
Satellite-particle control technique based on gas-flow-regulation during gas atomization process
-
摘要: 金属熔体气体雾化法是制备增材制造专用金属粉末的重要方法。然而,气体雾化工艺制得的粉末中通常混有大量卫星粉,对金属增材制造工艺产生不利影响。本文通过施加辅助气流并采用阶梯状雾化室结构等气体整流措施抑制回流区中的粉尘回旋,进而控制卫星粉的形成。利用计算流体力学软件ANSYS Fluent进行数值模拟,研究施加辅助气流或采用阶梯状雾化室结构时,雾化室内宏观流场特征以及颗粒运动轨迹的变化规律。结果表明,在雾化室顶部距雾化室中心R/2(R为雾化室半径)处施加辅雾比(辅助气流与雾化气流的流量比)大于0.8的辅助气流时能够有效抑制回流区中的粉尘回旋;采用阶梯宽为300 mm、高为575~600 mm的雾化室结构能够有效抑制回流区中的粉尘回旋。根据数值模拟结果,采用气体整流措施制备TC4钛合金粉末,并检测粉末的粒径分布、球形度、赘生物指数等指标,发现与不采用气体整流措施制备的粉末相比,赘生物指数降低约45%。Abstract: Gas atomization (GA) is an essential method for the preparation of metal powders specifically used in the additive manufacturing. However, there are plenty of “satellites” among the metal powders prepared by GA. The existence of these satellite particles negatively affects the metal additive manufacturing process. In this paper, two gas-flow-regulation strategies, i.e., the introduction of ancillary gas flow and the design of step-shape atomization chamber, were employed to prevent the fine particle entrainment in gas recirculation zone, thus restricting the formation of satellite particles. The evolution of macro flow patterns and particle trajectories were studied based on the numerical simulation by the commercial computational fluid dynamics software ANSYS Fluent. The results show that, the fine particle entrainment in gas recirculation zone can be effectively prevented when the ancillary gas flow is introduced at the position of R/2 (R is the radius of atomization chamber) away from the chamber center with the AAR (the ratio of ancillary flow rate to atomization flow rate) larger than 0.8, or when a step-shaped atomization chamber is employed with a step width of 300 mm and a step height of around 575~600 mm, respectively. Some TC4 titanium alloy powders were prepared by applying the above gas-flow-regulation strategies while their size distribution, sphericity and outgrowth rate were characterized, respectively. The results show that, the outgrowth rate of the powders has been reduced by about 45%, compared with those prepared without the gas-flow-regulation strategies.
-

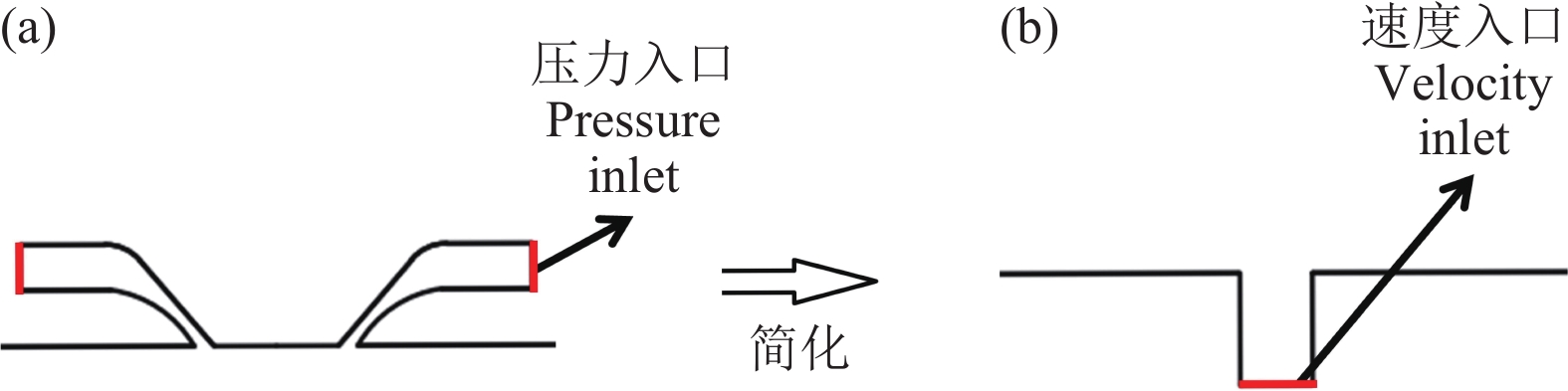
图 1 雾化气体喷嘴模型:(a)压力入口;(b)速度入口
Figure 1. Atomization gas nozzle model: (a) pressure inlet; (b) velocity inlet

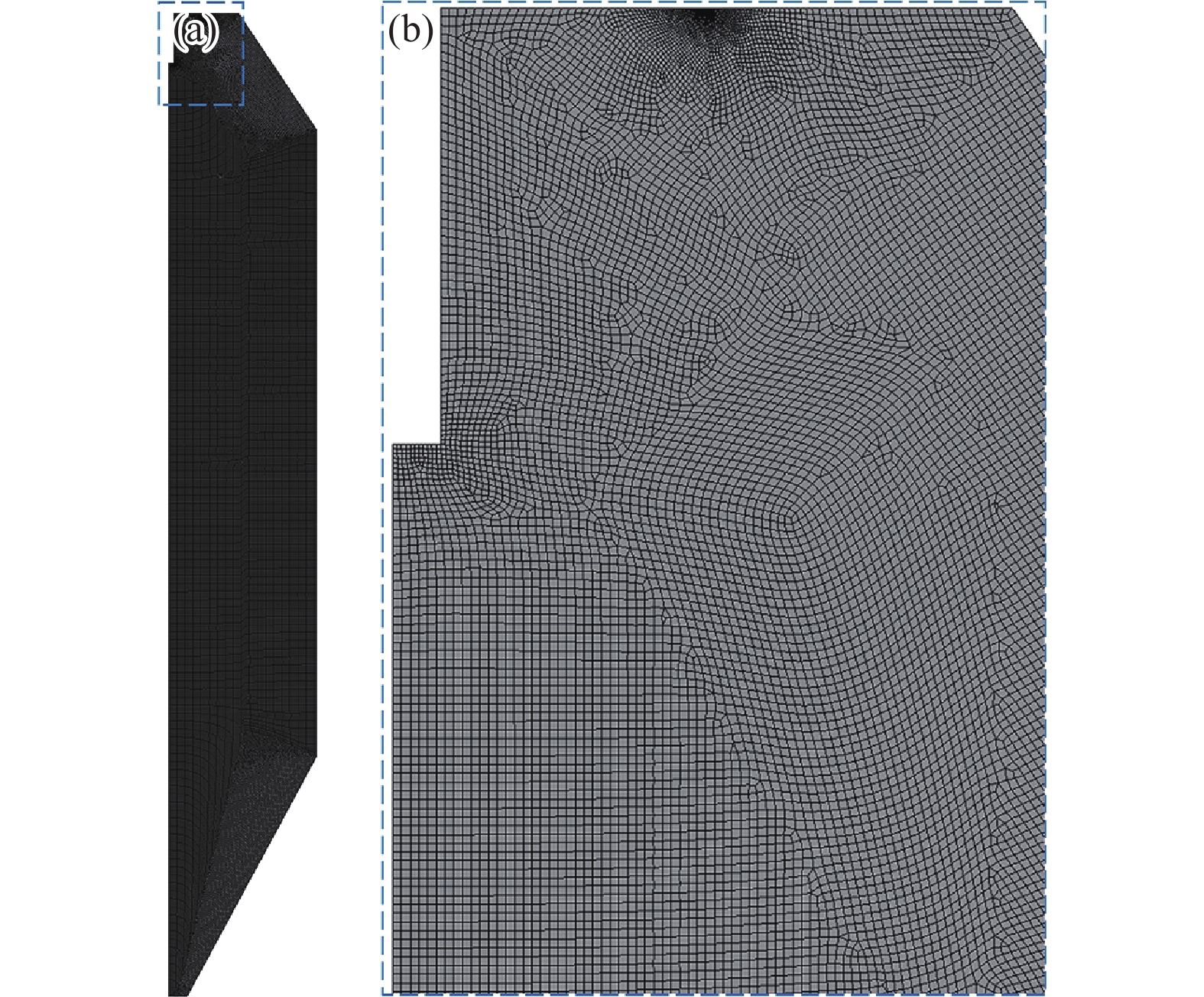
图 3 雾化室网格划分:(a)全局;(b)局部
Figure 3. Mesh generation of the atomization chamber: (a) global; (b) local

