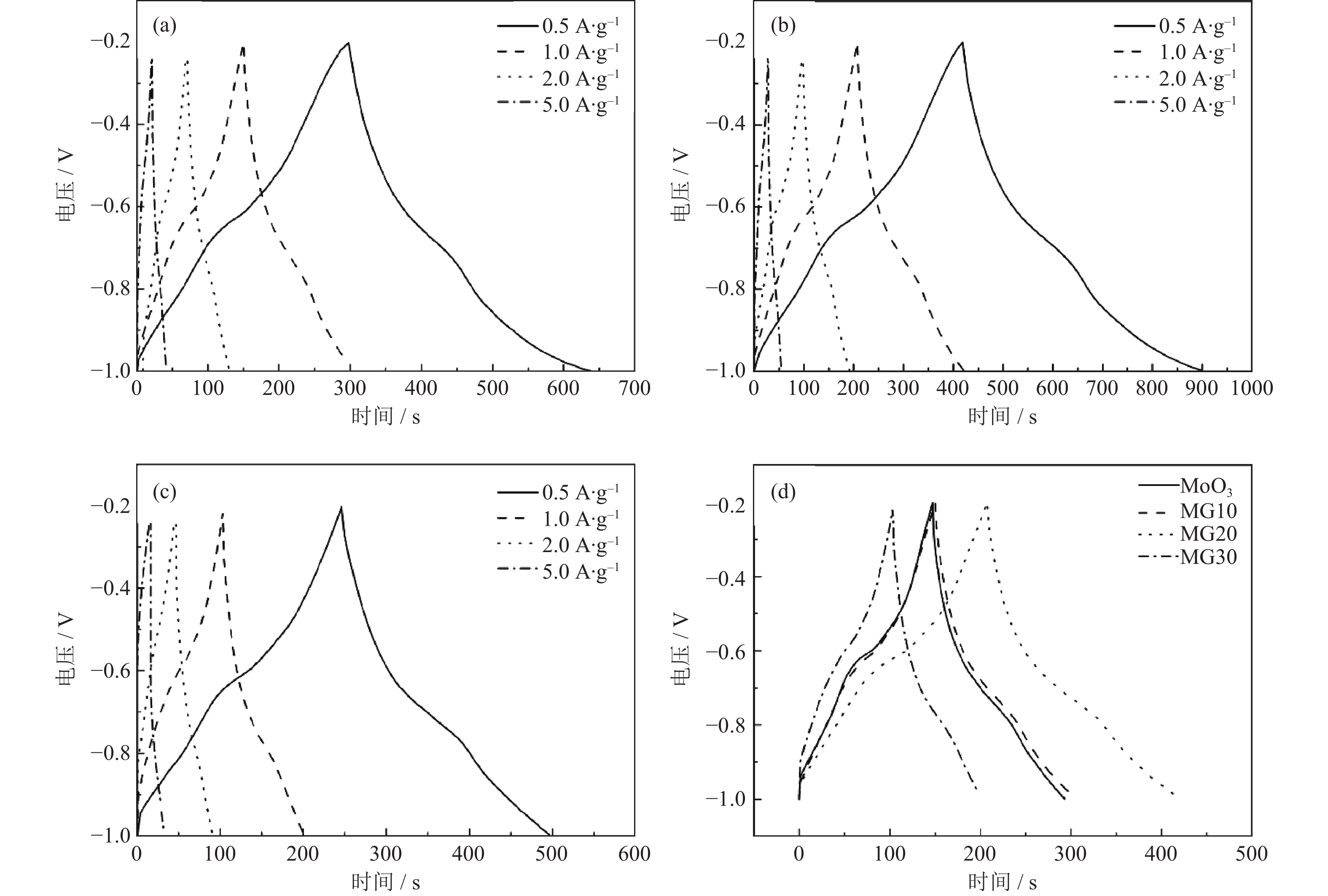
图 6 不同材料的恒流充放电曲线:(a)MG10;(b)MG20;(c)MG30;(d)MoO3、MG10、MG20、MG30在电流密度1 A∙g‒1时的恒流充放电曲线
Figure 6. GCD curves of the different materials: (a) MG10; (b) MG20; (c) MG30; (d) GCD curves of MoO3, MG10, MG20, and MG30 at current density 1 A∙g‒1
![]()
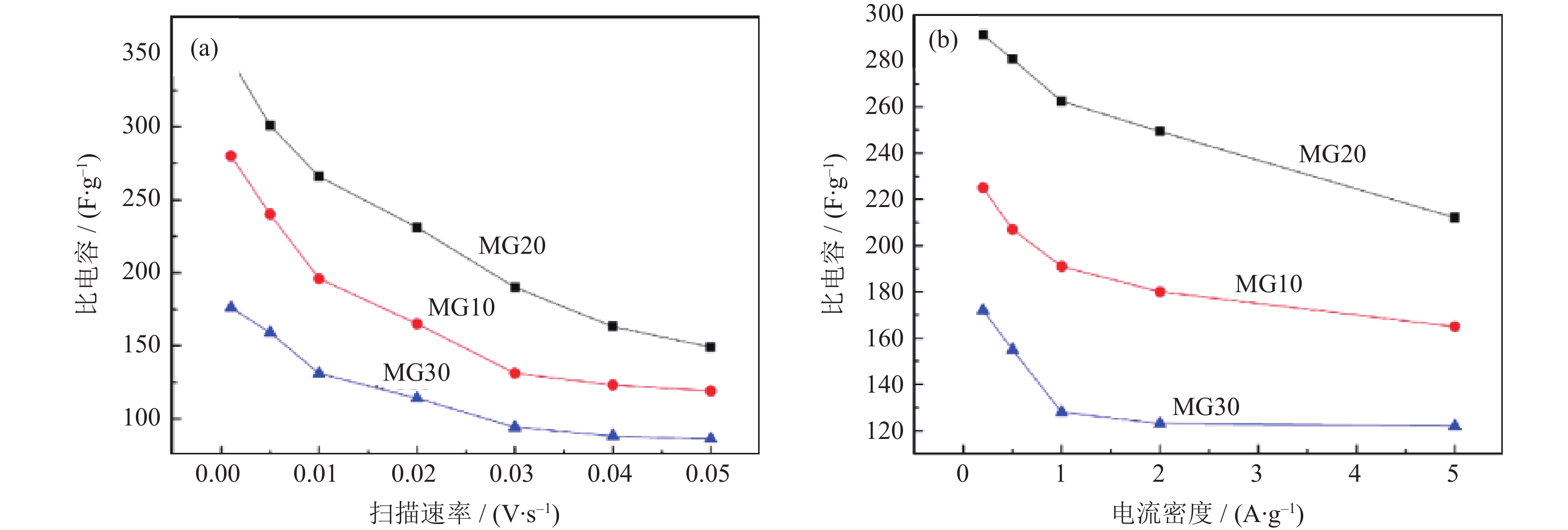
图 7 不同复合材料比电容随扫描速率(a)和电流密度(b)增加的变化
Figure 7. Specific capacitance of the different composites with the increase of scanning rate (a) and current density (b)
-
[1] 范金辰, 李梁. 三氧化钼纳米带自组装柔性薄膜超级电容器的制备及其性能研究. 上海电力学院学报, 2020, 36(1): 31 Fan J C, Li L. Preparation and properties of molybdenum trioxide nanoribbons self-assembled flexible film supercapacitors. J Shanghai Univ Electr Power, 2020, 36(1): 31
[2] 吕星, 罗成. 酸度系数对水热法合成MoO3物相和形貌的影响. 粉末冶金技术, doi: 10.19591/j.cnki.cn11-1974/tf.2020080016 Lü X, Luo C. Influence of acidity coefficient on the phase and morphology of MoO3 synthesized by hydrothermal method. Powder Metall Technol, doi: 10.19591/j.cnki.cn11-1974/tf.2020080016
[3] 李海, 王世星, 李堂鹏, 等. SnO2/石墨烯纳米复合材料的制备及储锂性能. 电源技术, 2021, 45(9): 1115 DOI: 10.3969/j.issn.1002-087X.2021.09.005 Li H, Wang S X, Li T P, et al. Preparation and lithium storage properties of SnO2/graphene nanocomposites. Chin J Power Sources, 2021, 45(9): 1115 DOI: 10.3969/j.issn.1002-087X.2021.09.005
[4] 丁金姿, 冯爱玲, 李晓东, 等. 功能化石墨烯复合材料及其在生物传感器中的应用. 功能材料, 2020, 51(9): 9056 DOI: 10.3969/j.issn.1001-9731.2020.09.008 Ding J Z, Feng A L, Li X D, et al. Functional graphene composites and their applications in biosensors. J Funct Mater, 2020, 51(9): 9056 DOI: 10.3969/j.issn.1001-9731.2020.09.008
