Information
Governed by: China Association for Science and Technology
Sponsored by: Chinese Mechanical Engineering Society, The Chinese Society for Metals, The Nonferrous Metals Society of China, University of Science and Technology Beijing
Published by: Editorial Office of Powder Metallurgy Technology
Editor-in-Chief: QU Xuan-hui
Tel: 010-62333904
Email: pmt@ustb.edu.cn
Standard Number: ISSN 1001-3784CN 11-1974/TF
Issuing Code: 82-642
Subscription: Post Office
Price: 20¥/issue 120¥/year
Address: No. 30, Xueyuan Road, Haidian District, Beijing 100083, China

Articles in press have been peer-reviewed and accepted, which are not yet assigned to volumes /issues, but are citable by Digital Object Identifier (DOI).
Display Method:
, Available online
Abstract:





, Available online
Abstract:

, Available online
Abstract:



, Available online
Abstract:
, Available online
Abstract:

, Available online
Abstract:


, Available online
Abstract:



, Available online
Abstract:
, Available online
Abstract:




2024, 42(2): 97-106, 134.
DOI: 10.19591/j.cnki.cn11-1974/tf.2021110014
Abstract:
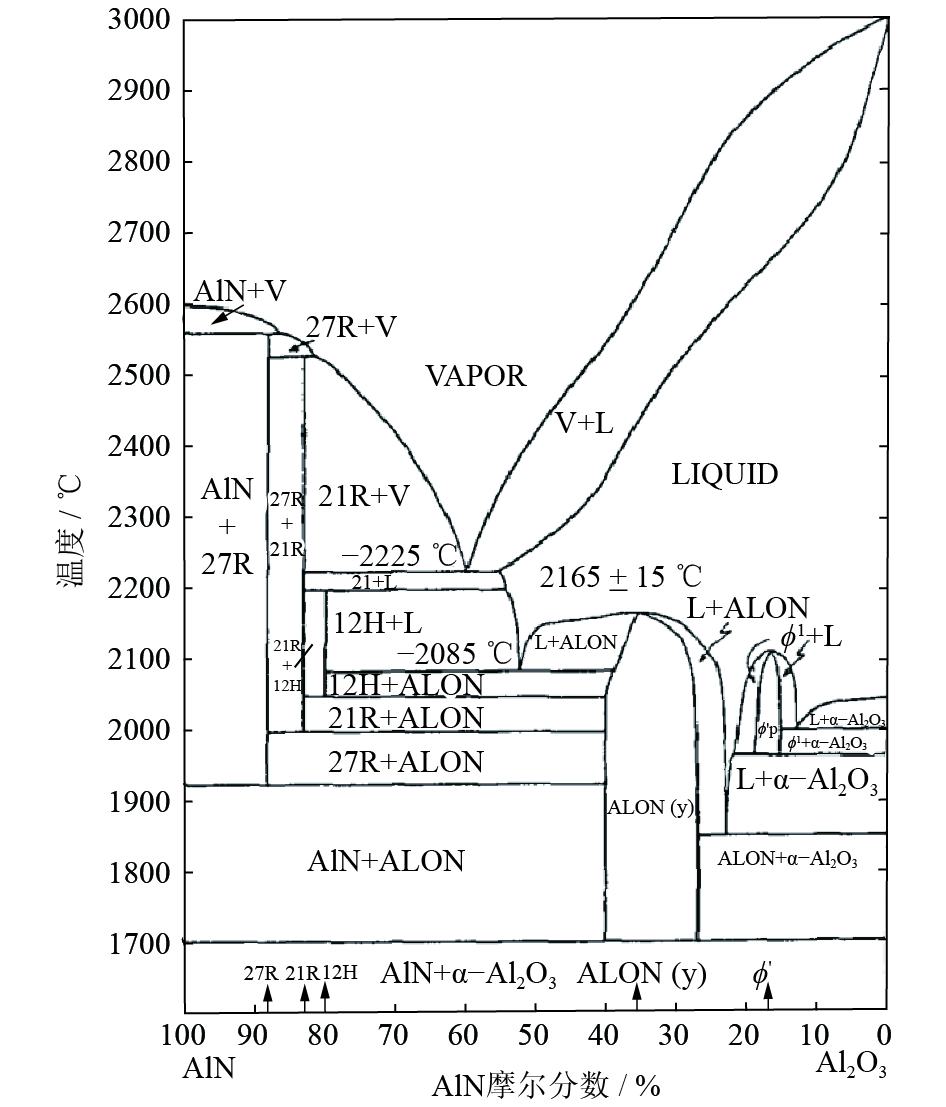
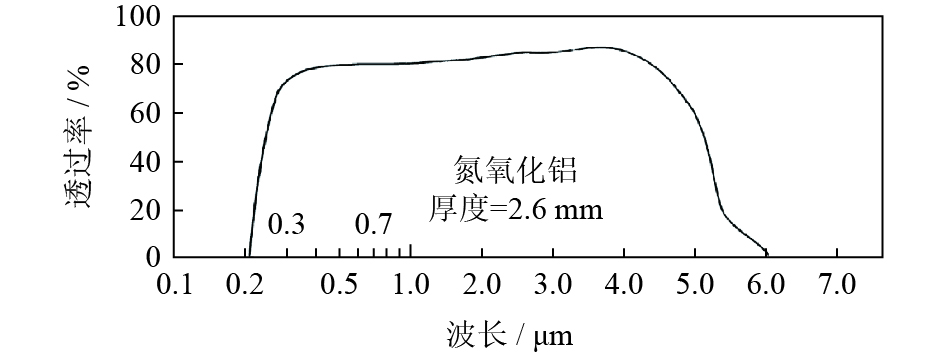
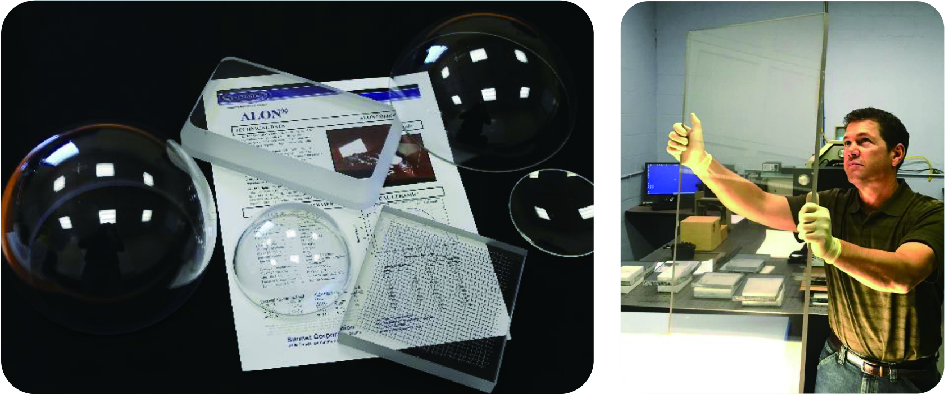
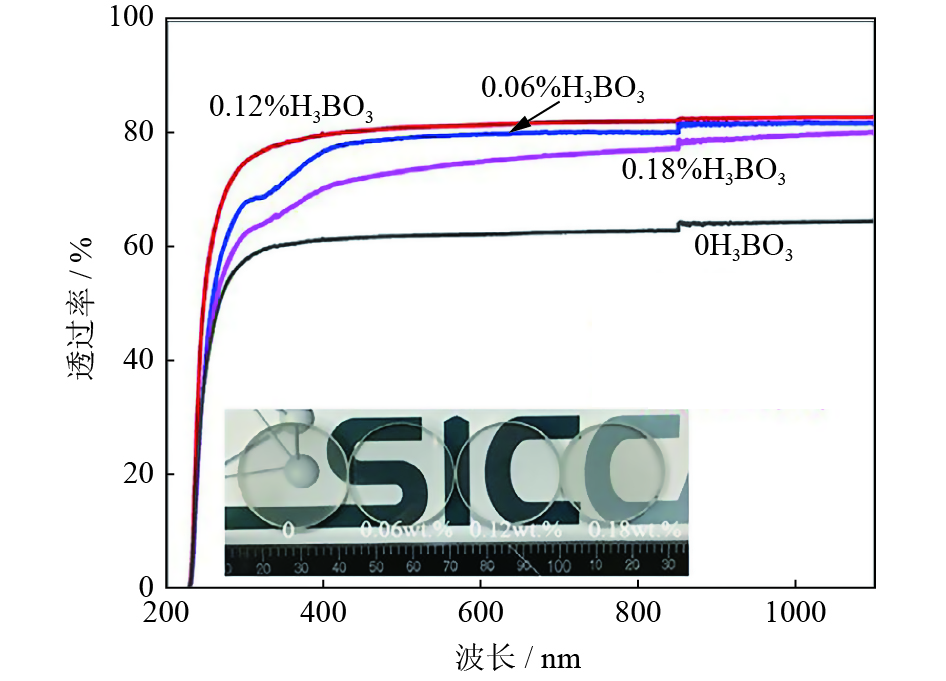
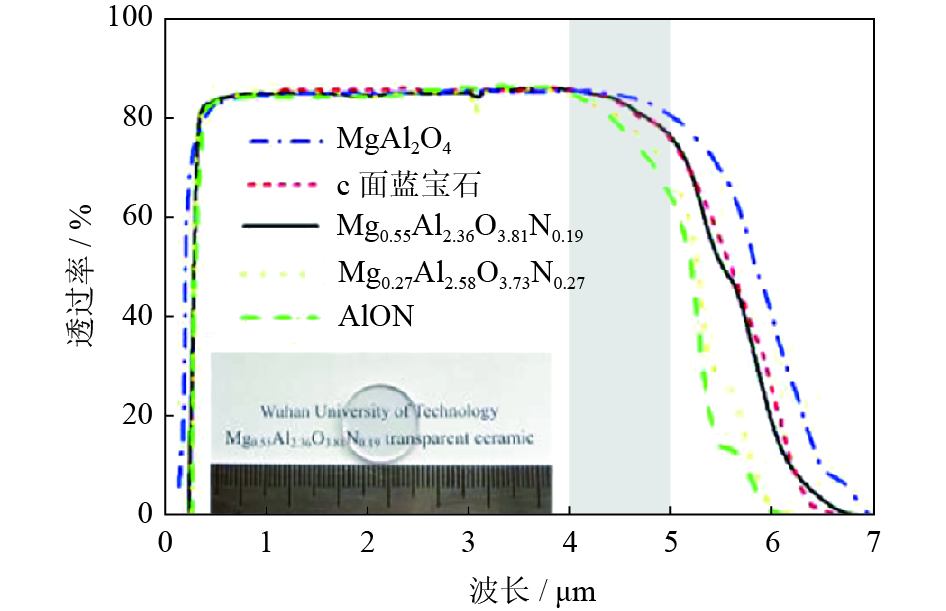
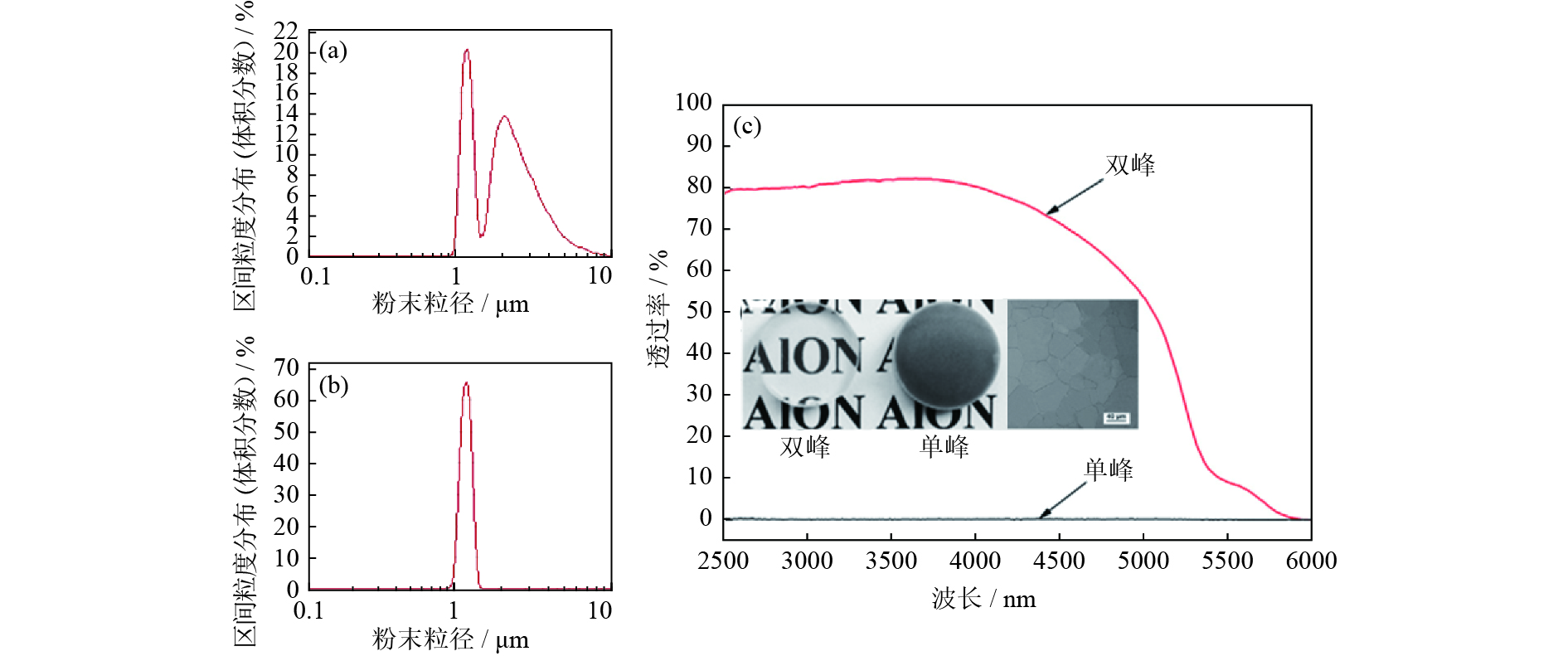
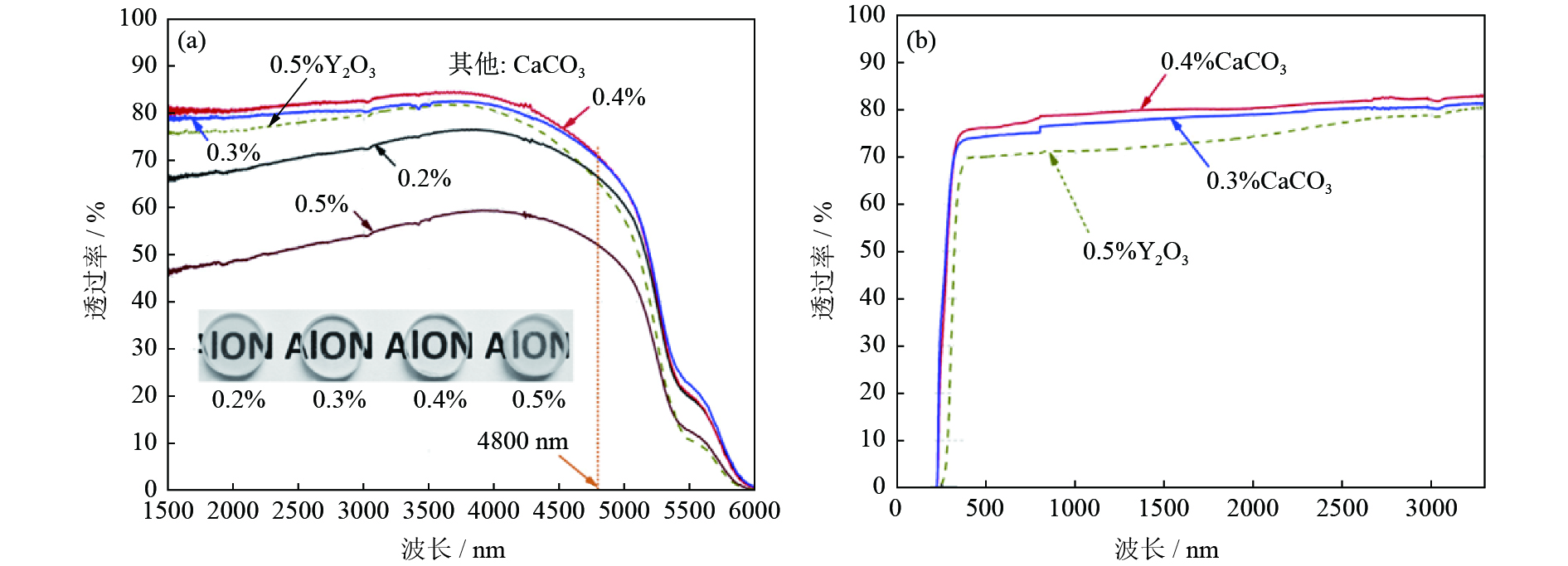
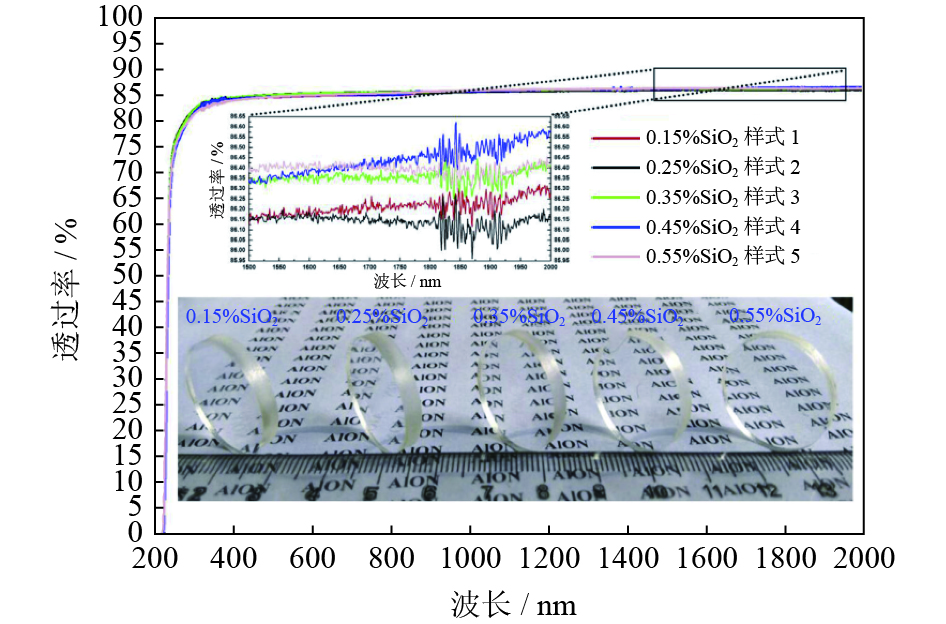
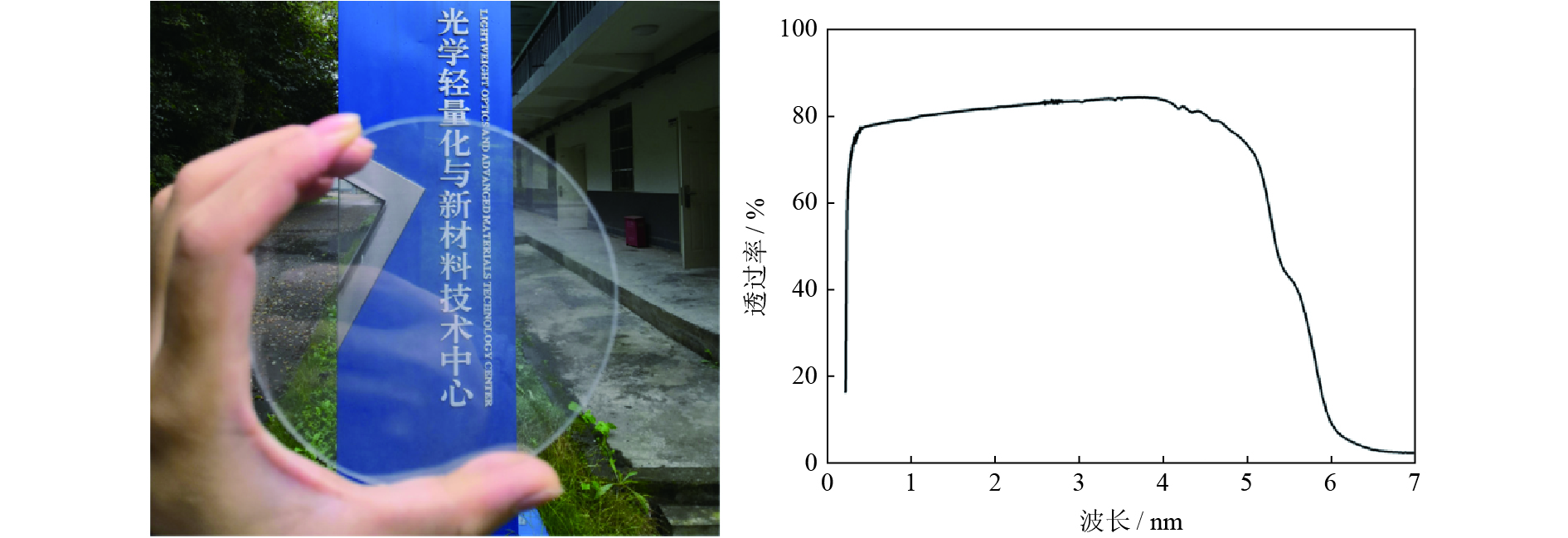
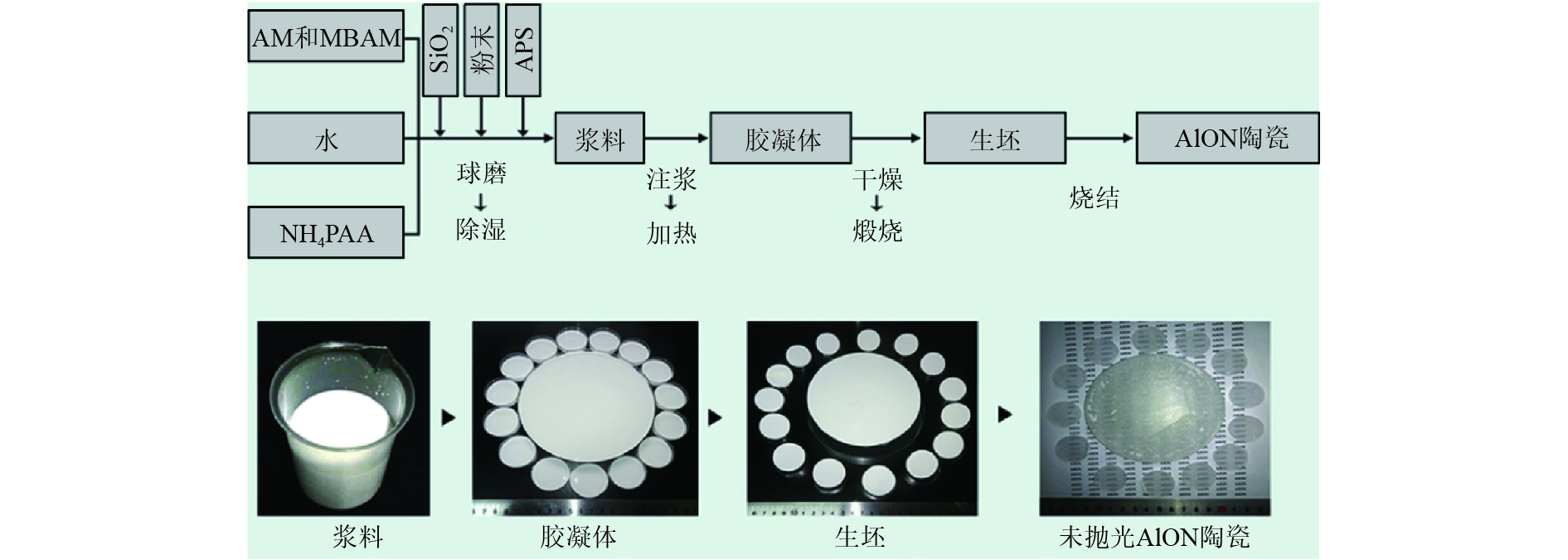
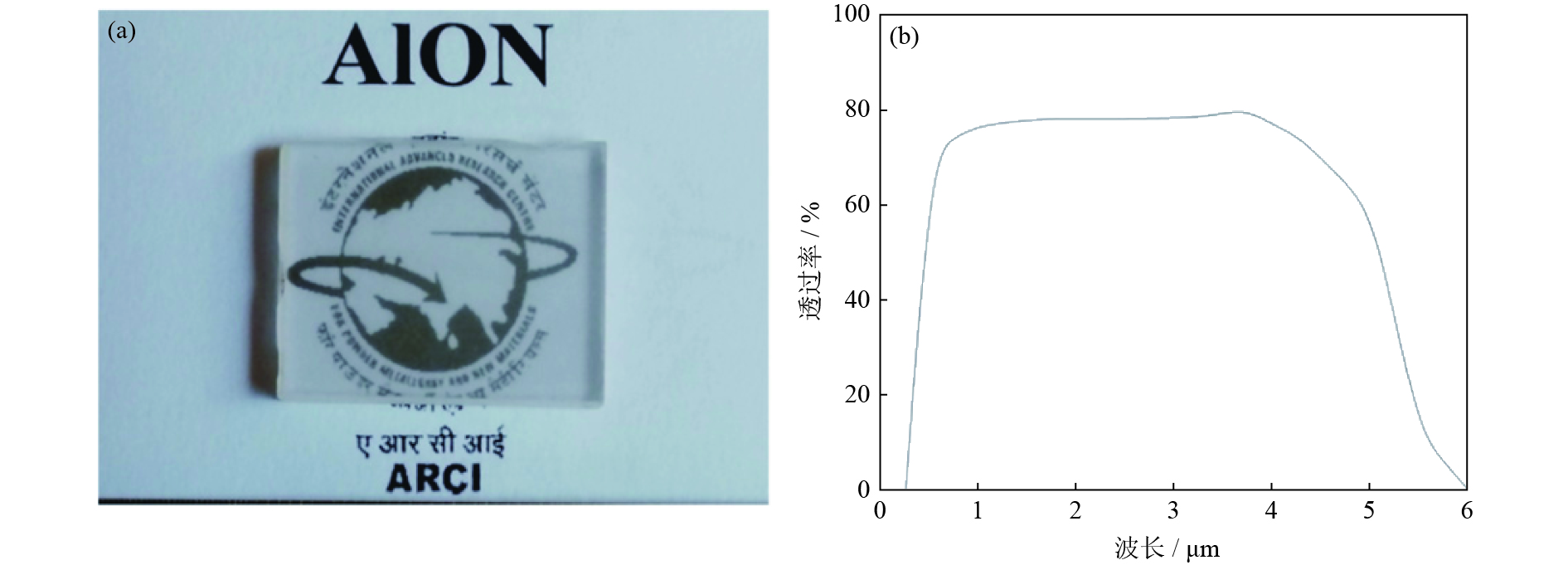
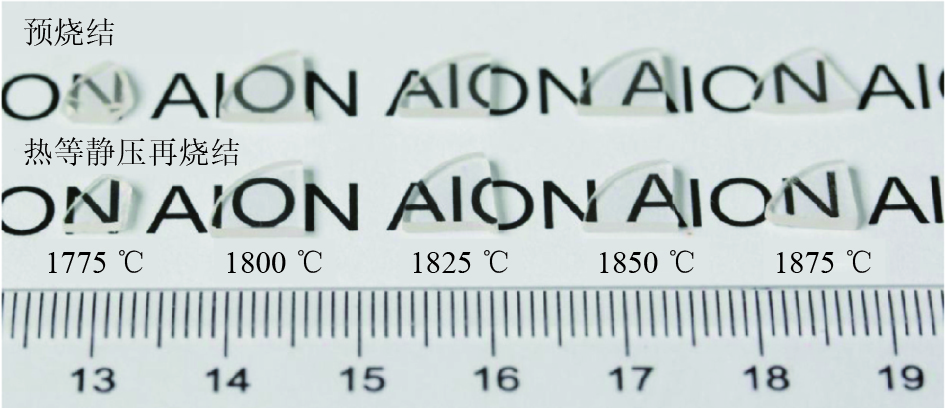
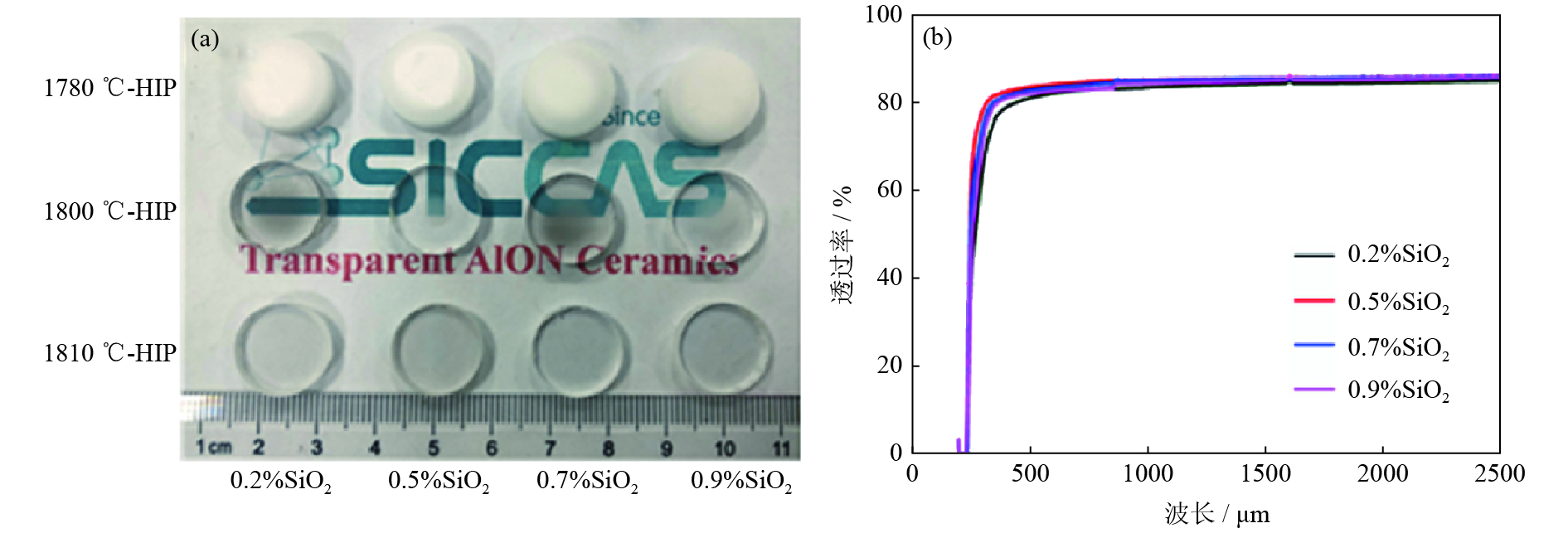
AlON transparent ceramics have been widely used in many fields due to the excellent optical and mechanical properties. The development of AlON transparent ceramics was introduced in the paper, and the reasons affecting the light transmittance of ceramics were illustrated in terms of reflection, absorption, and scattering. The research status of the powder preparation, sintering aid system, molding technology, and sintering technology for the AlON ceramics were described in detail, the existing technical problems were analyzed, and the optimization directions were proposed.
AlON transparent ceramics have been widely used in many fields due to the excellent optical and mechanical properties. The development of AlON transparent ceramics was introduced in the paper, and the reasons affecting the light transmittance of ceramics were illustrated in terms of reflection, absorption, and scattering. The research status of the powder preparation, sintering aid system, molding technology, and sintering technology for the AlON ceramics were described in detail, the existing technical problems were analyzed, and the optimization directions were proposed.


2024, 42(2): 107-114.