图 4 湍流模型适用性对比:(a)Standard k‒ε模型;(b)SST k‒ω模型
Figure 4. Comparison of the two turbulence models: (a) Standard k‒ε; (b) SST k‒ω

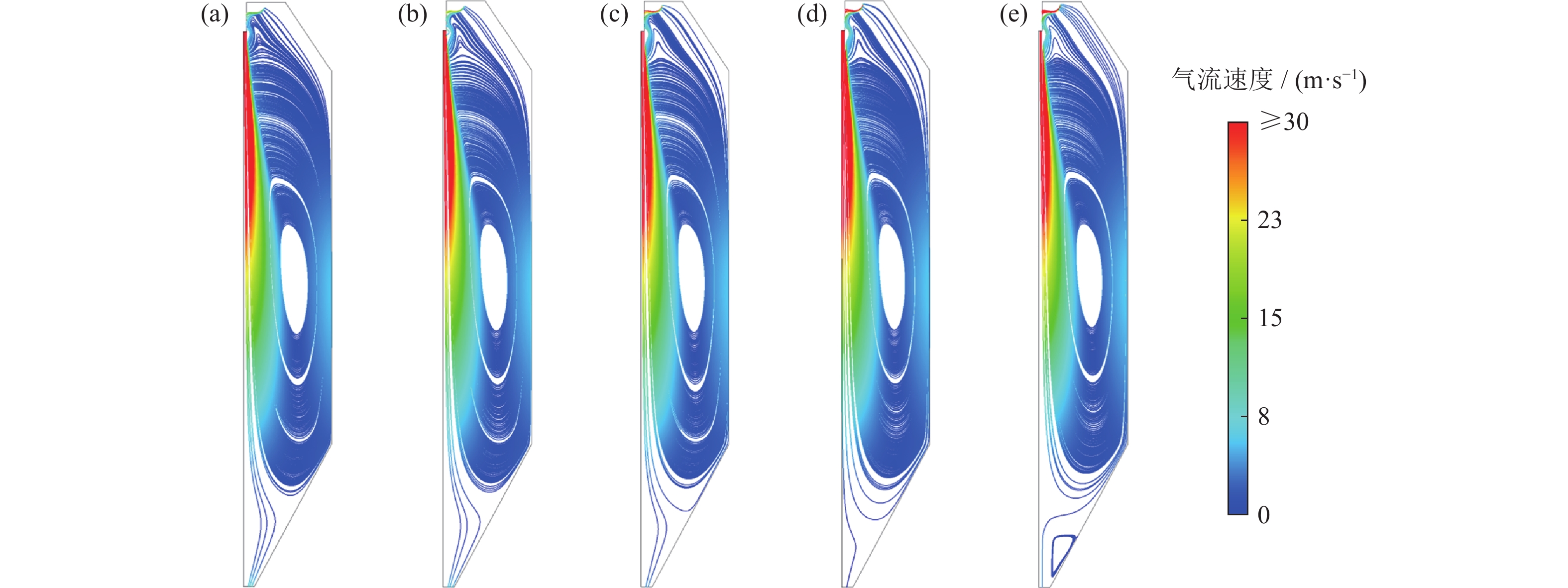
图 5 宏观流场结构随雾化压力变化情况:(a)1.0 MPa;(b)2.0 MPa;(c)3.0 MPa;(d)4.0 MPa;(e)5.0 MPa
Figure 5. Variation of the macro flow pattern with the atomization pressure: (a) 1.0 MPa; (b) 2.0 MPa; (c) 3.0 MPa; (d) 4.0 MPa; (e) 5.0 MPa

图 6 过回流区中心水平方向的轴向速度分布
Figure 6. Distribution of the axial velocity in the horizontal direction through the center of gas recirculation zone

图 8 在1/4R处施加辅助气流时宏观流场结构随辅雾比变化情况:(a)0.6;(b)0.8;(c)1.0;(d)1.2;(e)1.4
Figure 8. Variation of the macro flow pattern with AAR at 1/4R: (a) 0.6; (b) 0.8; (c) 1.0; (d) 1.2; (e) 1.4

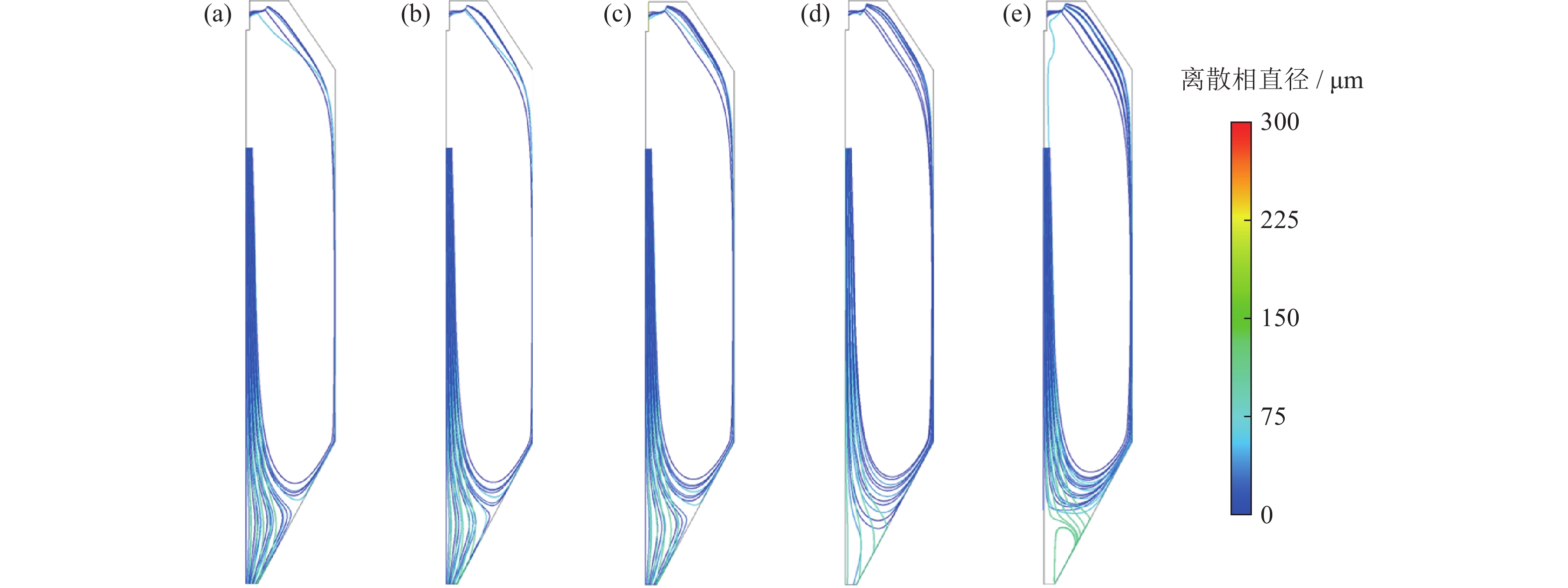
图 9 在1/4R处施加辅助气流时颗粒轨迹随辅雾比变化情况:(a)0.6;(b)0.8;(c)1.0;(d)1.2;(e)1.4
Figure 9. Variation of the particle trajectory with AAR at 1/4R: (a) 0.6; (b) 0.8; (c) 1.0; (d) 1.2; (e) 1.4