[5] 周登, 黎明. 多孔石墨烯的合成及应用. 高分子学报, 2019, 50(7): 671 DOI: 10.11777/j.issn1000-3304.2019.19014 Zhou D, Li M. Synthesis and application of porous graphene. Acta Polym Sinica, 2019, 50(7): 671 DOI: 10.11777/j.issn1000-3304.2019.19014
[6] 郭阳, 胡黎明. 氧化石墨烯对FeSiAl合金粉末耐蚀和电磁性能的影响. 粉末冶金技术, 2021, 39(6): 520 Guo Y, Hu L M. Effect of graphene oxide on corrosion resistance and electromagnetic properties of FeSiAl alloy powder. Powder Metall Technol, 2021, 39(6): 520
[7] 杨旭宇, 王贤保, 李静, 等. 氧化石墨烯的可控还原及结构表征. 高等学校化学学报, 2012, 33(9): 1902 DOI: 10.3969/j.issn.0251-0790.2012.09.005 Yang X Y, Wang X B, Li J, et al. Controllable reduction and structural characterization of graphene oxide. Chem J Chin Univ, 2012, 33(9): 1902 DOI: 10.3969/j.issn.0251-0790.2012.09.005
[8] 常艳丽, 陈胜, 曹傲能. 压力促进氧化石墨烯水热还原反应的机理. 上海大学学报(自然科学版), 2010, 16(6): 577 Chang Y L, Chen S, Cao A N. Mechanism of pressure promoting hydrothermal reduction of graphene oxide. J Shanghai Univ Nat Sci, 2010, 16(6): 577
[9] Yang S L, Wang Z, Zou Y N, et al. Remarkably acceleratedRoom-temperature hydrogen sensing of MoO3 nanoribbon/graphene composites by suppressing the nanojunction effects. Sens Actuators B, 2017, 248: 160 DOI: 10.1016/j.snb.2017.03.106
[10] Patil S B, Udayabhanu U, Kishore B, et al. High capacity MoO3/rGO nanocomposite anode for lithium ion batteries: an intuition into the conversion mechanism of MoO3. New J Chem, 2018, 42(23): 18569 DOI: 10.1039/C8NJ03190H