DOI: 10.19591/j.cnki.cn11-1974/tf.2021110009
Abstract:
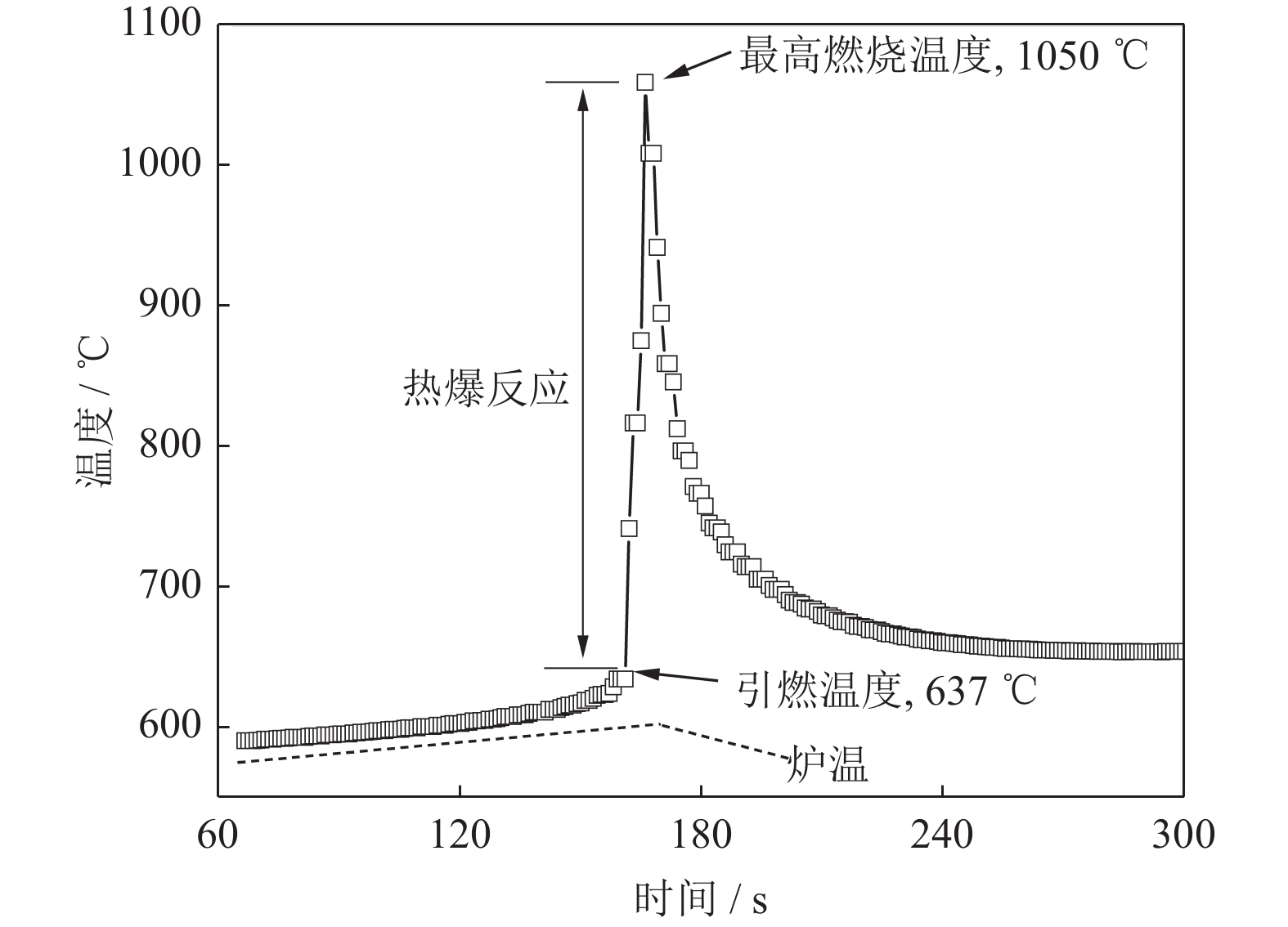
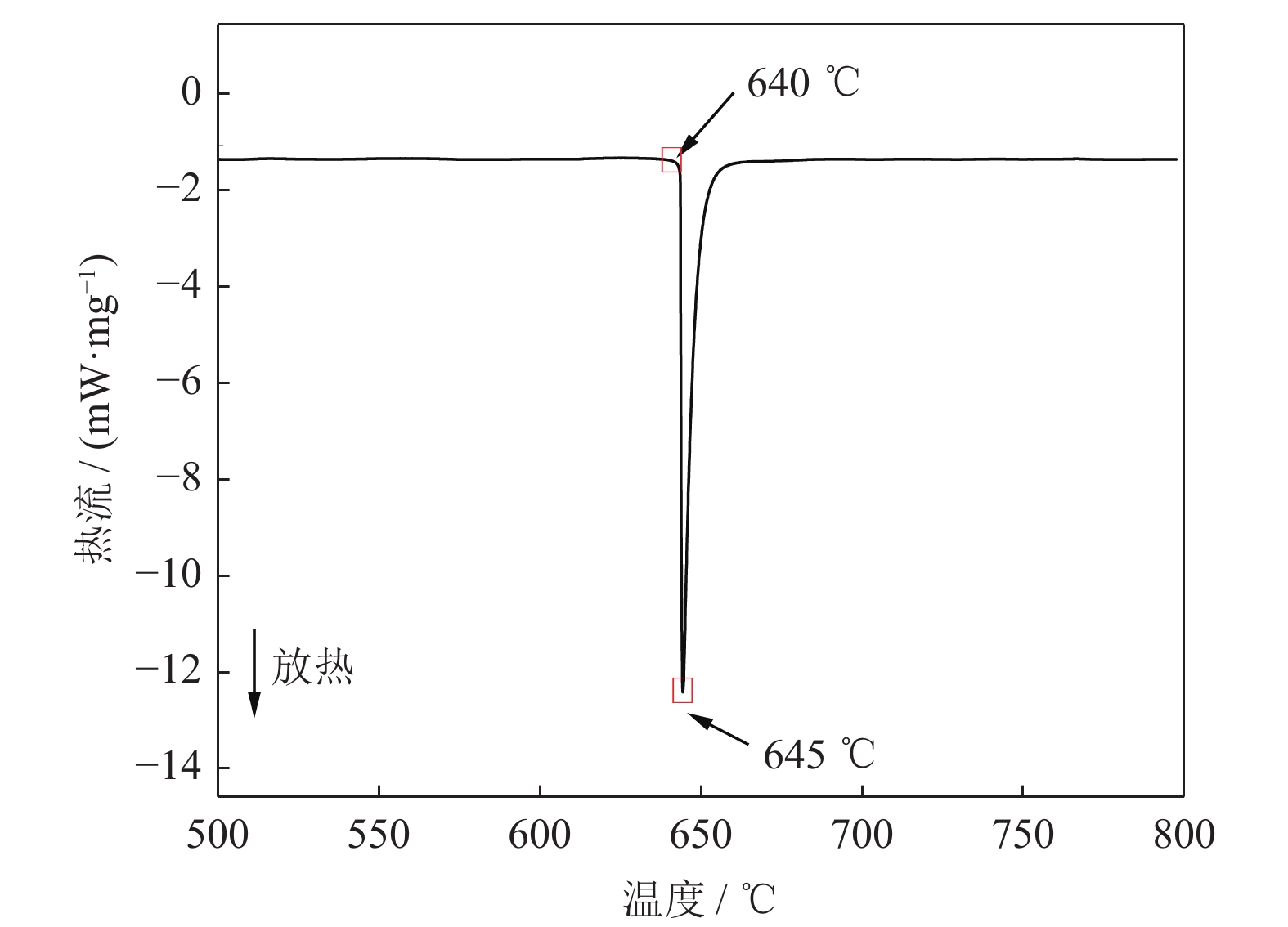
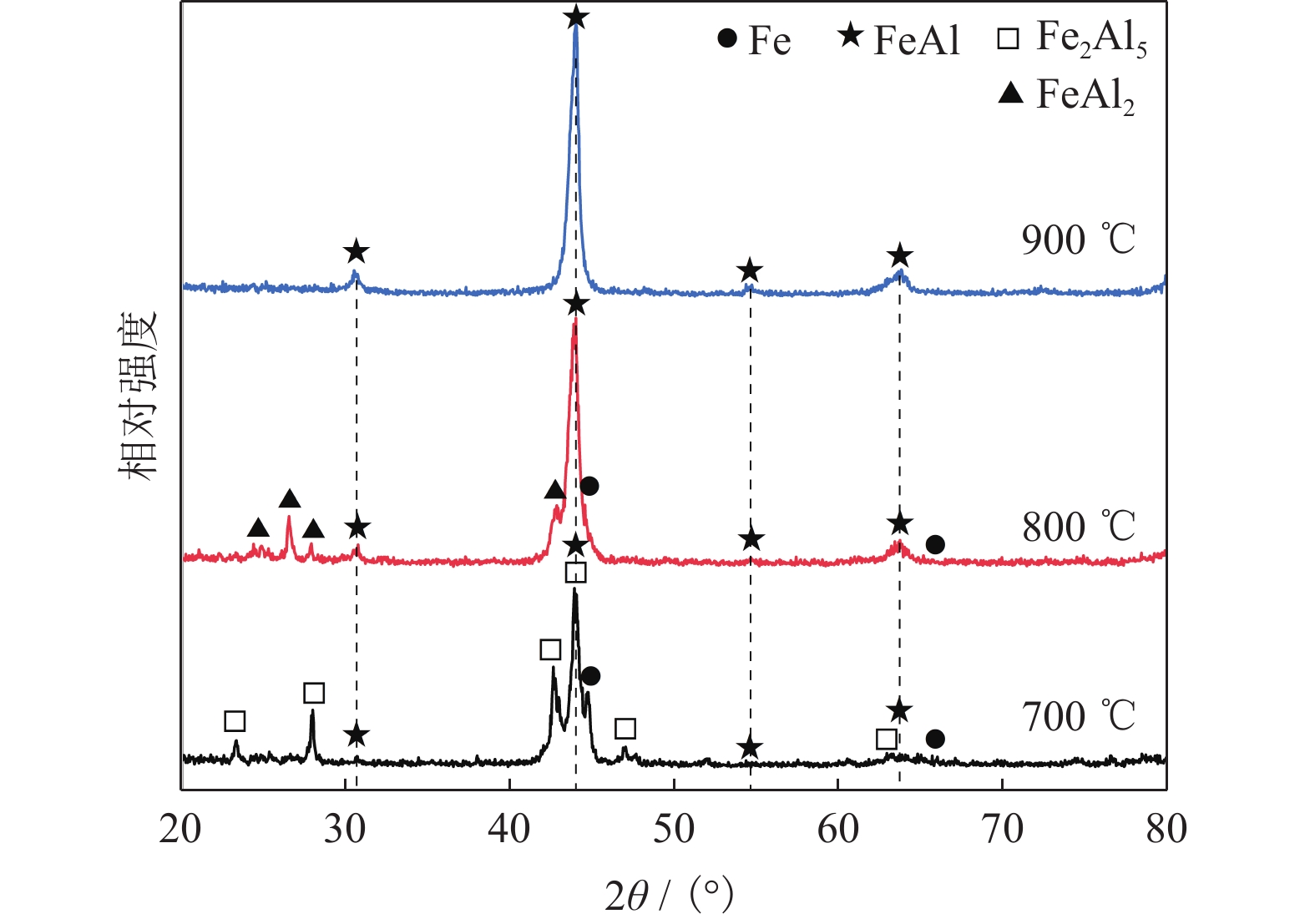
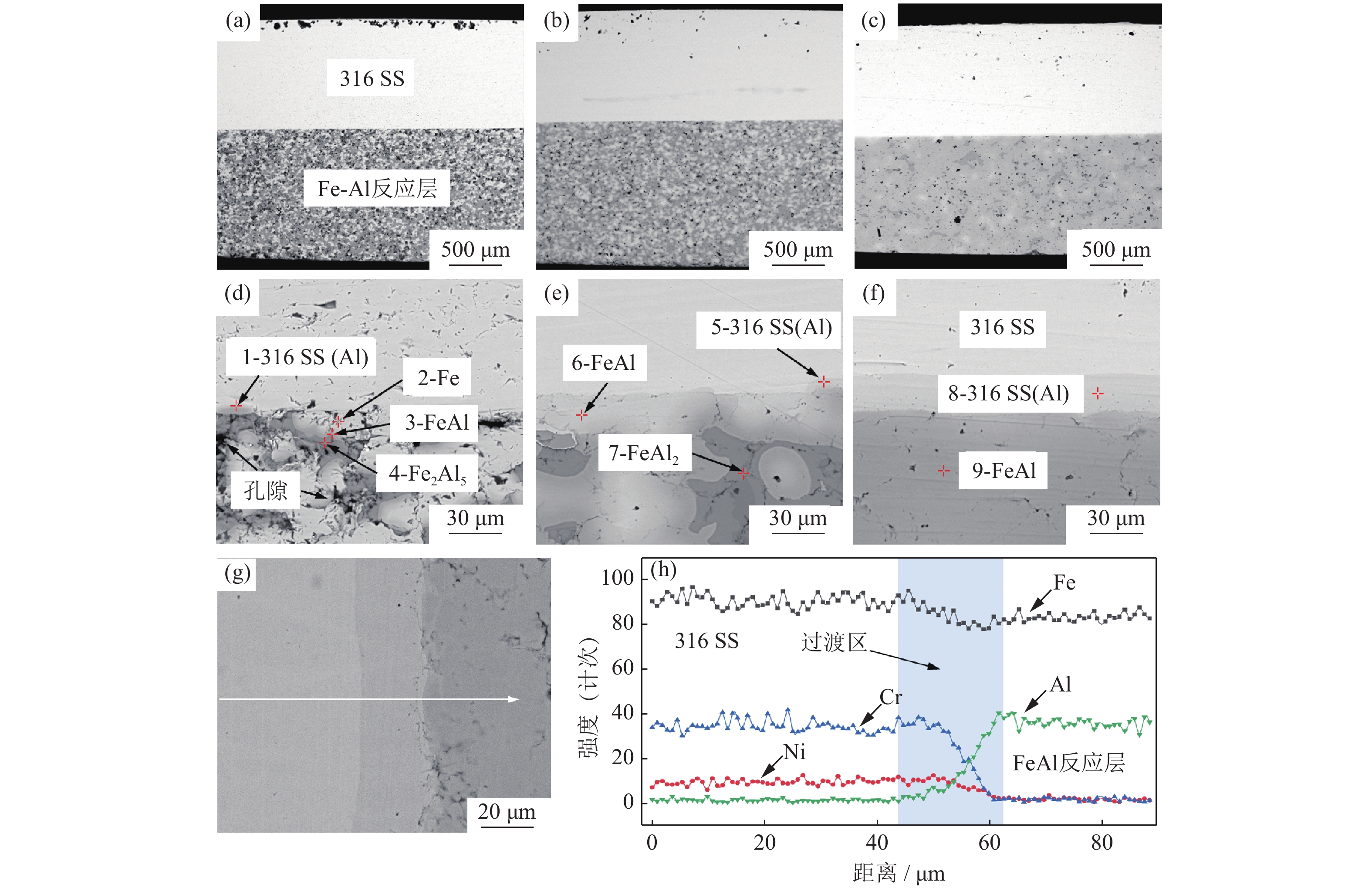
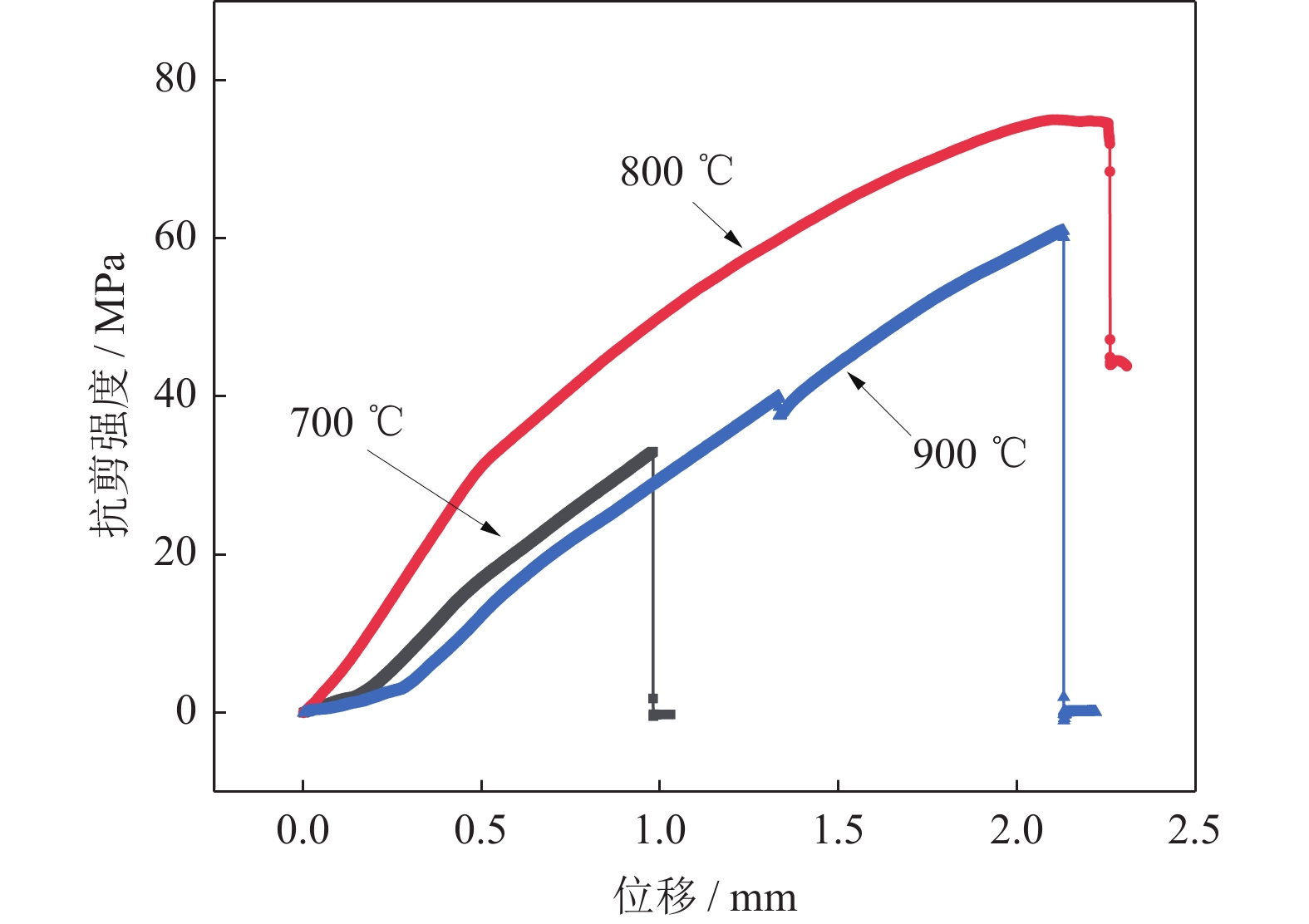
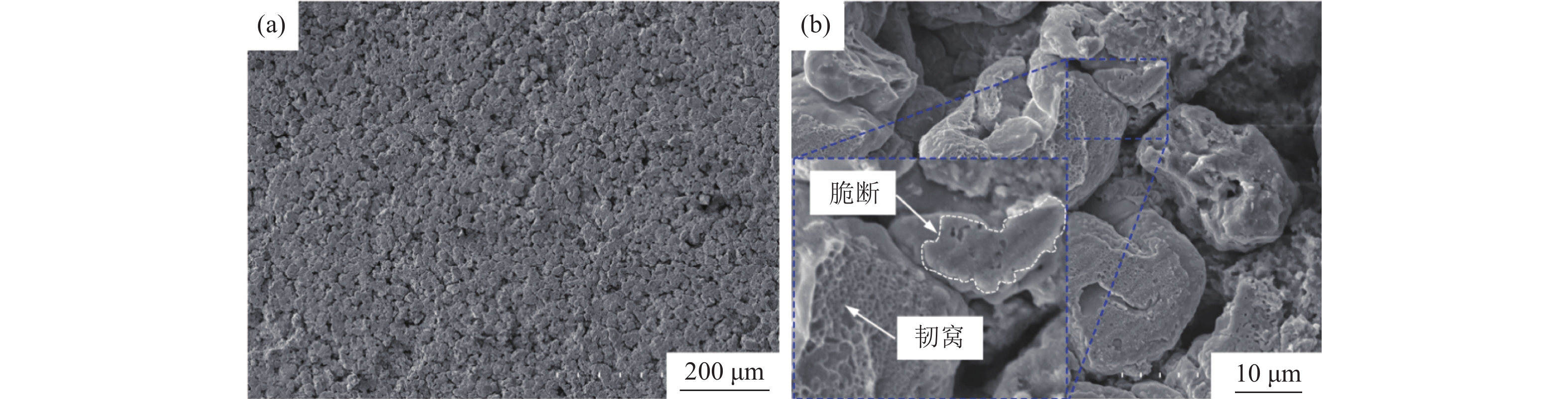
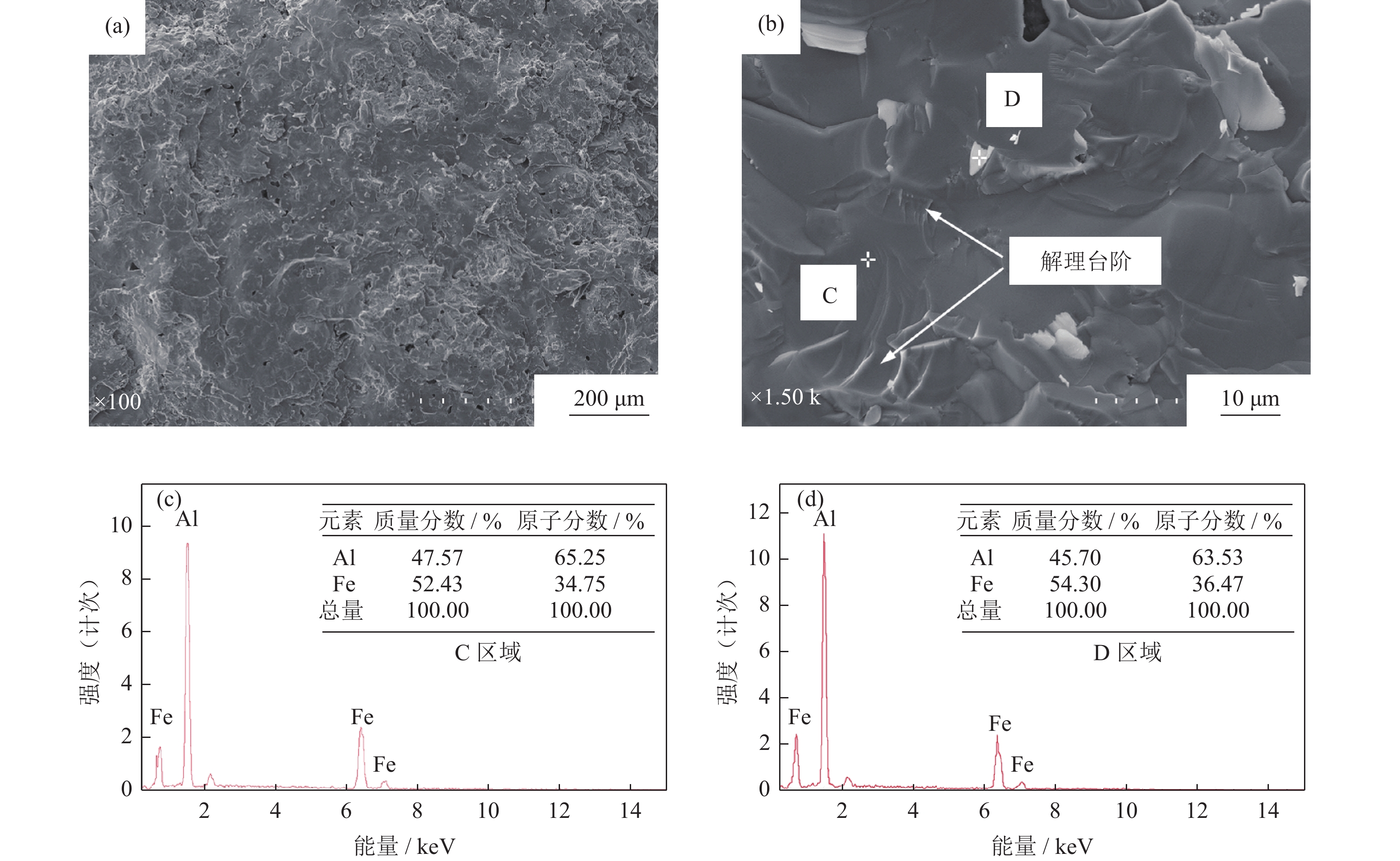
The effective joining between the FeAl intermetallic compounds and the 316 stainless steels was realized by the combination of thermal explosion reaction and powder metallurgy. The effect of joining temperature (700, 800, 900 ℃) on the interface composition and mechanical properties were studied. The results show that, the temperature of FeAl reaction layer rises to 1050 ℃ instantaneously when it is heated to 637 ℃, and the obvious thermal explosion reaction occurs, accompanied by the intense heat release lasting about 15 s. With the increase of joining temperature from 700 ℃ to 900 ℃, the interface is composed of Fe-316SS and 316SS(Al) alternately, which is transformed into FeAl-316SS(Al)-316SS. Sound metallurgical bonding is formed at all these three temperatures. When the joining temperature is 800 ℃, the shear strength reaches 75 MPa.
The effective joining between the FeAl intermetallic compounds and the 316 stainless steels was realized by the combination of thermal explosion reaction and powder metallurgy. The effect of joining temperature (700, 800, 900 ℃) on the interface composition and mechanical properties were studied. The results show that, the temperature of FeAl reaction layer rises to 1050 ℃ instantaneously when it is heated to 637 ℃, and the obvious thermal explosion reaction occurs, accompanied by the intense heat release lasting about 15 s. With the increase of joining temperature from 700 ℃ to 900 ℃, the interface is composed of Fe-316SS and 316SS(Al) alternately, which is transformed into FeAl-316SS(Al)-316SS. Sound metallurgical bonding is formed at all these three temperatures. When the joining temperature is 800 ℃, the shear strength reaches 75 MPa.

2024, 42(2): 115-121.
DOI: 10.19591/j.cnki.cn11-1974/tf.2023040006
Abstract:
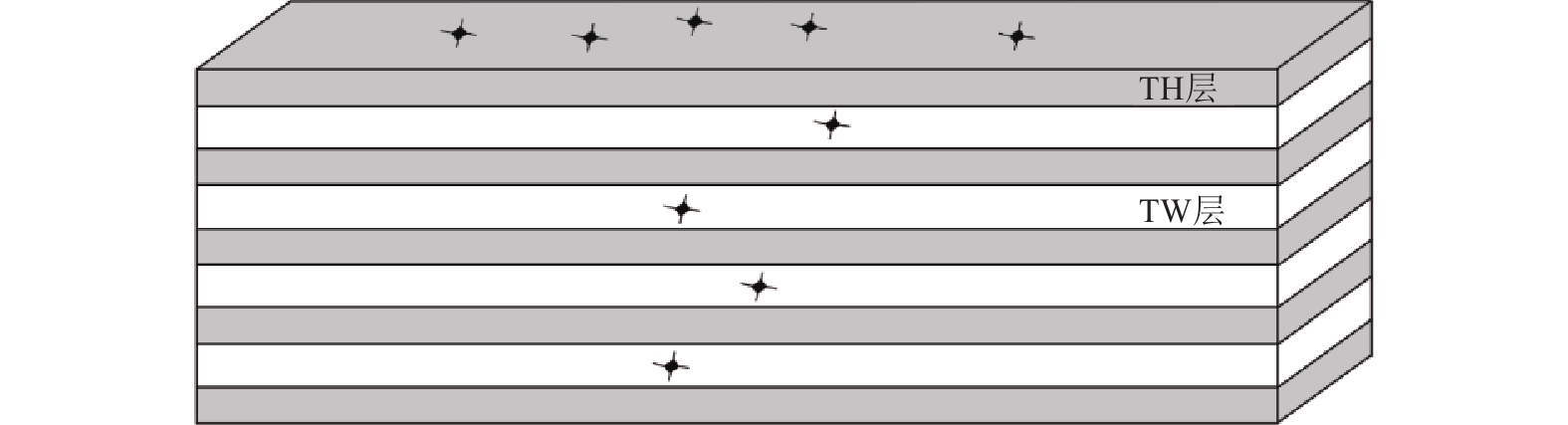
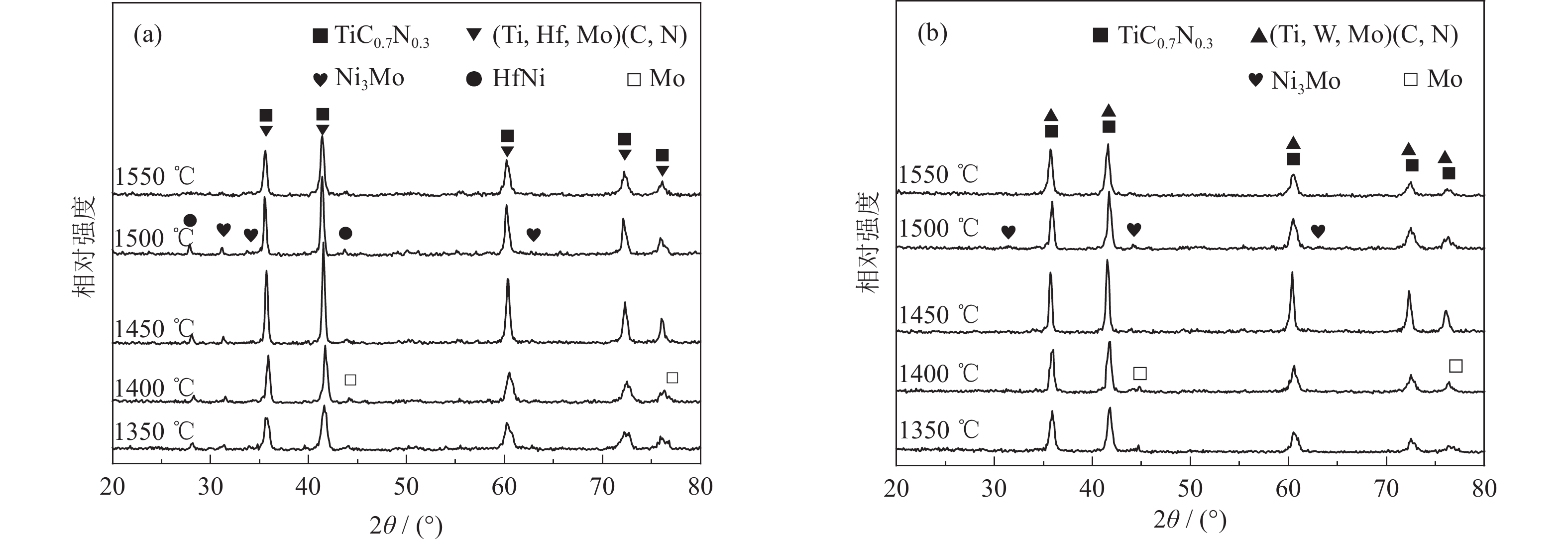
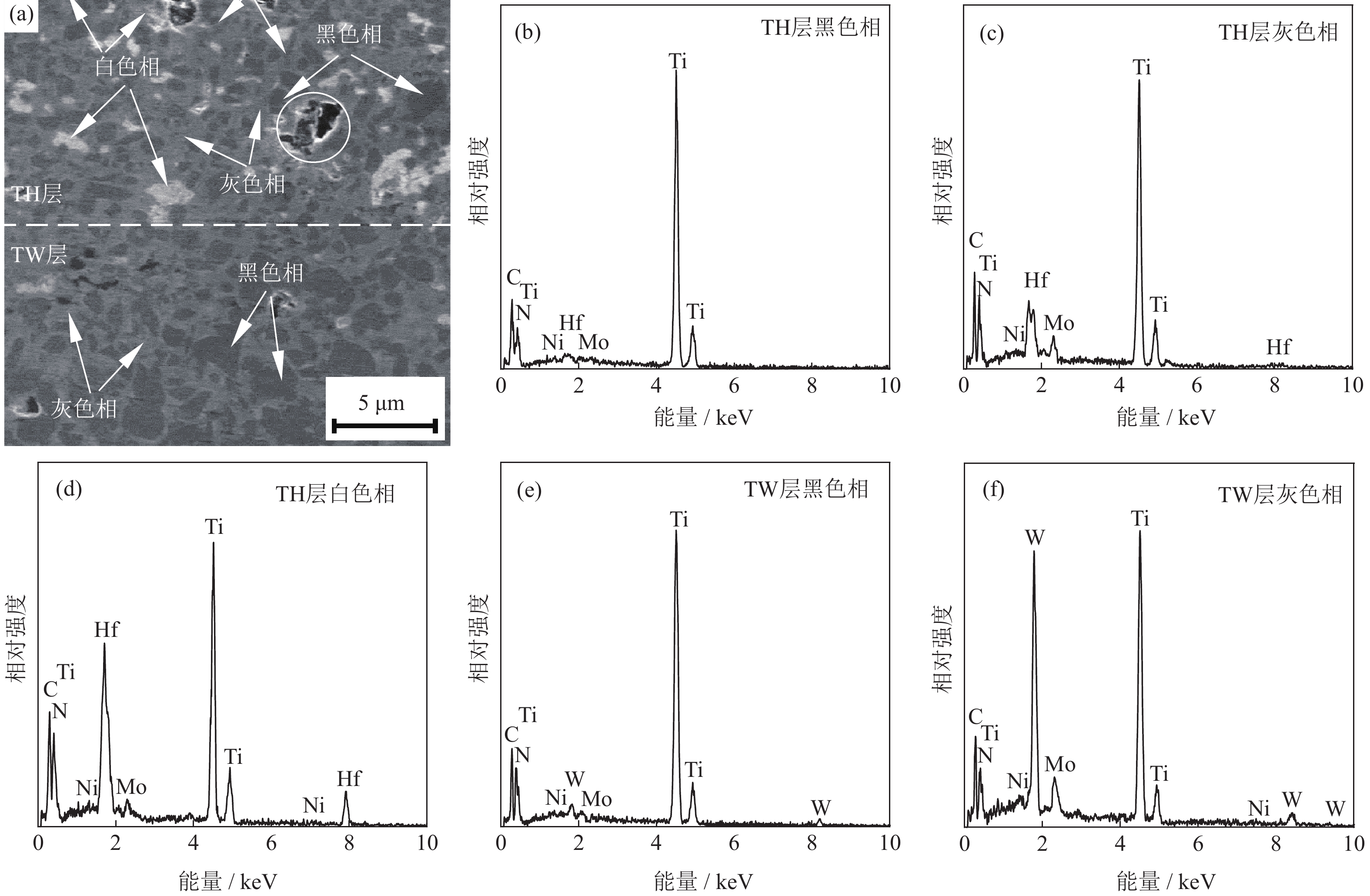
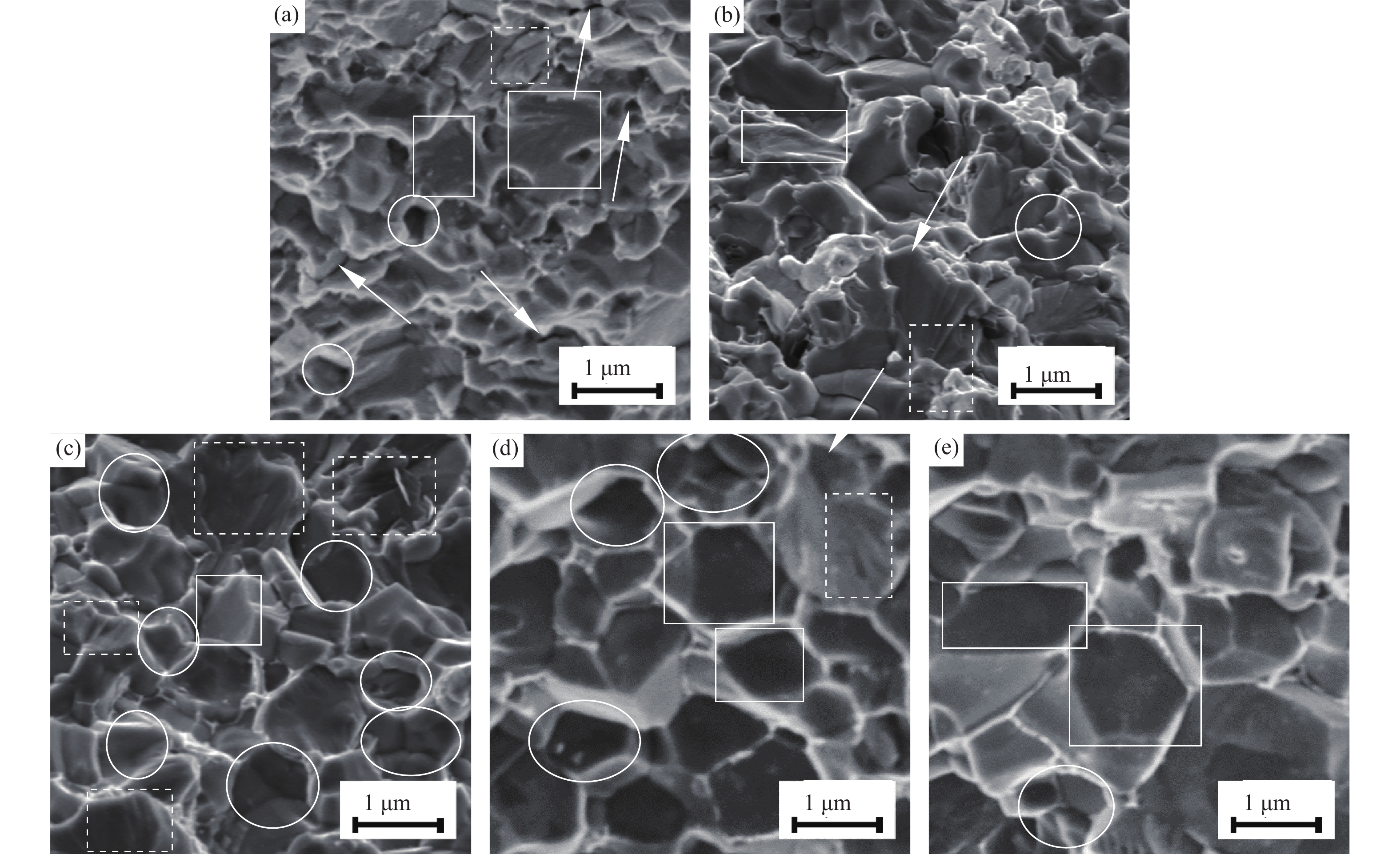
Ti(C,N)-HfN/Ti(C,N)-WC laminated ceramics were prepared by alternately making layer method and vacuum hot pressing sintering technology, using Ti(C,N) as the matrix phase, HfN and WC as the reinforced phases for the different layers, and metal Ni and Mo as the binder phases. The effects of sintering temperature on the microstructure and mechanical properties of the laminated ceramics were investigated. The results show that with the increase of sintering temperature, the grains grow up gradually. When the sintering temperature is 1350 ℃ and 1400 ℃, the grains are small but unevenly distributed with many micro-defects. At the sintering temperature of 1450 ℃ and 1500 ℃, the grains are uniform (~1 μm) and there are fewer micro-defects. However, when the sintering temperature reaches 1550 ℃, a large number of coarse grains (~2 μm) appear. Moreover, with the increase of the sintering temperature, the flexural strength, Vickers hardness, and fracture toughness of the laminated ceramics increase first and then decrease. The laminated ceramic sintered at 1450 ℃ shows the better comprehensive mechanical properties, the flexural strength, Vickers hardness, and fracture toughness are (1263.6±17.1) MPa, (18.5±0.3) GPa, and (8.2±0.1) MPa·m1/2, respectively. In addition, the Ti(C,N)-HfN/Ti(C,N)-WC laminated ceramics exhibit the co-existence model of intergranular fracture and transgranular fracture.
Ti(C,N)-HfN/Ti(C,N)-WC laminated ceramics were prepared by alternately making layer method and vacuum hot pressing sintering technology, using Ti(C,N) as the matrix phase, HfN and WC as the reinforced phases for the different layers, and metal Ni and Mo as the binder phases. The effects of sintering temperature on the microstructure and mechanical properties of the laminated ceramics were investigated. The results show that with the increase of sintering temperature, the grains grow up gradually. When the sintering temperature is 1350 ℃ and 1400 ℃, the grains are small but unevenly distributed with many micro-defects. At the sintering temperature of 1450 ℃ and 1500 ℃, the grains are uniform (~1 μm) and there are fewer micro-defects. However, when the sintering temperature reaches 1550 ℃, a large number of coarse grains (~2 μm) appear. Moreover, with the increase of the sintering temperature, the flexural strength, Vickers hardness, and fracture toughness of the laminated ceramics increase first and then decrease. The laminated ceramic sintered at 1450 ℃ shows the better comprehensive mechanical properties, the flexural strength, Vickers hardness, and fracture toughness are (1263.6±17.1) MPa, (18.5±0.3) GPa, and (8.2±0.1) MPa·m1/2, respectively. In addition, the Ti(C,N)-HfN/Ti(C,N)-WC laminated ceramics exhibit the co-existence model of intergranular fracture and transgranular fracture.

2024, 42(2): 122-127.