图 10 在3/8R处施加辅助气流时宏观流场结构随辅雾比变化情况:(a)0.6;(b)0.8;(c)1.0;(d)1.2;(e)1.4
Figure 10. Variation of the macro flow pattern with AAR at 3/8R: (a) 0.6; (b) 0.8; (c) 1.0; (d) 1.2; (e) 1.4

图 11 在3/8R处施加辅助气流时颗粒轨迹随辅雾比变化情况:(a)0.6;(b)0.8;(c)1.0;(d)1.2;(e)1.4
Figure 11. Variation of the particle trajectory with AAR at 3/8R: (a) 0.6; (b) 0.8; (c) 1.0; (d) 1.2; (e) 1.4

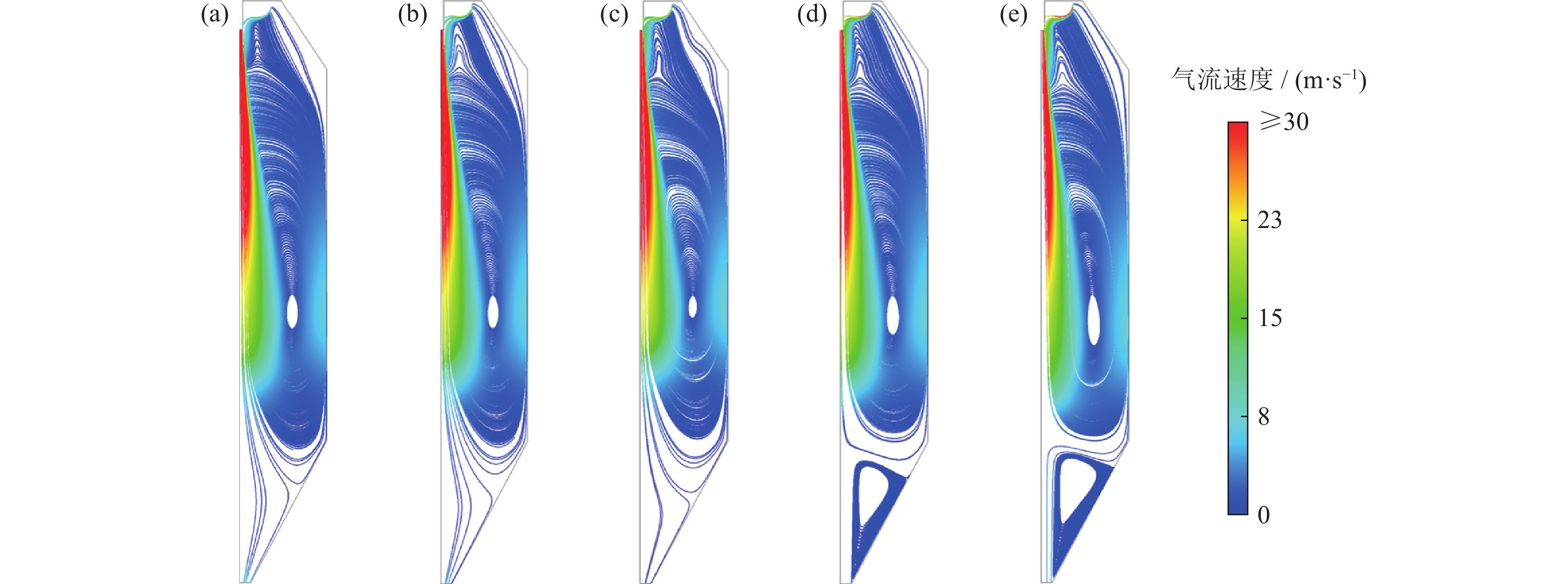
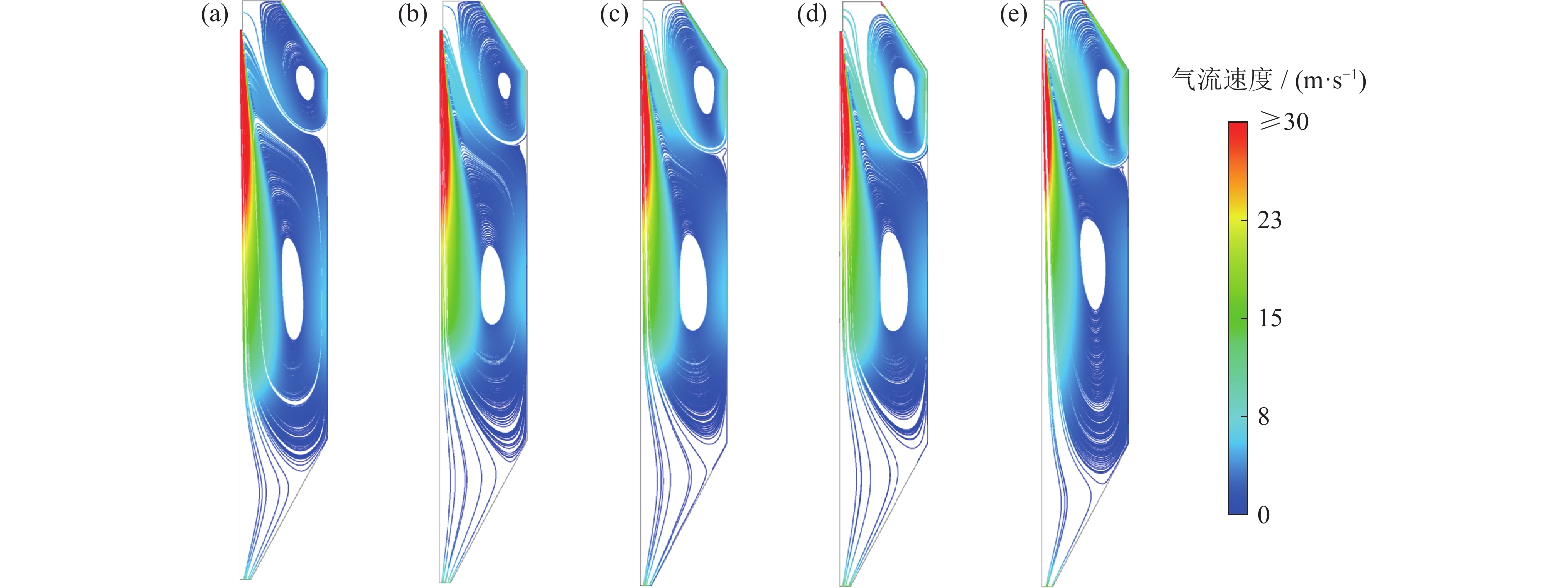
图 12 在1/2R处施加辅助气流时宏观流场结构随辅雾比变化情况:(a)0.6;(b)0.8;(c)1.0;(d)1.2;(e)1.4
Figure 12. Variation of the macro flow pattern with AAR at 1/2R: (a) 0.6; (b) 0.8; (c) 1.0; (d) 1.2; (e) 1.4