[11] 胡阳, 解鑫, 孙春宝, 等. 不同分子结构表面活性剂对低氧化度氧化石墨插层机理的探索. 工程科学学报, 2020, 42(1): 84 Hu Y, Xie X, Sun C B, et al. Study on the intercalation mechanism of low oxidation degree graphite oxide with different molecular structure surfactants. Chin J Eng, 2020, 42(1): 84
[12] 林舜嘉, 孙红娟, 彭同江, 等. 长链烷基季铵盐插层氧化石墨的结构变化. 无机化学学报, 2013, 29(11): 2333 Lin S J, Sun H J, Peng T J, et al. Structural changes of long chain alkyl quaternary ammonium salt intercalated graphite oxide. Chin J Inorg Chem, 2013, 29(11): 2333
[13] Servati M, Rasuli R. Electrochemical performance of decorated reduced graphene oxide by MoO3 nanoparticles as a counter electrode. Mater Res Exp, 2019, 6(9): 095519 DOI: 10.1088/2053-1591/ab3165
[14] 殷楠, 刘婵璐, 张进. MoO3/g-C3N4复合材料的制备及光催化性能. 无机盐工业, 2020, 52(10): 161 DOI: 10.11962/1006-4990.2019-0568 Yin N, Liu C L, Zhang J. Preparation and photocatalytic properties of composites of MoO3/g-C3N4. Inorg Chem Ind, 2020, 52(10): 161 DOI: 10.11962/1006-4990.2019-0568
[15] Jiang J, Liu J, Peng S, et al. Facile synthesis of α-MoO3 nanobelts and their pseudocapacitive behavior in an aqueous Li2SO4 solution. J Mater Chem A, 2013, 1(7): 2588 DOI: 10.1039/c2ta01120d
[16] Wang S, Dou K, Dong Y, et al. Supercapacitor based on few-layer MoO3 nanosheets prepared by solvothermal method. Int J Nanomanuf, 2016, 12(3-4): 404
-
期刊类型引用(0)
其他类型引用(1)

 下载:
下载:




计量
- 文章访问数: 223
- HTML全文浏览量: 579
- PDF下载量: 33
- 被引次数: 1
