
-
摘要: 在高速切削加工铝合金涡轮过程中,硬质合金刀具的磨损会直接影响刀具的使用寿命和加工精度,导致加工精度无法满足设计要求,在磨损严重时还会引起刀具和零件的损伤。本文以高效切削铝合金涡轮用硬质合金刀具为研究对象,通过四因素三水平正交试验对刀具磨损行为进行研究,观测和分析不同切削参数下硬质合金刀具的磨损状态及微观形貌,讨论并提出有效控制刀具磨损的措施。结果表明,该控制刀具磨损的措施在保证零件加工精度的同时具有一定的实际推广价值。Abstract: In the high-speed cutting process of aluminum alloy turbine by carbide tools, the wear characteristics of carbide tools directly affect the service life and machining accuracy, resulting in that the machining accuracy cannot reach the design requirements. In addition, the serious wear may lead to the damage of tools and parts. The carbide tools used for high-speed cutting aluminum alloy turbine were investigated in this paper, the four-factor three-level orthogonal tests were used to studied the wear performance of carbide tools. The wear state and microstructures of carbide tools were observed and analyzed in different cutting parameters. The improvement measures were discussed and proposed to effectively control the tool wear. In the results, the improvement measures can ensure the machining accuracy of parts, and have the practical value to popularize.
-
Key words:
- cemented carbide /
- tool /
- wear /
- high-speed cutting /
- aluminum alloy
-

图 1 实验设备及刀具:(a)VH-8000数字光学显微镜;(b)机夹式立铣刀
Figure 1. Experimental equipments and tools: (a) optical microscope (VH-8000); (b) clip-type end mill

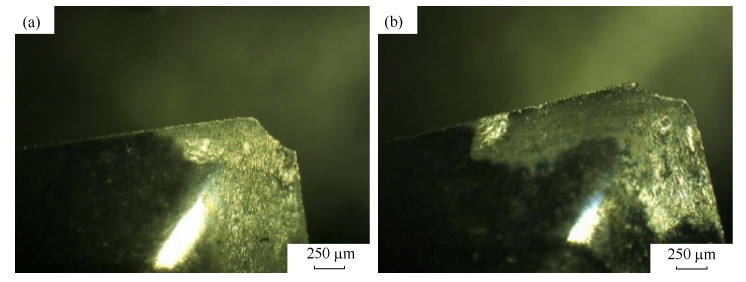
图 2 不同切削参数下NASKA刀片崩刃现象:(a)fz = 0.3 mm,ap = 1 mm,ae = 11 mm,Vc = 942 m/min;(b)fz = 0.3 mm,ap = 2 mm,ae = 7 mm,Vc = 471 m/min
Figure 2. Images of blade chipping in different cutting parameters: (a) fz = 0.3 mm, ap = 1 mm, ae = 11 mm, Vc = 942 m/min; (b) fz = 0.3 mm, ap = 2 mm, ae = 7 mm, Vc = 471 m/min

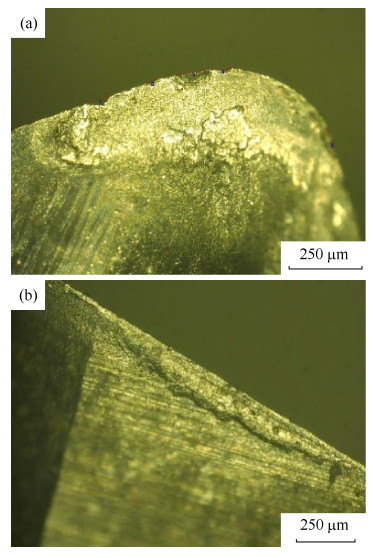
图 3 刀具(a)和后刀面(b)黏结磨损宏观形貌(fz = 0.3 mm,ap = 1 mm,Vc = 706 m/min)
Figure 3. Adhesive wear images of tool (a) and cutter flank (b) at fz = 0.3 mm, ap = 1 mm, and Vc = 706 m/min

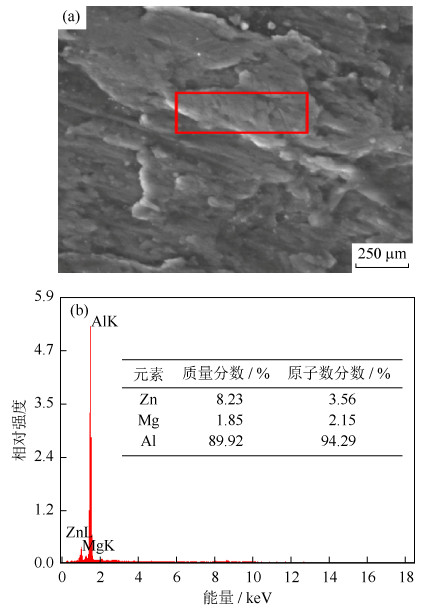
图 4 黏结物显微组织形貌及能谱分析:(a)扫描电子显微形貌;(b)能谱分析
Figure 4. Microstructures and composition of adhesive substance: (a) SEM morphology; (b) EDS analysis