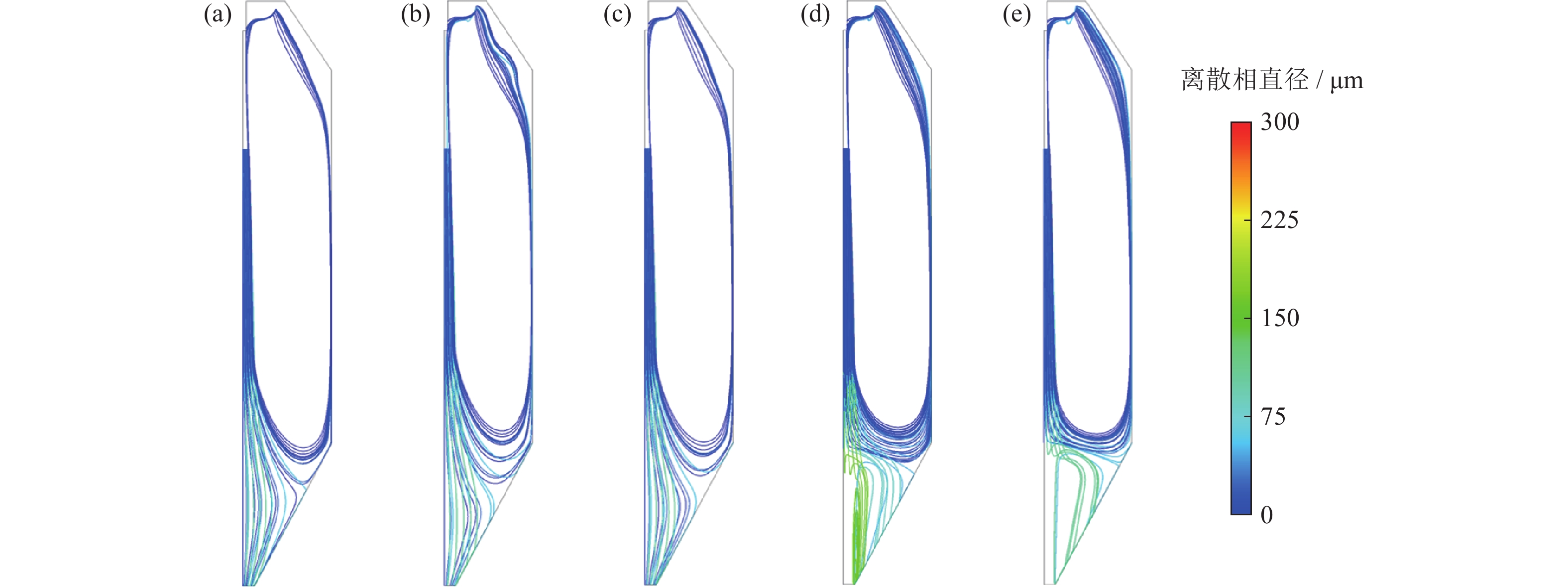
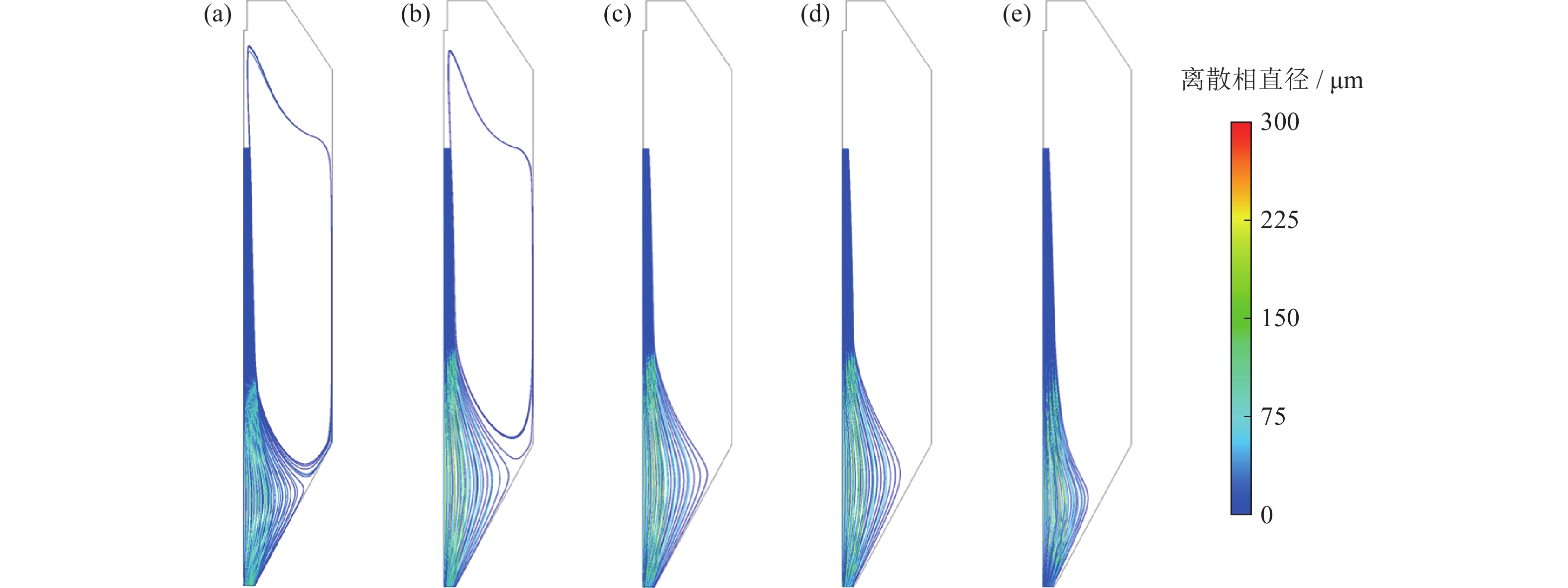
图 13 在1/2R处施加辅助气流时颗粒轨迹随辅雾比变化情况:(a)0.6;(b)0.8;(c)1.0;(d)1.2;(e)1.4
Figure 13. Variation of the particle trajectory with AAR at 1/2R: (a) 0.6; (b) 0.8; (c) 1.0; (d) 1.2; (e) 1.4