DOI: 10.19591/j.cnki.cn11-1974/tf.2024030002
Abstract:
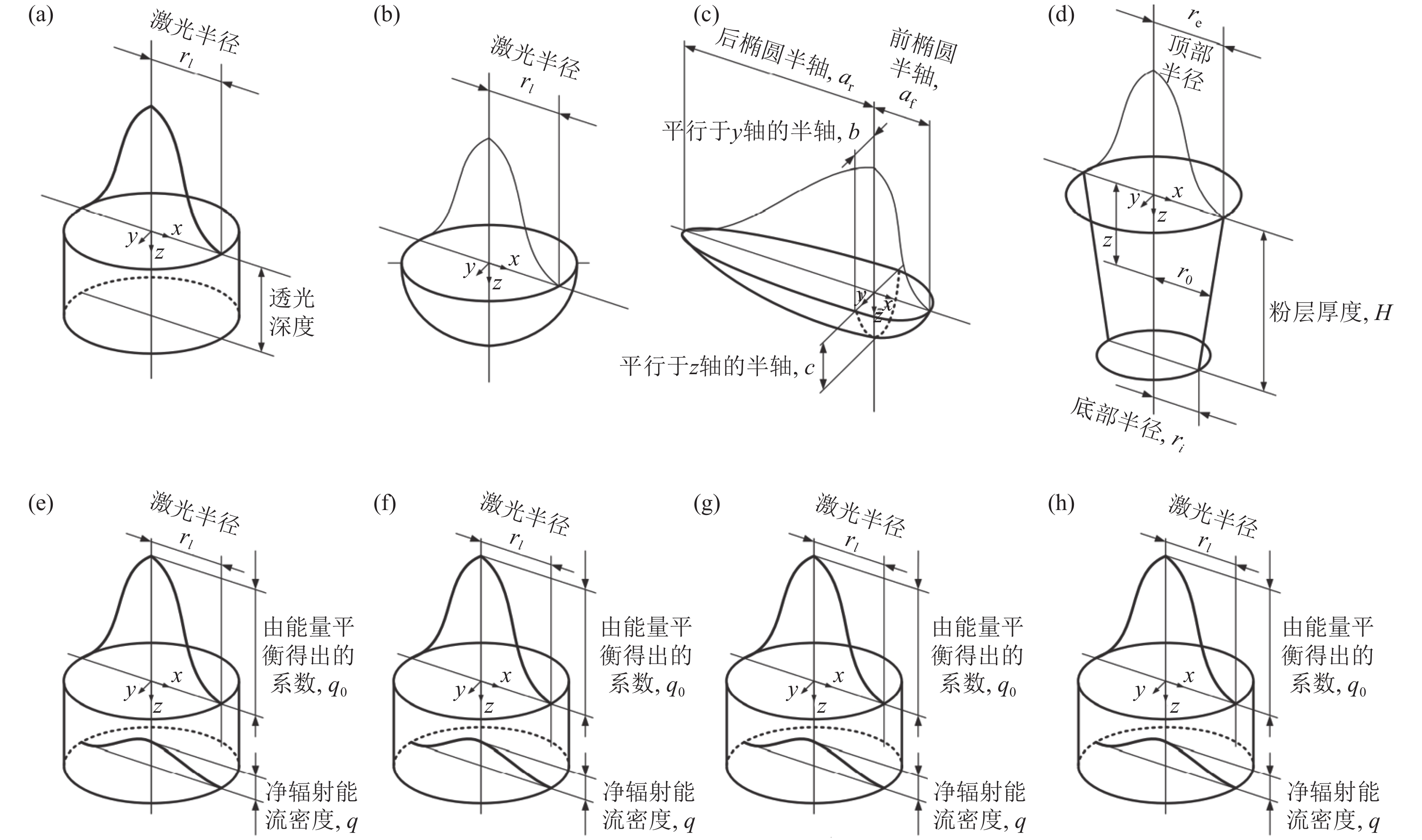
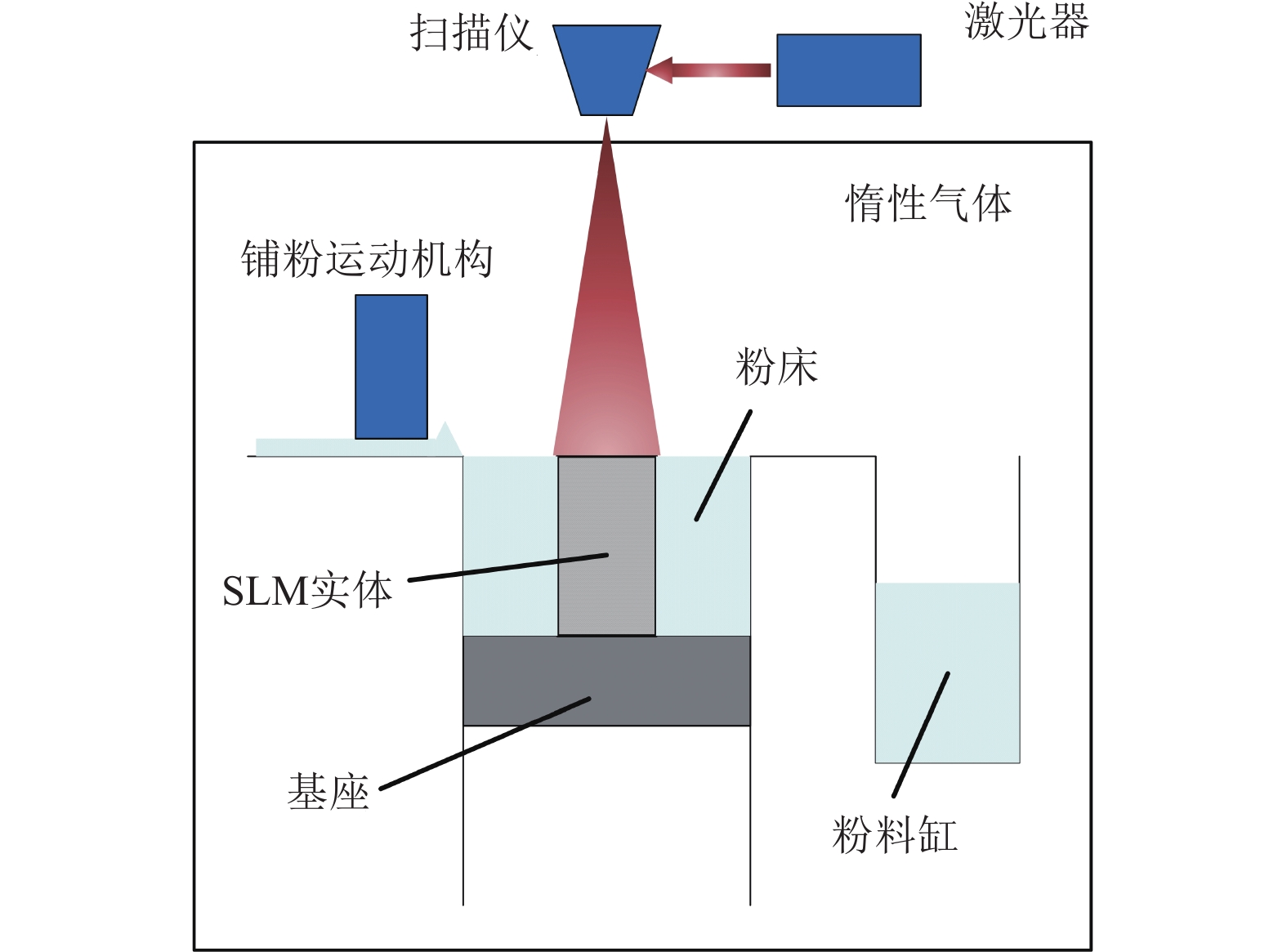
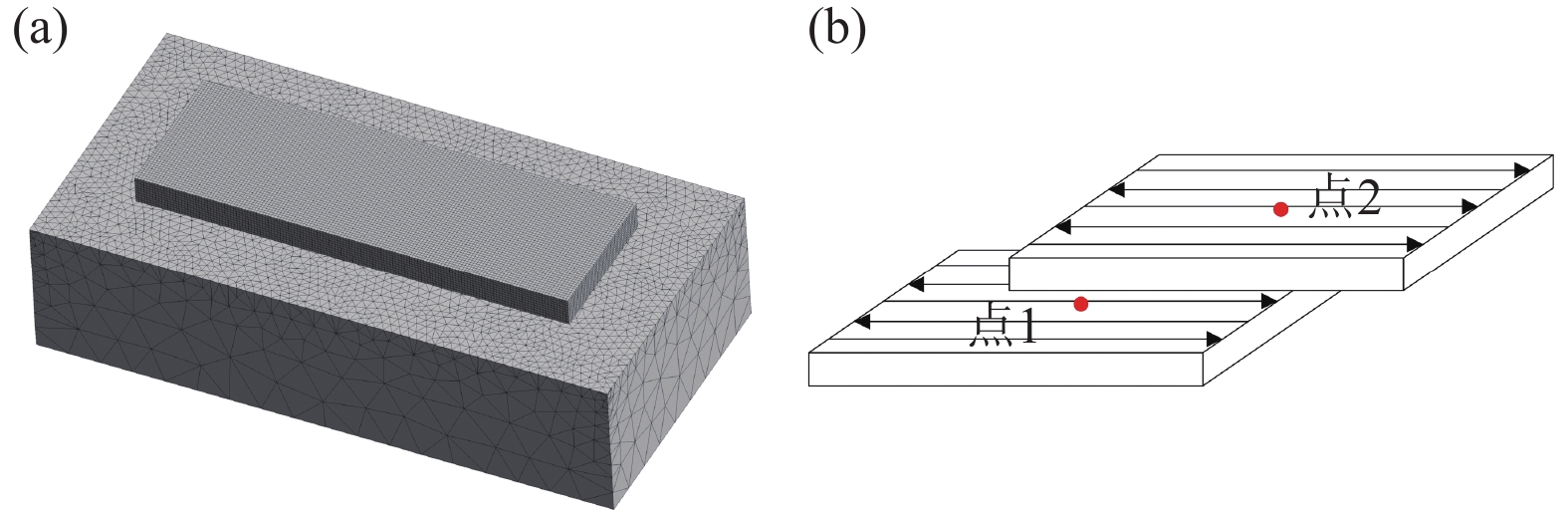
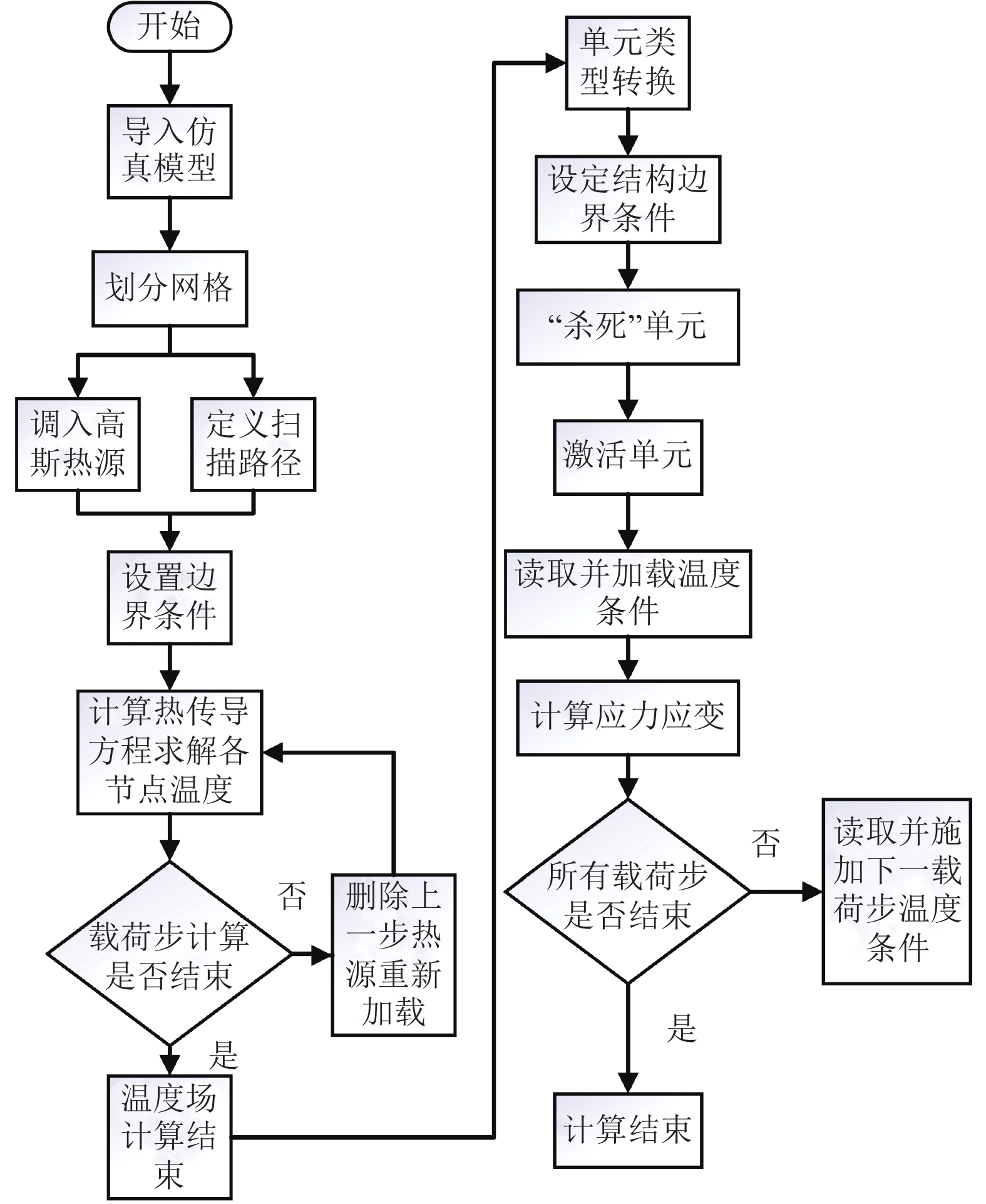
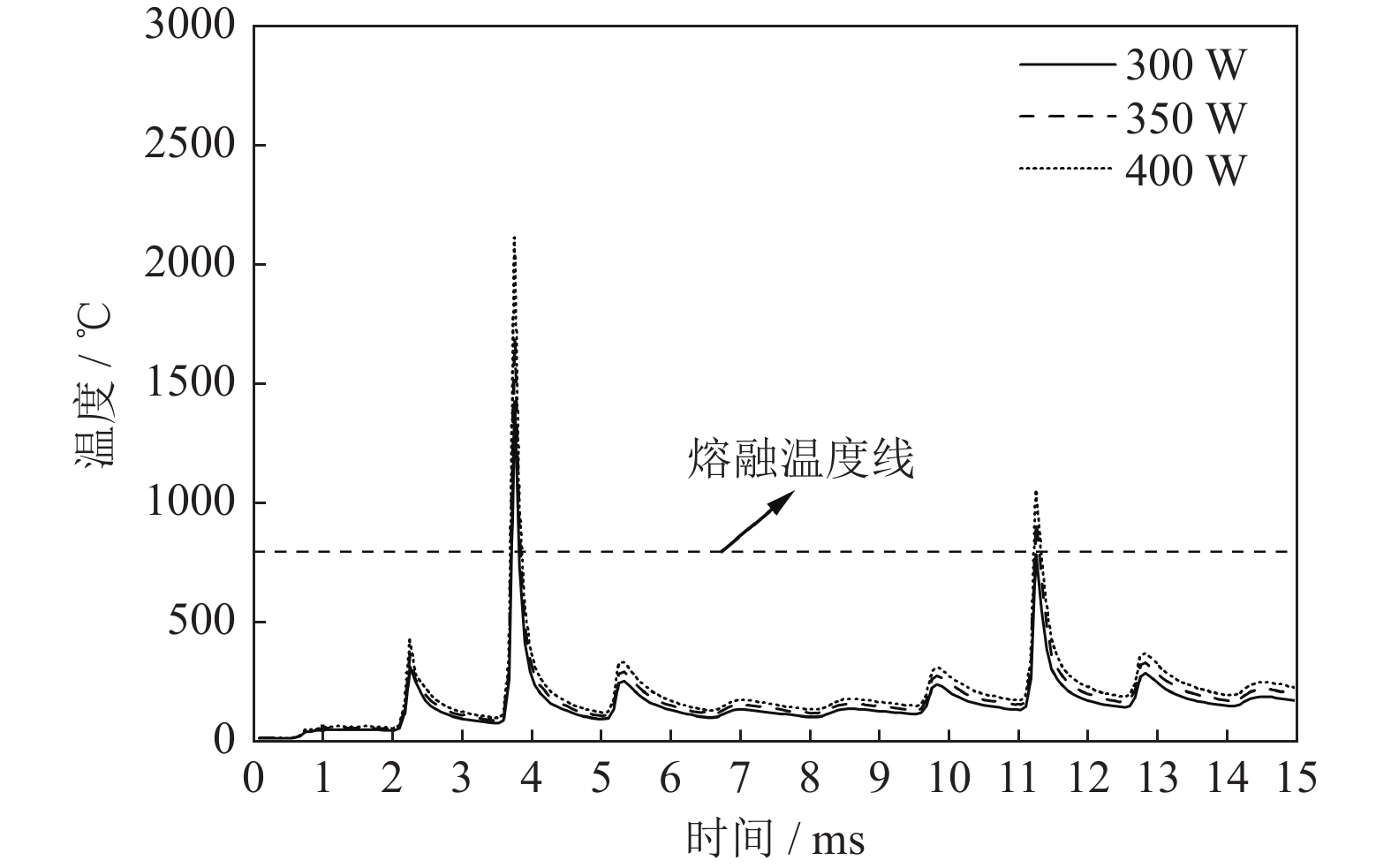
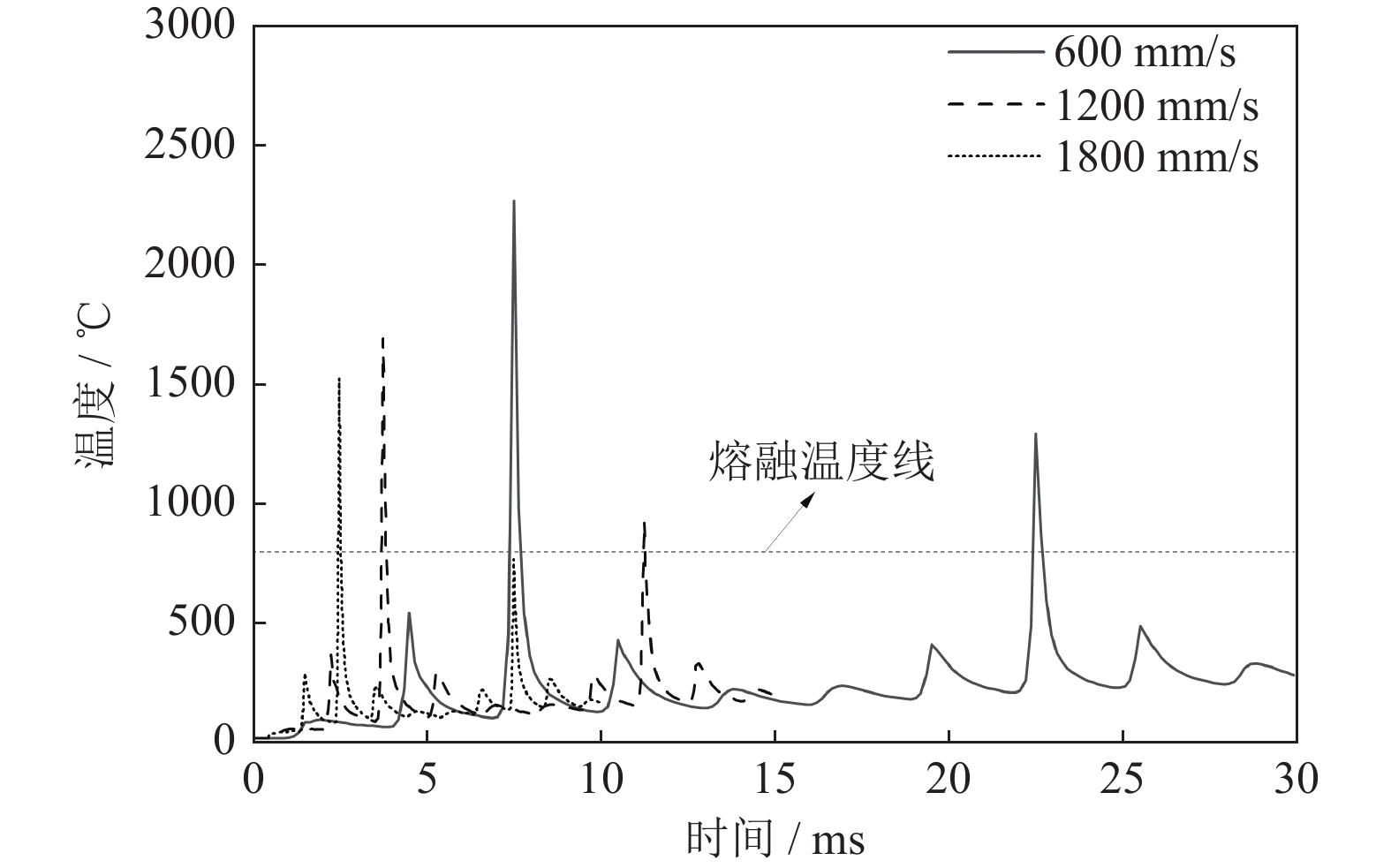
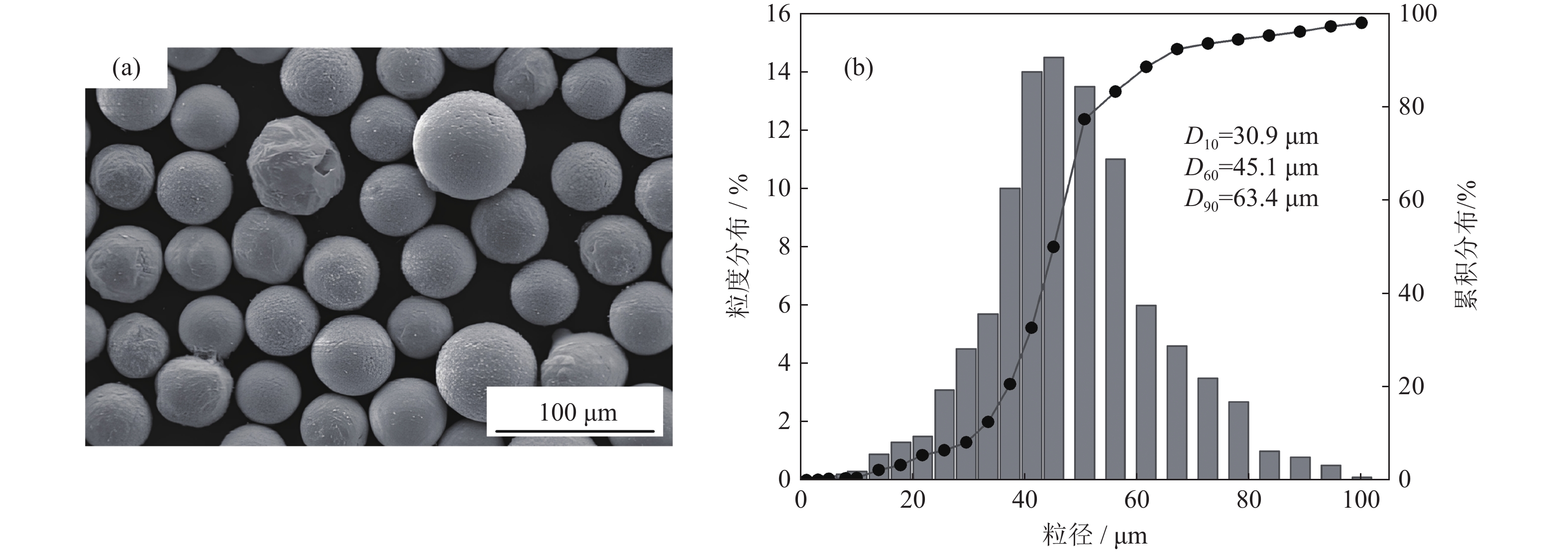
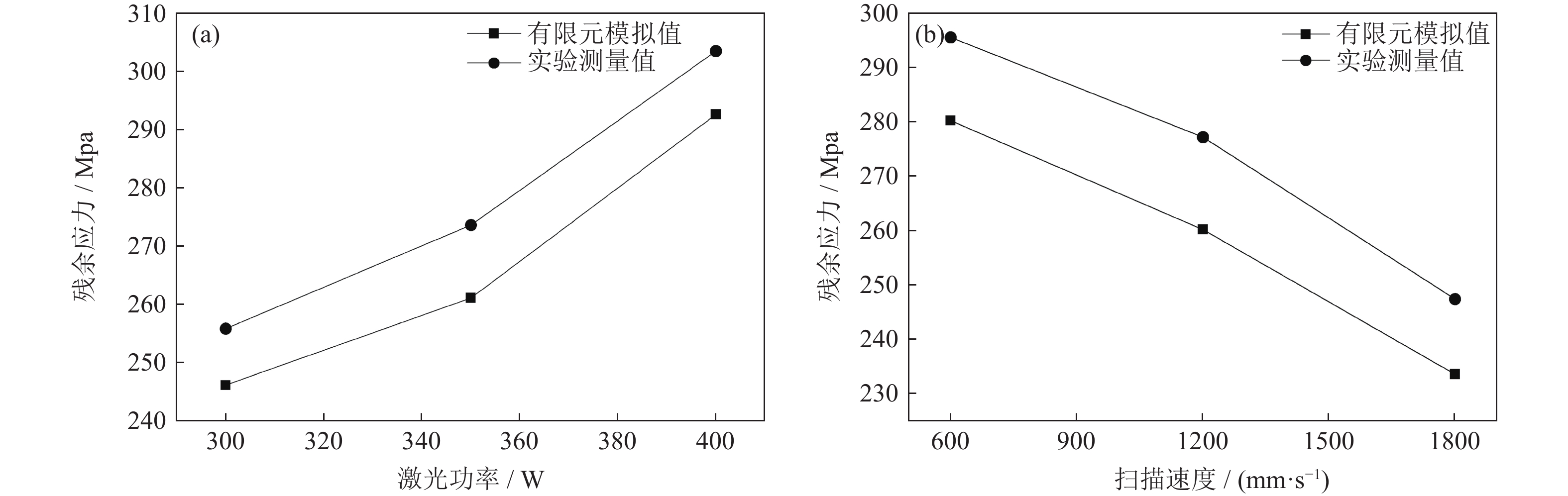
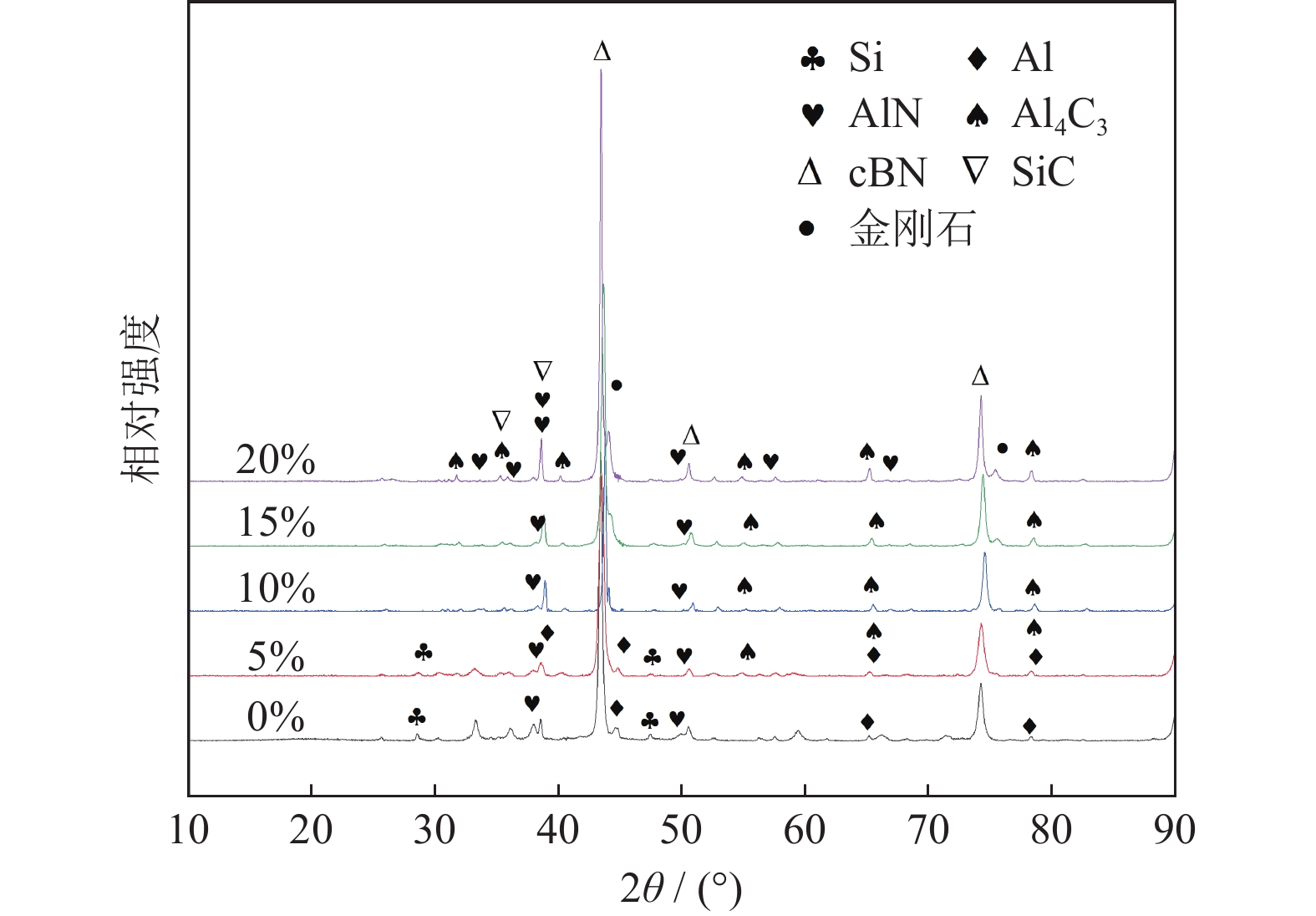
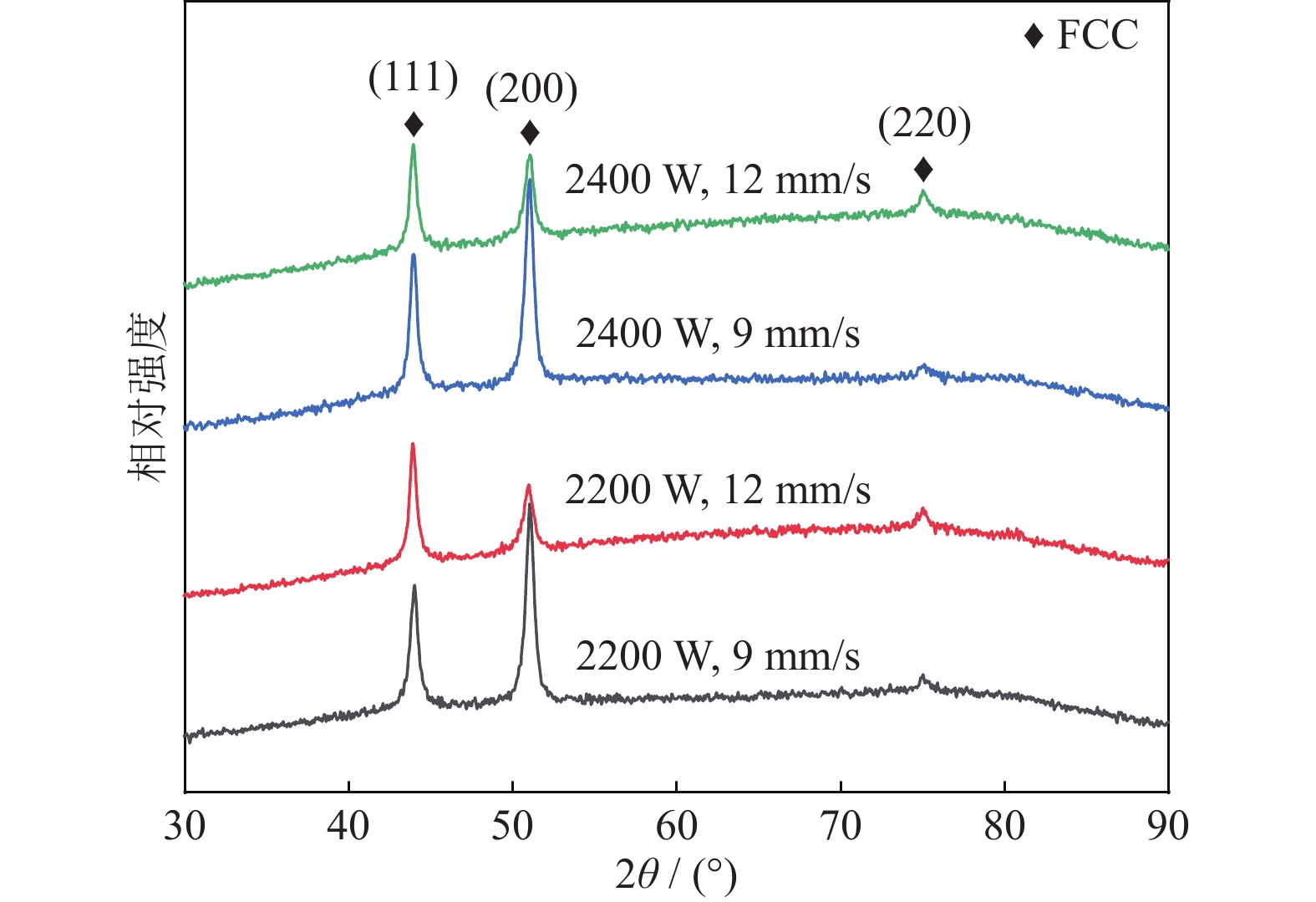
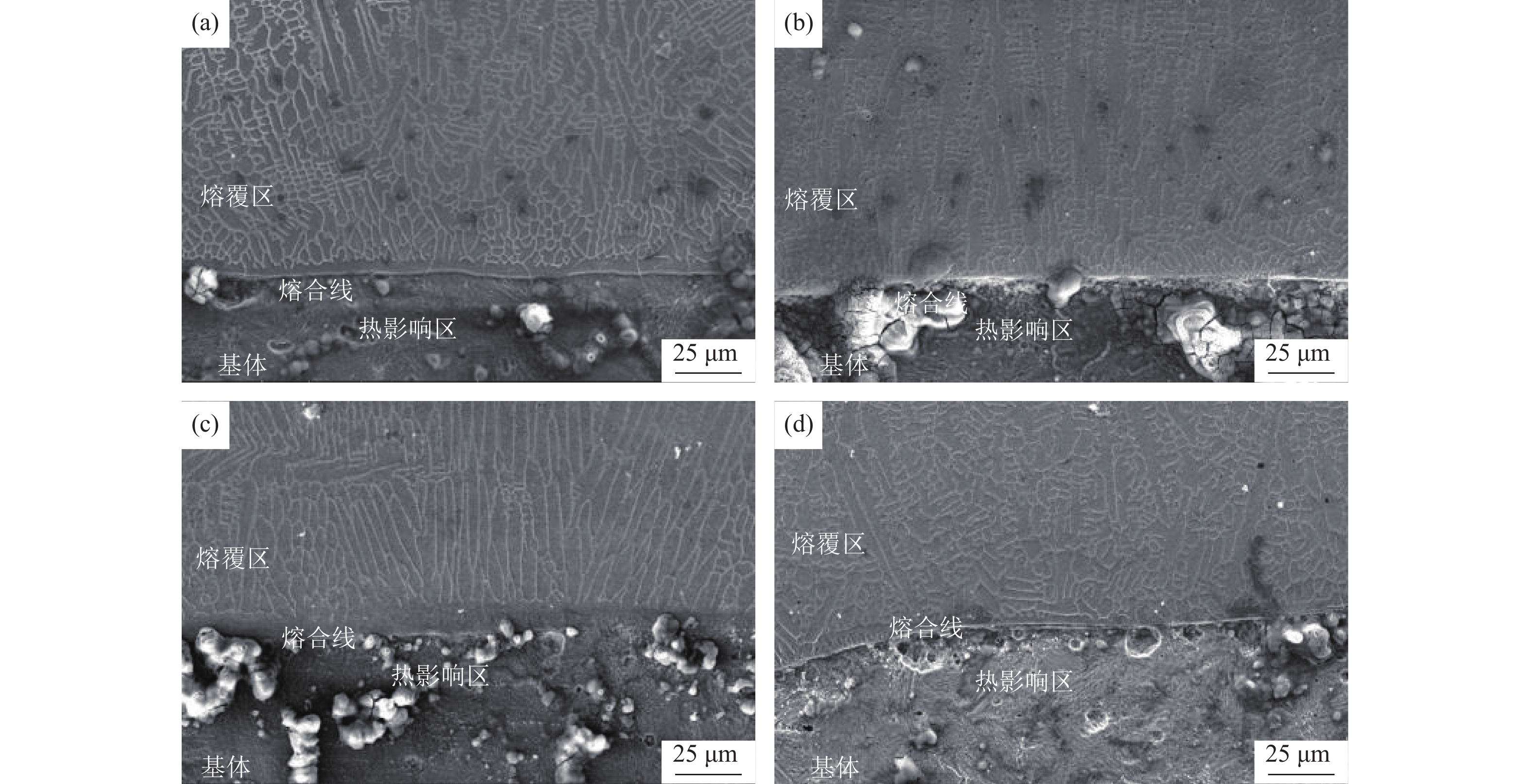
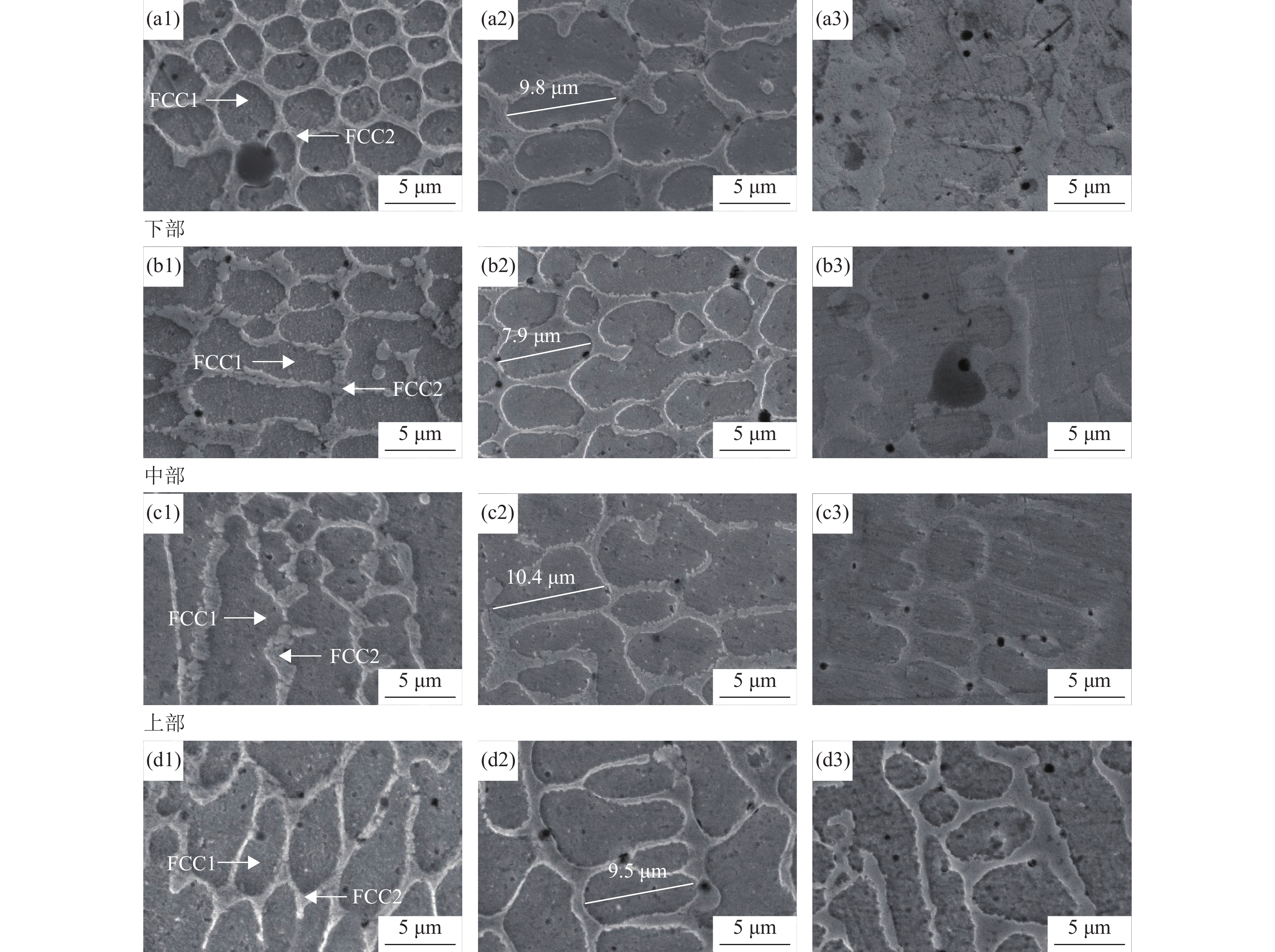
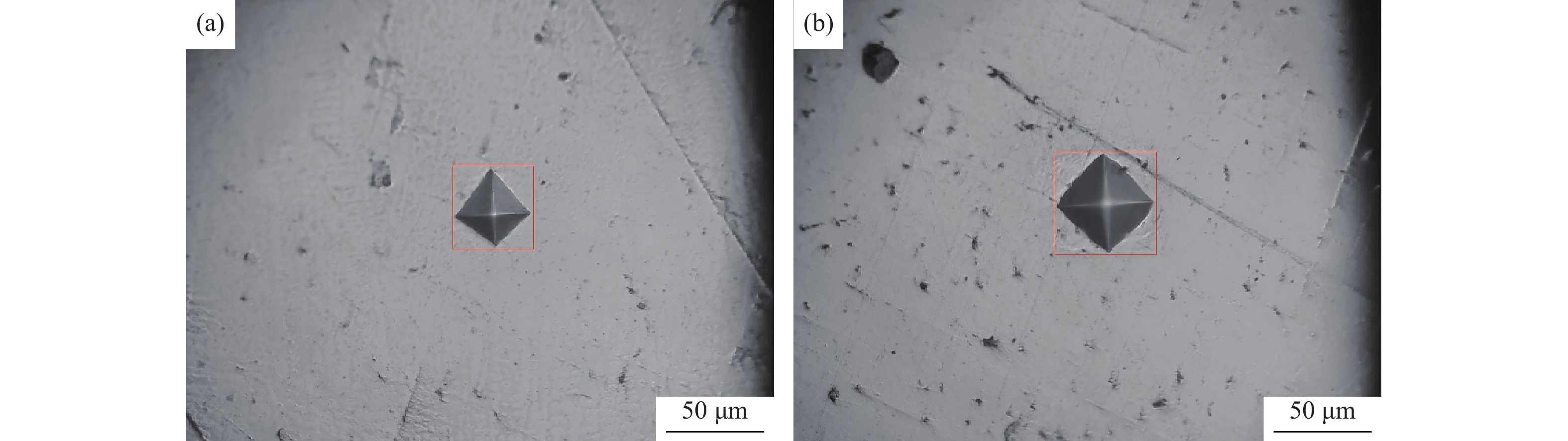
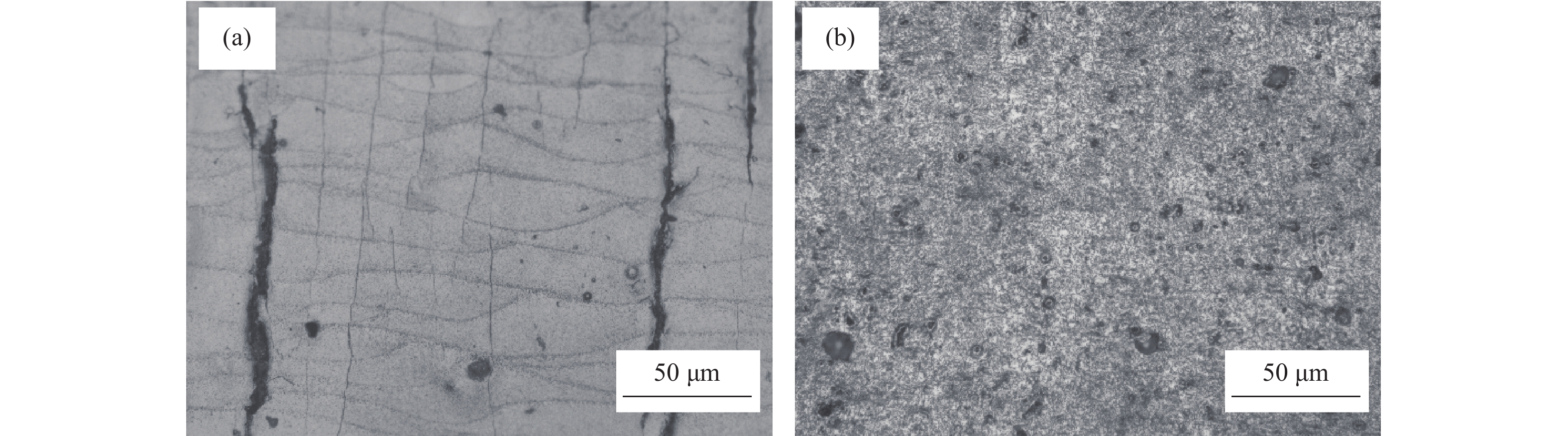
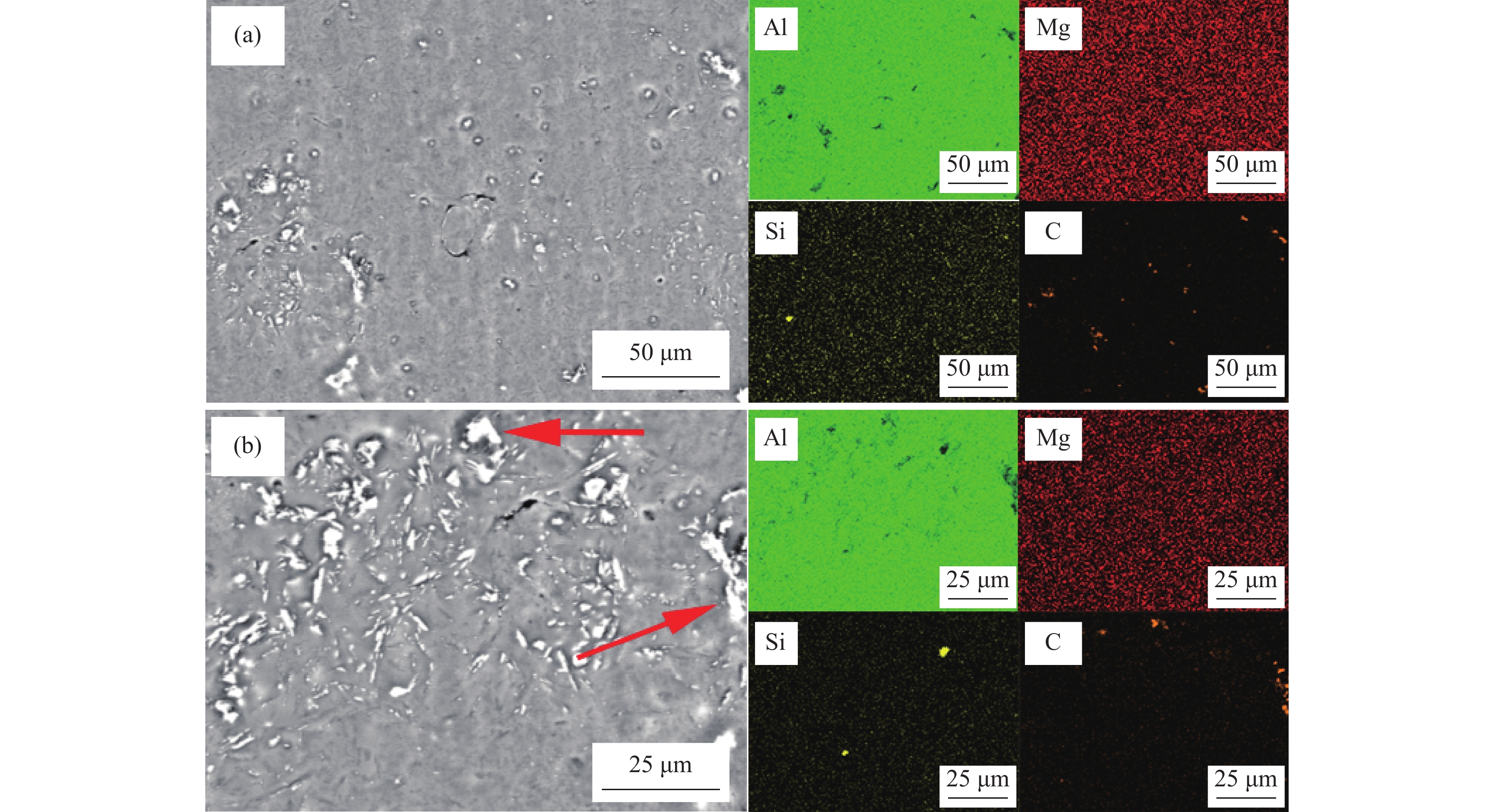
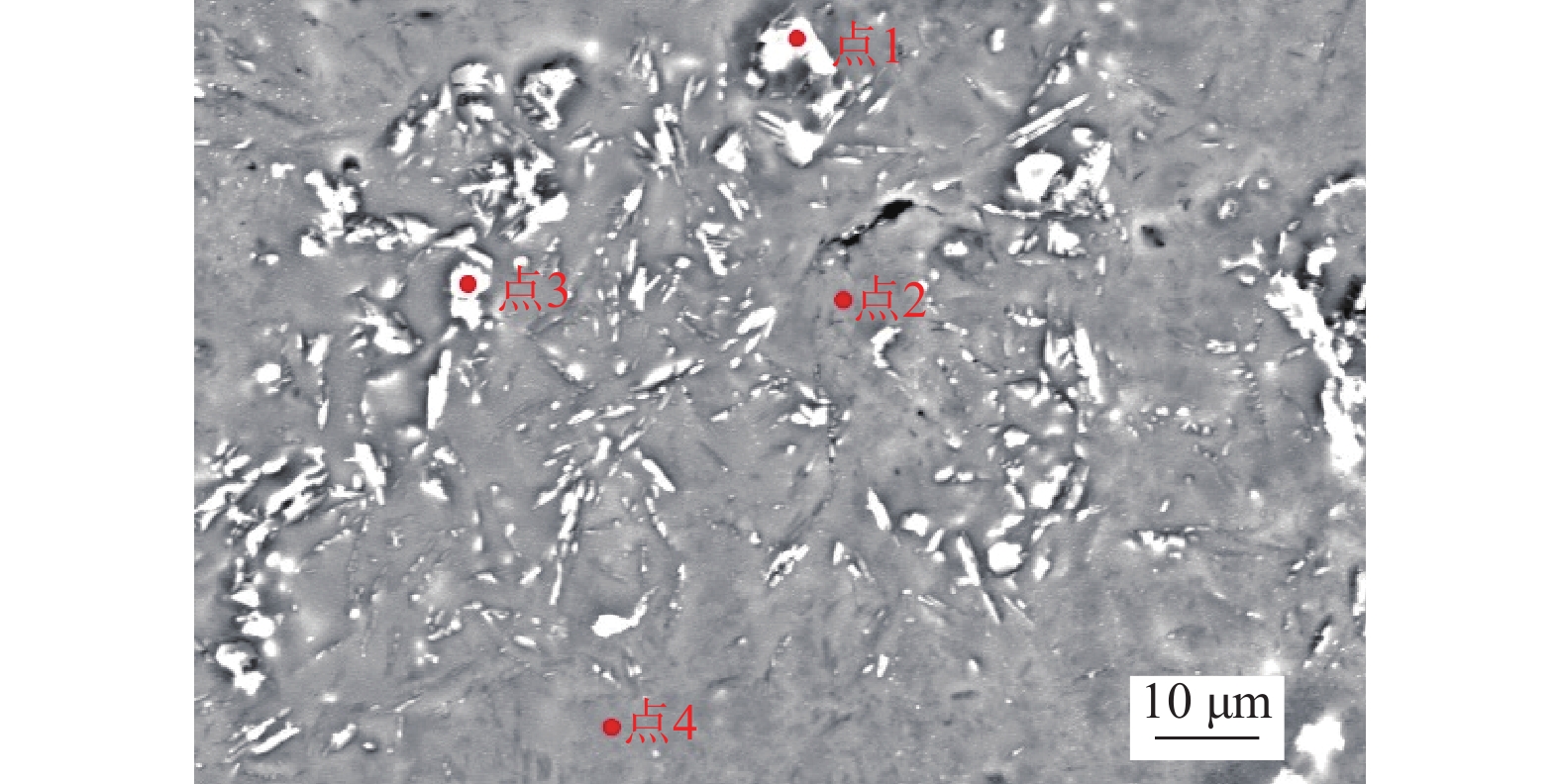
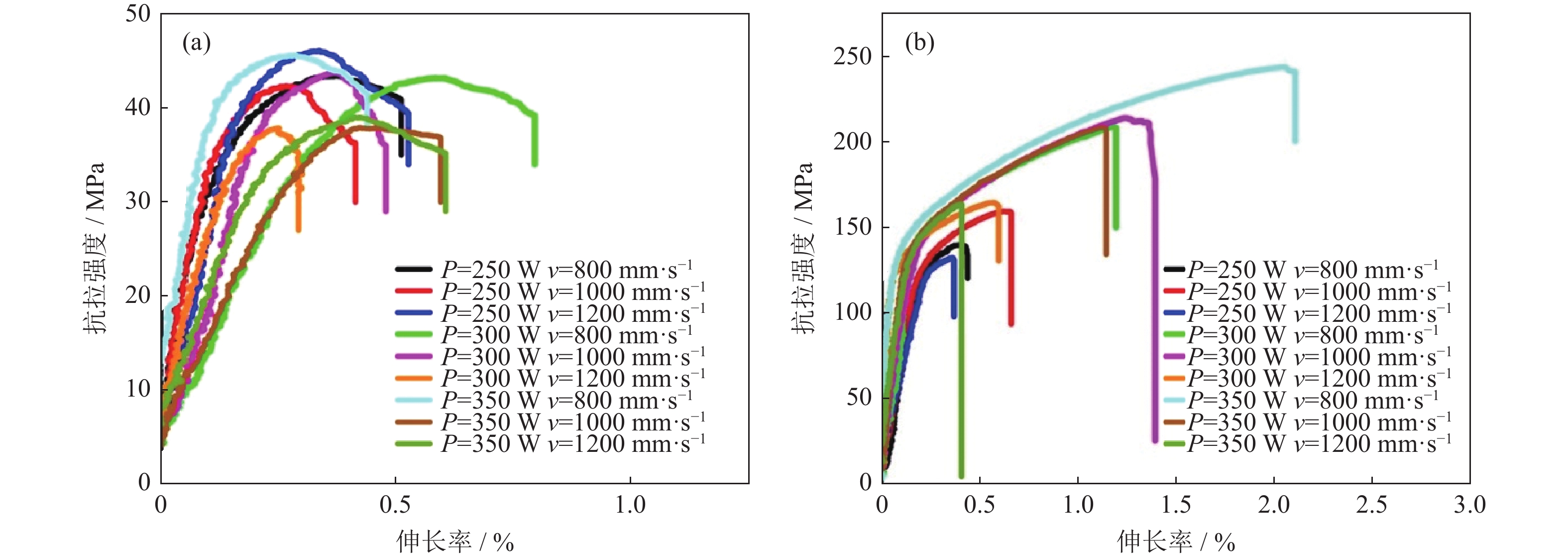
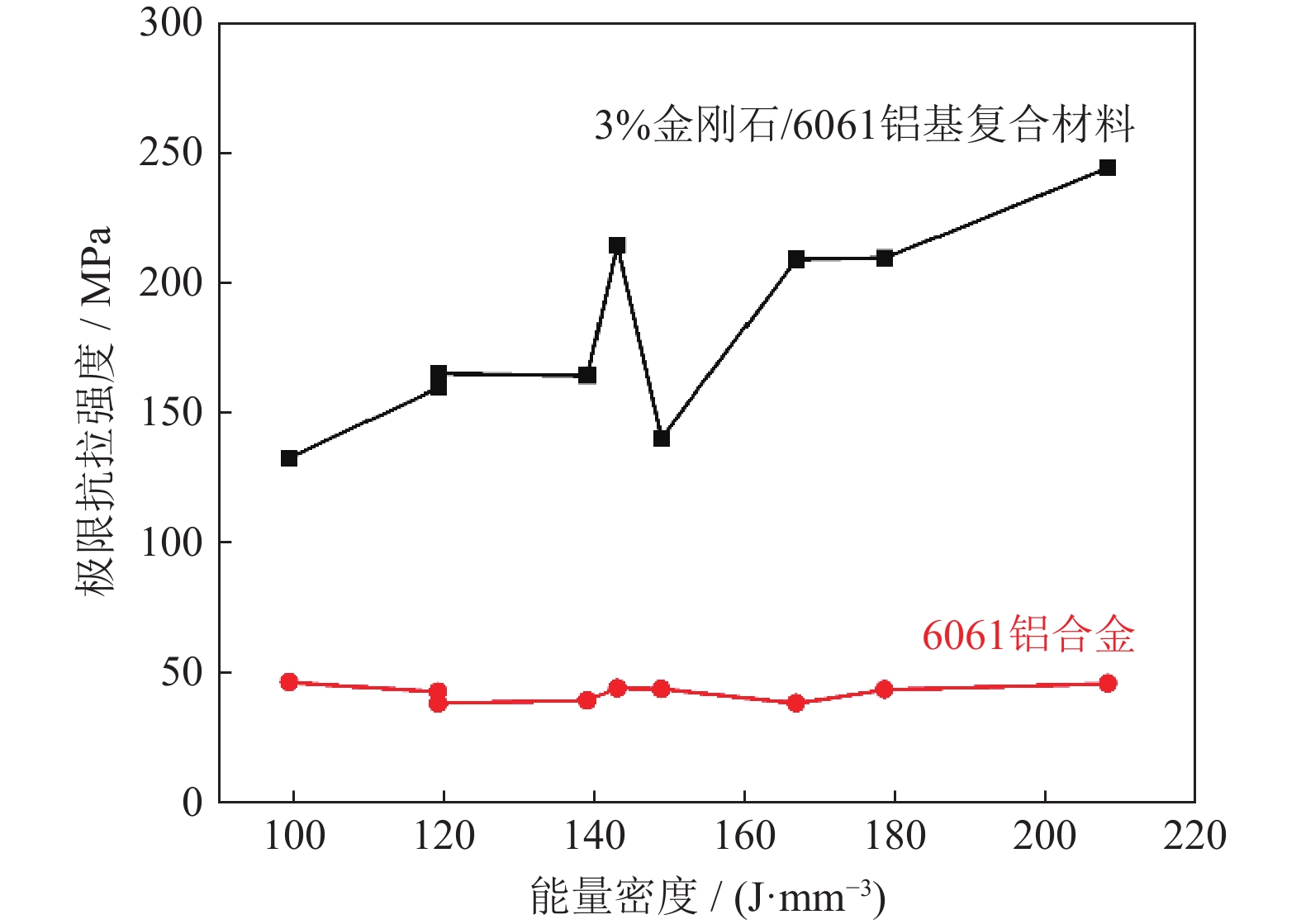
6061 aluminum matrix composites added by 3% diamond particles (mass fraction) were prepared by laser powder bed fusion (LPBF). The microstructure, relative density, and tensile properties of the 3%diamond/6061 aluminum matrix composites were characterized and analyzed by optical microscope, scanning electron microscope, X-ray diffractometer, electronic densitometer, and electronic universal testing machine. Results show that the diamond reacts with the Al matrix, generating the needle-like Al4C3 phase, which deposits in the α-Al matrix. Those formed Al4C3 increases dislocations at the grain boundaries, enhances the materials’ strength, and delays the failure to fracture. The addition of diamond facilitates the elimination of thermal cracks, but the porous defects remain in 6061 aluminum alloys. The lower scanning speed extends the contact duration between the laser spot and the processed material, leading to the graphitization of the added diamond and the partial evaporation of the Al matrix. Thus, the internal defects exist, exhibiting the low densification of the composite (relative density 97%). The addition of diamond significantly increases the tensile strength of the LPBF formed diamond/6061 aluminum matrix composites, and the ultimate tensile strength reaches the maximum value of 244.2 MPa, the yield strength is 211.6 MPa, and the elongation is 2.1%, respectively, when the laser power is 350 W and the scanning speed is 800 mm·s−1.
