, 最新更新时间
摘要:
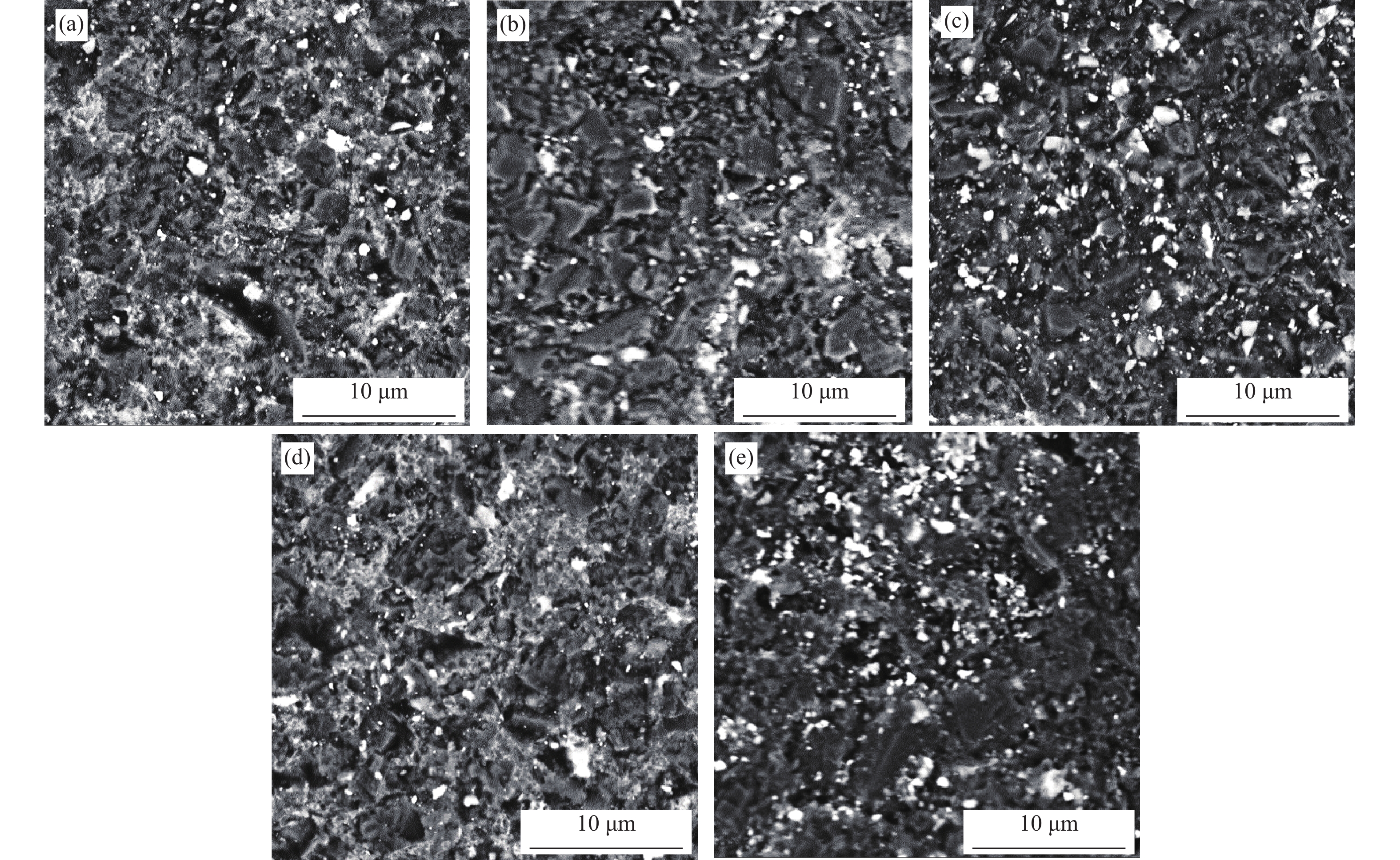
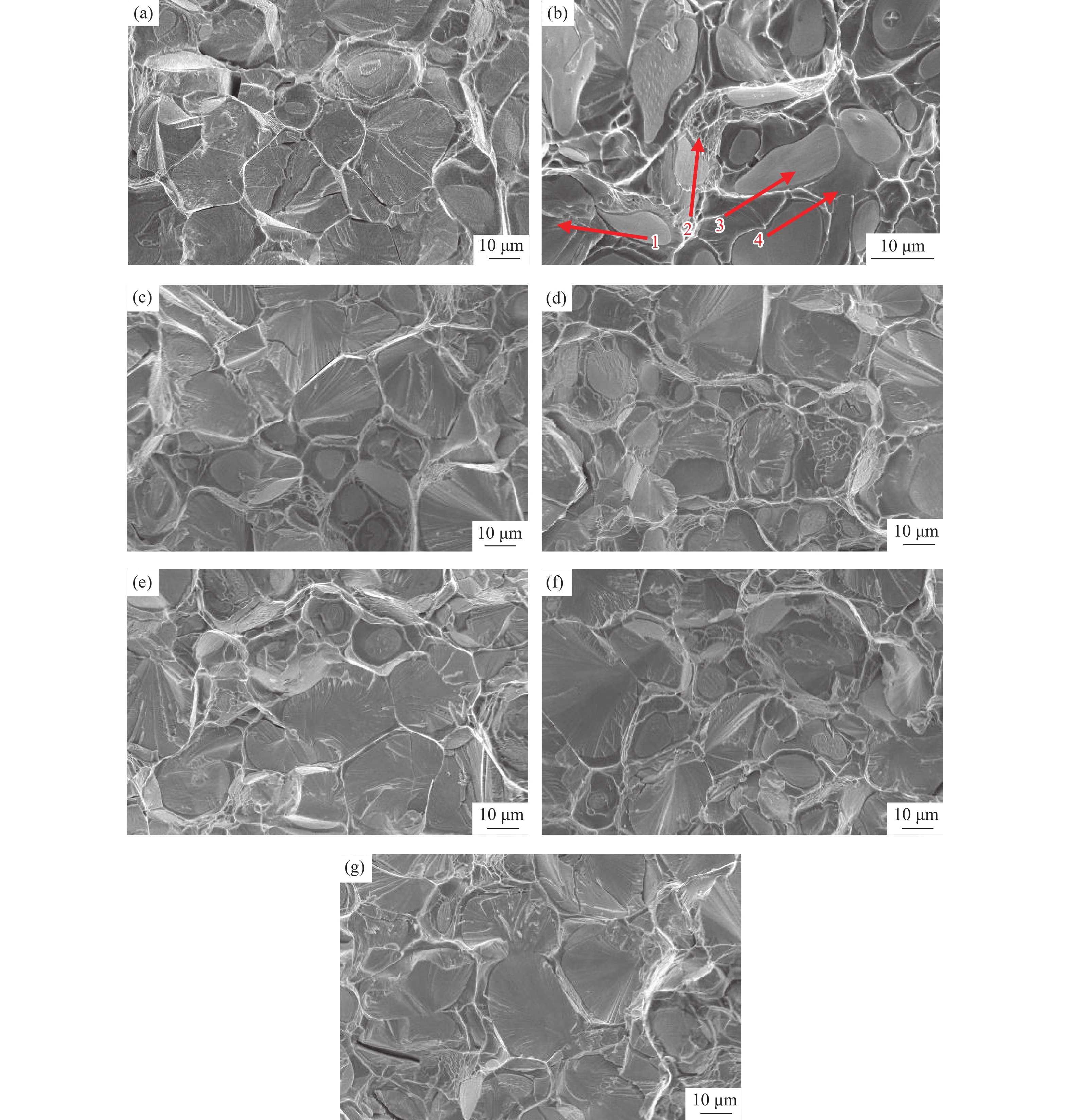
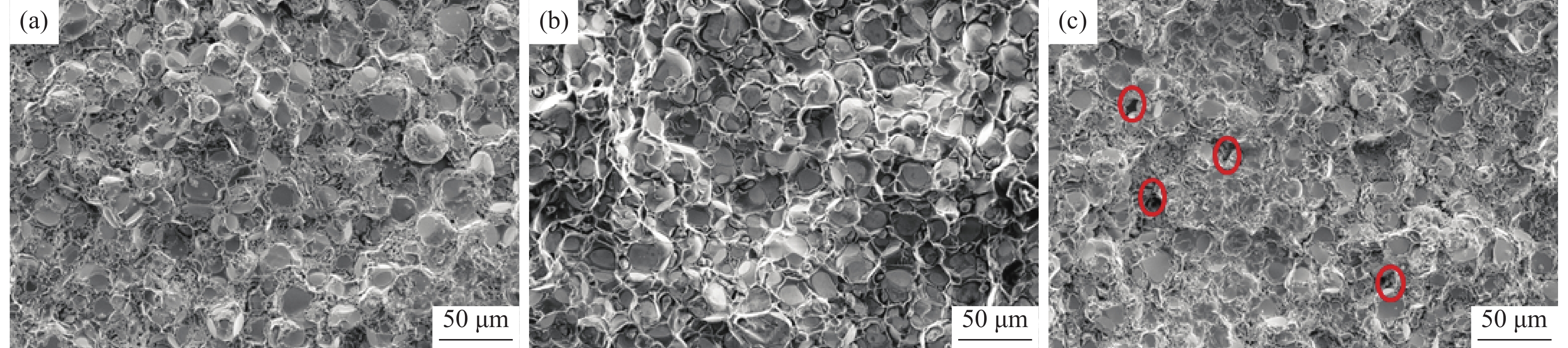