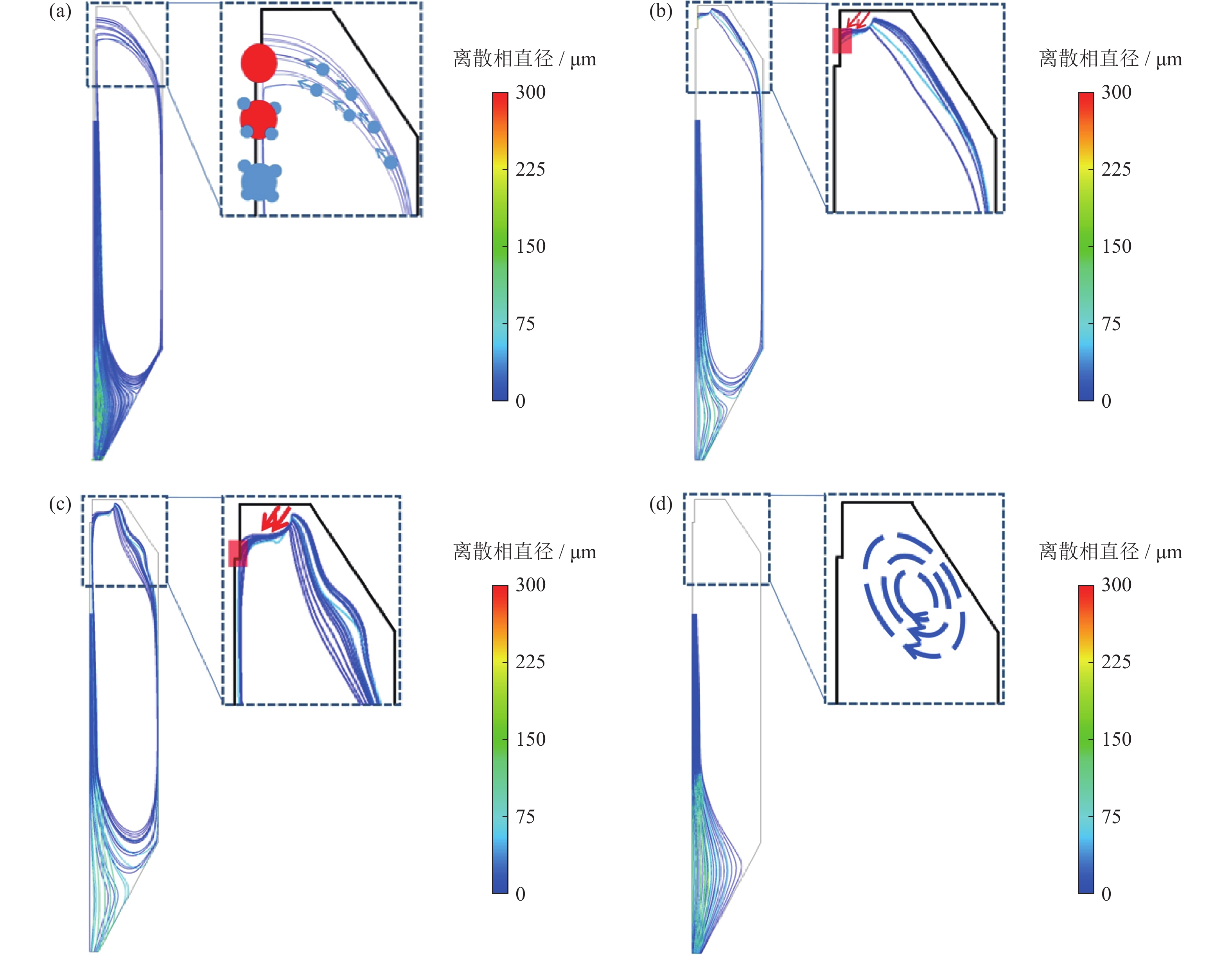
图 14 不同位置施加辅助气流时颗粒的运动轨迹:(a)无辅助气流;(b)1/4R;(c)3/8R;(d)1/2R
Figure 14. Variation of the particle trajectory with injection position of ancillary gas flow: (a) no ancillary gas flow; (b) 1/4R; (c) 3/8R; (d) 1/2R

图 15 辅助气流参数对颗粒碰撞区轴向位置的影响
Figure 15. Influence of the ancillary gas flow parameter on the axial position in the particle collision region

图 17 阶梯状雾化室结构参数设置:(a)D=400 mm;(b)D=300 mm;(c)D=200 mm
Figure 17. Structural parameter setting of the step-shaped atomization chamber: (a) D=400 mm; (b) D=300 mm; (c) D=200 mm

图 18 阶梯宽400 mm时宏观流场结构随阶梯高变化情况:(a)ΔH=500 mm;(b)ΔH=600 mm;(c)ΔH=700 mm;(d)ΔH=800 mm
Figure 18. Variation of the macro flow pattern with the step height at the step width of 400 mm: (a) ΔH=500 mm; (b) ΔH=600 mm; (c) ΔH=700 mm; (d) ΔH=800 mm

图 19 阶梯宽300 mm时宏观流场结构随阶梯高变化情况:(a)ΔH=500 mm;(b)ΔH=600 mm;(c)ΔH=700 mm;(d)ΔH=800 mm
Figure 19. Variation of the macro flow pattern with the step height at the step width of 300 mm: (a) ΔH=500 mm; (b) ΔH=600 mm; (c) ΔH=700 mm; (d) ΔH=800 mm

图 20 阶梯宽200 mm时宏观流场结构随阶梯高变化情况:(a)ΔH=500 mm;(b)ΔH=600 mm;(c)ΔH=700 mm;(d)ΔH=800 mm
Figure 20. Variation of macro flow pattern with the step height at the step width of 200 mm: (a) ΔH=500 mm; (b) ΔH=600 mm; (c) ΔH=700 mm; (d) ΔH=800 mm

图 21 有效抑制粉尘回旋的阶梯尺寸:(a)D=400 mm, ΔH=725~750 mm;(b)D=300 mm, ΔH=575~600 mm;(c)D=200 mm, ΔH=500~525 mm
Figure 21. Step dimensions that effectively restrict the fine particle entrainment: (a) D=400 mm, ΔH=725~750 mm; (b) D=300 mm, ΔH=575~600 mm; (c) D=200 mm, ΔH=500~525 mm

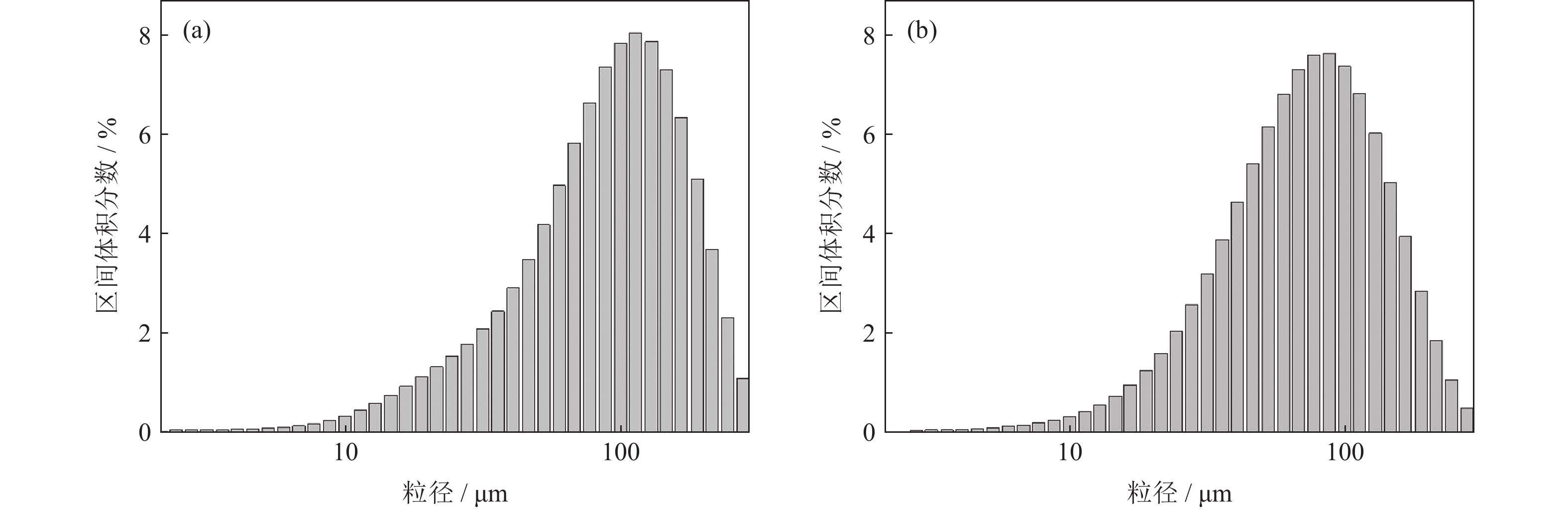
图 22 粉末样品粒度分布:(a)未施加气体整流(TC4-1);(b)施加气体整流(TC4-2)
Figure 22. Particle size distribution of the powder samples: (a) without gas-flow-regulation (TC4-1), (b) with gas-flow-regulation (TC4-2)