6061 aluminum matrix composites added by 3% diamond particles (mass fraction) were prepared by laser powder bed fusion (LPBF). The microstructure, relative density, and tensile properties of the 3%diamond/6061 aluminum matrix composites were characterized and analyzed by optical microscope, scanning electron microscope, X-ray diffractometer, electronic densitometer, and electronic universal testing machine. Results show that the diamond reacts with the Al matrix, generating the needle-like Al4C3 phase, which deposits in the α-Al matrix. Those formed Al4C3 increases dislocations at the grain boundaries, enhances the materials’ strength, and delays the failure to fracture. The addition of diamond facilitates the elimination of thermal cracks, but the porous defects remain in 6061 aluminum alloys. The lower scanning speed extends the contact duration between the laser spot and the processed material, leading to the graphitization of the added diamond and the partial evaporation of the Al matrix. Thus, the internal defects exist, exhibiting the low densification of the composite (relative density 97%). The addition of diamond significantly increases the tensile strength of the LPBF formed diamond/6061 aluminum matrix composites, and the ultimate tensile strength reaches the maximum value of 244.2 MPa, the yield strength is 211.6 MPa, and the elongation is 2.1%, respectively, when the laser power is 350 W and the scanning speed is 800 mm·s−1.


2024, 42(2): 128-134.
DOI: 10.19591/j.cnki.cn11-1974/tf.2021100013
Abstract:
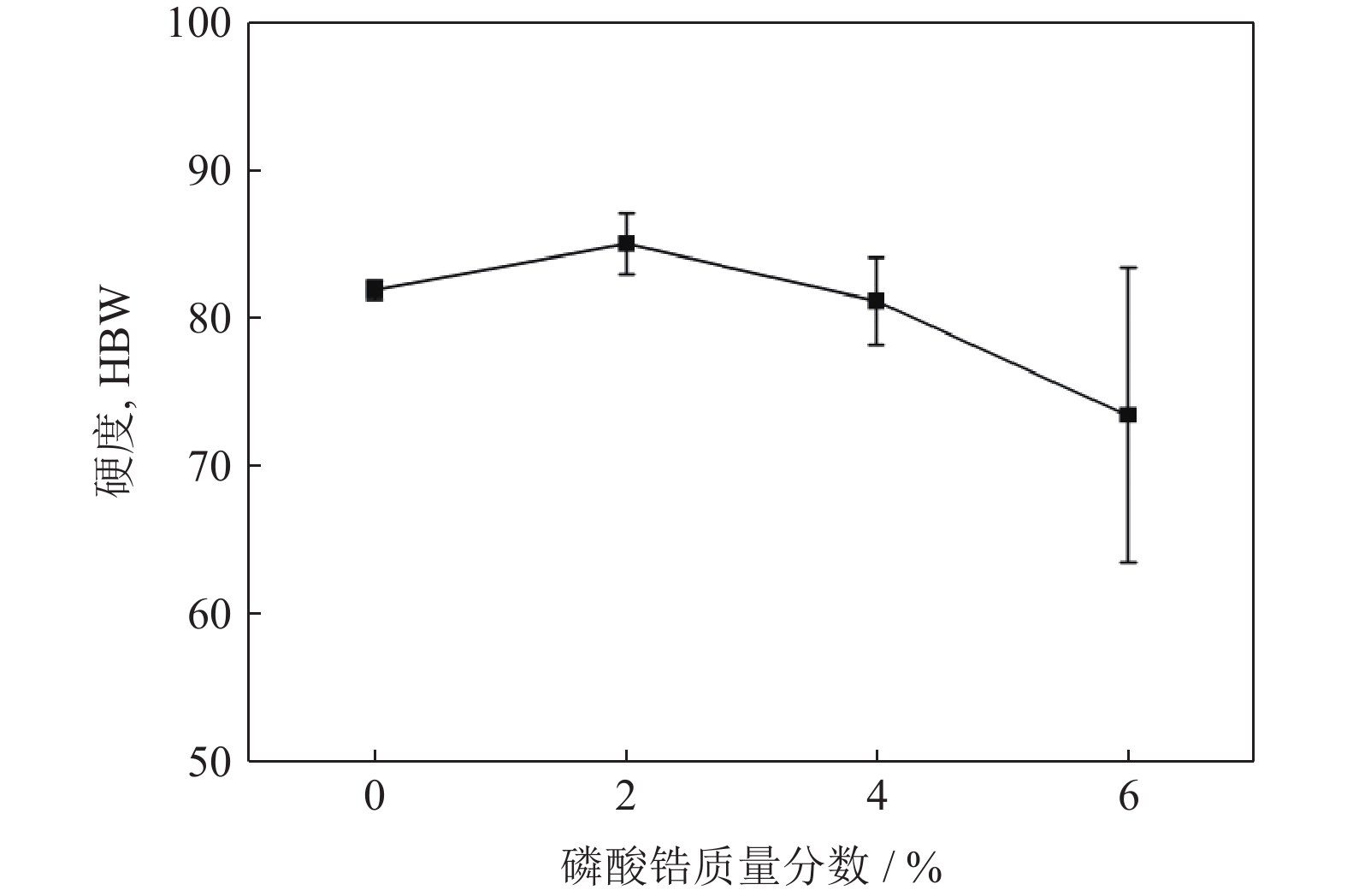
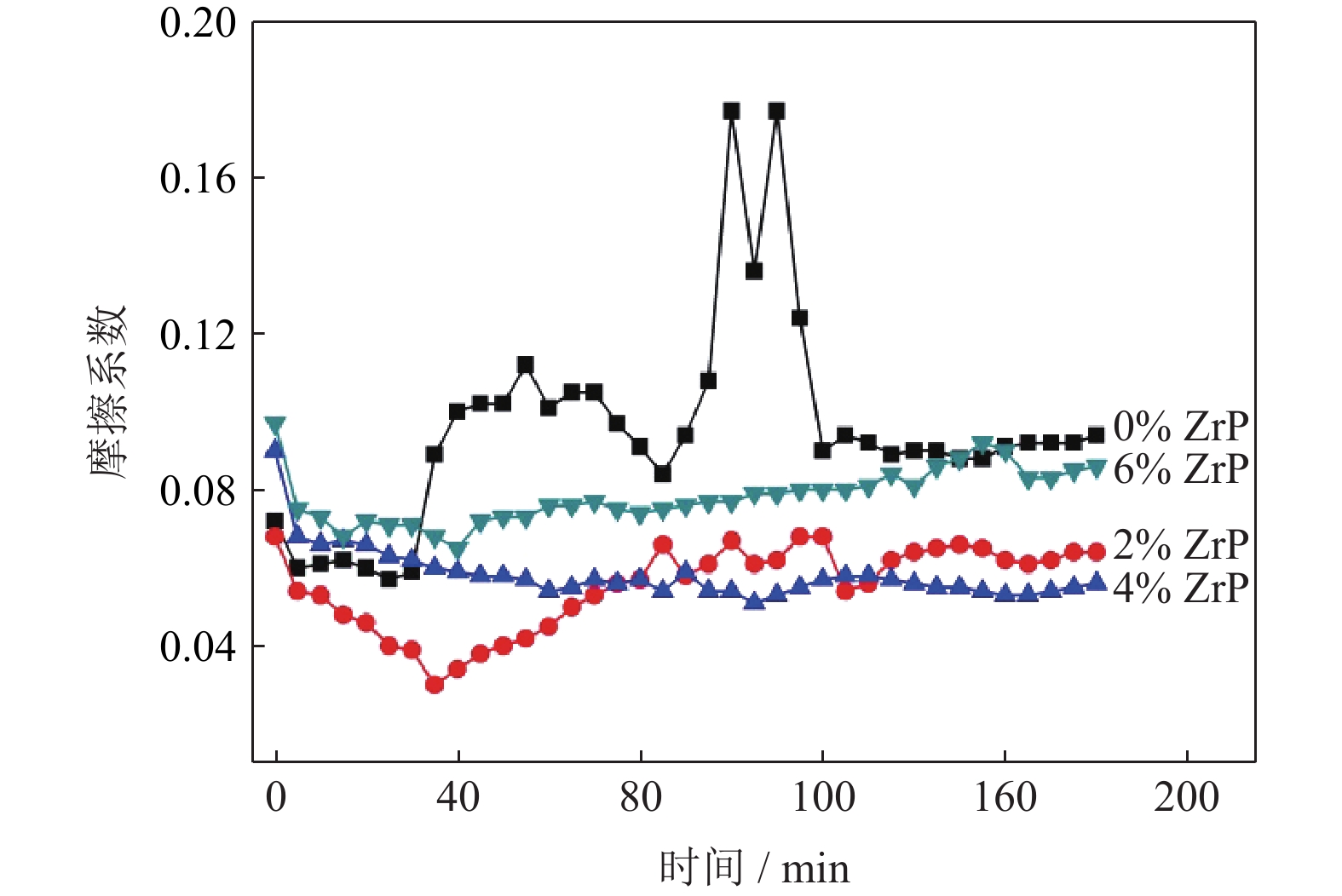
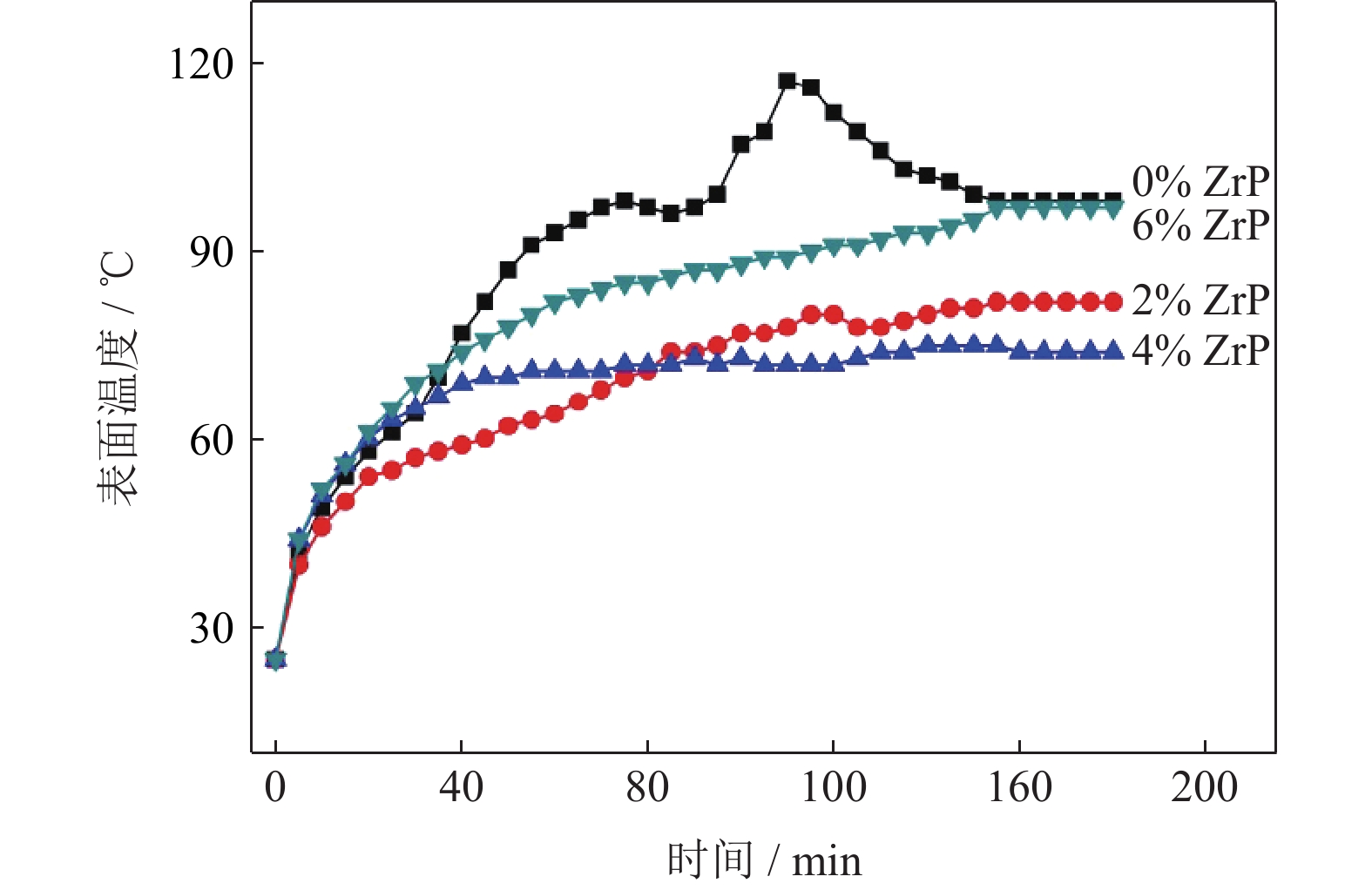
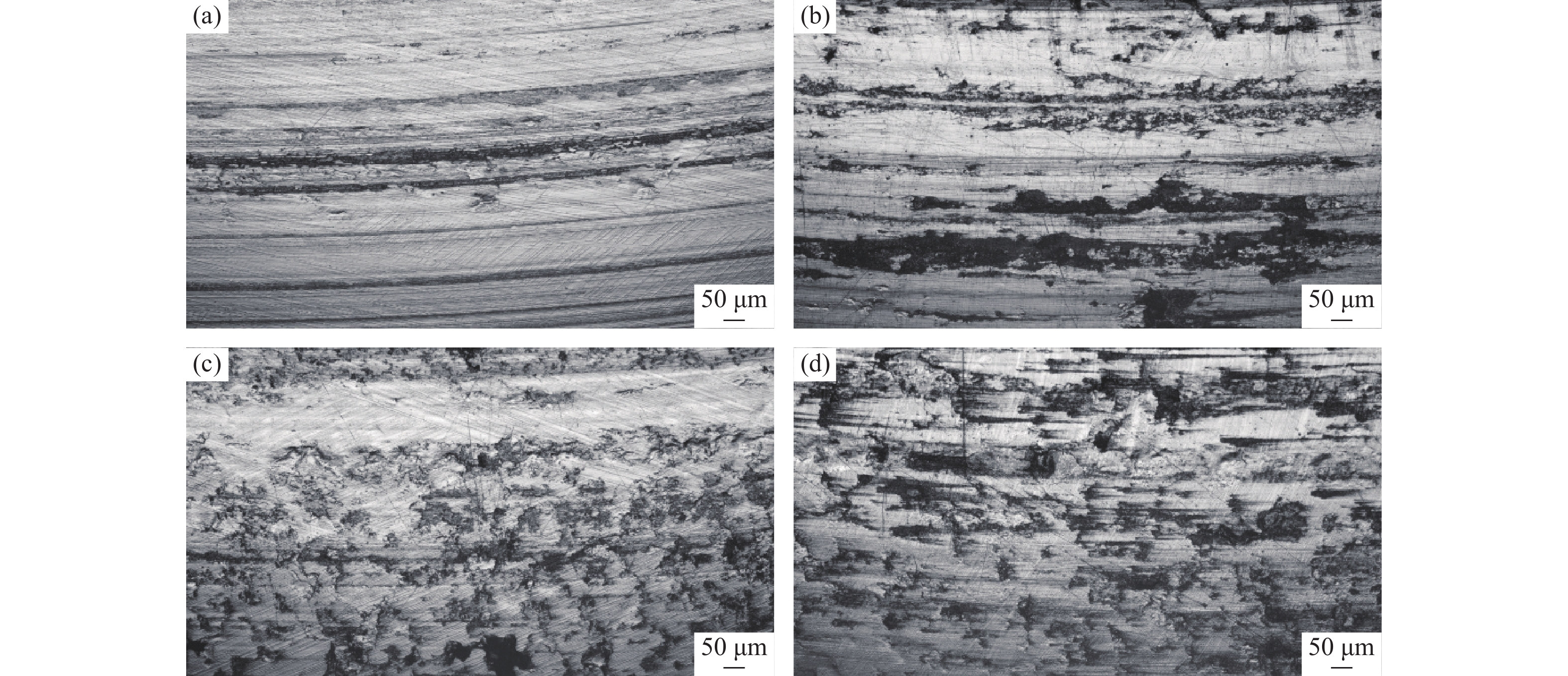
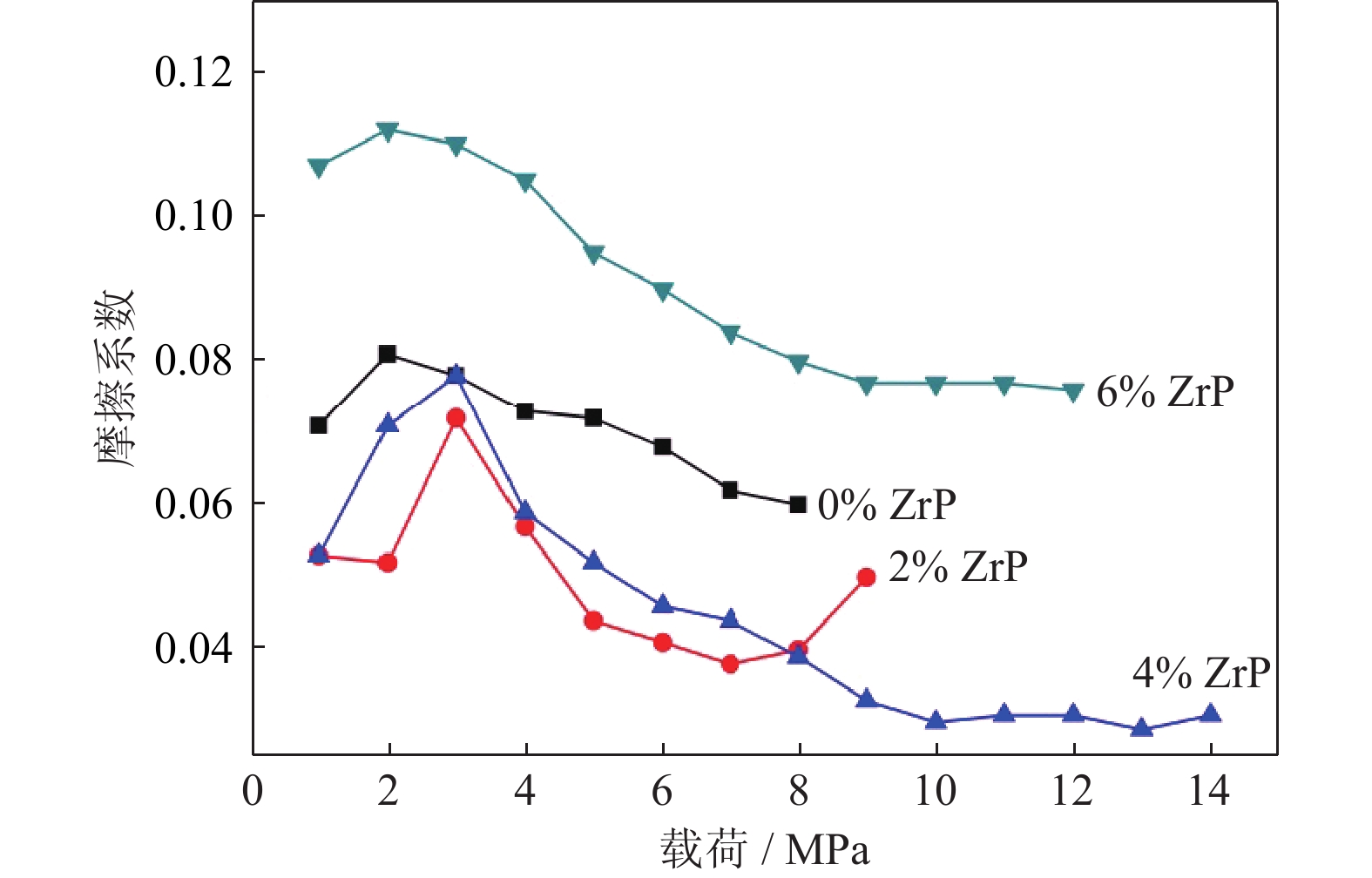
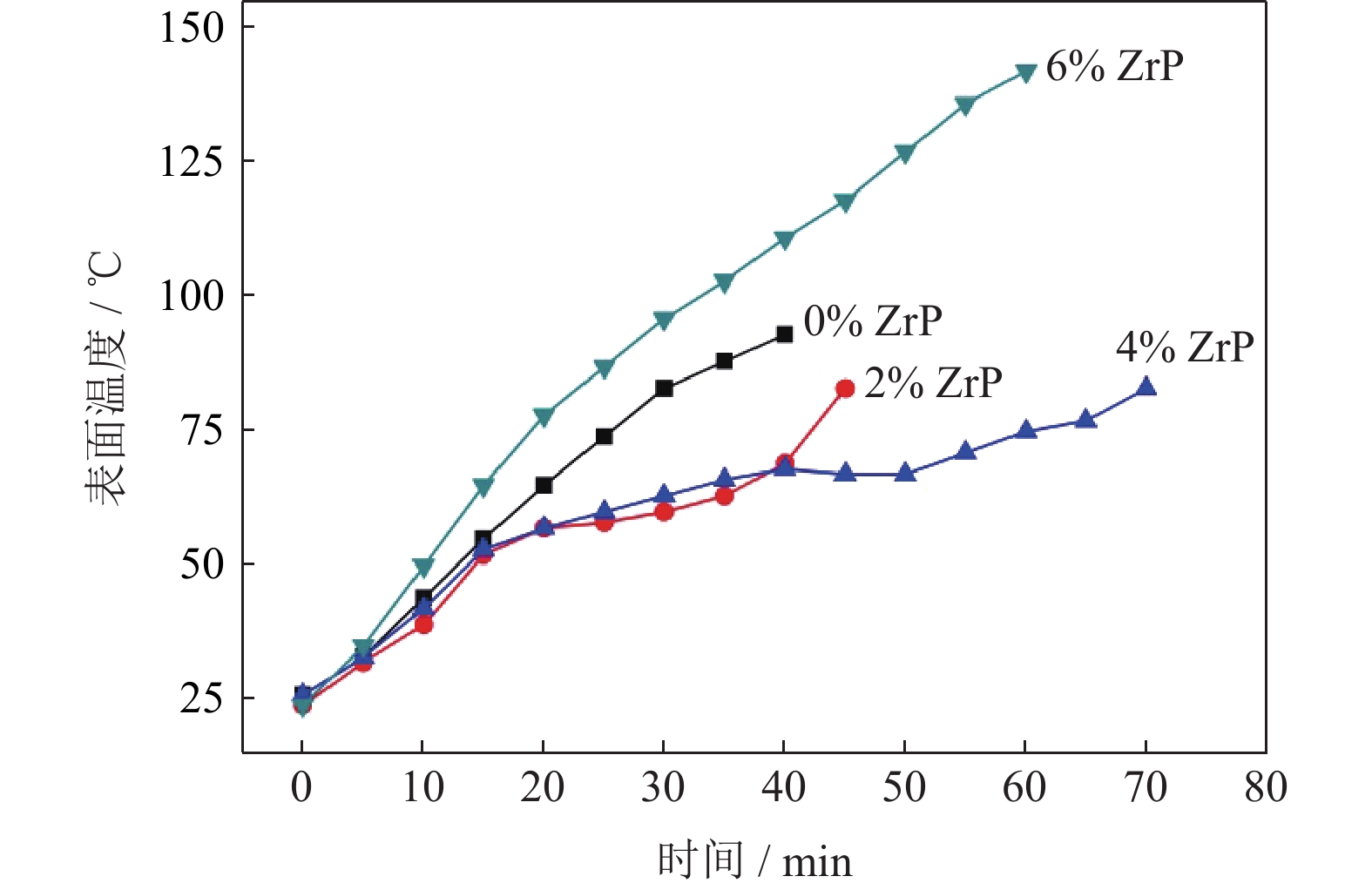
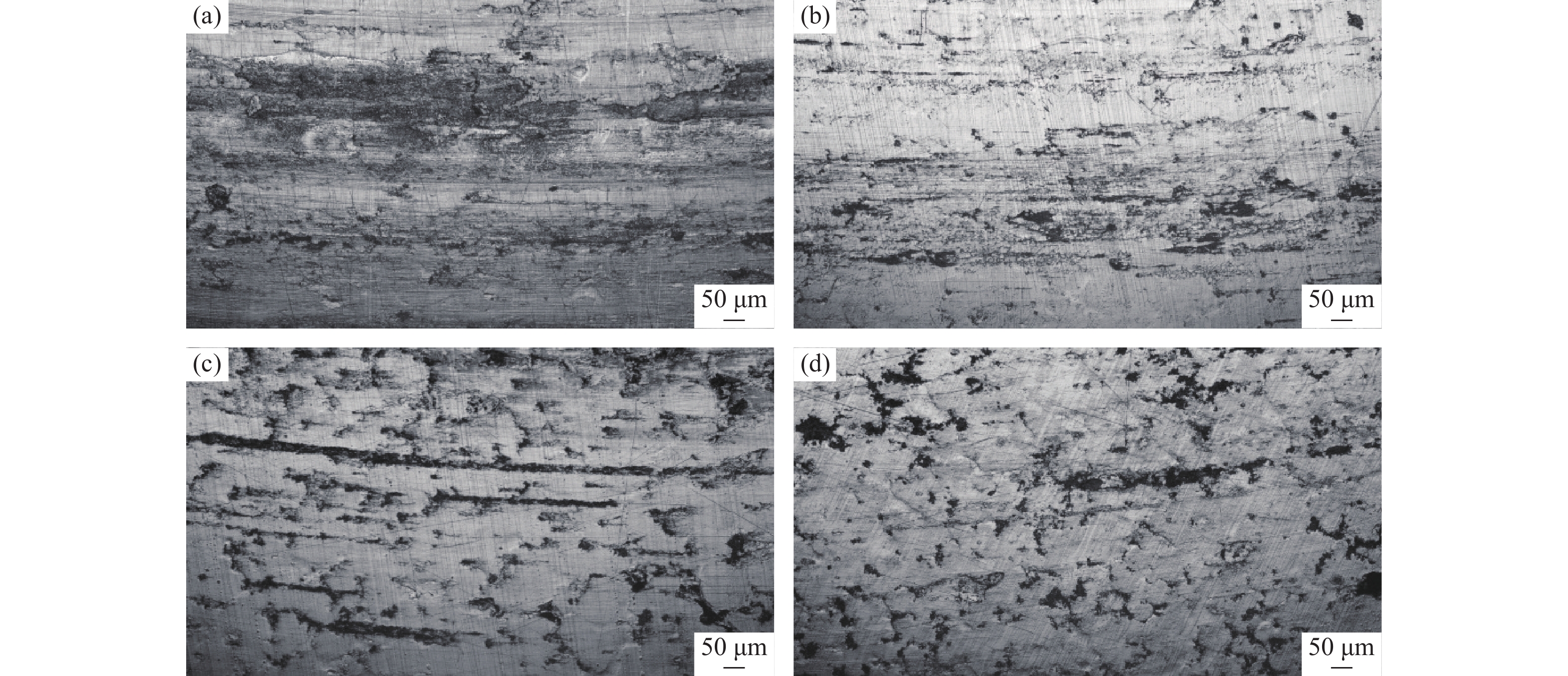
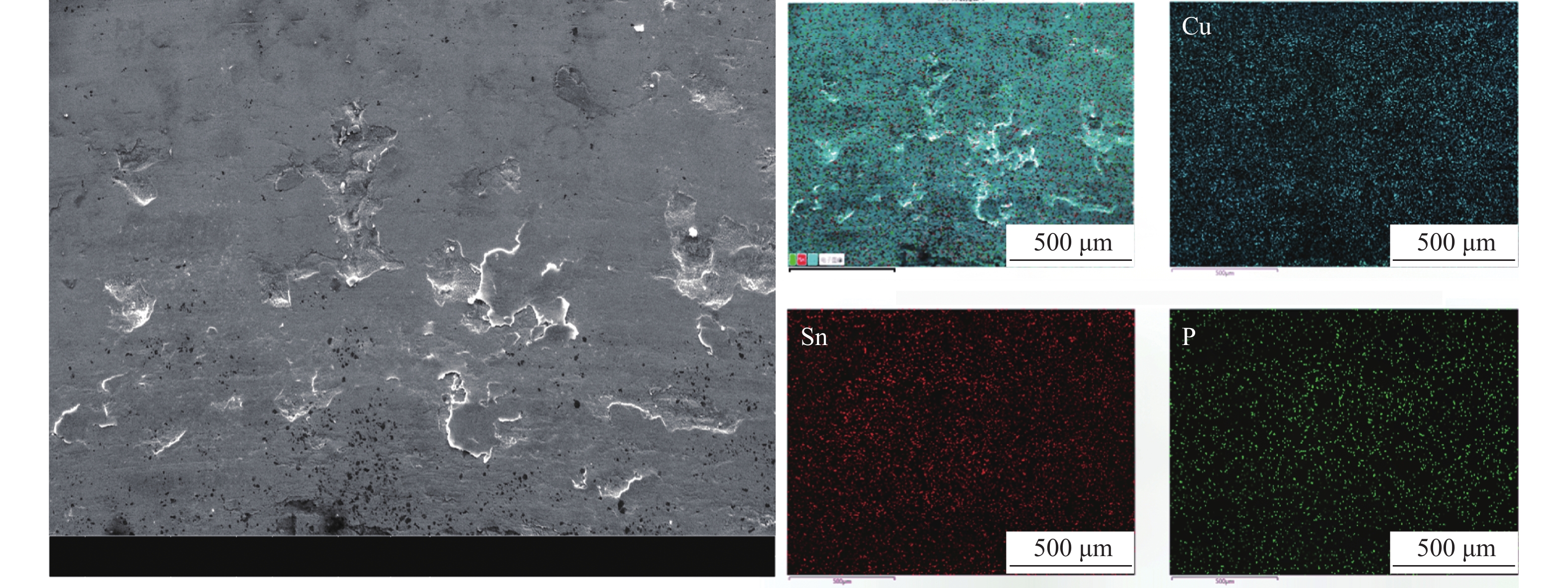
The copper-bismuth (CuBi)-steel-backed double-layer metal composite plates were prepared by the sintering and press-rolling composite technology, the effect of zirconium phosphate (ZrP) on the bonding strength, hardness, and tribological properties of the CuBi-steel-backed composite plates was studied. In the results, the addition of ZrP can effectively improve the anti-friction and wear resistance of the CuBi-steel-backed composite plates and enhance the load-bearing capacity. As the ZrP mass fraction increases, the bonding strength of the CuBi-steel-backed composite plates gradually decreases, and the hardness first increases and then decreases. In the constant speed and load test, compared with the CuBi-steel-backed composite plates without ZrP, the addition of 2% and 4% ZrP by mass can effectively improve the friction and wear resistance of the CuBi-steel-backed composite plates, reduce the friction coefficient of the friction pair, and rise the surface temperature. In the constant-speed variable-load test, the addition of ZrP can significantly improve the frictional bearing capacity of the CuBi-steel-backed double-layer materials. Under the condition of end face oil circulation, the limit PV value (friction pair contact surface pressure × friction linear velocity) of the CuBi-steel-backed composite plates by adding ZrP with the mass fraction 4% reaches 14 MPa∙m∙s‒1, which is about 75% higher than that without ZrP (8 MPa∙m∙s‒1).