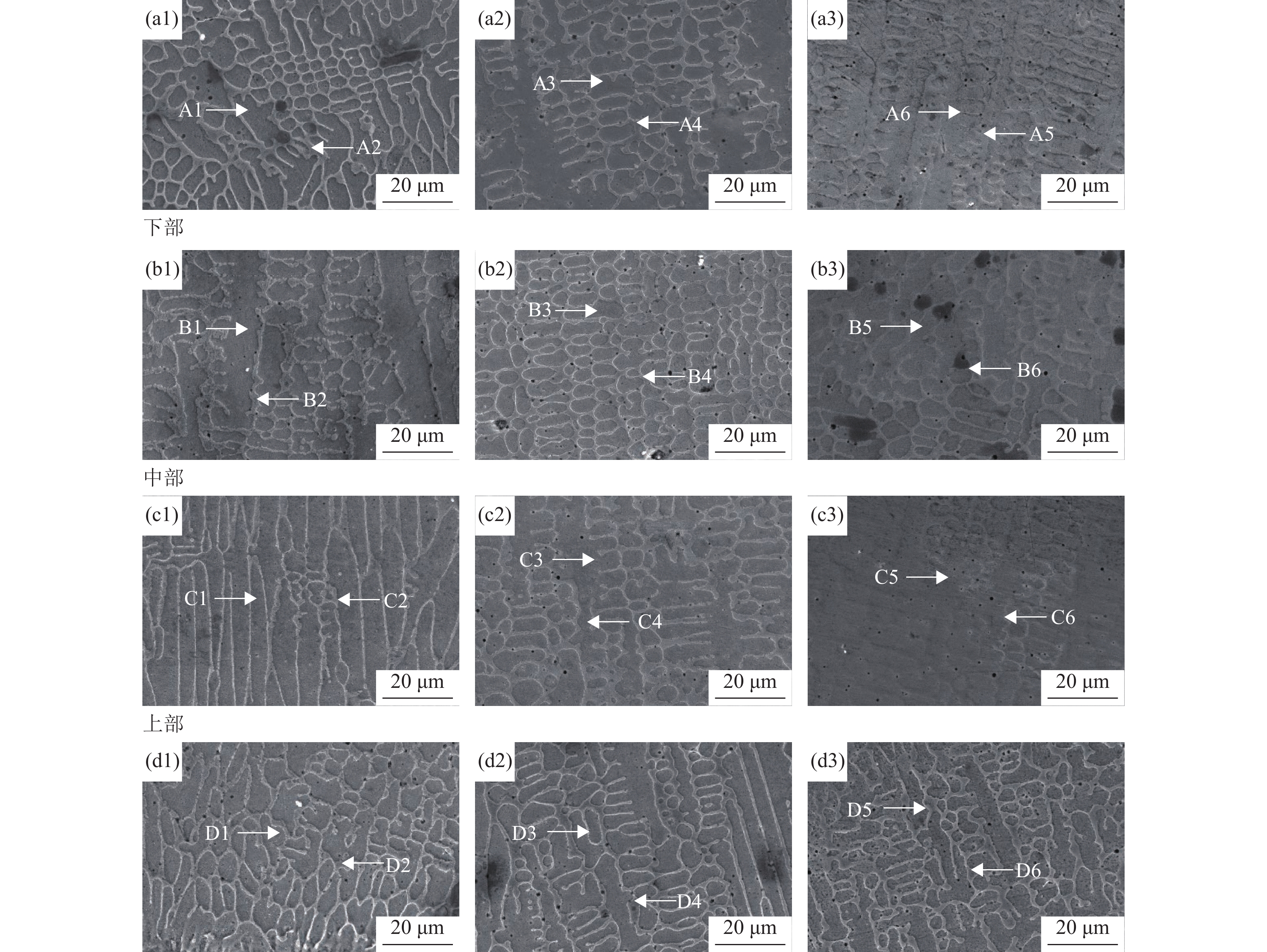
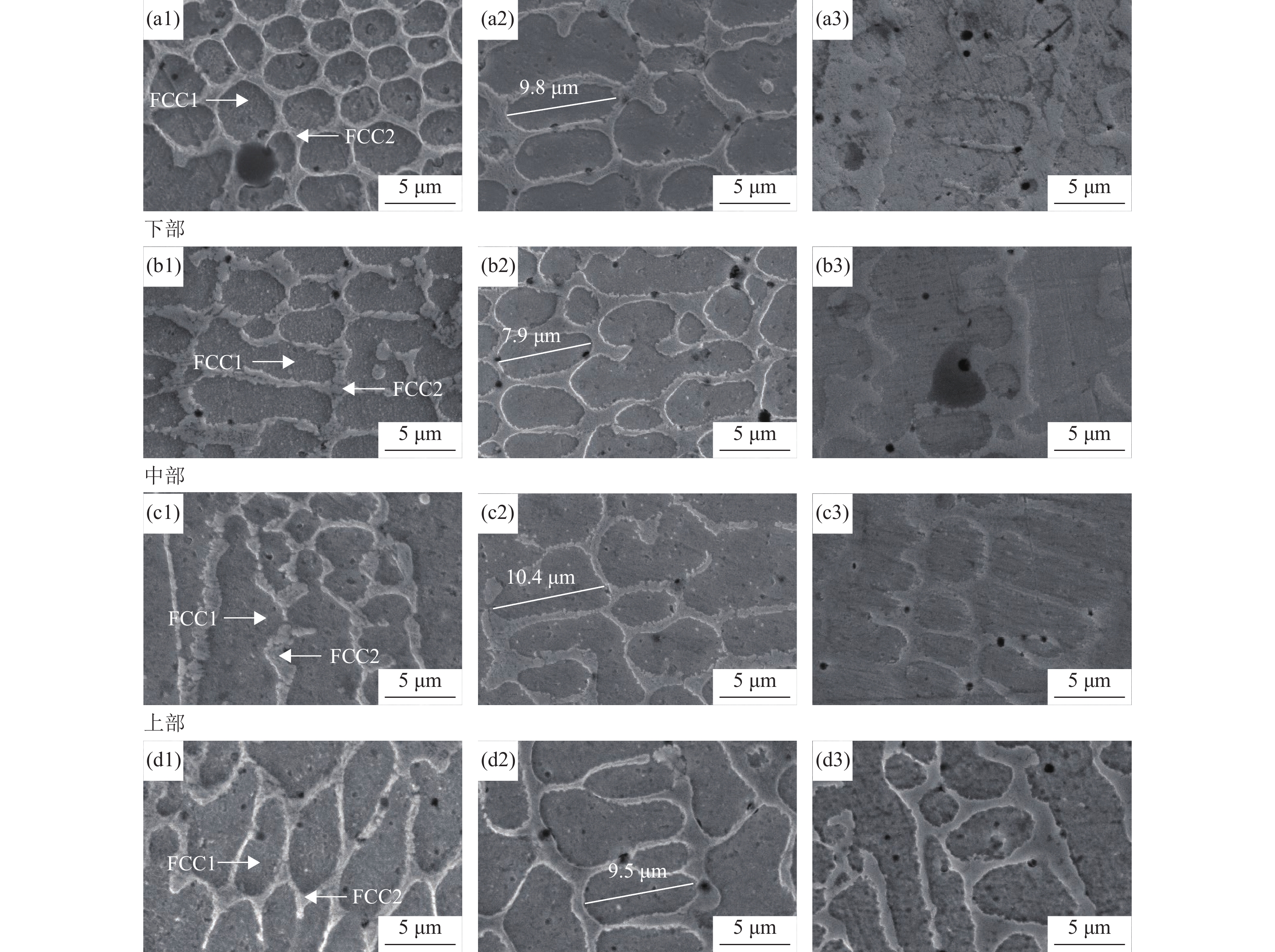
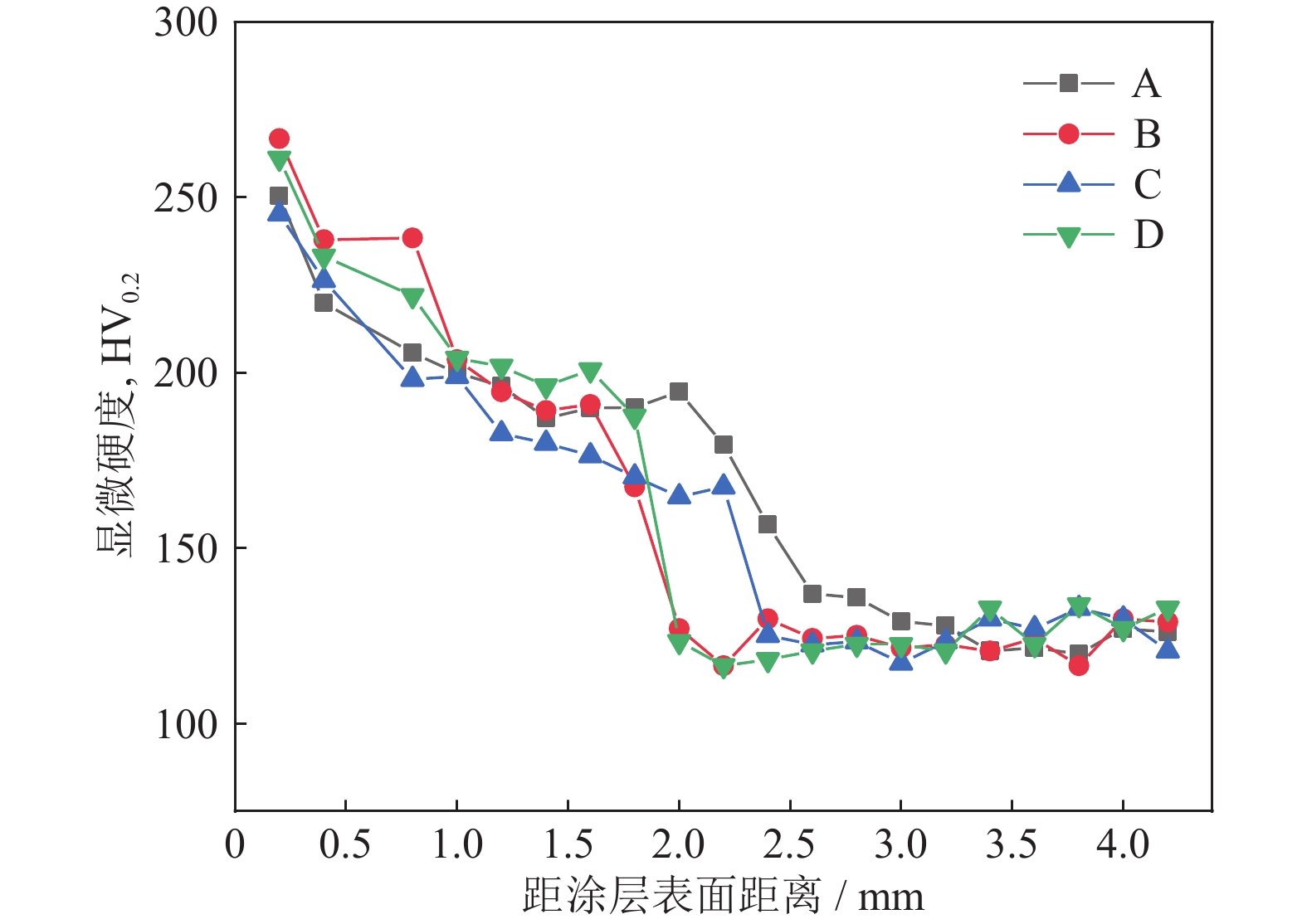
以Ti(C,N)为基体相,HfN和WC为不同层的增强相,金属Ni和Mo为粘结相,采用交替铺层法制备素坯,并利用真空热压烧结技术制备Ti(C,N)-HfN/Ti(C,N)-WC层状陶瓷,研究了烧结温度对层状陶瓷微观组织和力学性能的影响。结果表明:随着烧结温度的升高,材料中的晶粒逐渐长大,在烧结温度为1350 ℃和1400 ℃时,材料的晶粒较小但分布不均匀,且存在较多的微缺陷;在烧结温度为1450 ℃和1500 ℃时,材料中的晶粒相对均匀(粒径~1 μm),微缺陷较少;在烧结温度达到1550 ℃时,材料中出现了大量粗大晶粒(粒径~2 μm)。随着烧结温度的升高,层状陶瓷的抗弯强度、维氏硬度和断裂韧度均先增大后减小。在1450 ℃下所制备的Ti(C,N)-HfN/Ti(C,N)-WC层状陶瓷具有较好的综合力学性能,其抗弯强度、维氏硬度和断裂韧度分别为(1263.6±17.1)MPa、(18.5±0.3)GPa和(8.2±0.1)MPa·m1/2。此外,Ti(C,N)-HfN/Ti(C,N)-WC层状陶瓷在断裂时表现为穿晶与沿晶并存的断裂模式。