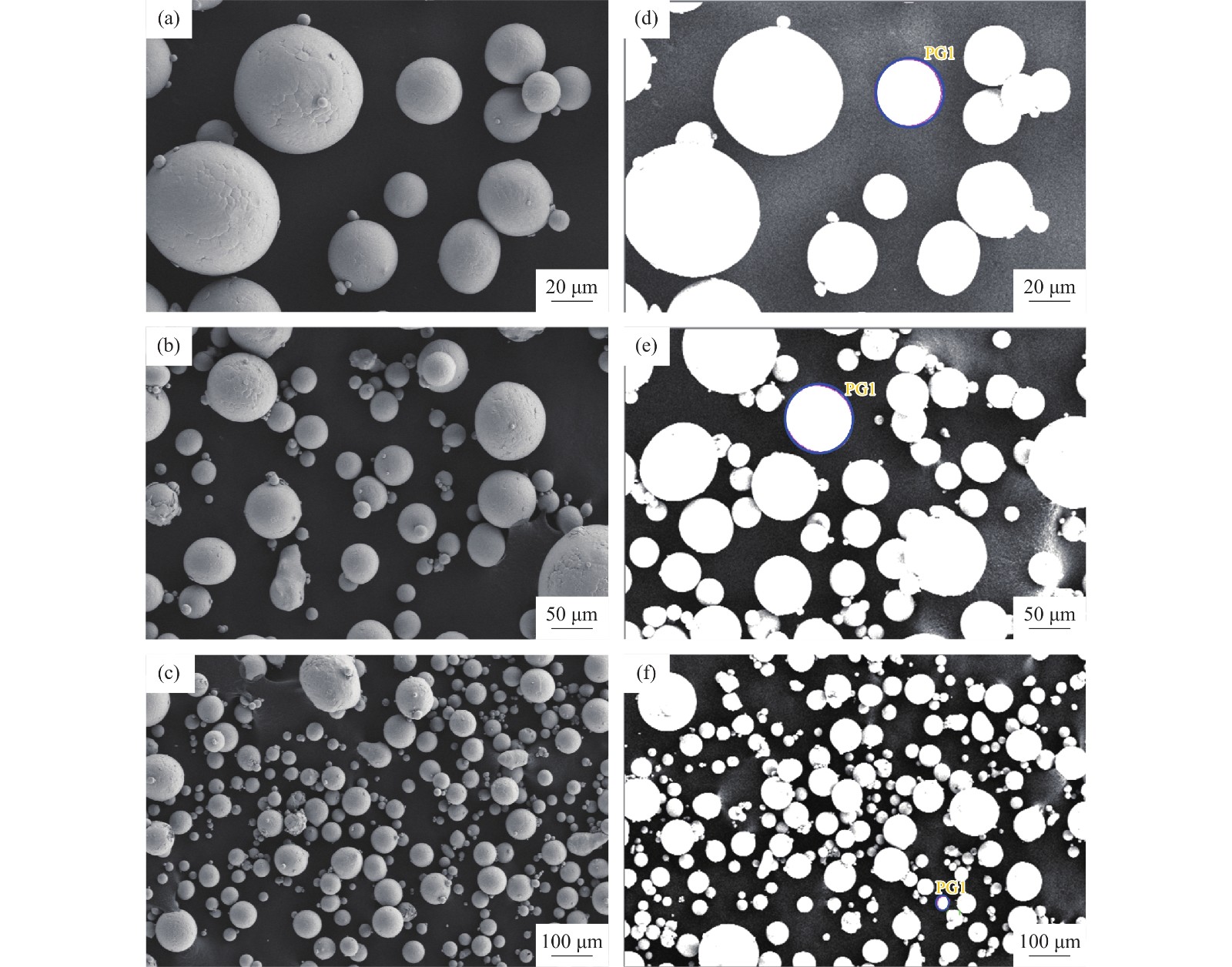
图 23 不同视场下粉末样品的表面形貌及相应的图像处理结果:(a)、(d)100 ×;(b)、(e) 200 ×;(c)、(f) 500 ×
Figure 23. Surface morphology and the corresponding image processing results of the powder samples under the different magnifications: (a), (d) 100 ×; (b), (e) 200 ×; (c), (f) 500 ×