The copper-bismuth (CuBi)-steel-backed double-layer metal composite plates were prepared by the sintering and press-rolling composite technology, the effect of zirconium phosphate (ZrP) on the bonding strength, hardness, and tribological properties of the CuBi-steel-backed composite plates was studied. In the results, the addition of ZrP can effectively improve the anti-friction and wear resistance of the CuBi-steel-backed composite plates and enhance the load-bearing capacity. As the ZrP mass fraction increases, the bonding strength of the CuBi-steel-backed composite plates gradually decreases, and the hardness first increases and then decreases. In the constant speed and load test, compared with the CuBi-steel-backed composite plates without ZrP, the addition of 2% and 4% ZrP by mass can effectively improve the friction and wear resistance of the CuBi-steel-backed composite plates, reduce the friction coefficient of the friction pair, and rise the surface temperature. In the constant-speed variable-load test, the addition of ZrP can significantly improve the frictional bearing capacity of the CuBi-steel-backed double-layer materials. Under the condition of end face oil circulation, the limit PV value (friction pair contact surface pressure × friction linear velocity) of the CuBi-steel-backed composite plates by adding ZrP with the mass fraction 4% reaches 14 MPa∙m∙s‒1, which is about 75% higher than that without ZrP (8 MPa∙m∙s‒1).

2024, 42(2): 135-143.
DOI: 10.19591/j.cnki.cn11-1974/tf.2022010002
Abstract:
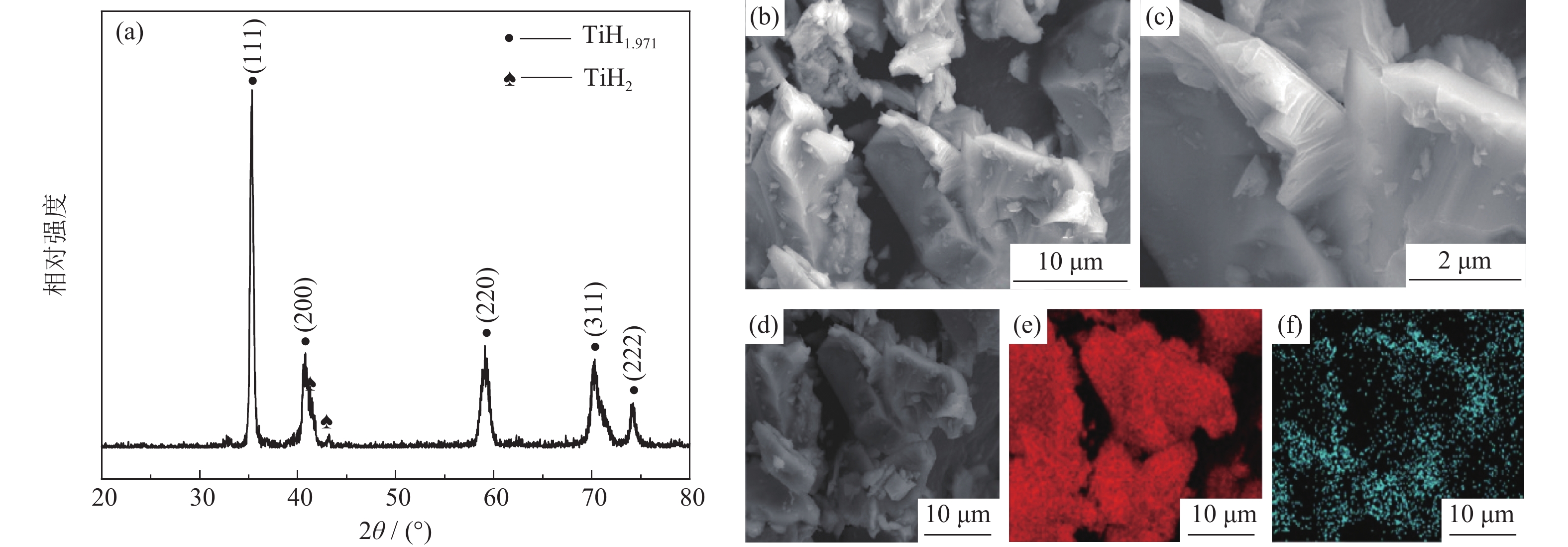
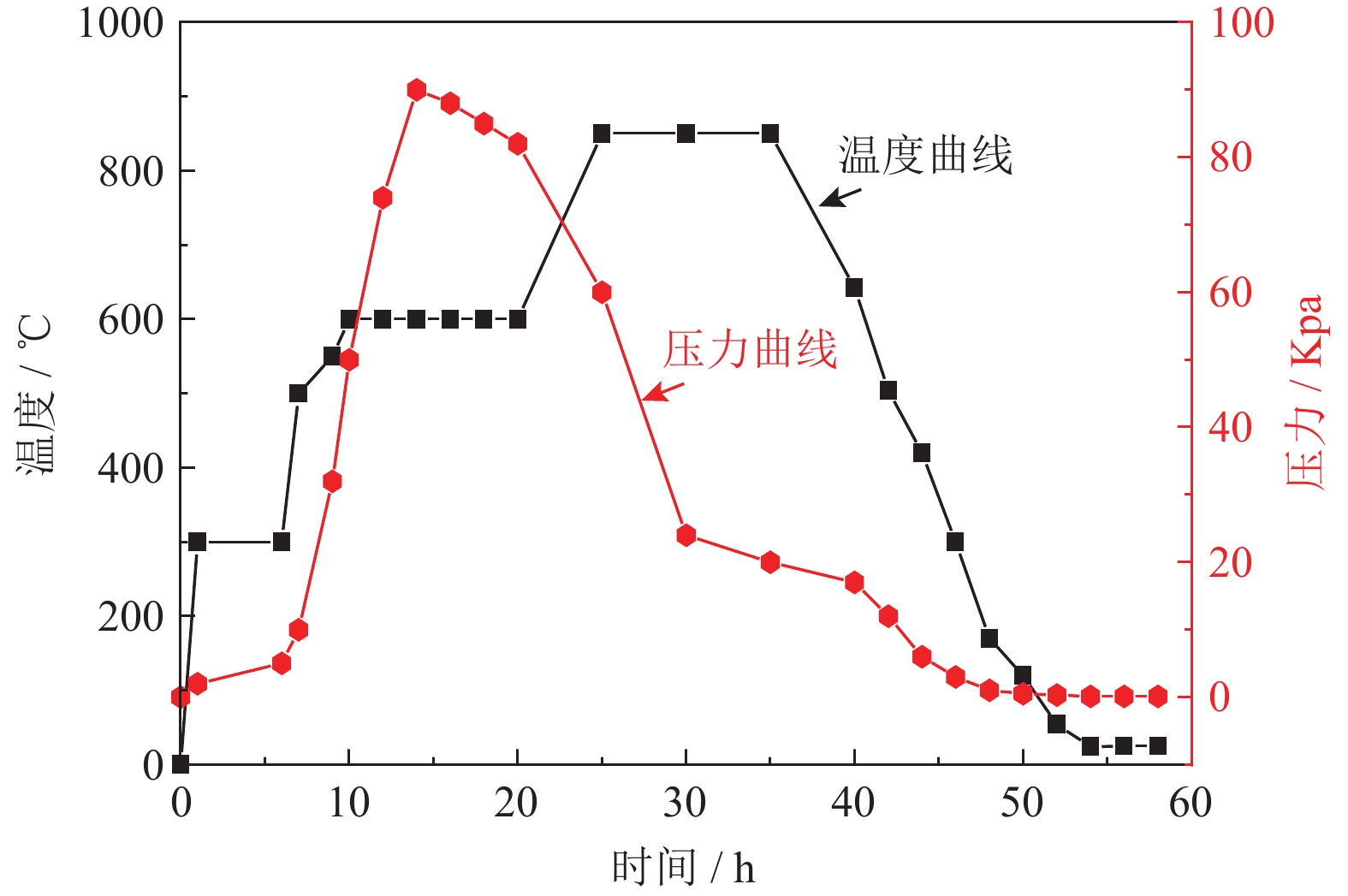
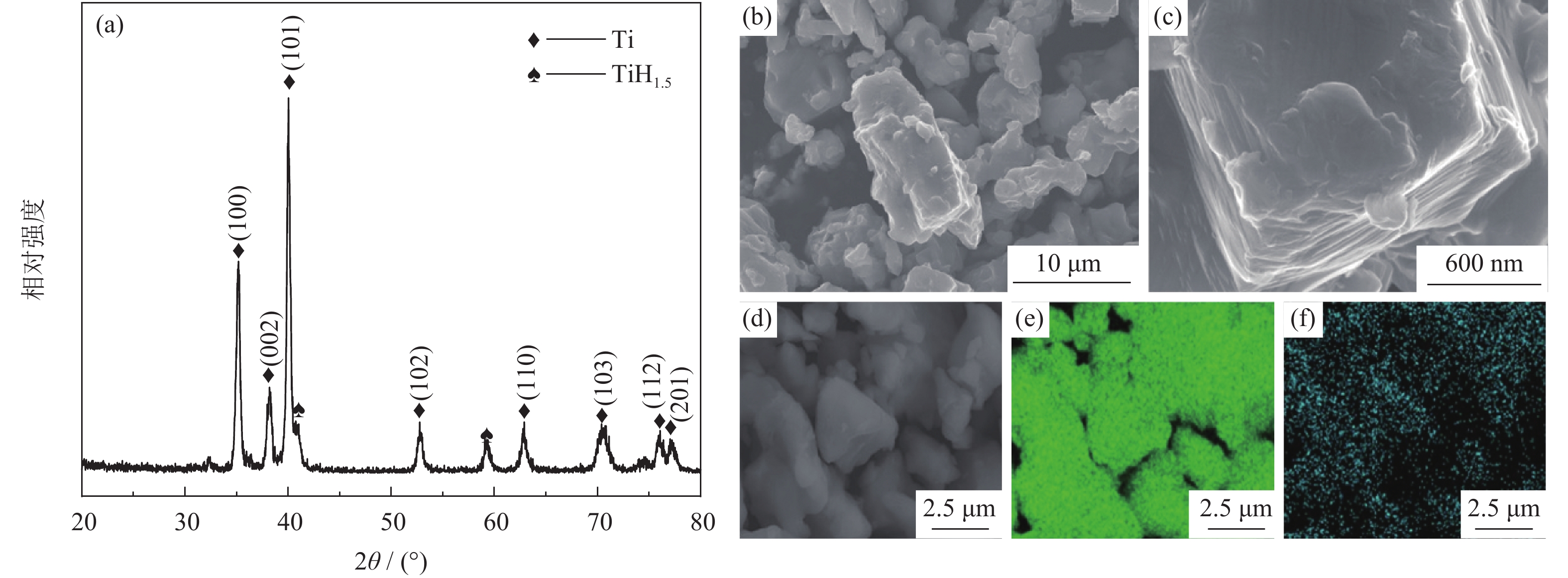
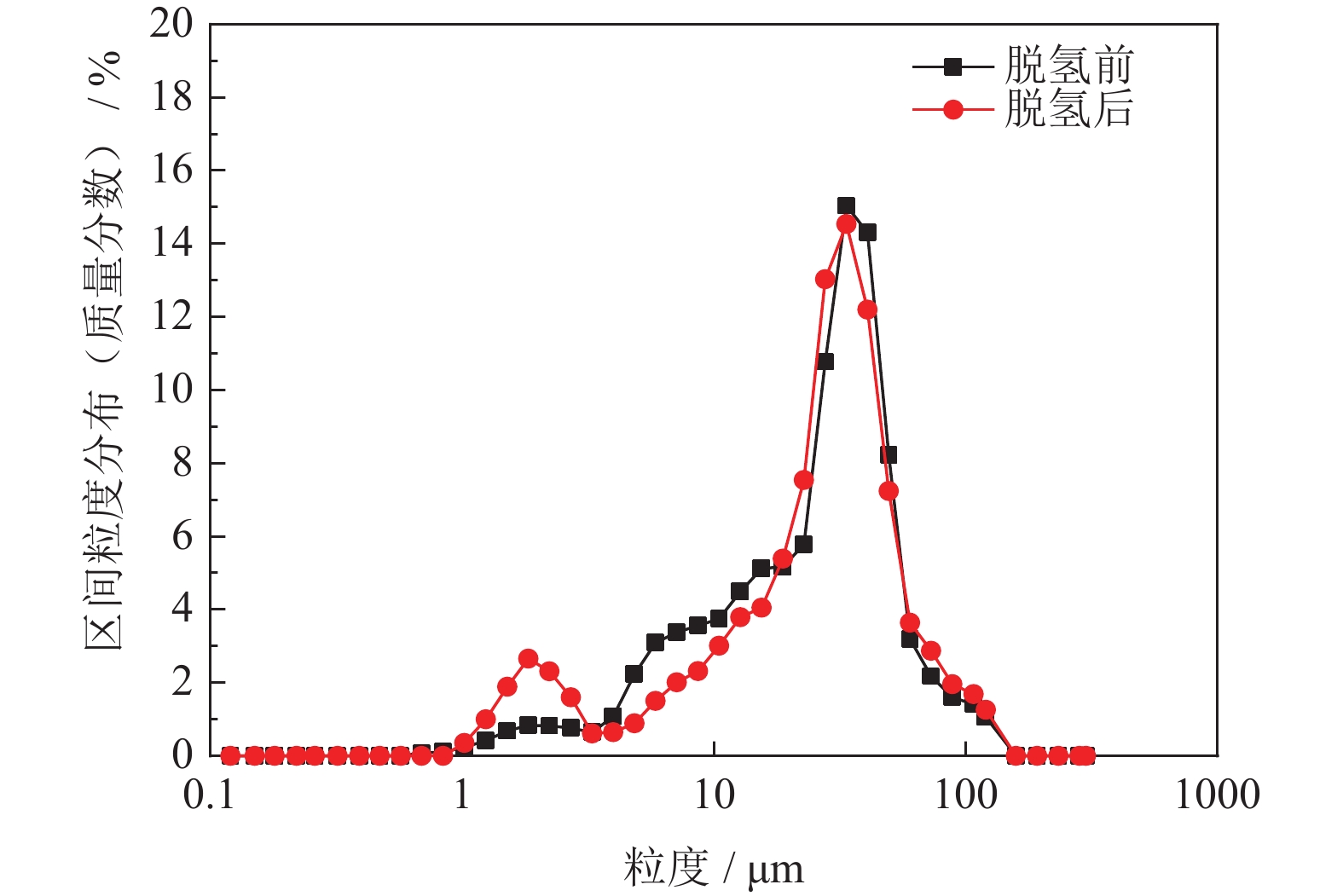
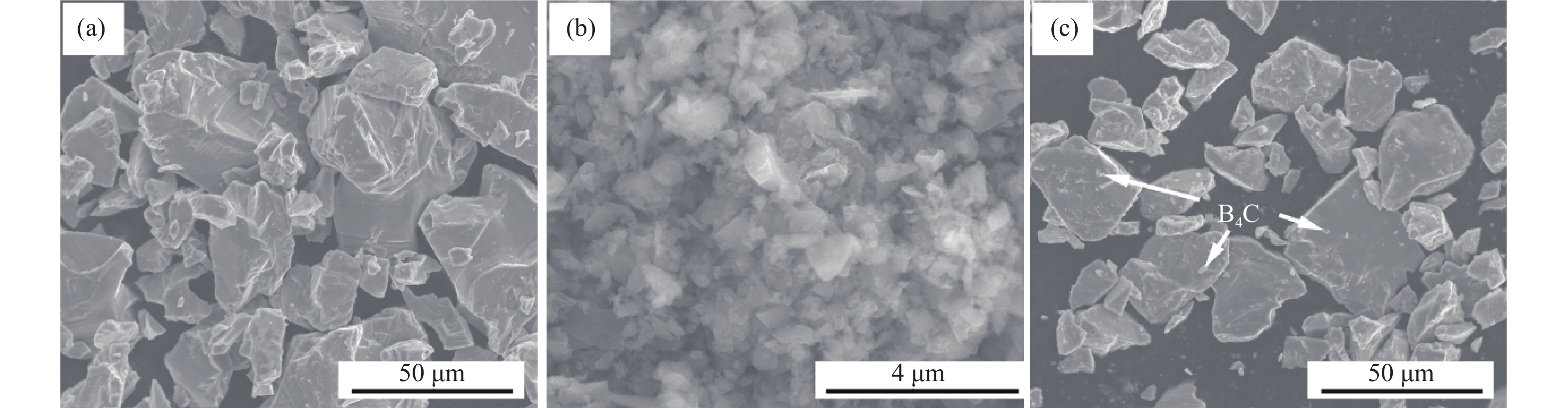
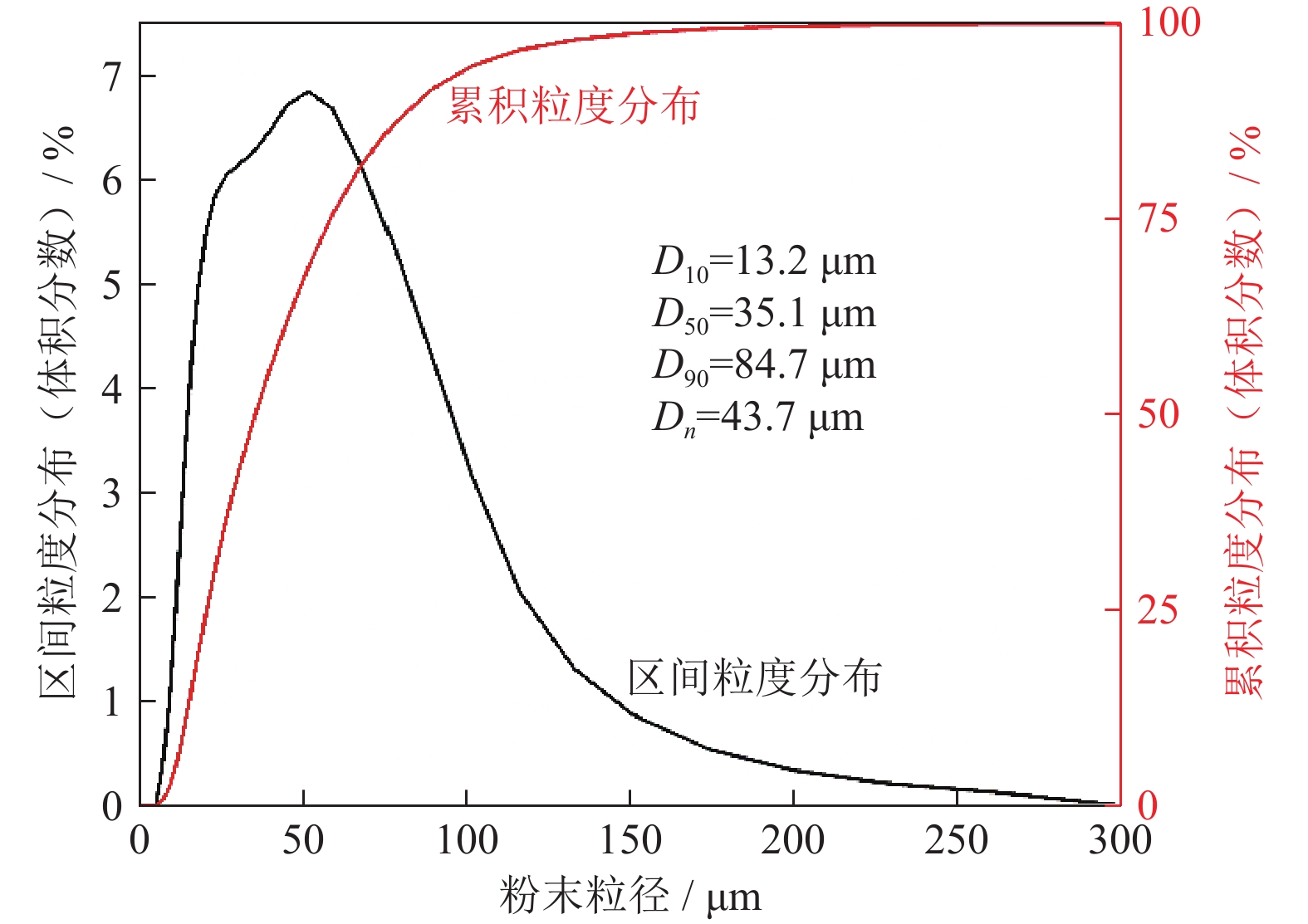
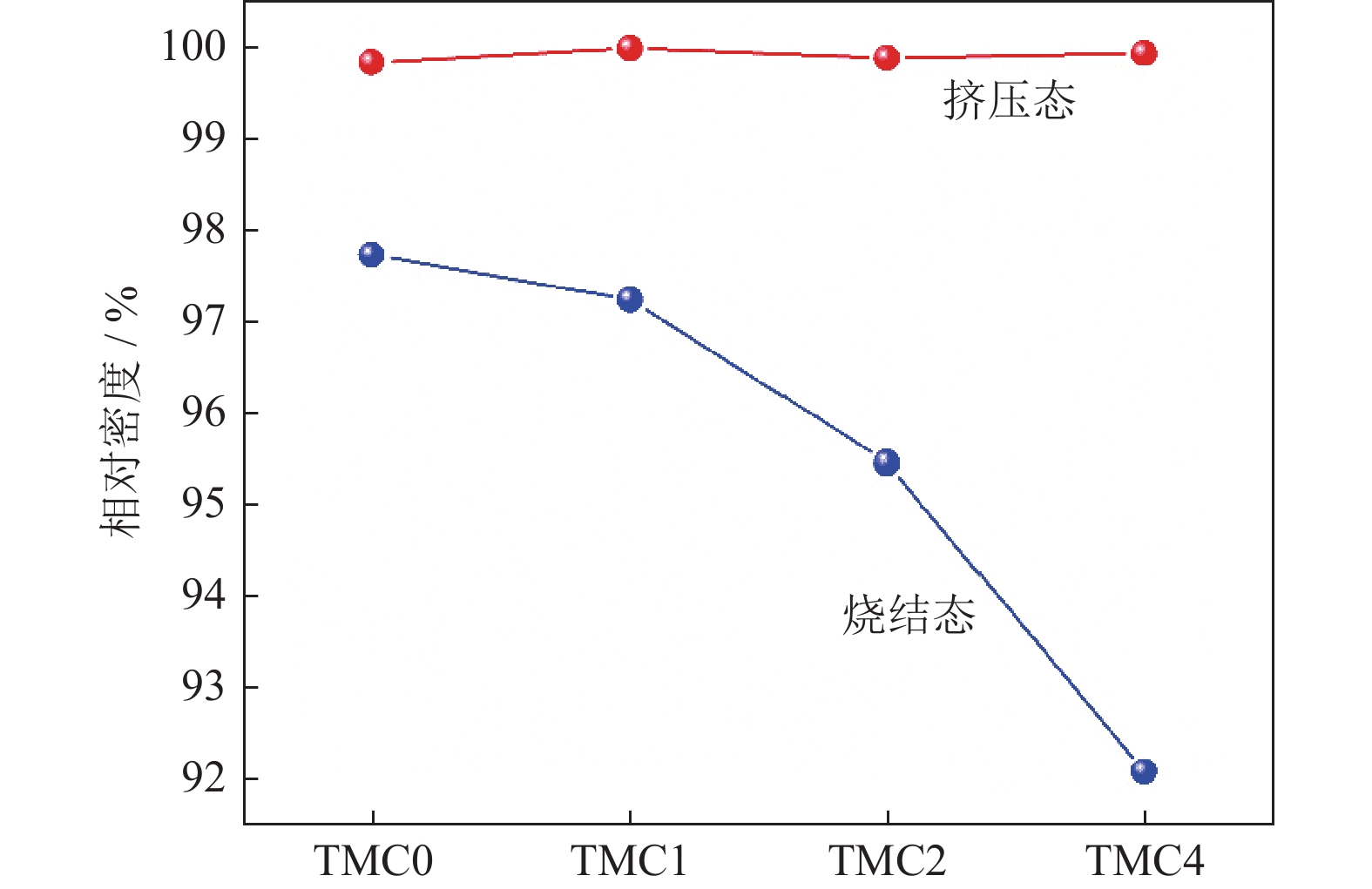
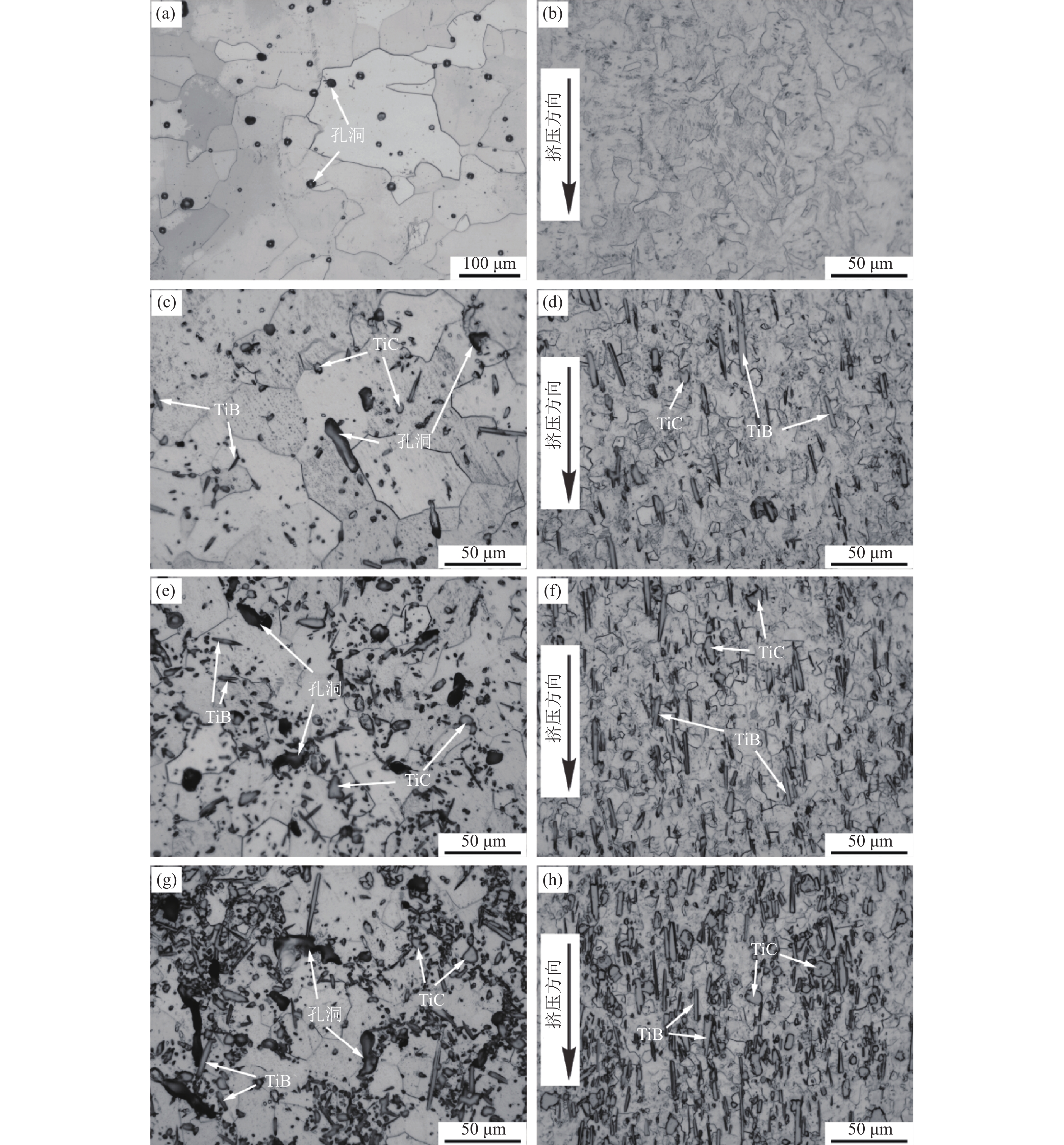
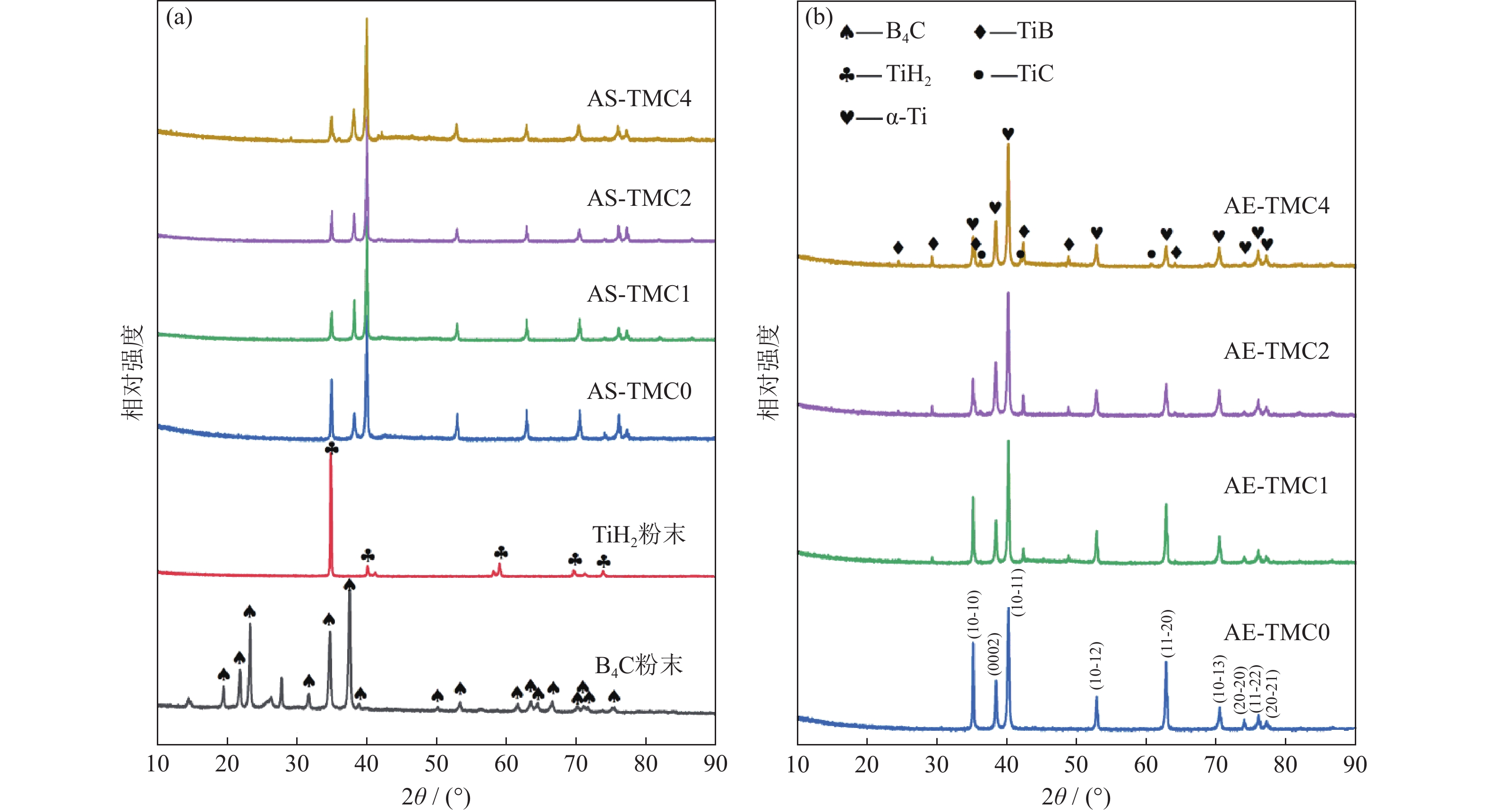
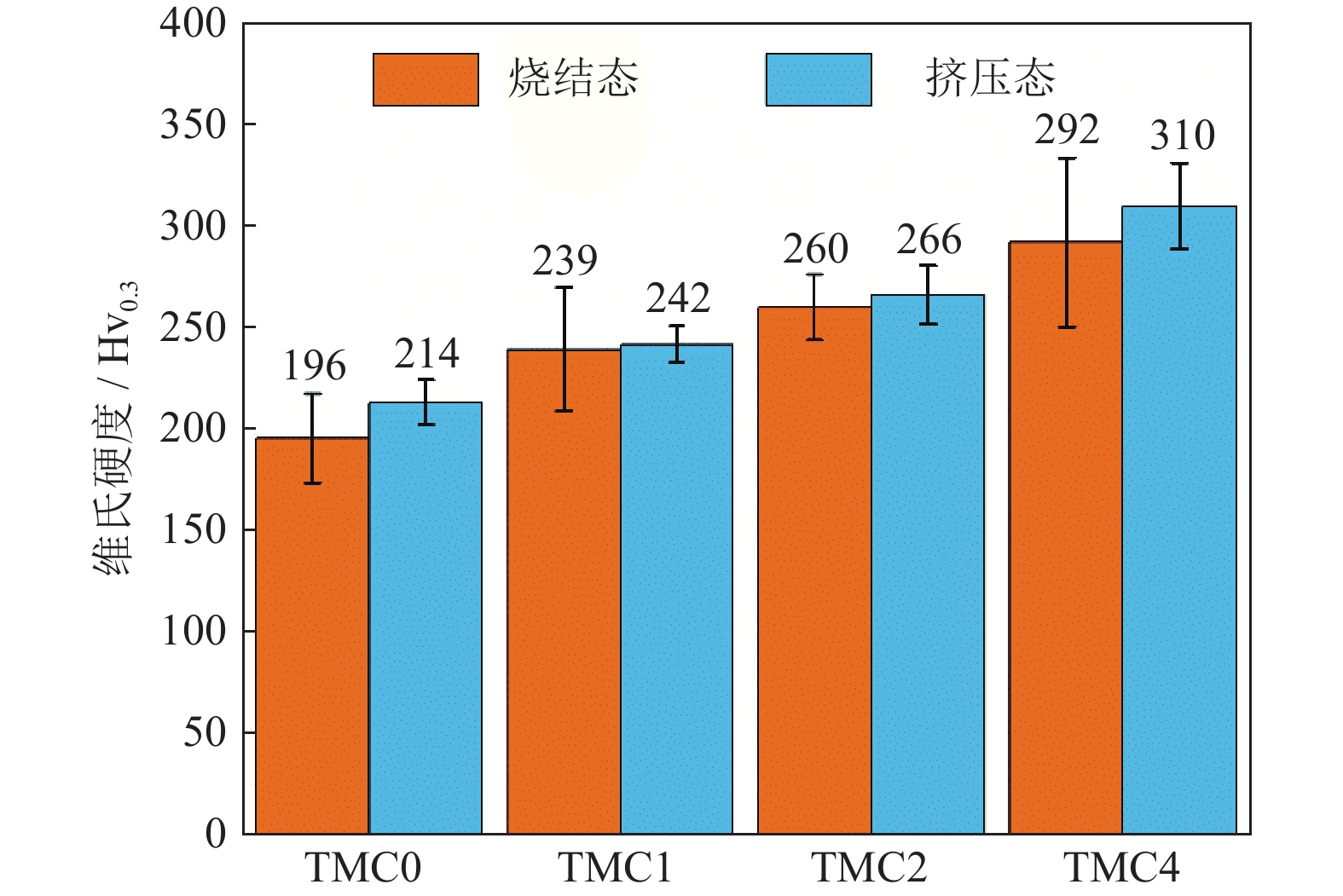
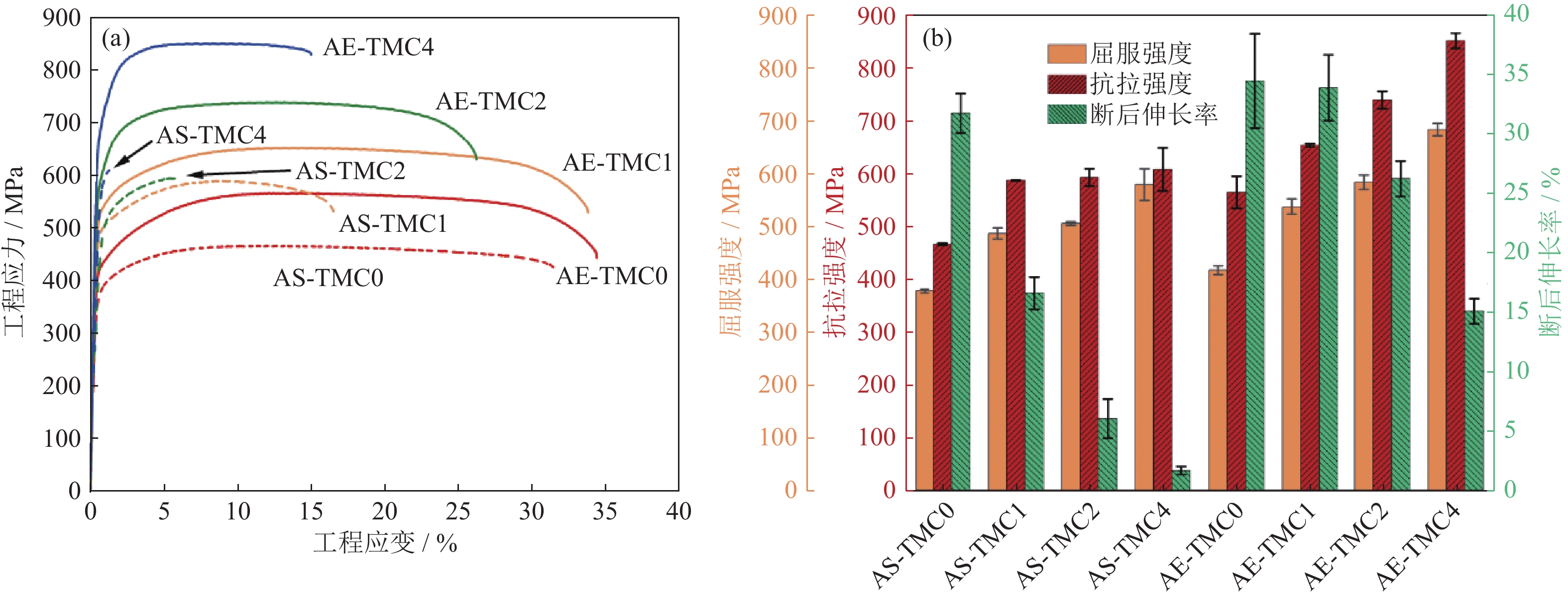
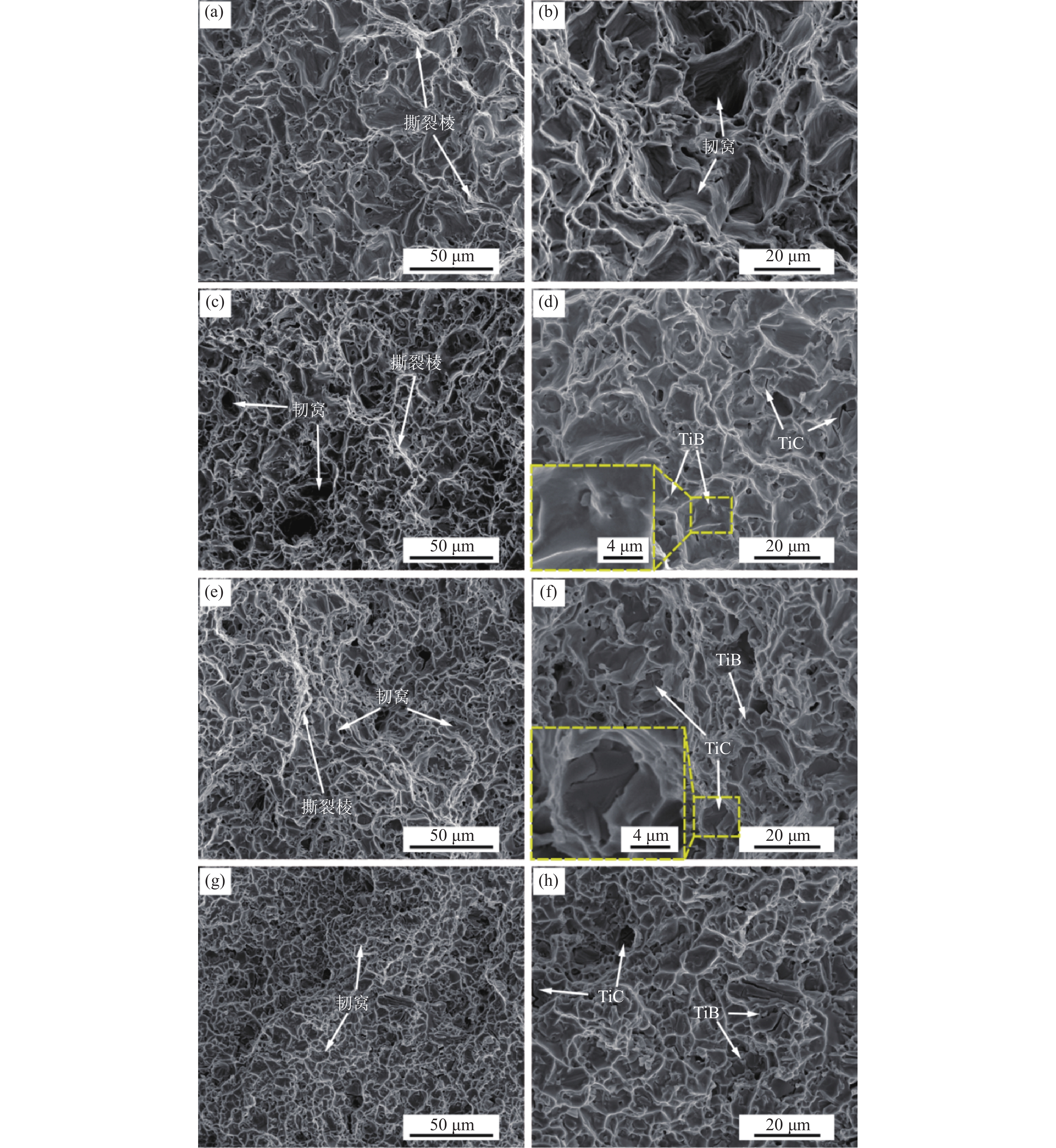
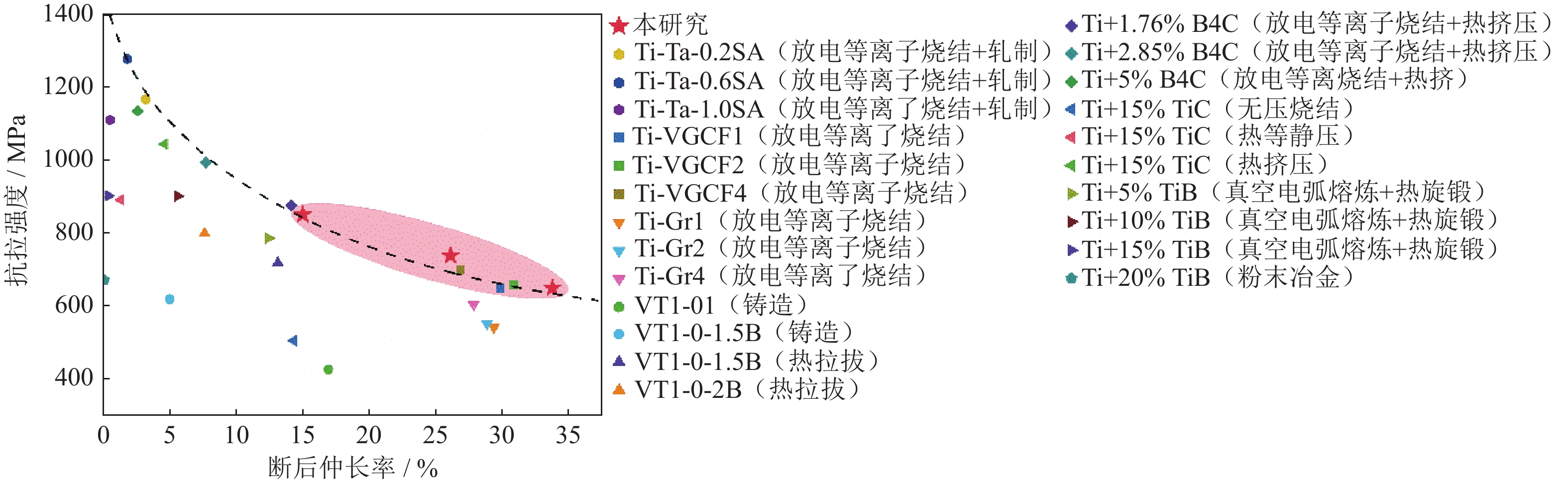
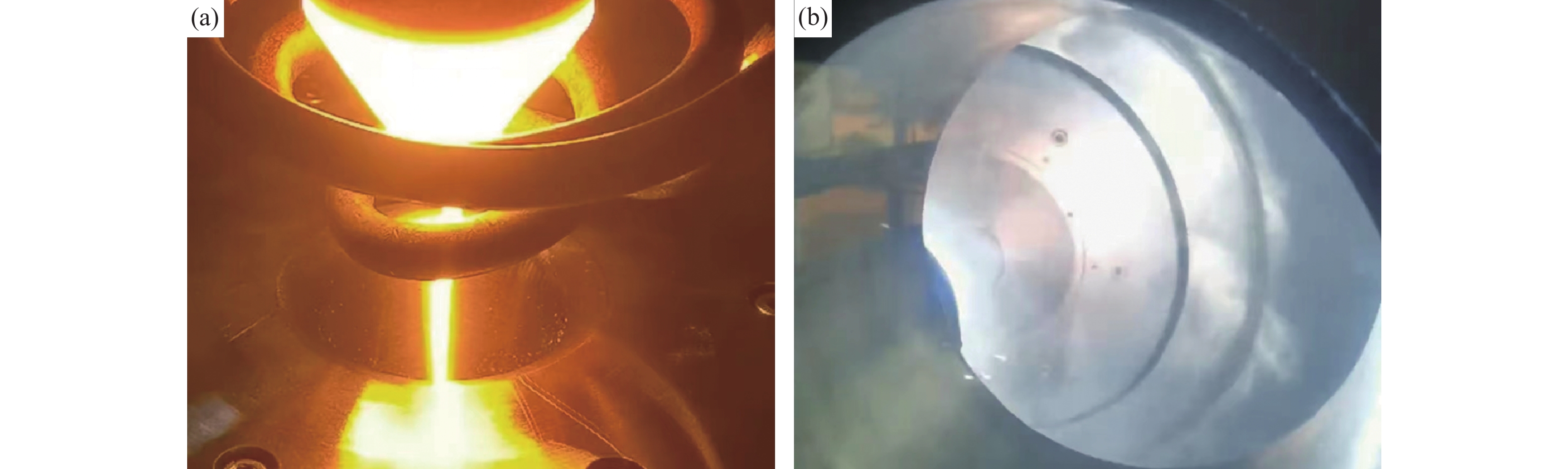
Ti/(TiB+TiC) titanium matrix composites with the excellent mechanical properties were prepared by vacuum pressureless sintering and hot extrusion by using low-cost TiH2 powders instead of pure titanium powders and adding B4C to in-situ produce TiB and TiC reinforcements. The effects of preparation technology and reinforcements on the microstructure and properties of the Ti/(TiB+TiC) composites were analyzed. The results show that the TiH2 powders have the good sintering activity, and the relative density of the sample after dehydrogenation and sintering can reach 97.7%, which is further increased to 99.9% after the hot extrusion as closed to full density. The TiB reinforcements are short fibrous, and the TiC reinforcements are granular, which are uniformly distributed in the equiaxed α-Ti matrix, restraining the growth of equiaxed grains and refining the grains. The hot extrusion process can further refine the grains and make the microstructure more uniform and compact, the as-extruded titanium matrix composites show the high hardness and good matching of strength and ductility. The TiH2+4%B4C (volume fraction) extruded composites have the Vickers hardness of Hv0.3 310, yield strength of 683 MPa, tensile strength of 851 MPa, and elongation of 15.1% after fracture.