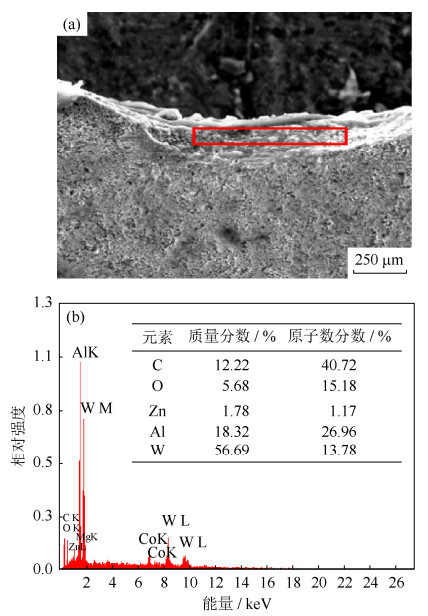
图 5 后刀面磨损处显微组织形貌及能谱分析:(a)扫描电子显微形貌;(b)能谱分析
Figure 5. Microstructures and composition in wear zone: (a) SEM morphology; (b) EDS analysis
表 1 NASKA刀片正交实验参数与因素水平
Table 1. Parameters and levels in orthogonal experiment of NASKA blade
因素水平 切削深度,ap / mm 线速度,Vc / (m·min-1) 每齿进给,fz / mm 切削宽度,ae / mm 1 1 471 (刀具转速:6000 r/min) 0.1 3 2 3 706 (刀具转速:9000 r/min) 0.2 7 3 2 942 (刀具转速:12000 r/min) 0.3 11  下载: 导出CSV
下载: 导出CSV
表 2 SANDVIK刀片正交实验因素与水平
Table 2. Parameters and levels in orthogonal experiment of SANDVIK blade
因素水平 切削深度,ap / mm 线速度,Vc / (m·min-1) 每齿进给,fz / mm 切削宽度,ae / mm 1 1 471 (刀具转速:6000 r/min) 0.1 3 2 2 706 (刀具转速:9000 r/min) 0.2 8 3 3 942 (刀具转速:12000 r/min) 0.3 13
下载: 导出CSV
表 3 NASKA刀片正交实验结果分析
Table 3. Analysis on orthogonal experiment results of NASKA blade
切削参数 切削深度,ap 线速度,Vc 每齿进给,fz 切削宽度,ae 因素水平 1 2 3 1 2 3 1 2 3 1 2 3 ∑T 0.288 0.342 0.306 0.27 0.306 0.369 0.261 0.288 0.396 0.276 0.297 0.36 均值 0.096 0.114 0.102 0.09 0.102 0.123 0.087 0.096 0.132 0.093 0.099 0.12 极差 0.018 0.033 0.045 0.027 注:∑T表示的是切削参数对刀具后刀面磨损量影响程度的总和,均值表示的是切削参数对刀具后刀面磨损量影响程度的平均值,极差表示的是切削参数对刀具后刀面磨损量的影响程度。
下载: 导出CSV
-
[1] Wan Y. Study on the Tool Wear Mechanism and Tool Life for High-Speed Milling Aeronautic Aluminium Alloy[Dissertation]. Jinan: Shandong University, 2006万熠. 高速铣削航空铝合金刀具失效机理及刀具寿命研究[学位论文]. 济南: 山东大学, 2006 [2] Hu X C. Nicety processed to model (appropriation) tool to have early expired reason analysis. Tool Eng, 2008, 42(5): 29 doi: 10.3969/j.issn.1000-7008.2008.05.009胡希川. 精密加工成型(专用)刀具过早失效原因分析. 工具技术, 2008, 42(5): 29 doi: 10.3969/j.issn.1000-7008.2008.05.009 [3] Wang J B. Analysis on high speed tool damage mechanism of hollow structure aluminum alloy. Mech Eng, 2013(8): 60 doi: 10.3969/j.issn.1002-2333.2013.08.028王建波. 中空结构铝合金高速加工刀具损伤机理分析. 机械工程师, 2013(8): 60 doi: 10.3969/j.issn.1002-2333.2013.08.028 [4] Zhang G M, Li R, Zeng Q, et al. Study of carbide tool wear rules in high cutting speeds base on aluminum alloy. Coal Min Mach, 2014, 35(5): 114 doi: 10.3969/j.issn.1001-0874.2014.05.033张光明, 李荣, 曾琦, 等. 基于铝合金高速切削其速度对硬质合金刀具磨损的影响. 煤矿机械, 2014, 35(5): 114 doi: 10.3969/j.issn.1001-0874.2014.05.033 [5] Guo X, Ge Y F, Fu X Q, et al. Research on tool life and wear of heavy milling aluminum thin-walled hollow structural. Tool Eng, 2014, 48(8): 43 doi: 10.3969/j.issn.1000-7008.2014.08.011郭新, 葛英飞, 付细群, 等. 铝合金薄壁中空结构件重负荷铣削刀具寿命及刀具磨损研究. 工具技术, 2014, 48(8): 43 doi: 10.3969/j.issn.1000-7008.2014.08.011 [6] Wang J C, Feng M J. Experimental study on wear of ball-end mill during finishing aluminum alloy blades. Tool Eng, 2008, 42(10): 80 doi: 10.3969/j.issn.1000-7008.2008.10.019王敬春, 冯明军. 球头铣刀精铣铝合金叶片的磨损试验研究. 