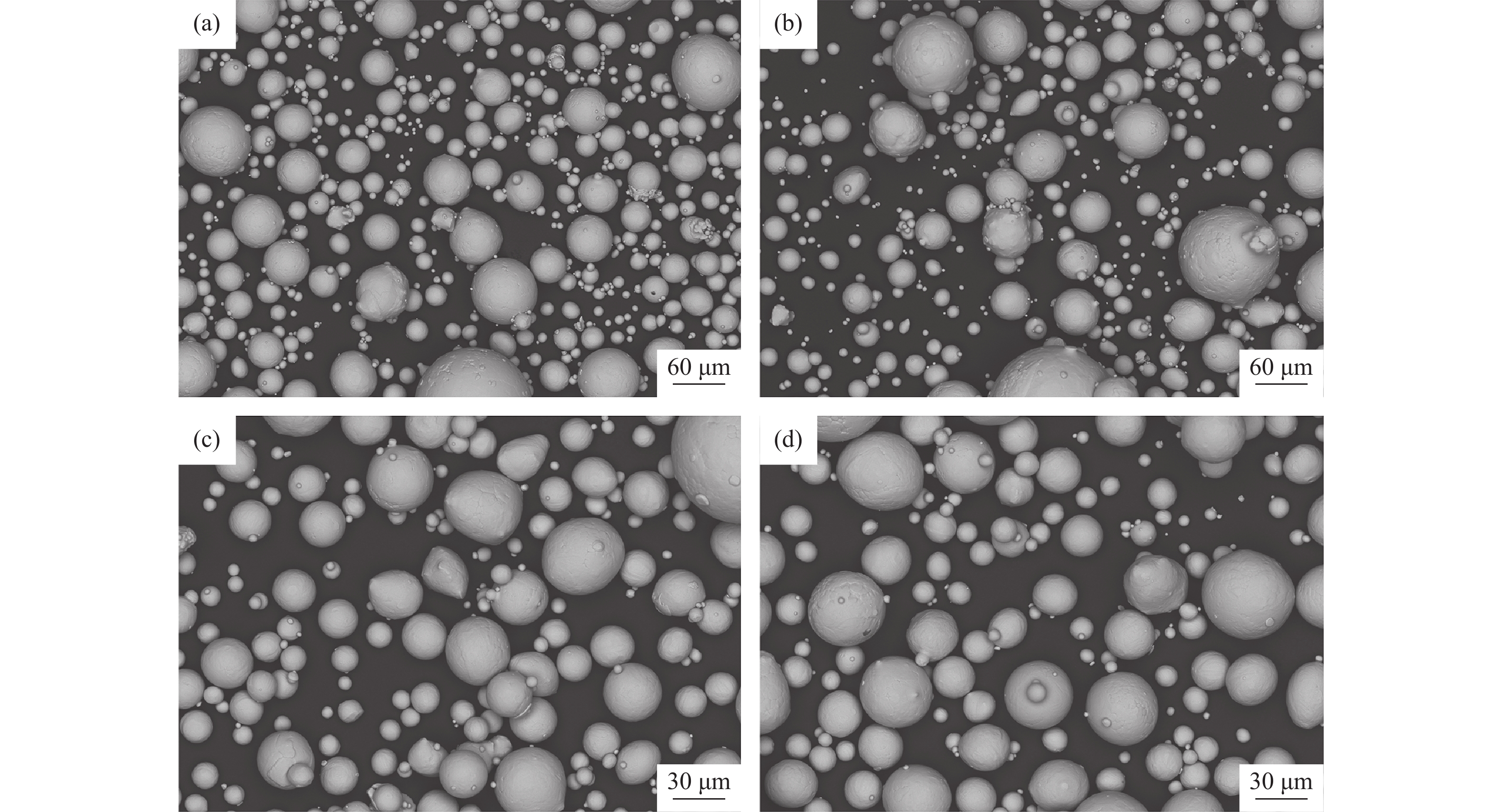
图 24 不同视场下粉末样品TC4-1的电镜图片:(a)200 ×;(b)200 ×;(c)400 ×;(d)400 ×
Figure 24. SEM images of TC4-1 under the different magnifications: (a) 200 ×; (b) 200 ×; (c) 400 ×; (d) 400 ×