Ti/(TiB+TiC) titanium matrix composites with the excellent mechanical properties were prepared by vacuum pressureless sintering and hot extrusion by using low-cost TiH2 powders instead of pure titanium powders and adding B4C to in-situ produce TiB and TiC reinforcements. The effects of preparation technology and reinforcements on the microstructure and properties of the Ti/(TiB+TiC) composites were analyzed. The results show that the TiH2 powders have the good sintering activity, and the relative density of the sample after dehydrogenation and sintering can reach 97.7%, which is further increased to 99.9% after the hot extrusion as closed to full density. The TiB reinforcements are short fibrous, and the TiC reinforcements are granular, which are uniformly distributed in the equiaxed α-Ti matrix, restraining the growth of equiaxed grains and refining the grains. The hot extrusion process can further refine the grains and make the microstructure more uniform and compact, the as-extruded titanium matrix composites show the high hardness and good matching of strength and ductility. The TiH2+4%B4C (volume fraction) extruded composites have the Vickers hardness of Hv0.3 310, yield strength of 683 MPa, tensile strength of 851 MPa, and elongation of 15.1% after fracture.
2024, 42(2): 144-152.
DOI: 10.19591/j.cnki.cn11-1974/tf.2023070006
Abstract:
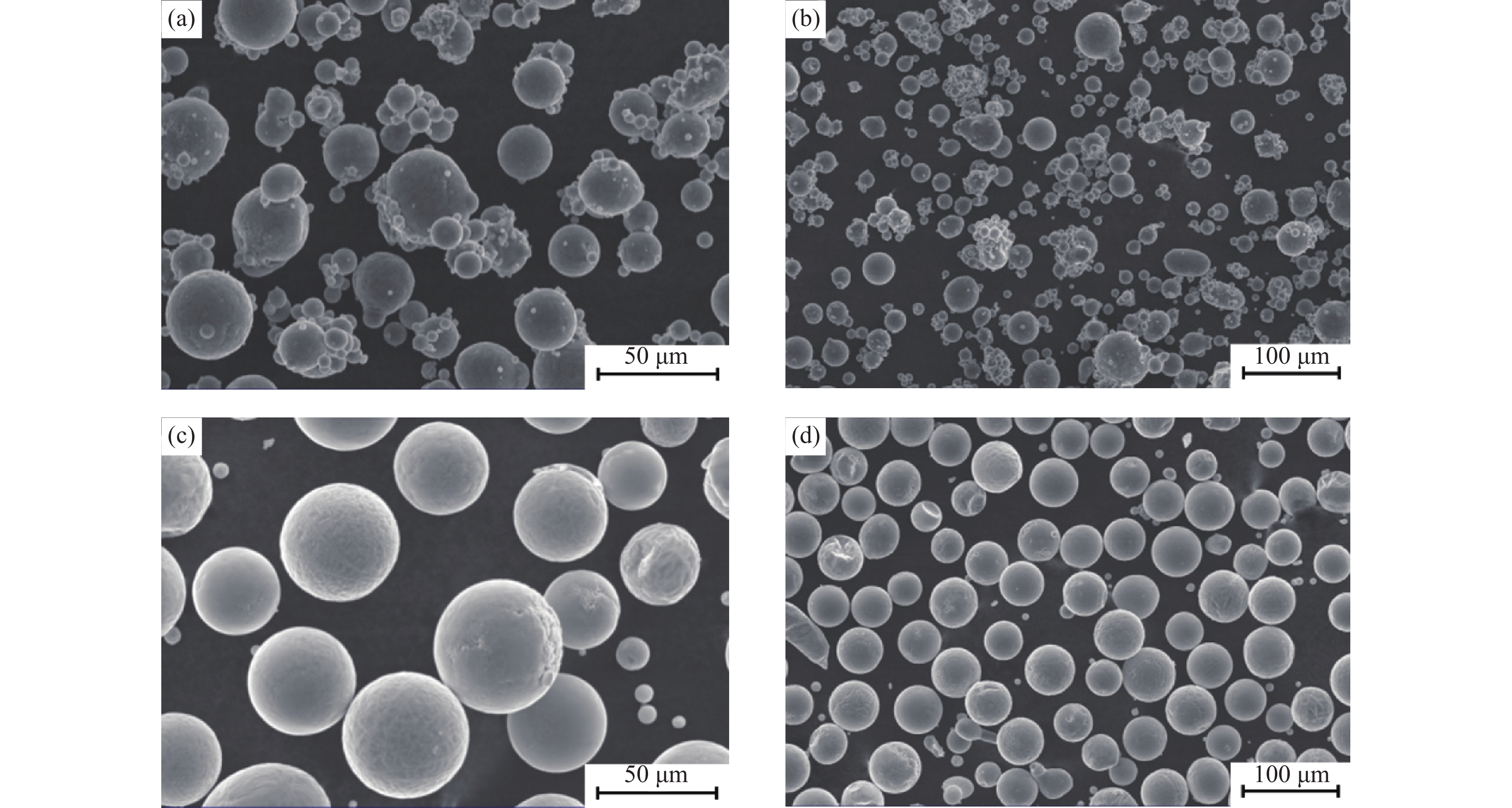
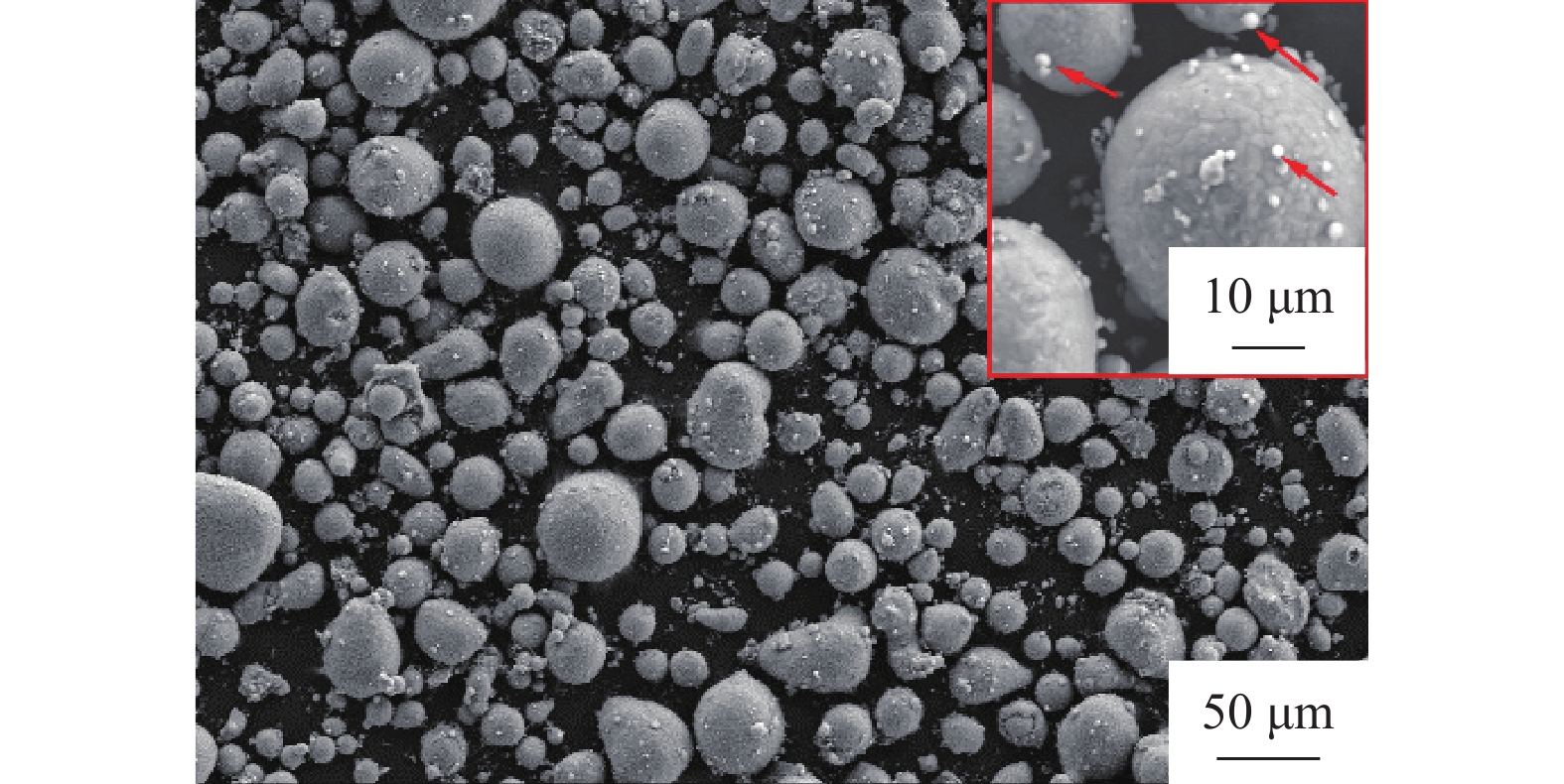
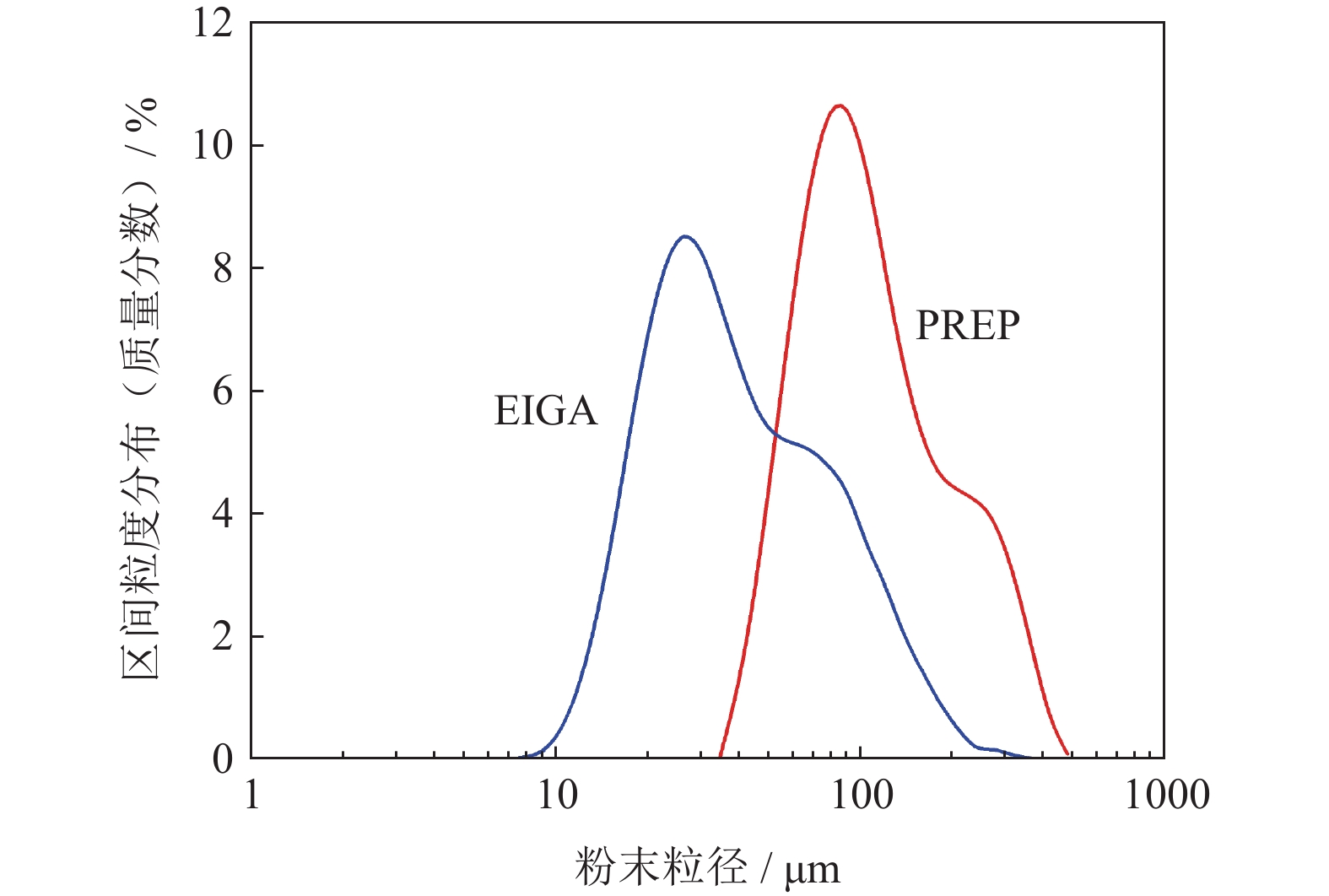
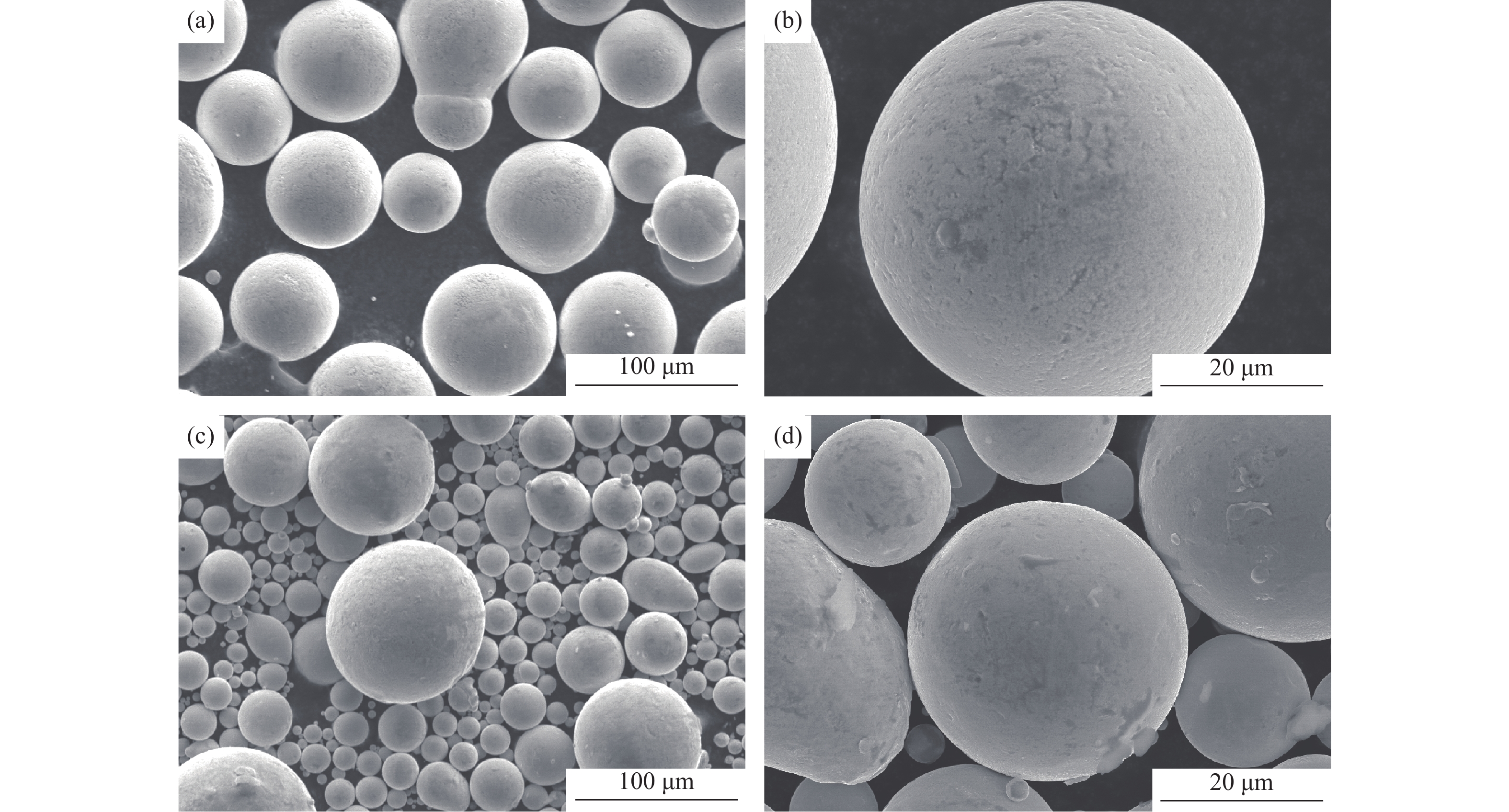
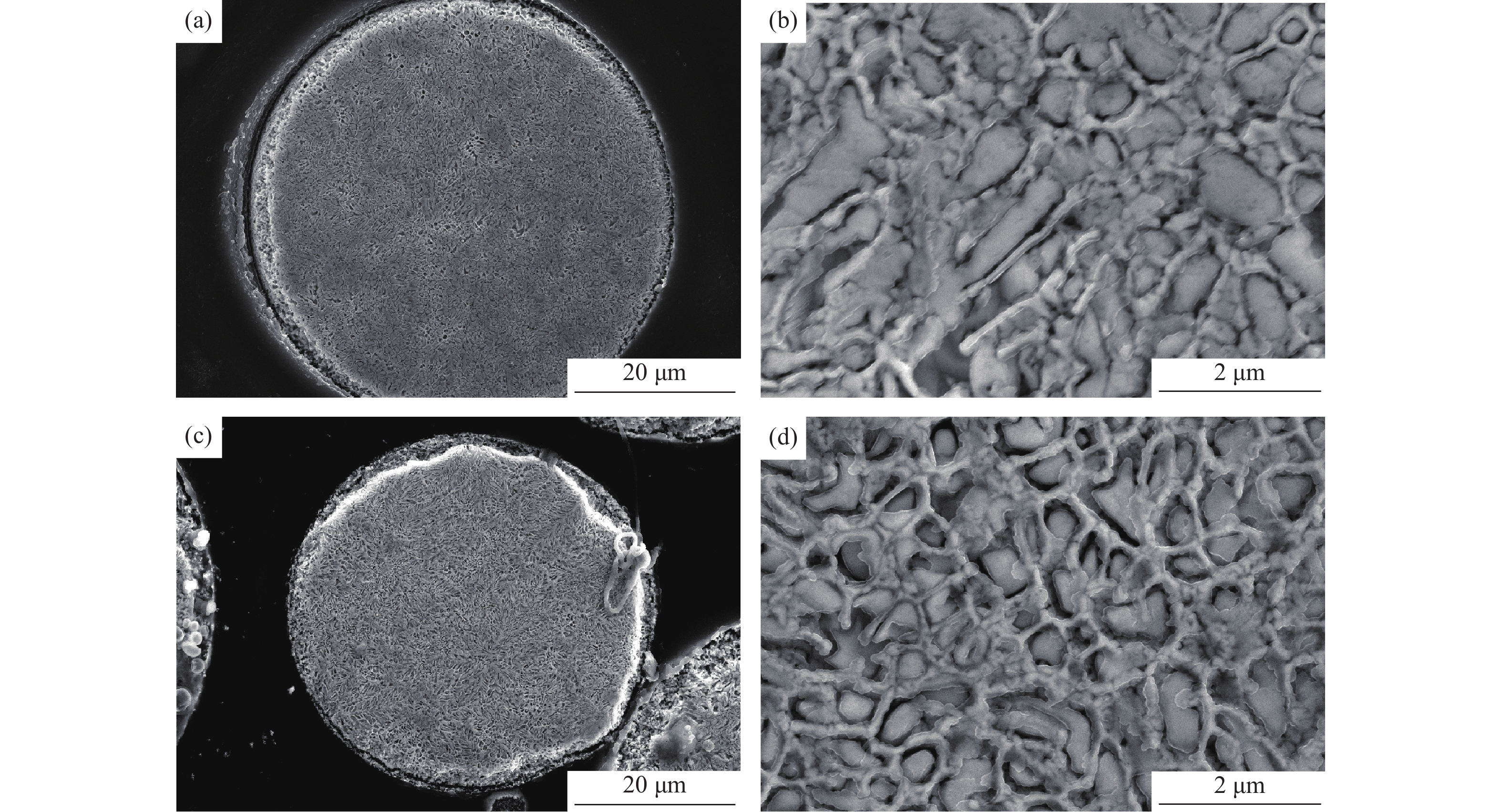
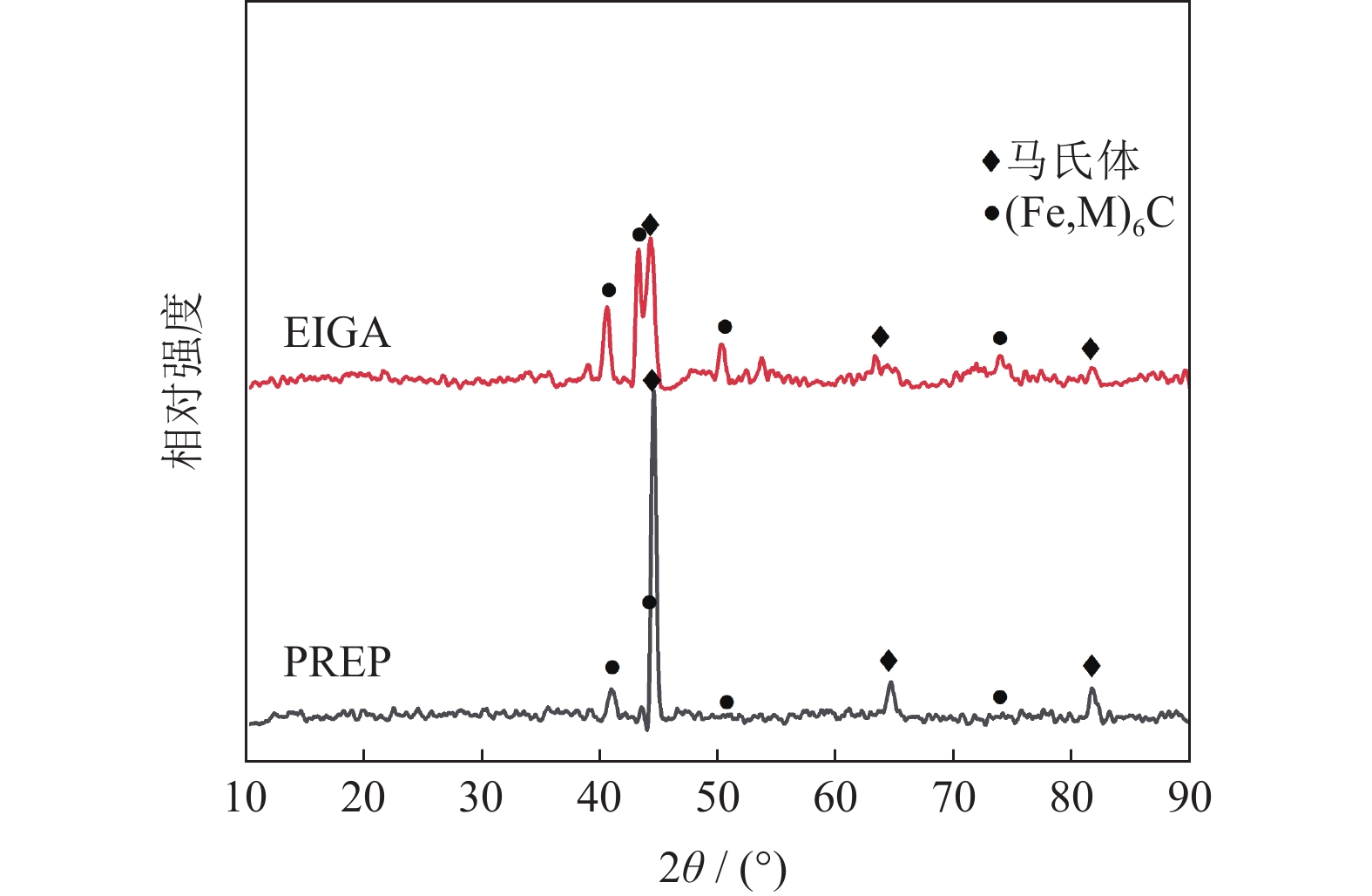
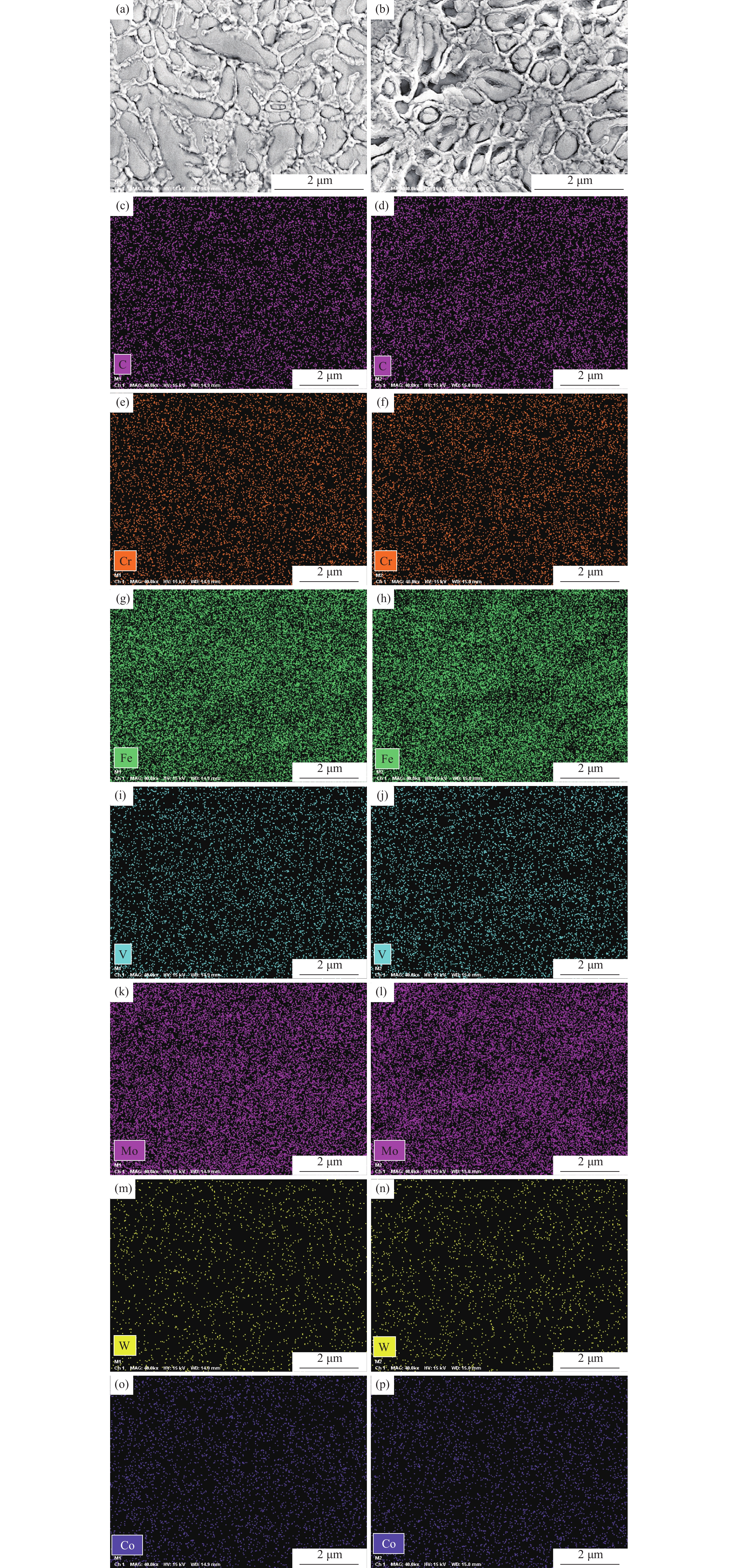
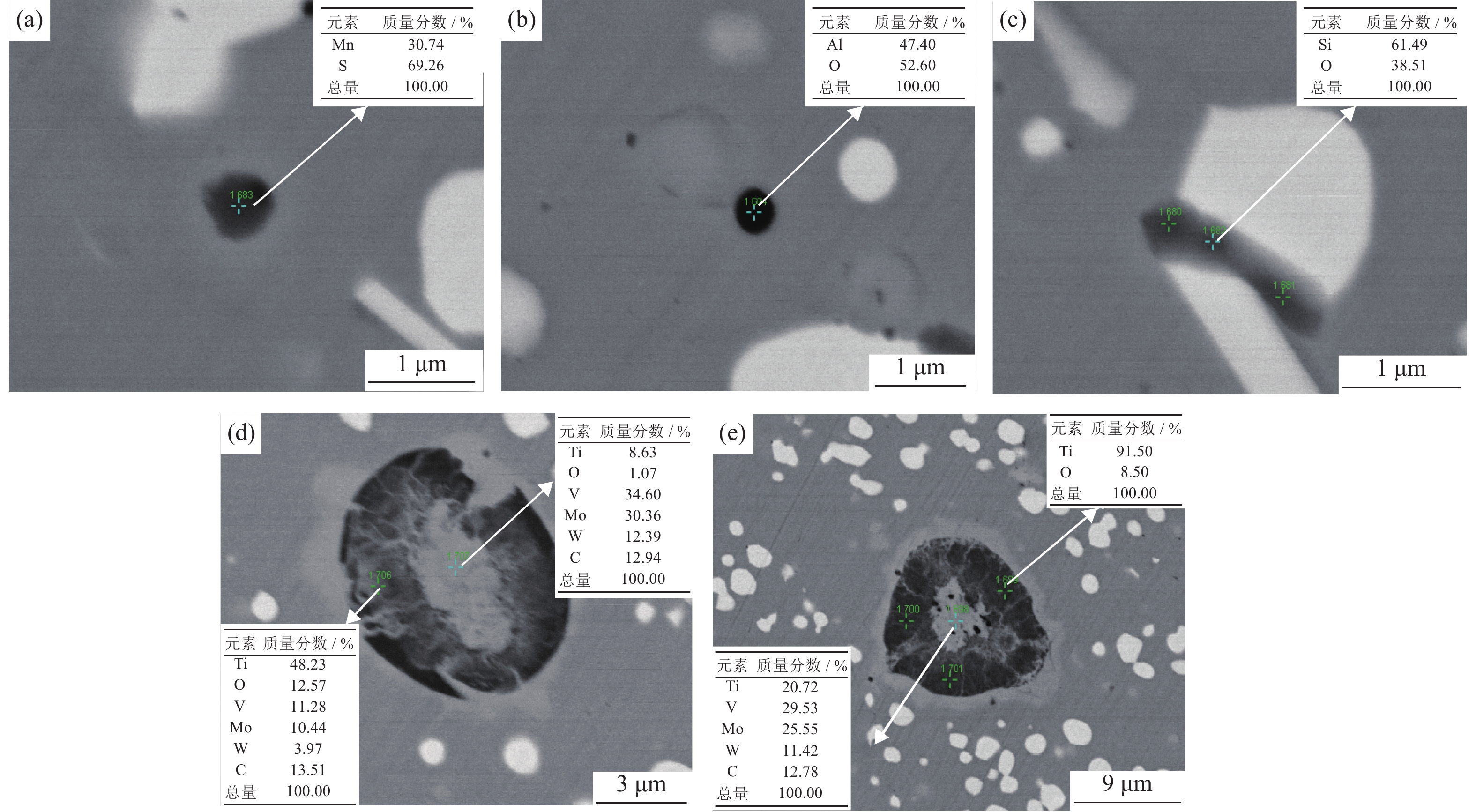
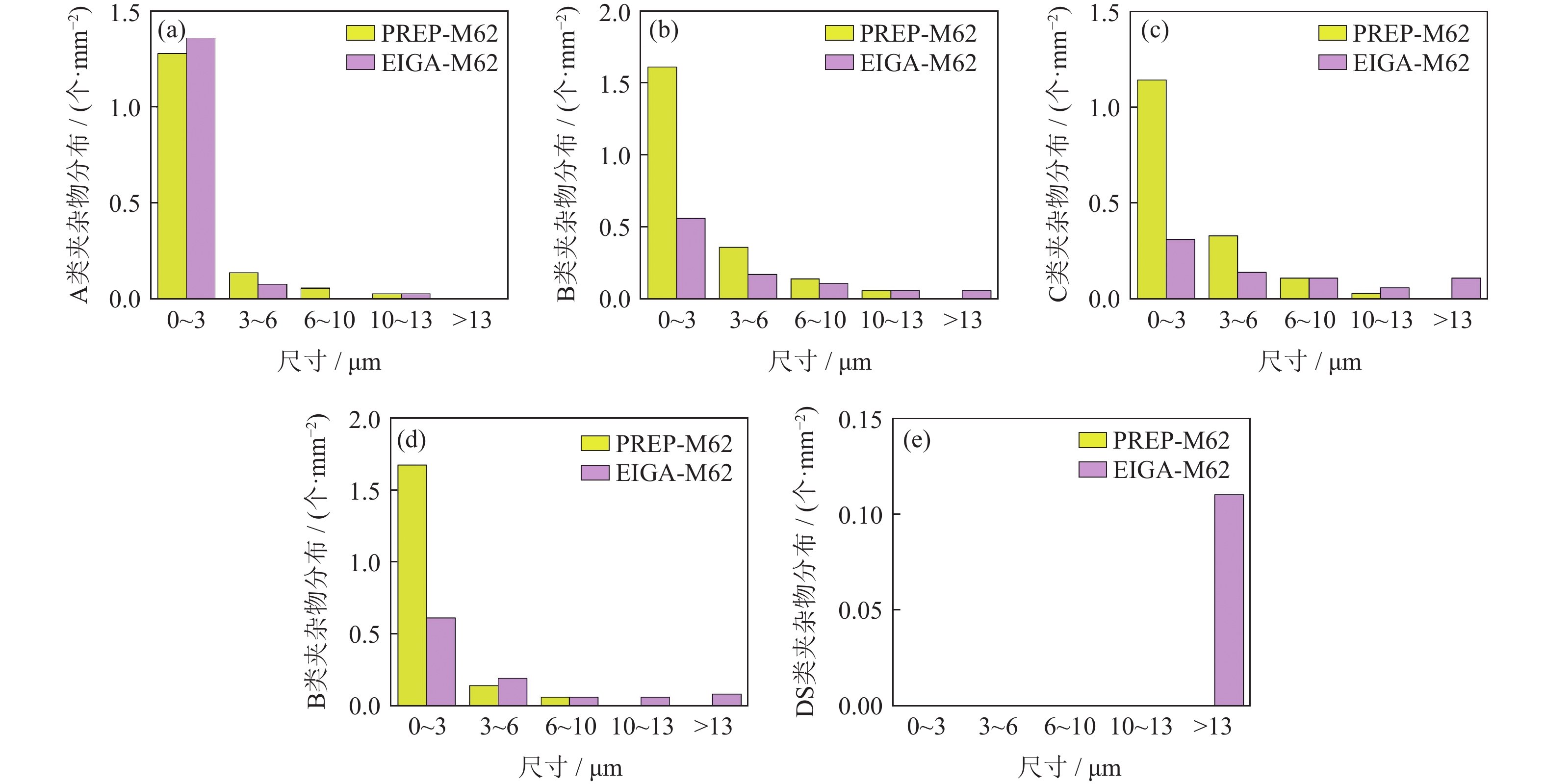
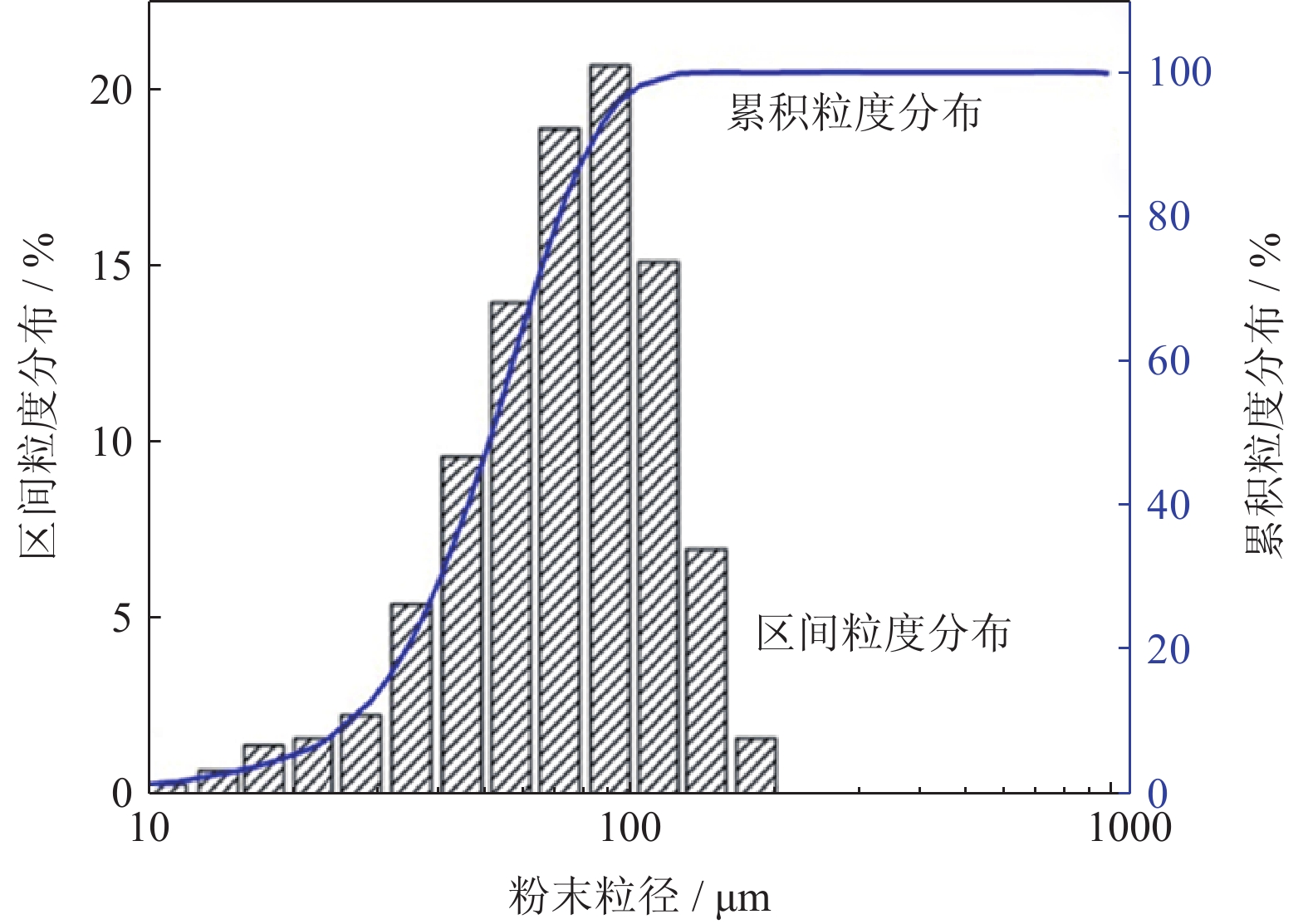
High-purity bearing steel powders were prepared by electrode induction melting gas atomization (EIGA) and plasma rotating electrode atomization (PREP), respectively. The particle size distribution, nitrogen and oxygen content, and microstructure of the two high-purity bearing steel powders were analyzed and compared by laser particle size analyzer, oxygen nitrogen analyzer, and scanning electron microscope. The results show that both of the powders are mainly spherical with the PREP powders (M62-PREP) having the higher sphericity, while the EIGA powders (M62-EIGA) has the higher proportion of satellite powders and irregular powders. The median particle size (D50) of the M62-PREP powders is 108.11 μm, significantly higher than that of M62-EIGA powders (D50=38.68 μm). The composition of the two powders is evenly distributed, there is no obvious element segregation, and the M62-EIGA powders are finer. Both of the powders have the good flowability. The N content (mass fraction) of the pre-alloy electrode rods, M62-PREP powders, and M62-EIGA powders are 0.0070%, 0.0072%, and 0.0068%, respectively. The content of N element does not change much. The O content (mass fraction) of M62-PREP powders increases from 0.0008% of the pre-alloy electrode rods to 0.0035%, while the O content of M62-EIGA powders increases to 0.0089%, indicating the significant increase in the O content. The M62-EIGA powder bearing steels after hot isostatic pressing and sintering have the more oxygen containing inclusions, and the M62-PREP powder bearing steels should have the better performance.