工具技术, 2008, 42(10): 80 doi: 10.3969/j.issn.1000-7008.2008.10.019 [7] Li Y P, Li C H, Zhao X F, et al. Experimental research on surface roughness of milling 211Z aluminum alloy. Mach Des Manuf, 2016(6): 78 https://www.cnki.com.cn/Article/CJFDTOTAL-JSYZ201606022.htm李亚平, 李长虹, 赵先锋, 等. 211Z铝合金铣削表面粗糙度的实验研究. 机械设计与制造, 2016(6): 78 https://www.cnki.com.cn/Article/CJFDTOTAL-JSYZ201606022.htm [8] Wei H. Optimization of High Speed Milling Parameters for 2A14 Aluminum Alloy Thin-Walled Component [Dissertation]. Harbin: Harbin Institute of Technology, 2016魏慧. 2A14铝合金薄壁件高速铣削参数优化研究[学位论文]. 哈尔滨: 哈尔滨工业大学, 2016 [9] Cao Z Y. Fundamental Research on Machine Tool, Cutting Tool and Cutting Mechanism for Micro-Milling [Dissertation]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2008曹自洋. 微细铣削机床、刀具与加工机理的基础研究[学位论文]. 南京: 南京航空航天大学, 2008 [10] Chen Y, Du Q M, Dong W F, et al. Practical Technology of Modern Metal Cutting Tools. Beijing: Chemical Industry Press, 2008陈云, 杜齐明, 董万福, 等. 现代金属切削刀具实用技术. 北京: 化学工业出版社, 2008 [11] Wan Y, Ai X, Liu Z Q, et al. Tool wear and fracutre in high speed milling aluminum alloy 7050-T7451. Chin J Mech Eng, 2007, 43(4): 103 https://www.cnki.com.cn/Article/CJFDTOTAL-JXXB200704017.htm万熠, 艾兴, 刘战强, 等. 高速铣削航空铝合金7050-T7451时刀具的磨损破损. 机械工程学报, 2007, 43(4): 103 https://www.cnki.com.cn/Article/CJFDTOTAL-JXXB200704017.htm [12] Jiang Z H, Sun J L, Wang S L, et al. The influence of feed on tool wear in cutting TC4 titanium by high speed axial turn-milling. Modul Mach Tool Autom Manuf Tech, 2016(10): 26 https://www.cnki.com.cn/Article/CJFDTOTAL-ZHJC201610007.htm姜增辉, 孙晋亮, 王书利, 等. 进给量对高速轴向车铣TC4钛合金刀具磨损的影响. 组合机床与自动化加工技术, 2016(10): 26 https://www.cnki.com.cn/Article/CJFDTOTAL-ZHJC201610007.htm [13] Yan F G, Lv Y F, Li Y G, et al. Analysis of high temperature wear process mechanism of cemented carbide tool. Tool Eng, 2017, 51(4): 22 https://www.cnki.com.cn/Article/CJFDTOTAL-GJJS201704008.htm严复钢, 吕亚飞, 李艳国, 等. 硬质合金刀具高温磨损过程机理分析. 工具技术, 2017, 51(4): 22 https://www.cnki.com.cn/Article/CJFDTOTAL-GJJS201704008.htm [14] Li A H, Zhao J, Luo H B, et al. Wear mechanisms of coated carbide tools in high-speed dry milling of titanium alloy. Tribology, 2012, 32(1): 40 https://www.cnki.com.cn/Article/CJFDTOTAL-MCXX201201008.htm李安海, 赵军, 罗汉兵, 等. 高速干铣削钛合金时涂层硬质合金刀具磨损机理研究. 摩擦学学报, 2012, 32(1): 40 https://www.cnki.com.cn/Article/CJFDTOTAL-MCXX201201008.htm [15] Yang X Y, Ren C Z, Chen G. Effects of tool wear on surface integrity in milling titanium alloy. J Mach Des, 2012, 29(11): 22 https://www.cnki.com.cn/Article/CJFDTOTAL-JXSJ201211007.htm杨晓勇, 任成祖, 陈光. 钛合金铣削刀具磨损对表面完整性影响研究. 机械设计, 2012, 29(11): 22 https://www.cnki.com.cn/Article/CJFDTOTAL-JXSJ201211007.htm -

 点击查看大图
点击查看大图
计量
- 文章访问数: 341
- HTML全文浏览量: 132
- PDF下载量: 18
- 被引次数: 0