图 25 不同视场下粉末样品TC4-2的电镜图片:(a)200 ×;(b)200 ×;(c)400 ×;(d)400 ×
Figure 25. SEM images of TC4-2 under the different magnifications: (a) 200 ×; (b) 200 ×; (c) 400 ×; (d) 400 ×
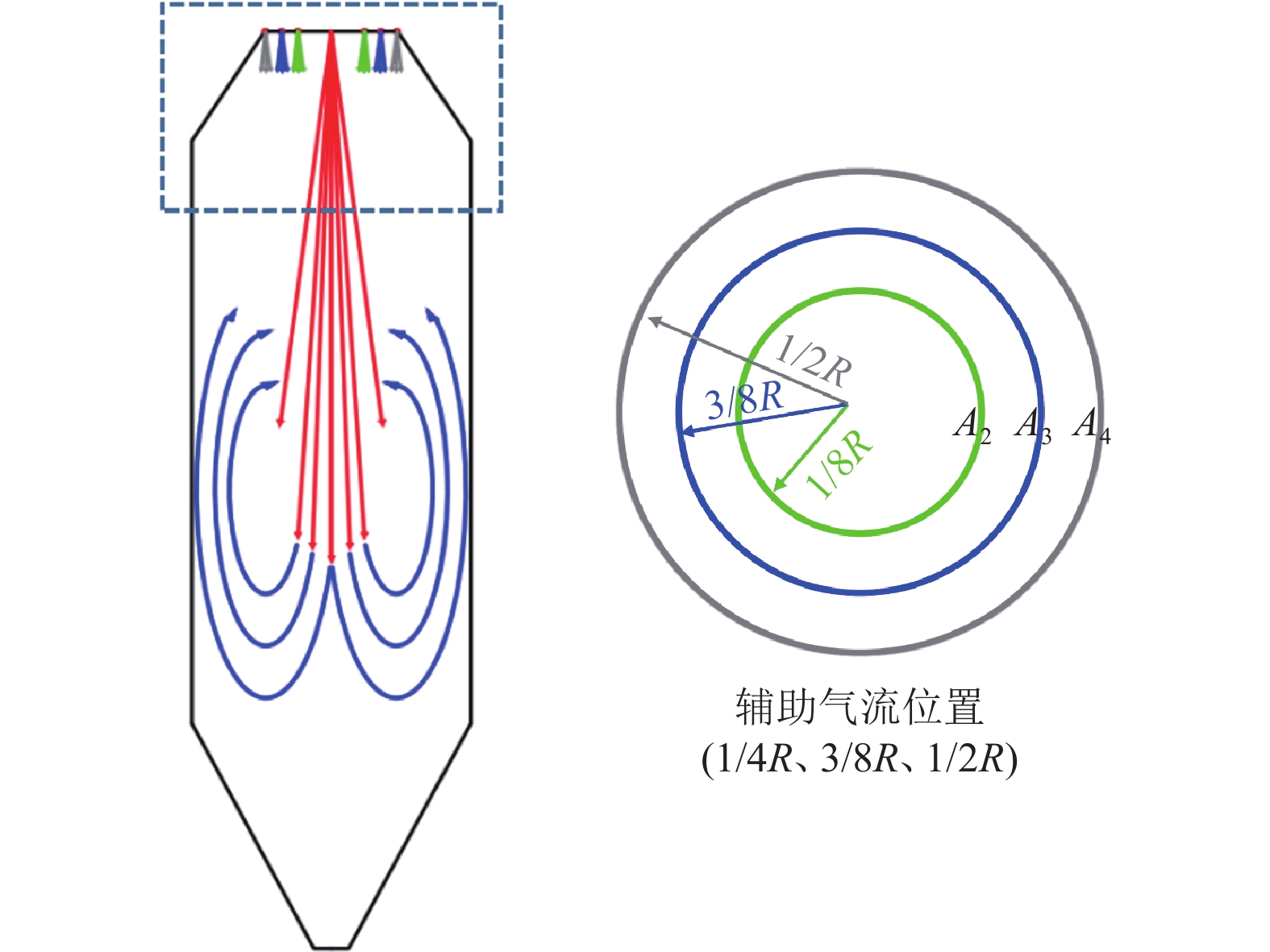
表 1 环缝辅助气流流量
Table 1. Flow rate of annular ancillary gas flow
雾化气流流量 / (kg·s‒1) 辅助气流流量 / (kg·s‒1) 辅雾比 0.40 0.24 0.6 0.32 0.8 0.40 1.0 0.48 1.2 0.56 1.4  下载: 导出CSV
下载: 导出CSV
表 2 优化的阶梯尺寸与阶梯角的关系
Table 2. Relationship between the optimized step size and the step angle
阶梯宽,D / mm 阶梯高,ΔH / mm 阶梯角,θ 400 725~750 30°50′~29°50′ 300 575~600 29°14′~28°04′ 200 500~525 22°36′~21°30′
下载: 导出CSV
表 3 两组粉末样品的形貌特征
Table 3. Morphological characteristics of the powder samples
粉末样品 球形度 赘生物指数 TC4-1 0.9278±0.0311 0.489±0.062 TC4-2 0.9427±0.0165 0.270±0.027
下载: 导出CSV
-
[1] Advanced Manufacturing Office, U. S. DOE. Additive manufacturing: Pursuing the promise. US Department of Energy, 2012-08, https://www.energy.gov/sites/default/files/2013/12/f5/additive_manufacturing.pdf [2] Li L, Dai Y. The comparison and developments of the preparation technology of spherical metal powders used in selective laser melting. Adv Mater Ind, 2017(8): 54 doi: 10.3969/j.issn.1008-892X.2017.08.014李礼, 戴煜. 激光选区熔化增材制造专用球形金属粉末制备技术现状及对比. 新材料产业, 2017(8): 54 doi: 10.3969/j.issn.1008-892X.2017.08.014 [3] Bandyopadhyay A, Zhang Y N, Bose S. Recent developments in metal additive manufacturing. Curr Opin Chem Eng, 2020, 28: 96 doi: 10.1016/j.coche.2020.03.001 [4] Li A, Liu S F, Wang B J, et al. Research progress on preparation of metal powder for 3D printing. J Iron Steel Res, 2018, 30(6): 419李安, 刘世锋, 王伯健, 等. 3D打印用金属粉末制备技术研究进展. 钢铁研究学报, 2018, 30(6): 419 [5] Chen Y Y, Xiao Z Y, Li S K, et al. Research progress on the preparation methods of metal powder for 3D printing. Powder Metall Ind, 2018, 28(4): 56陈莹莹, 肖志瑜, 李上奎, 等. 3D打印用金属粉末的制备技术及其研究进展. 粉末冶金工业, 2018, 28(4): 56 [6] Dawes J, Bowerman R, Trepleton R. Introduction to the additive manufacturing powder metallurgy supply chain. Johnson Matthey Technol Rev, 2015, 59(3): 243 doi: 10.1595/205651315X688686 [7] Ouyang H W, Chen X, Yu W T, et al. Progress and prospect on the gas atomization. Powder Metall Technol, 2007, 25(1): 53 doi: 10.3321/j.issn:1001-3784.2007.01.013欧阳鸿武, 陈欣, 余文焘, 等. 气体雾化制粉技术发展历程及展望. 粉末冶金技术, 2007, 25(1): 53 doi: 10.3321/j.issn:1001-3784.2007.01.013 [8] Fu X W, Huck D, Makein L, et al. Effect of particle shape and size on flow properties of lactose powders. Particuology, 2012, 10(2): 203 doi: 10.1016/j.partic.2011.11.003 [9] Frazier W E. Metal additive manufacturing: a review. J Mater Eng Perform, 2014, 23(6): 1917 doi: 10.1007/s11665-014-0958-z [10] Brika S E, Letenneur M, Dion C A, et al. Influence of particle morphology and size distribution on the powder flowability and laser powder bed fusion manufacturability of Ti–6Al–4V alloy. Addit Manuf, 2020, 31: 100929 [11] Dunkley J, Telford B. Control of satellite particles in gas atomization // World Congress on Powder Metallurgy and Particulate Materials. Orlando, 2002 [12] Ozbilen S. Satellite formation mechanism in gas atomised powders. Powder Metall, 1999, 42(1): 70 doi: 10.1179/pom.1999.42.1.70 [13] Li X G, Liu C, Zhu Q. Research progress on gas atomization technology for preparation of feedstock powder used in metal additive manufacturing. Aeron Manuf Technol, 2019, 62(22): 22黎兴刚, 刘畅, 朱强. 面向金属增材制造的气体雾化制粉技术研究进展. 航空制造技术, 2019, 62(22): 22 [14] Beckers D, Ellendt N, Fritsching U, et al. Impact of process flow conditions on particle morphology in metal powder production via gas atomization. Adv Powder Technol, 2020, 31(1): 300 doi: 10.1016/j.apt.2019.10.022 [15] Uhlenwinkel V, Beckers D, Ellendt N. Gas recirculation affects powder quality // World Congress on Powder Metallurgy and Particulate Materials. Orlando, 2014 [16] Anderson I E, White E M H, Dehoff R. Feedstock powder processing research needs for additive manufacturing development. Curr Opin Solid State Mater Sci, 2018, 22(1): 8 doi: 10.1016/j.cossms.2018.01.002 [17] Salvador F J, Gimeno J, Pastor J M, et al. Effect of turbulence model and inlet boundary condition on the diesel spray behavior simulated by an eulerian spray atomization (ESA) model. Int J Multiphase Flow, 2014, 65: 108 doi: 10.1016/j.ijmultiphaseflow.2014.06.003 [18] Menter F R. Two-equation eddy-viscosity turbulence models for engineering applications. AIAA J, 1994, 32(8): 1598 doi: 10.2514/3.12149 [19] Wilcox D C. Turbulence Modeling for CFD. La Canada: DCW Industries, 1993 [20] Launder B E, Spalding D B. Mathematical Models of Turbulence. New York: Academic Press, 1972 [21] Gosman A D, Loannides E. Aspects of computer simulation of liquid-fuelled combustors. AIAA J, 1981, 81: 482 [22] Fritsching U. Spray Simulation. Cambridge: Cambridge University Press, 2004 [23] Aydin O, Unal R. Experimental and numerical modeling of the gas atomization nozzle for gas flow behavior. Comput Fluids, 2011, 42(1): 37 doi: 10.1016/j.compfluid.2010.10.013 [24] Wang B Y, Lu L, Wu W H, et al. Research on 18Ni300 alloy powders prepared by close-coupled gas atomization technology used for selective laser melting. Powder Metall Technol, 2020, 38(3): 222王博亚, 卢林, 吴文恒, 等. 紧耦合气体雾化技术制备选区激光熔化用18Ni300合金粉末的研究. 粉末冶金技术, 2020, 38(3): 222 [25] Wei M W, Chen S Y, Sun M, et al. Atomization simulation and preparation of 24CrNiMoY alloy steel powder using VIGA technology at high gas pressure. Powder Technol, 2020, 367: 724 doi: 10.1016/j.powtec.2020.04.030 [26] Guo Y B. Study on Tip Back Pressure in Close-Coupled Gas Atomization System and Preparation of Fine Powders [Dissertation]. Changsha: Central South University, 2009郭屹宾. 紧耦合雾化喷嘴的反压和微细粉末的制备研究[学位论文]. 长沙: 中南大学, 2009 [27] Li X G, Zhu Q. A Type of Equipment and Method of Metal Powder Preparation: China Patent, CN108971505A. 2018-10-12黎兴刚, 朱强. 一种金属粉末制备装置及制备方法: 中国专利, CN108971505A. 2018-10-12 [28] Heidloff A J, Rieken J R, Anderson I E, et al. Advanced gas atomization processing for Ti and Ti alloy powder manufacturing. JOM, 2010, 62(5): 35 doi: 10.1007/s11837-010-0075-x [29] Gao C F, Xiao Z Y, Zou H P, et al. Characterization of spherical AlSi10Mg powder produced by double-nozzle gas atomization using different parameters. Trans Nonferrous Met Soc China, 2019, 29(2): 374 doi: 10.1016/S1003-6326(19)64947-2 -












 点击查看大图
点击查看大图
计量
- 文章访问数: 2778
- HTML全文浏览量: 336
- PDF下载量: 205
- 被引次数: 0