High-purity bearing steel powders were prepared by electrode induction melting gas atomization (EIGA) and plasma rotating electrode atomization (PREP), respectively. The particle size distribution, nitrogen and oxygen content, and microstructure of the two high-purity bearing steel powders were analyzed and compared by laser particle size analyzer, oxygen nitrogen analyzer, and scanning electron microscope. The results show that both of the powders are mainly spherical with the PREP powders (M62-PREP) having the higher sphericity, while the EIGA powders (M62-EIGA) has the higher proportion of satellite powders and irregular powders. The median particle size (D50) of the M62-PREP powders is 108.11 μm, significantly higher than that of M62-EIGA powders (D50=38.68 μm). The composition of the two powders is evenly distributed, there is no obvious element segregation, and the M62-EIGA powders are finer. Both of the powders have the good flowability. The N content (mass fraction) of the pre-alloy electrode rods, M62-PREP powders, and M62-EIGA powders are 0.0070%, 0.0072%, and 0.0068%, respectively. The content of N element does not change much. The O content (mass fraction) of M62-PREP powders increases from 0.0008% of the pre-alloy electrode rods to 0.0035%, while the O content of M62-EIGA powders increases to 0.0089%, indicating the significant increase in the O content. The M62-EIGA powder bearing steels after hot isostatic pressing and sintering have the more oxygen containing inclusions, and the M62-PREP powder bearing steels should have the better performance.
2024, 42(2): 153-158, 164.
DOI: 10.19591/j.cnki.cn11-1974/tf.2021080008
Abstract:
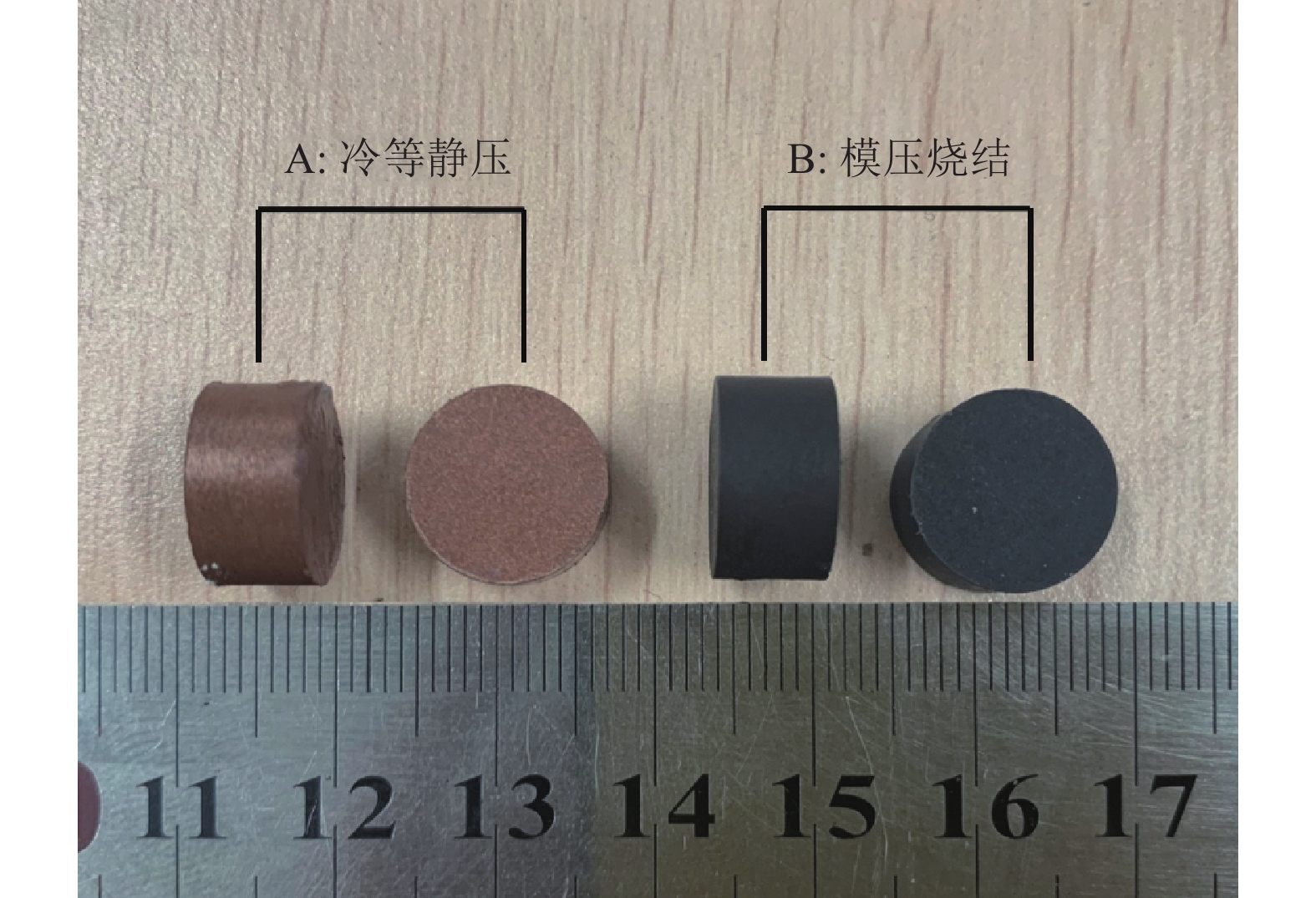
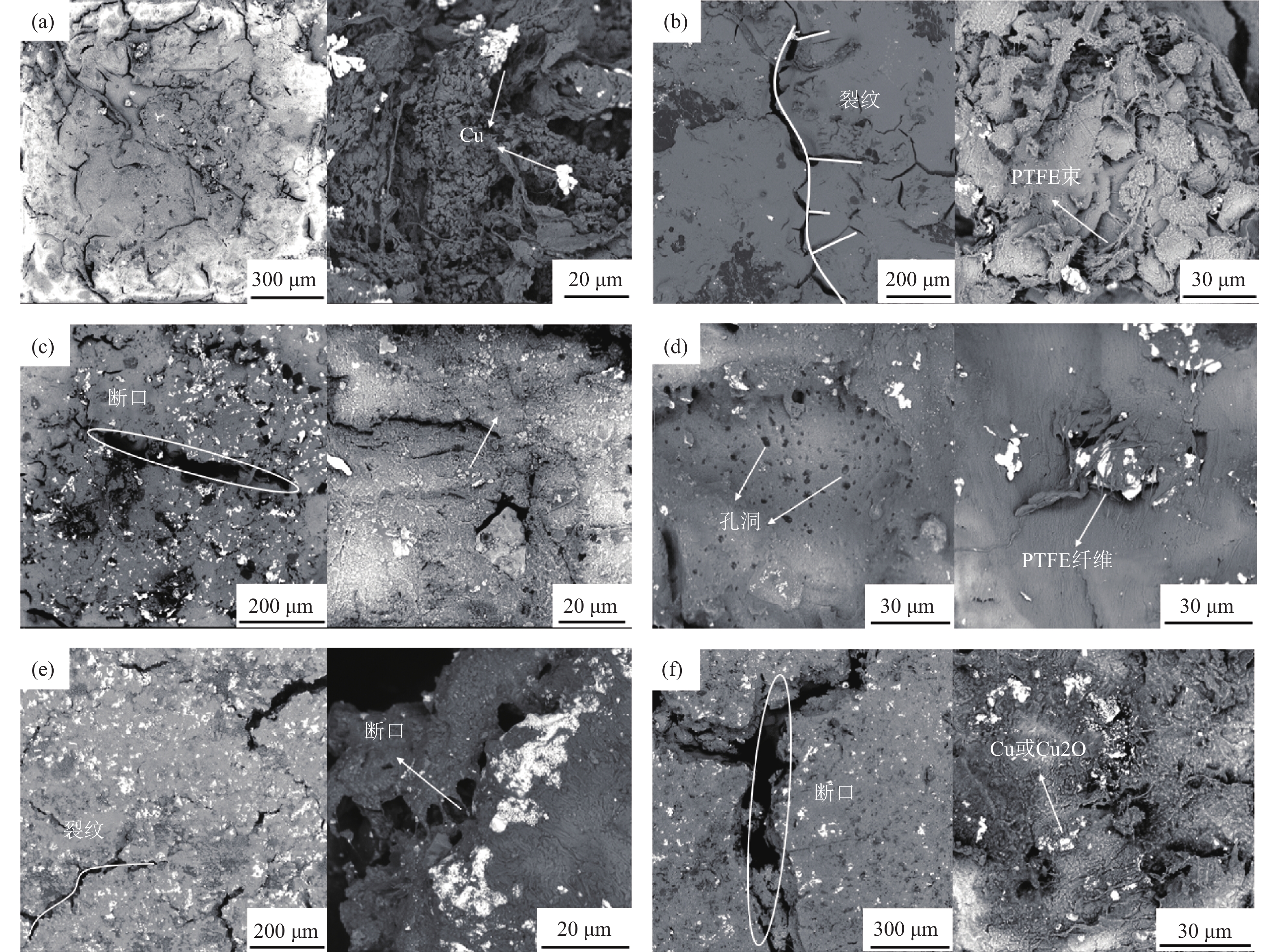
Six kinds of polytetrafluoroethylene (PTFE)/Cu materials with the different Cu contents were prepared by cold isostatic pressing and cold press sintering, respectively. The effects of density and preparation method on the dynamic mechanical properties of PTFE/Cu materials were studied by split Hopkinson bar testing (SHPB). The results show that the density of the cold press sintered specimen decreases due to the longitudinal expansion during the cold press sintering process, and a metal film is formed on the specimen surface. The dynamic mechanical properties of the cold press sintered specimen are better than that of the cold isostatic pressed specimen. The PTFE crystals in the cold press sintered PTFE/Cu materials are better developed, and the PTFE encapsulation force on the Cu particles is greater, resulting in the greater interfacial bonding force and improving the mechanical properties of the cold press sintered PTFE/Cu materials.
Six kinds of polytetrafluoroethylene (PTFE)/Cu materials with the different Cu contents were prepared by cold isostatic pressing and cold press sintering, respectively. The effects of density and preparation method on the dynamic mechanical properties of PTFE/Cu materials were studied by split Hopkinson bar testing (SHPB). The results show that the density of the cold press sintered specimen decreases due to the longitudinal expansion during the cold press sintering process, and a metal film is formed on the specimen surface. The dynamic mechanical properties of the cold press sintered specimen are better than that of the cold isostatic pressed specimen. The PTFE crystals in the cold press sintered PTFE/Cu materials are better developed, and the PTFE encapsulation force on the Cu particles is greater, resulting in the greater interfacial bonding force and improving the mechanical properties of the cold press sintered PTFE/Cu materials.
2024, 42(2): 159-164.
DOI: 10.19591/j.cnki.cn11-1974/tf.2021020005
Abstract:
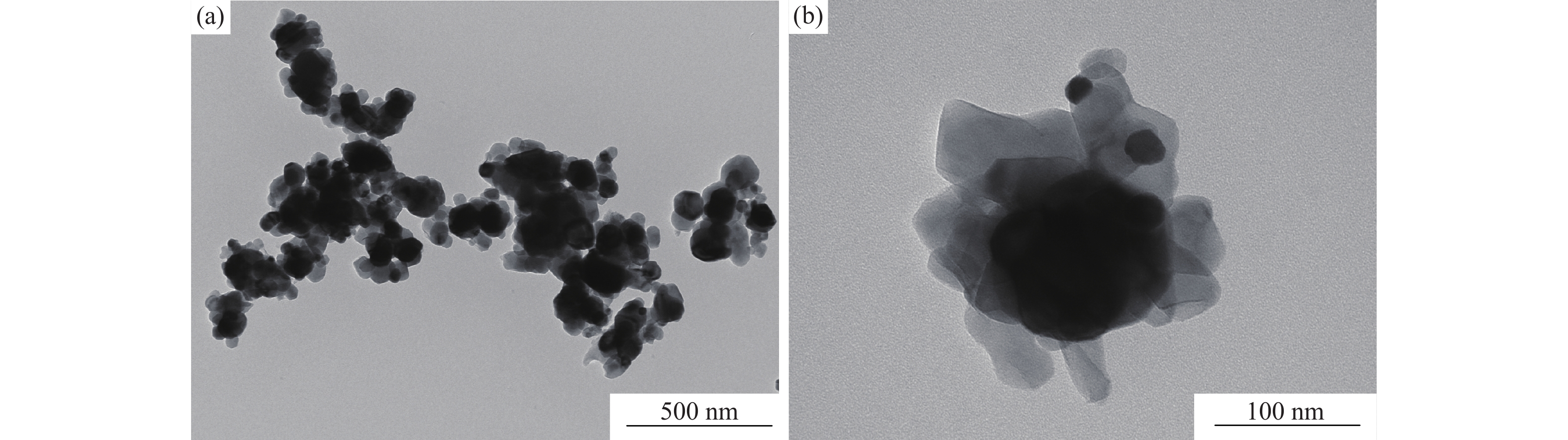
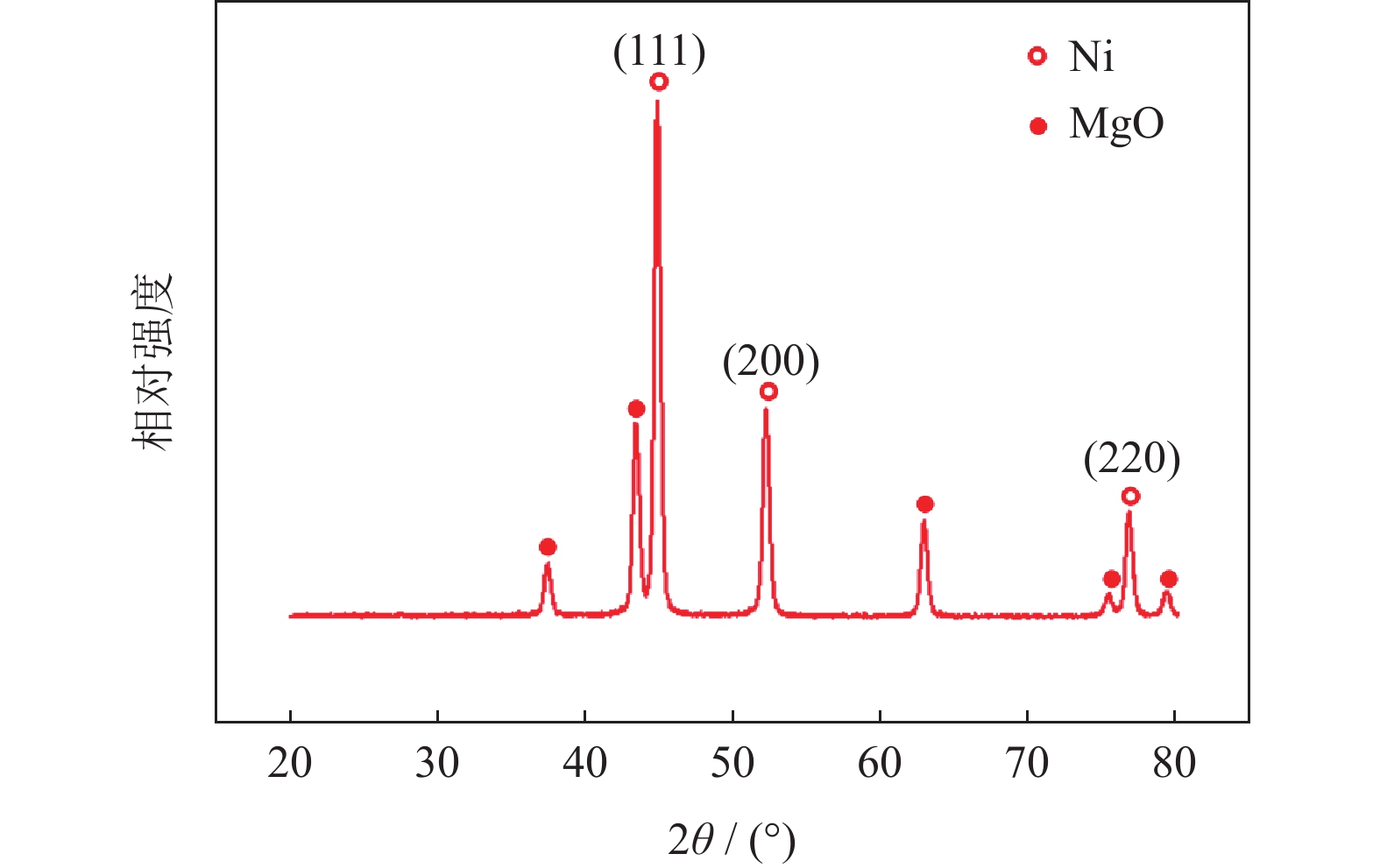
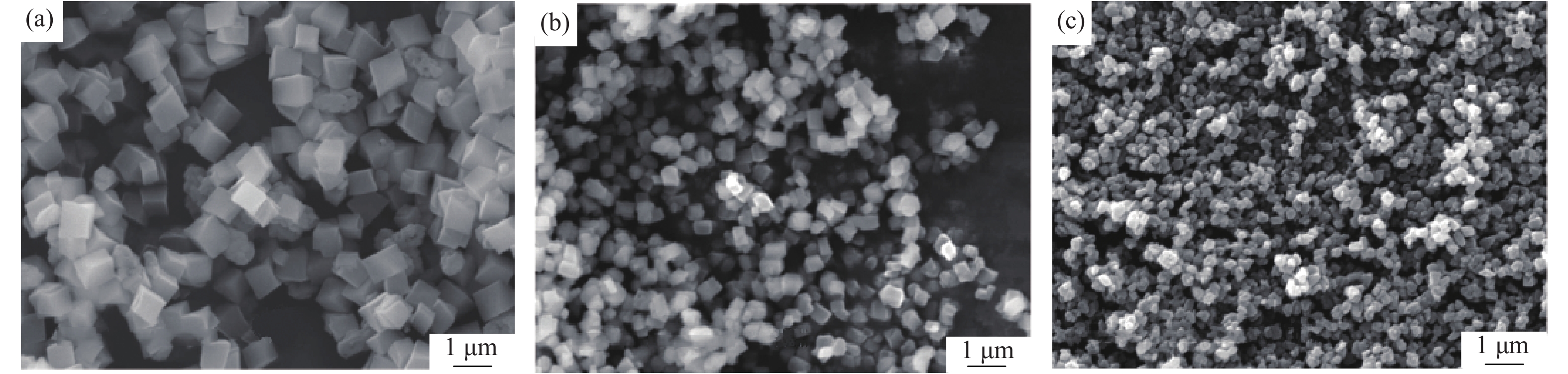
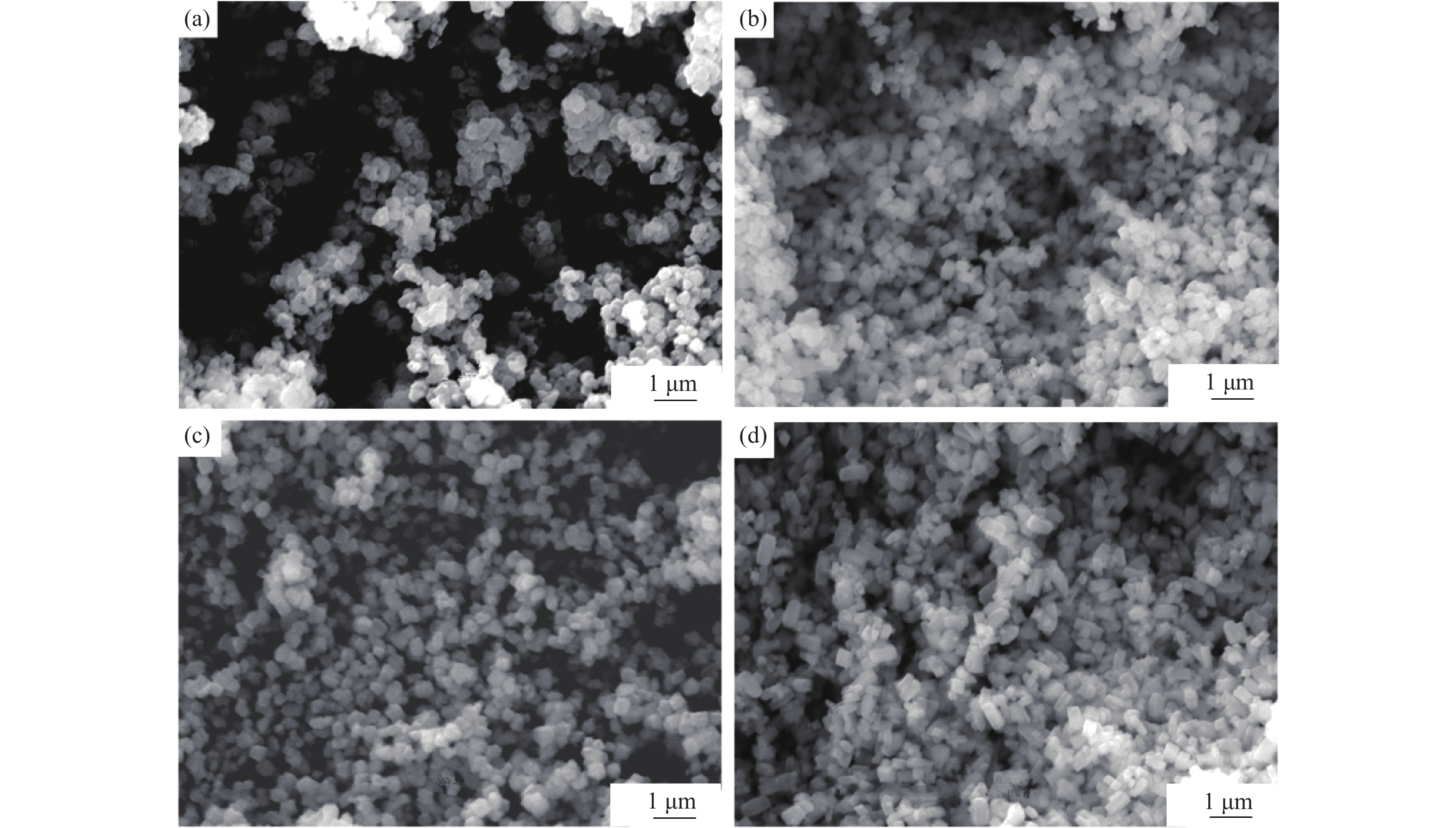
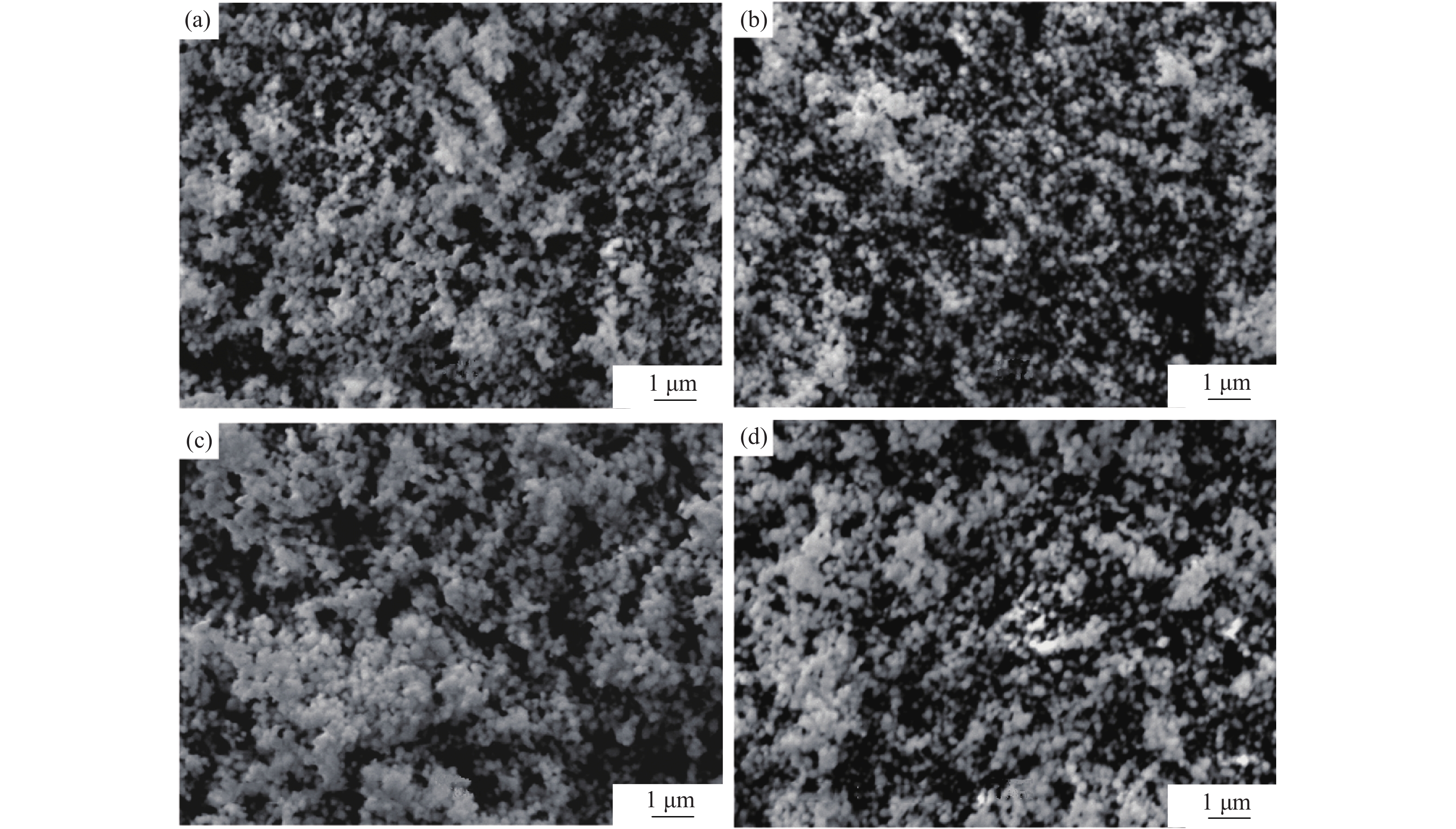
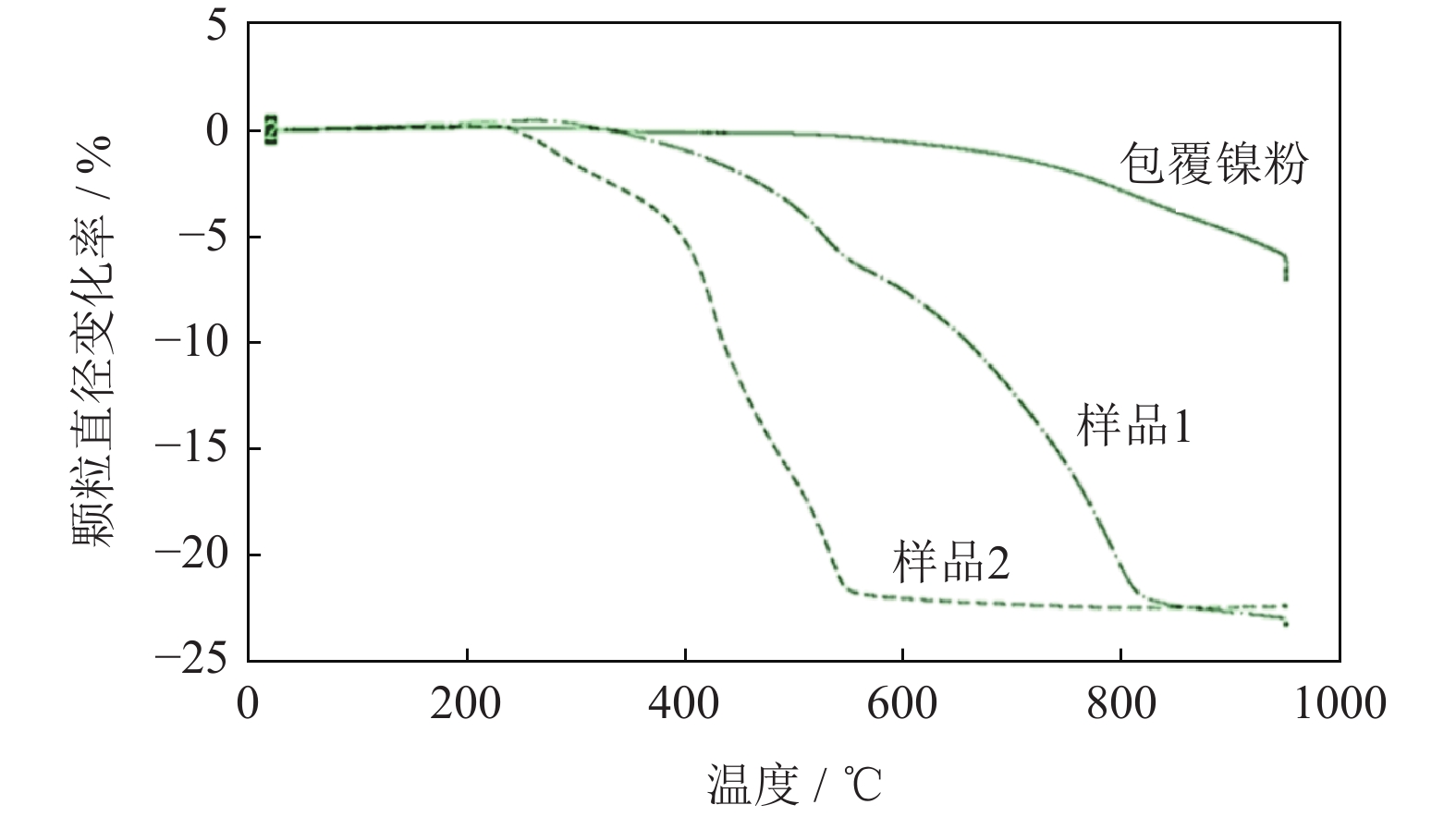
Nickel nanopowders coated by magnesium oxide used for inner electrode of multilayer ceramic capacitor (MLCC) were prepared by coating thermal decomposition sintering method. The effects of reactant concentration and dispersant content on the particle size and homogeneity of the nano-coated nickel salt precursors were investigated, and the influences of reduction sintering temperature on the sphericity and dispersion of the coated nano-nickel powders were discussed. The nickel nanopowders coated by MgO were characterized by X-ray diffraction (XRD), scanning electron microscopy (SEM), transmission electron microscopy (TEM), and thermomechanical analyzer (TMA). The results show that the nano-nickel salt particles can be obtained when the reactant concentration reaches enough to cause the reaction explosion nucleation. The well-dispersed nano-nickel salt precursor particles can be obtained by adding the proper dosage of dispersant. The nickel nanopowders coated by MgO with good sphericity and dispersion can be obtained at the reduced sintering temperature of 700 ℃. The core-shell structure of the nickel nanopowders coated by MgO is formed, which show the good shrinkage delay effect.
Nickel nanopowders coated by magnesium oxide used for inner electrode of multilayer ceramic capacitor (MLCC) were prepared by coating thermal decomposition sintering method. The effects of reactant concentration and dispersant content on the particle size and homogeneity of the nano-coated nickel salt precursors were investigated, and the influences of reduction sintering temperature on the sphericity and dispersion of the coated nano-nickel powders were discussed. The nickel nanopowders coated by MgO were characterized by X-ray diffraction (XRD), scanning electron microscopy (SEM), transmission electron microscopy (TEM), and thermomechanical analyzer (TMA). The results show that the nano-nickel salt particles can be obtained when the reactant concentration reaches enough to cause the reaction explosion nucleation. The well-dispersed nano-nickel salt precursor particles can be obtained by adding the proper dosage of dispersant. The nickel nanopowders coated by MgO with good sphericity and dispersion can be obtained at the reduced sintering temperature of 700 ℃. The core-shell structure of the nickel nanopowders coated by MgO is formed, which show the good shrinkage delay effect.
2024, 42(2): 165-169, 176.
DOI: 10.19591/j.cnki.cn11-1974/tf.2021090009
Abstract:
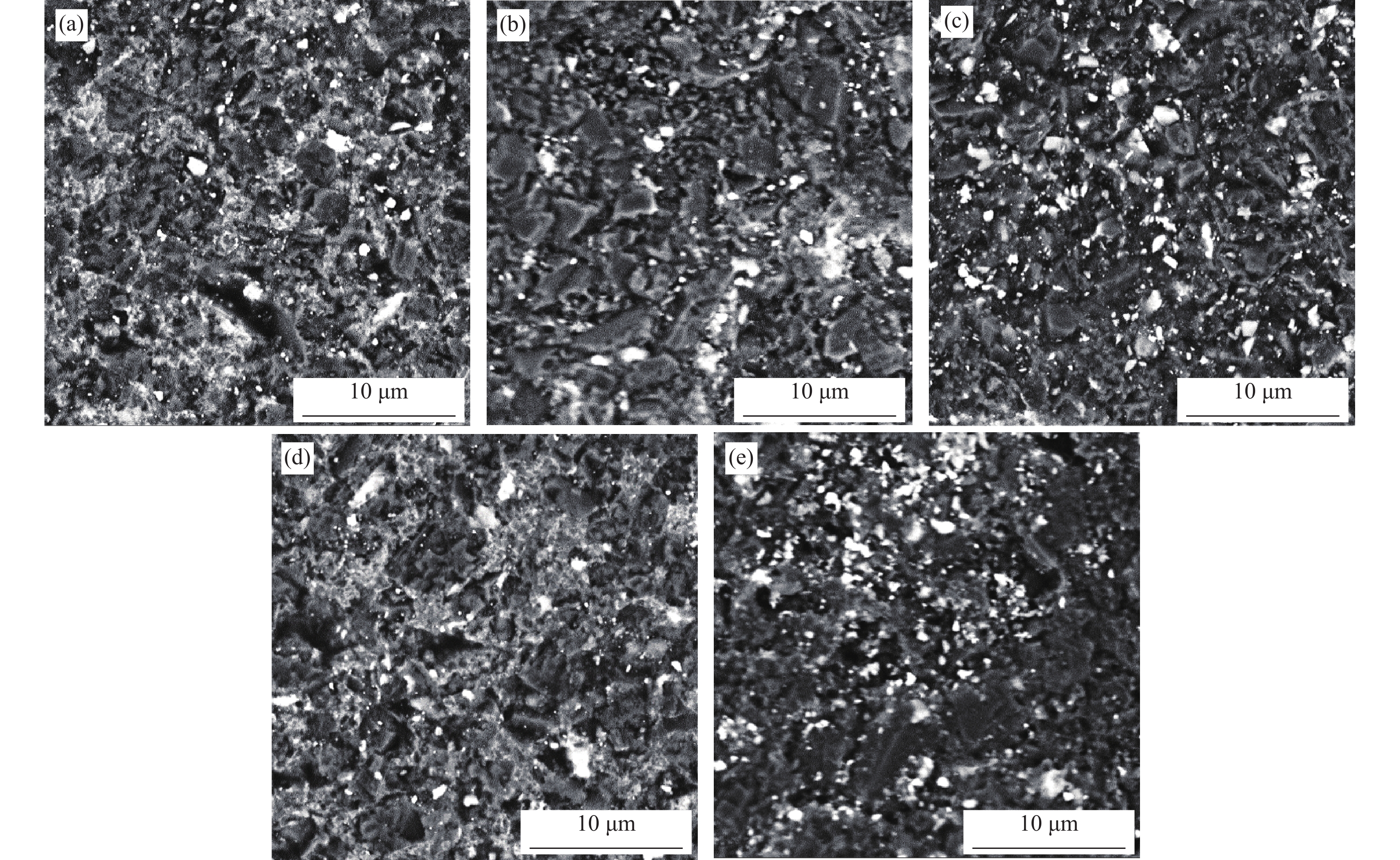
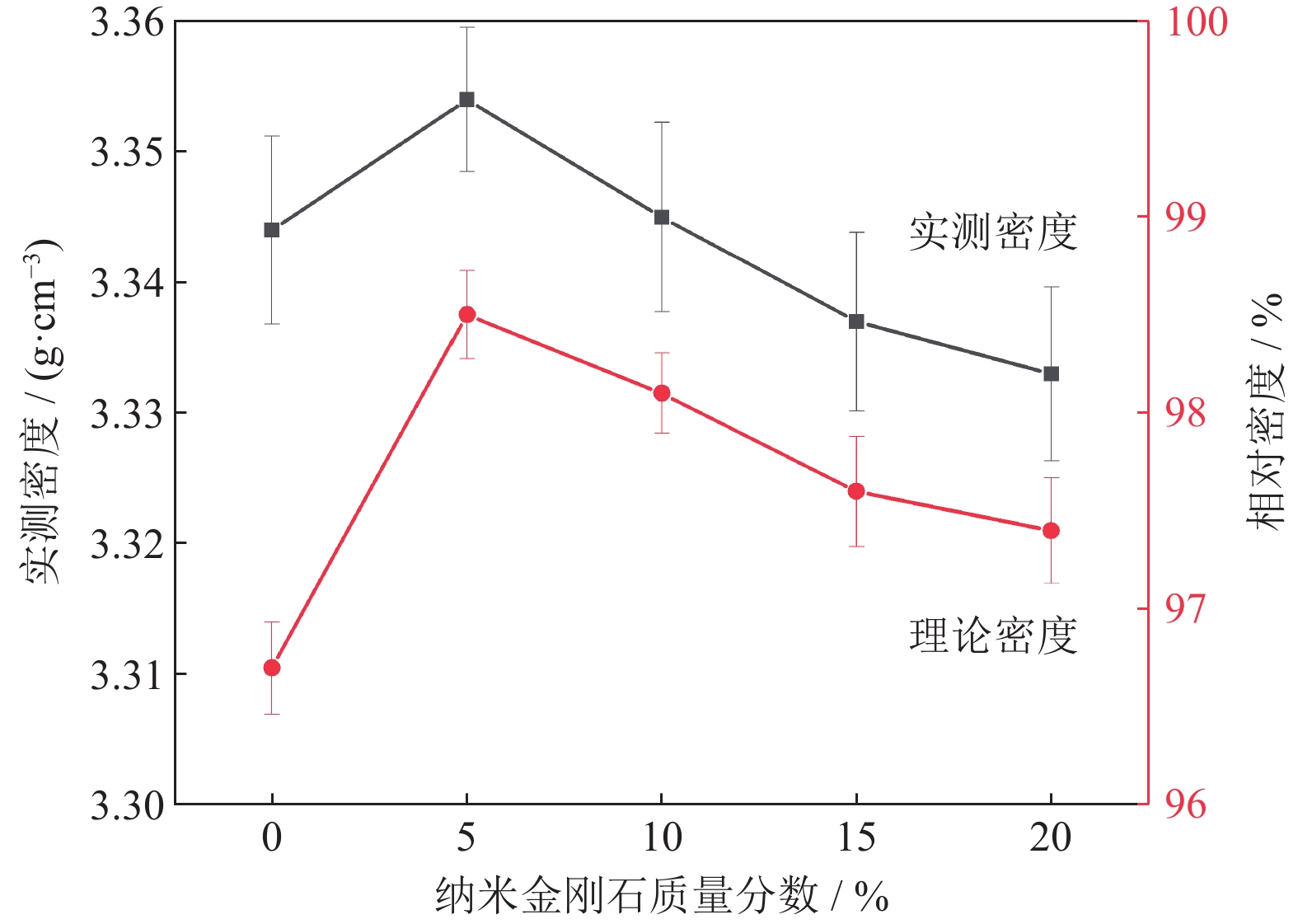
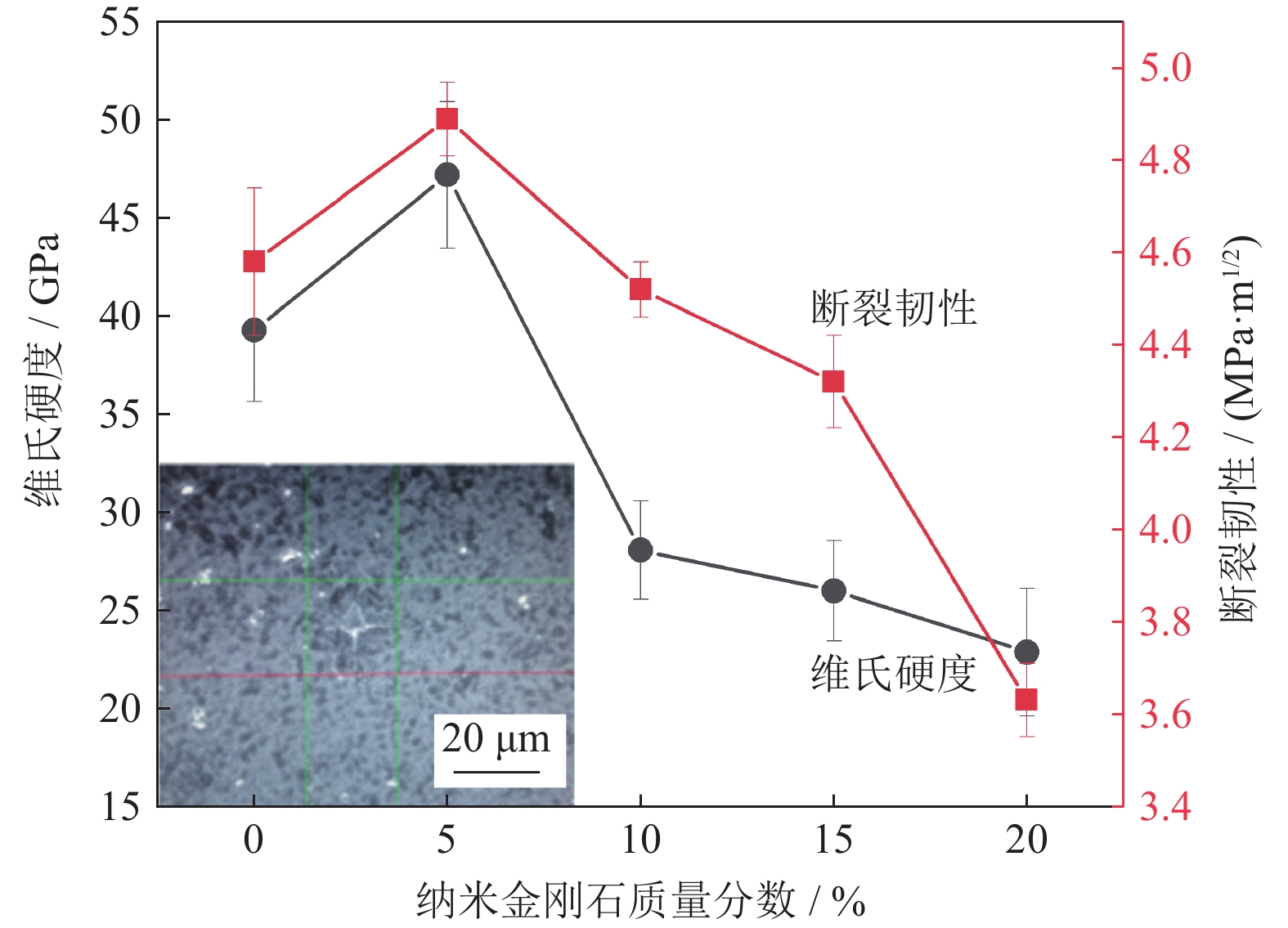
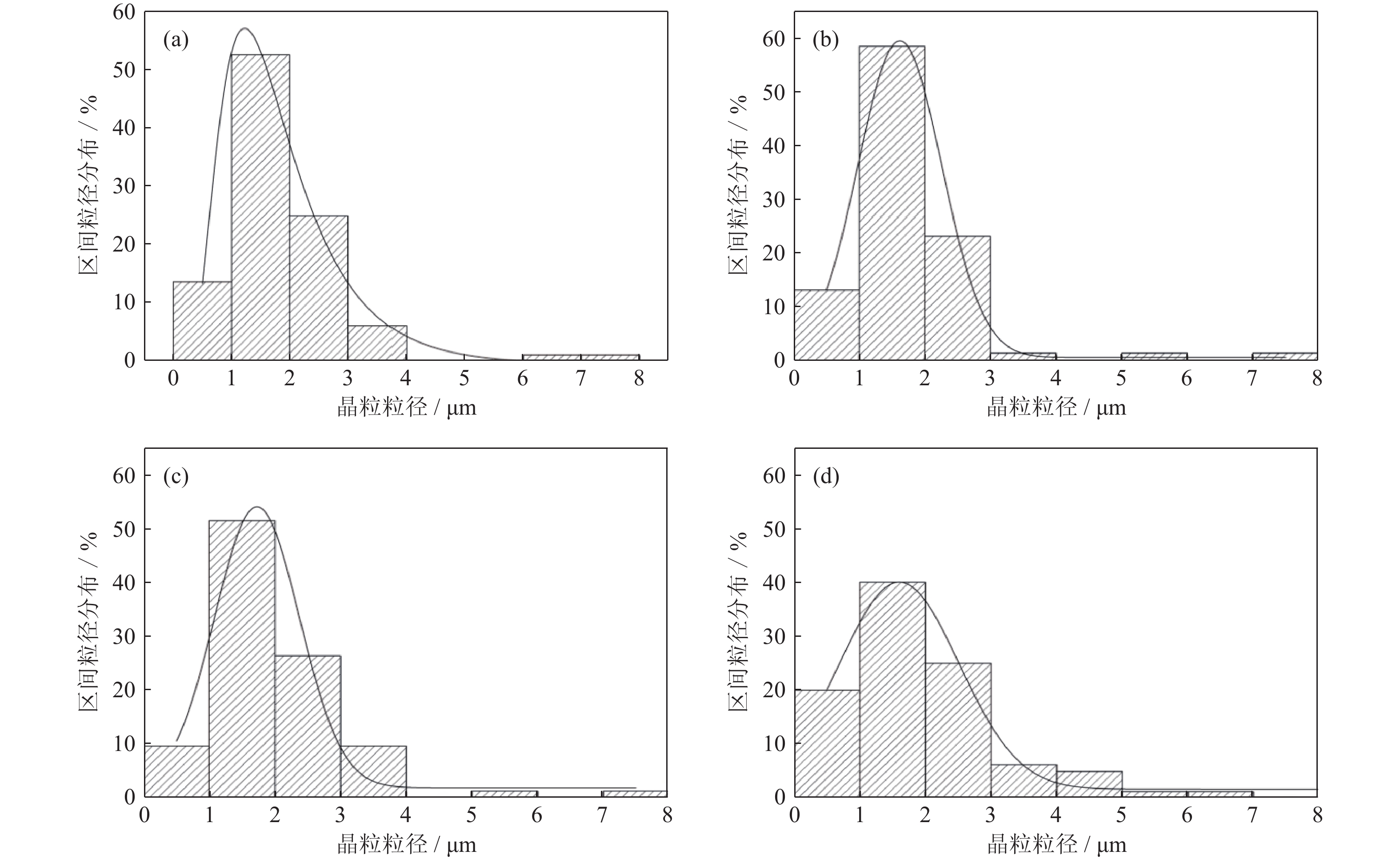
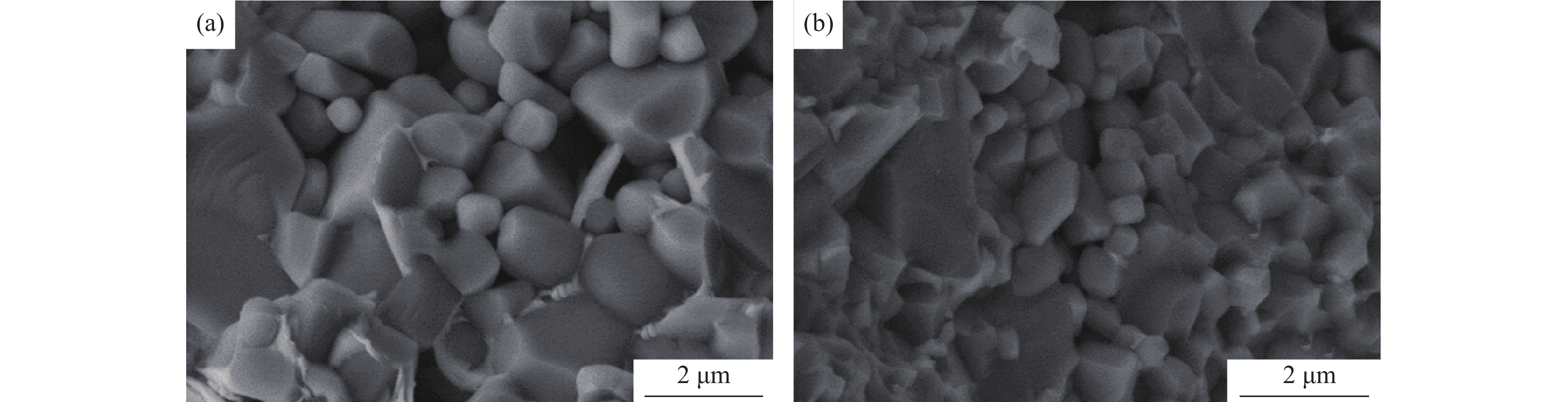
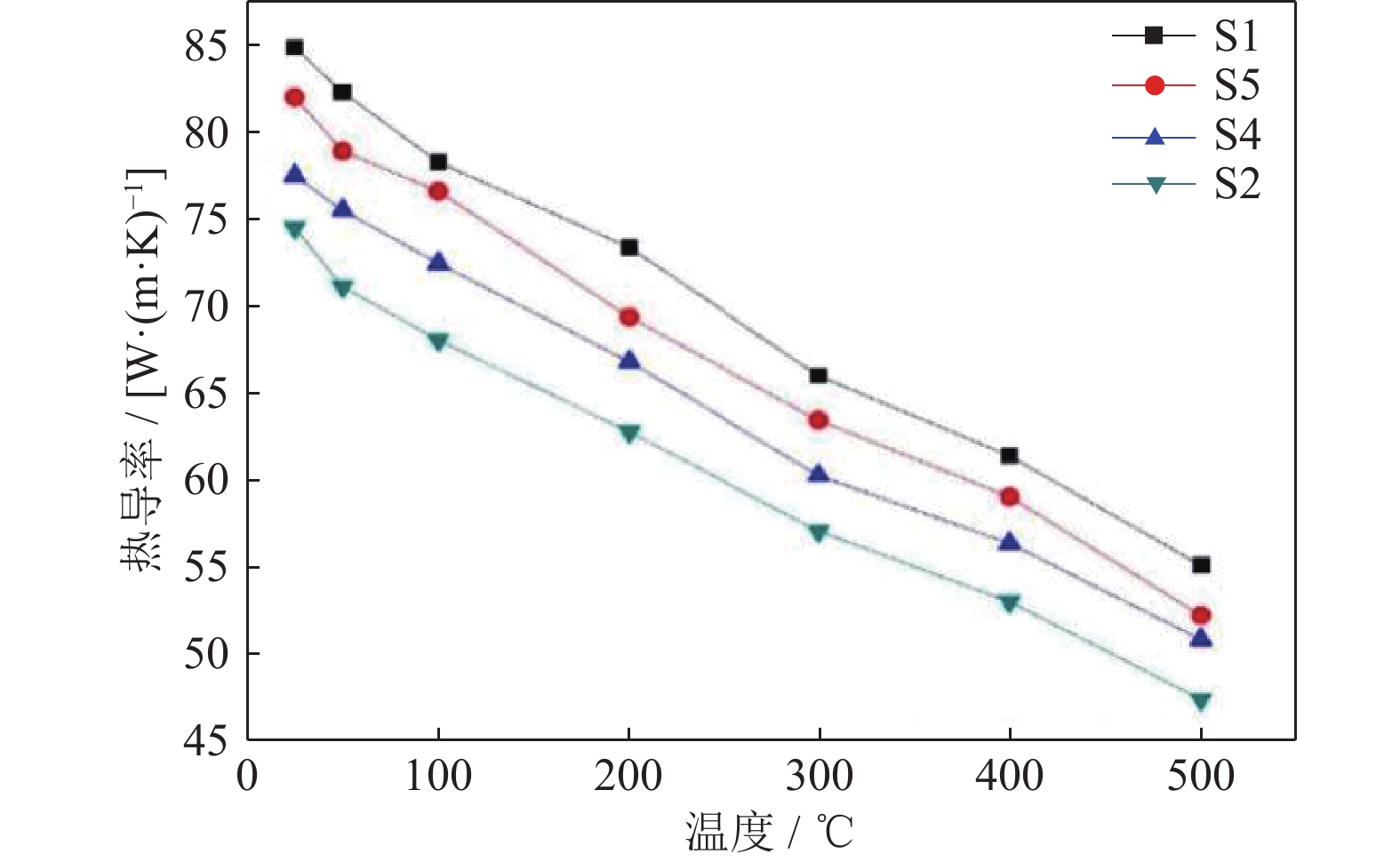
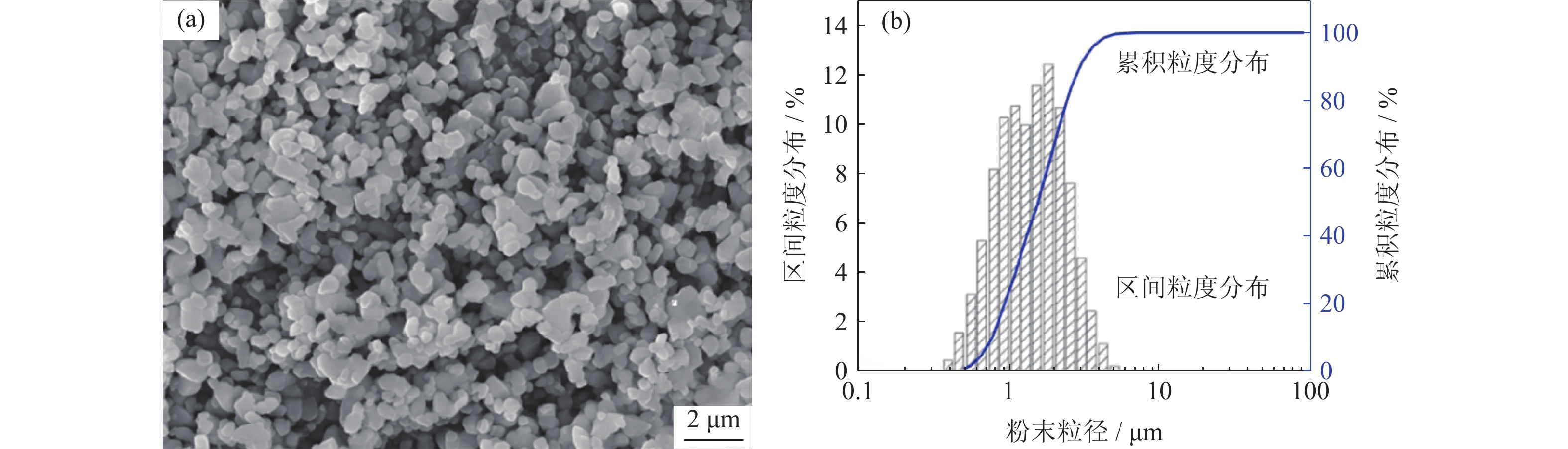
SiC-diamond polycrystalline materials doping by diamond with different mass fraction were prepared by pressureless sintering with AlN−Y2O3−Sc2O3 as liquid phase. The microstructure and thermal properties were analyzed by scanning electron microscopy and laser flash method, respectively. The effects of mass fraction (1.0%, 2.5%, 5.0%) and particle size (0.25 μm, 1.00 μm) of diamond on the densification and mechanical properties of the SiC-diamond polycrystalline materials were studied. The results show that, the relative density of the sintered samples is over 94% when the diamond mass fraction is below to 5.0%, while the relative density of the sample with 5.0% diamond is lower than that of other samples. The relative density of SiC polycrystalline materials decreases with the increase of diamond content, and the excessive diamond in raw materials may reduce the densification of samples. Under the experimental conditions, the grain size does not grow abnormally. The hardness, fracture toughness, and bending strength of the samples are in ranges of 16~18 GPa, 3.8~4.4 MPa·m1/2, and 239~540 MPa, respectively. The thermal conductivity and thermal diffusion coefficient of samples decrease with the increase of temperature, and the porosity is the main factor affecting the thermal conductivity of the sintered samples.
SiC-diamond polycrystalline materials doping by diamond with different mass fraction were prepared by pressureless sintering with AlN−Y2O3−Sc2O3 as liquid phase. The microstructure and thermal properties were analyzed by scanning electron microscopy and laser flash method, respectively. The effects of mass fraction (1.0%, 2.5%, 5.0%) and particle size (0.25 μm, 1.00 μm) of diamond on the densification and mechanical properties of the SiC-diamond polycrystalline materials were studied. The results show that, the relative density of the sintered samples is over 94% when the diamond mass fraction is below to 5.0%, while the relative density of the sample with 5.0% diamond is lower than that of other samples. The relative density of SiC polycrystalline materials decreases with the increase of diamond content, and the excessive diamond in raw materials may reduce the densification of samples. Under the experimental conditions, the grain size does not grow abnormally. The hardness, fracture toughness, and bending strength of the samples are in ranges of 16~18 GPa, 3.8~4.4 MPa·m1/2, and 239~540 MPa, respectively. The thermal conductivity and thermal diffusion coefficient of samples decrease with the increase of temperature, and the porosity is the main factor affecting the thermal conductivity of the sintered samples.

2024, 42(2): 170-176.
DOI: 10.19591/j.cnki.cn11-1974/tf.2023030011
Abstract:
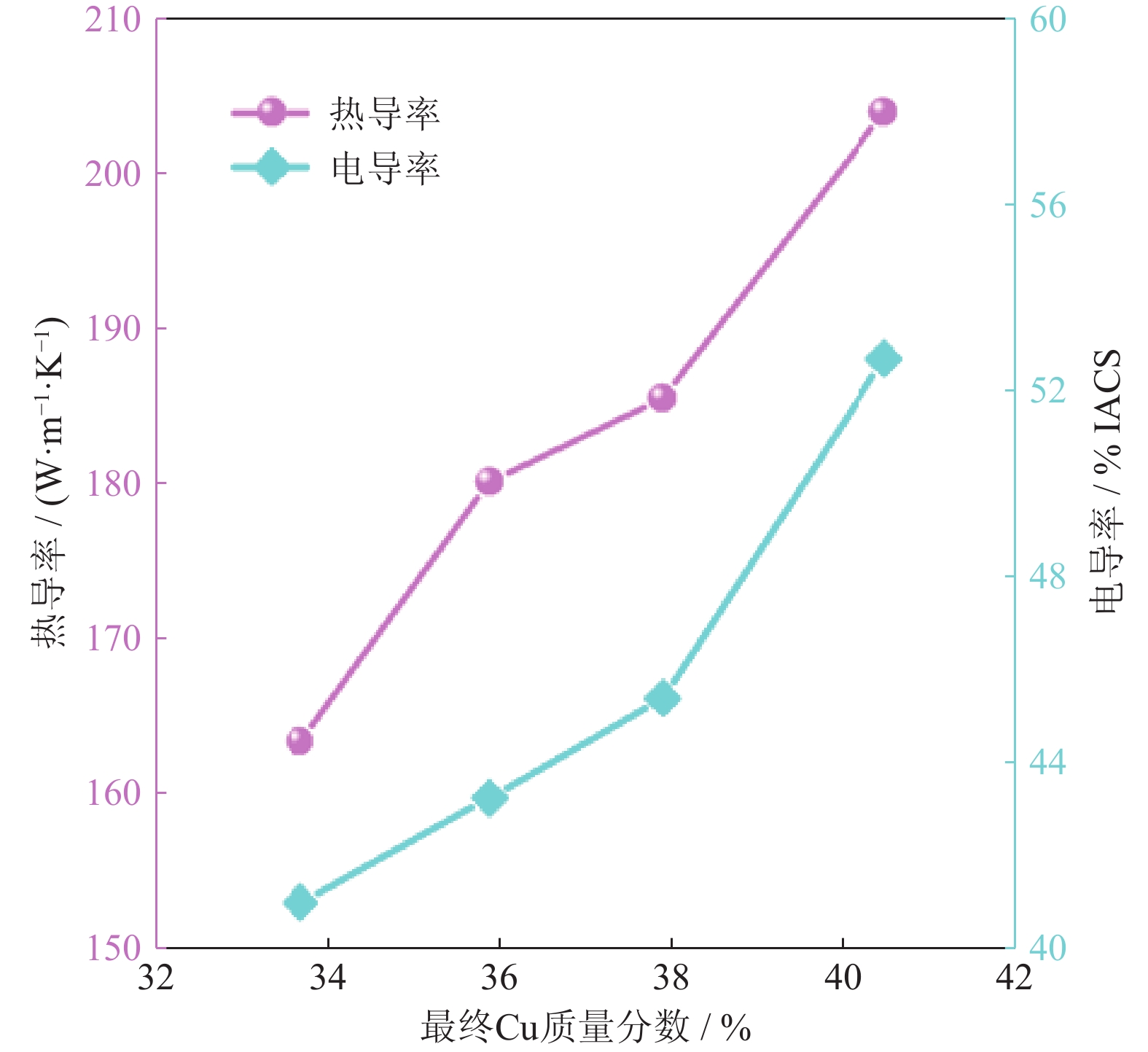
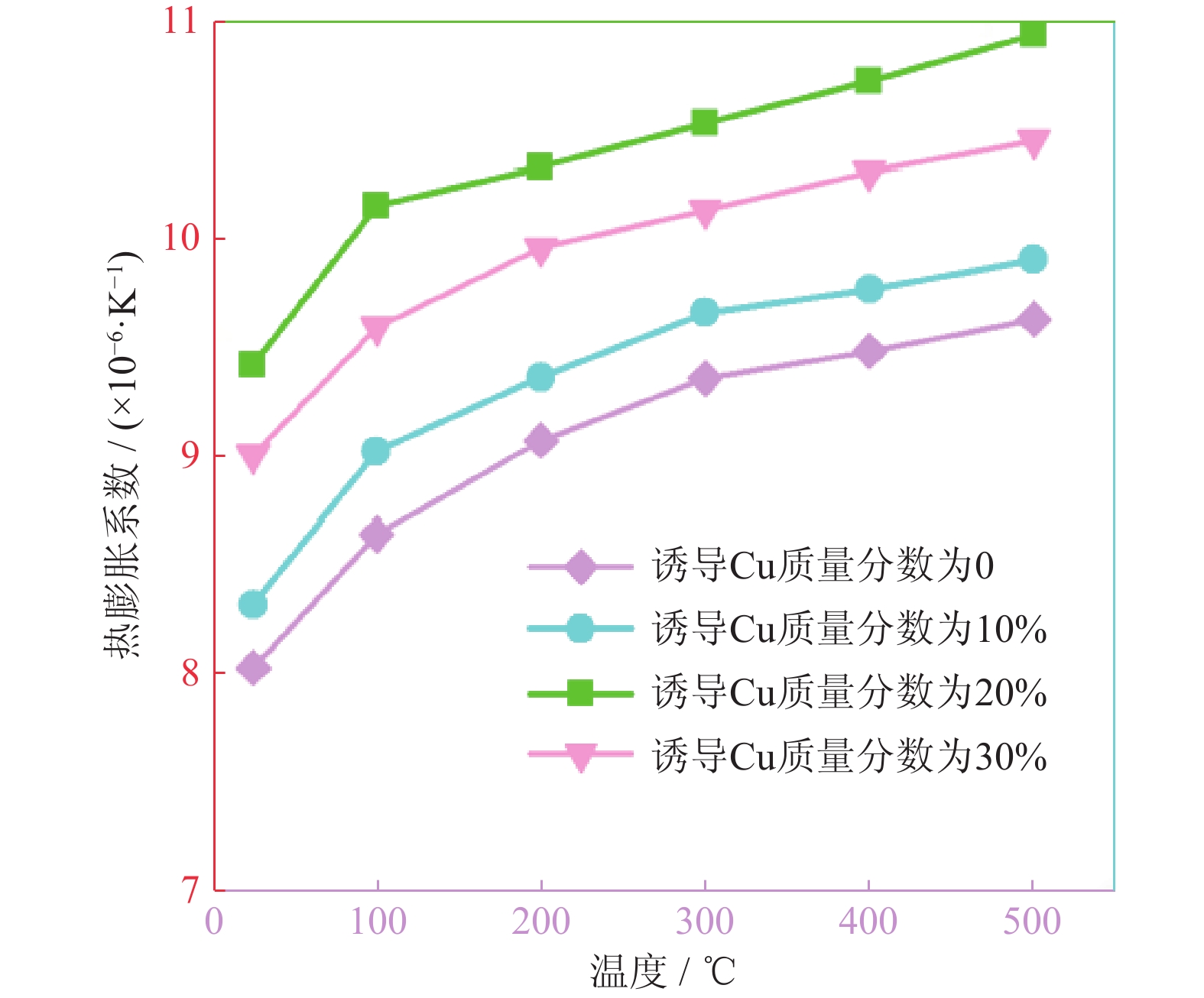
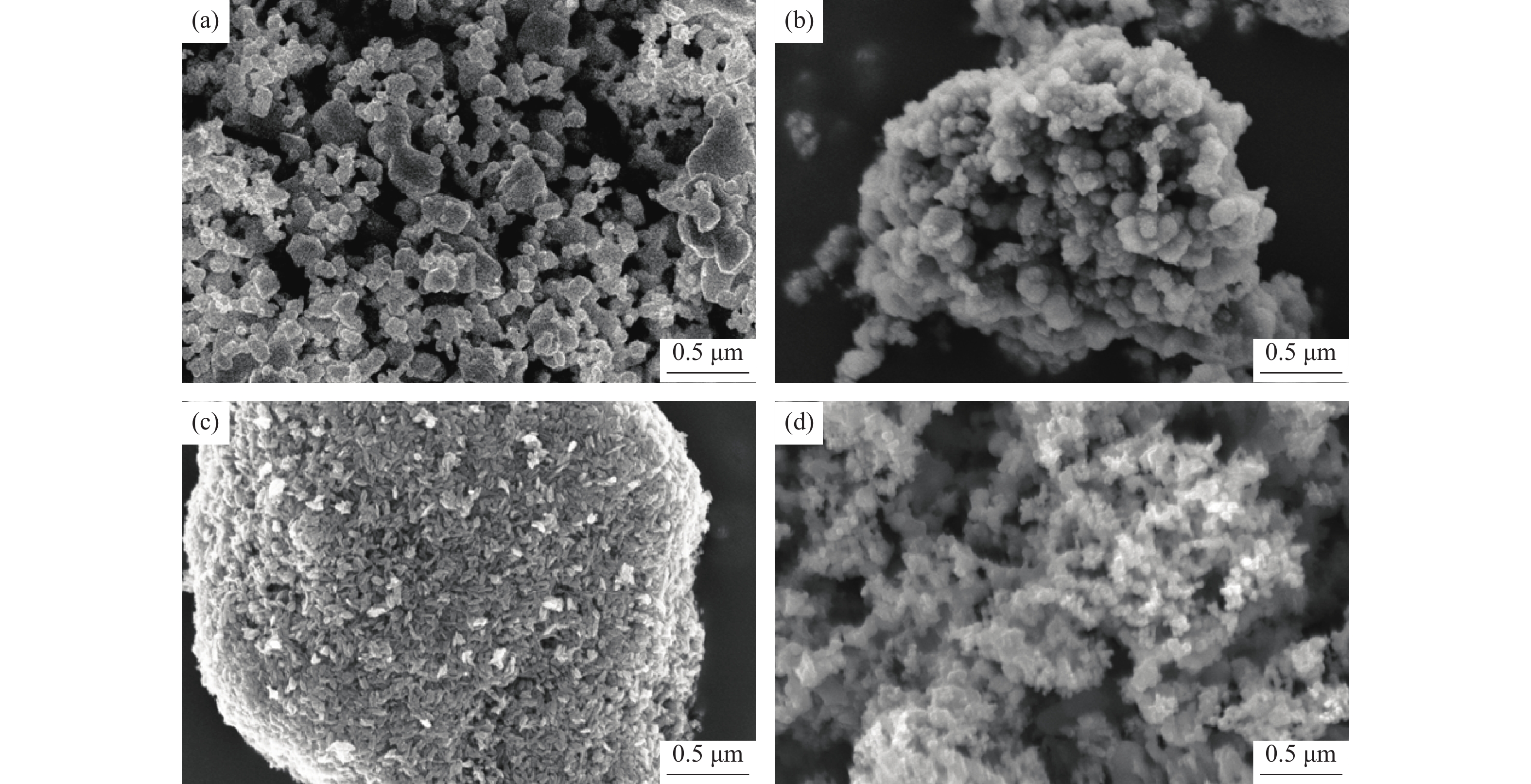
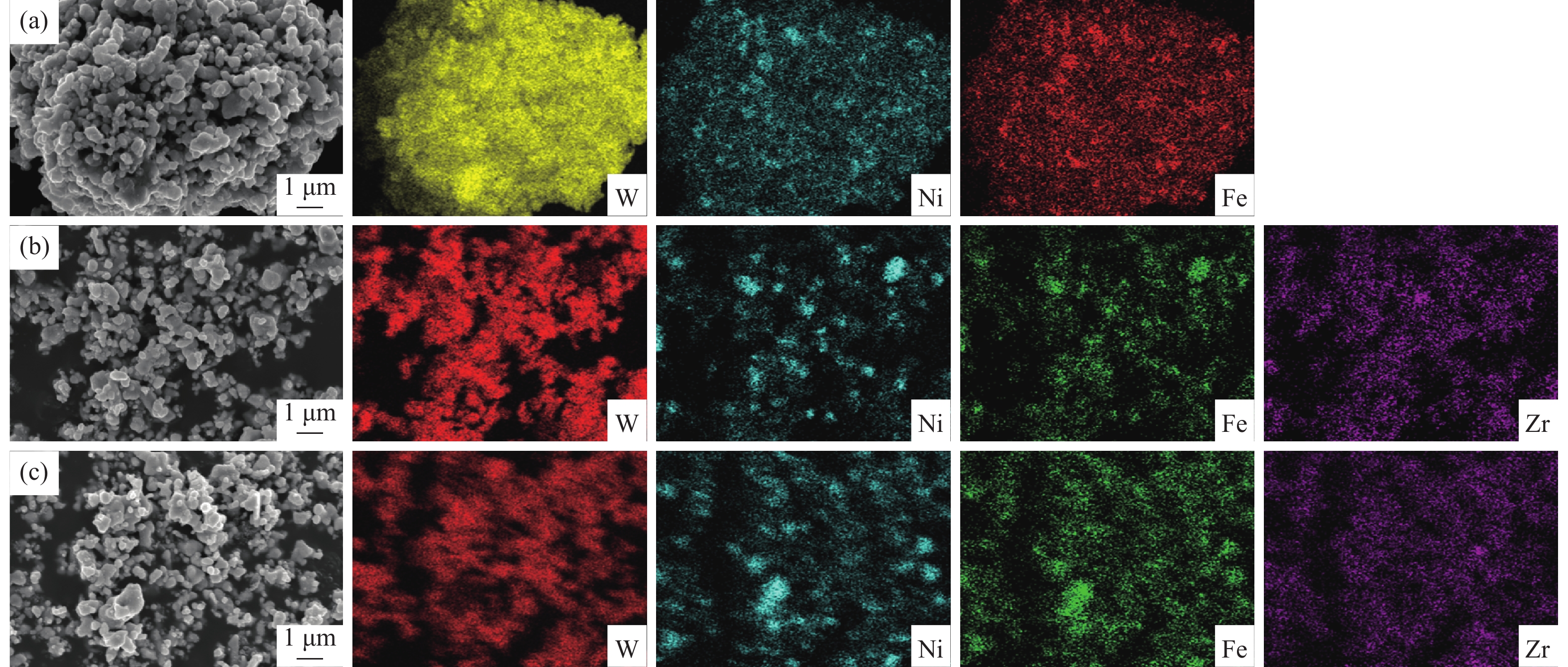
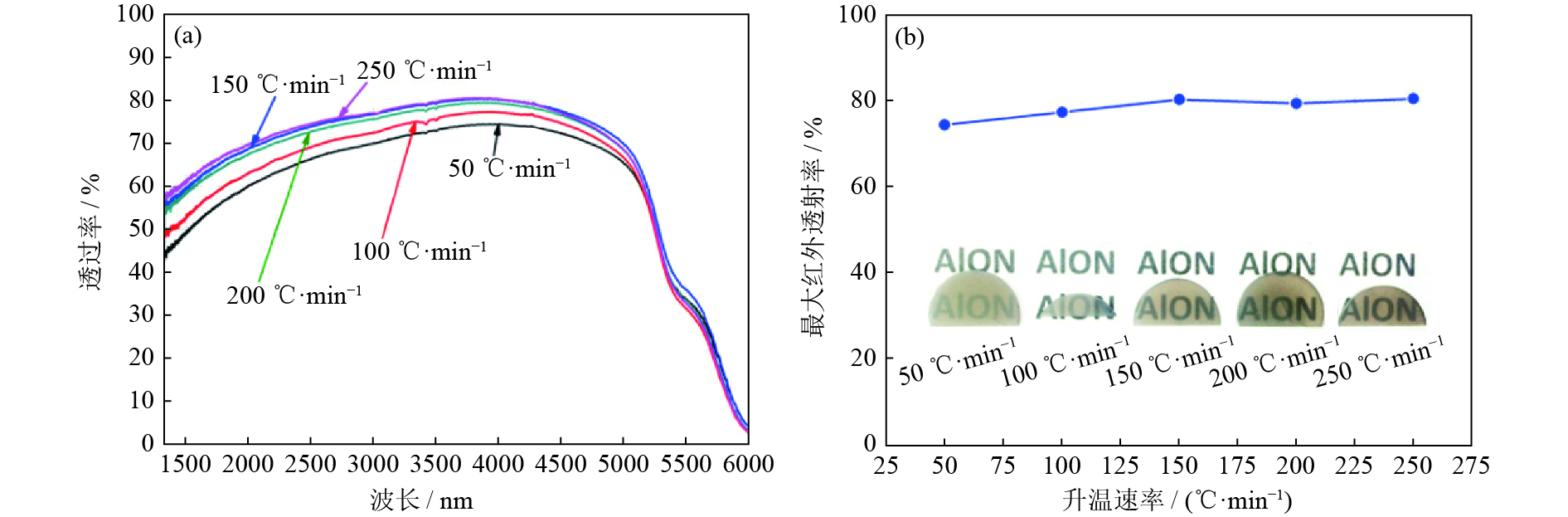
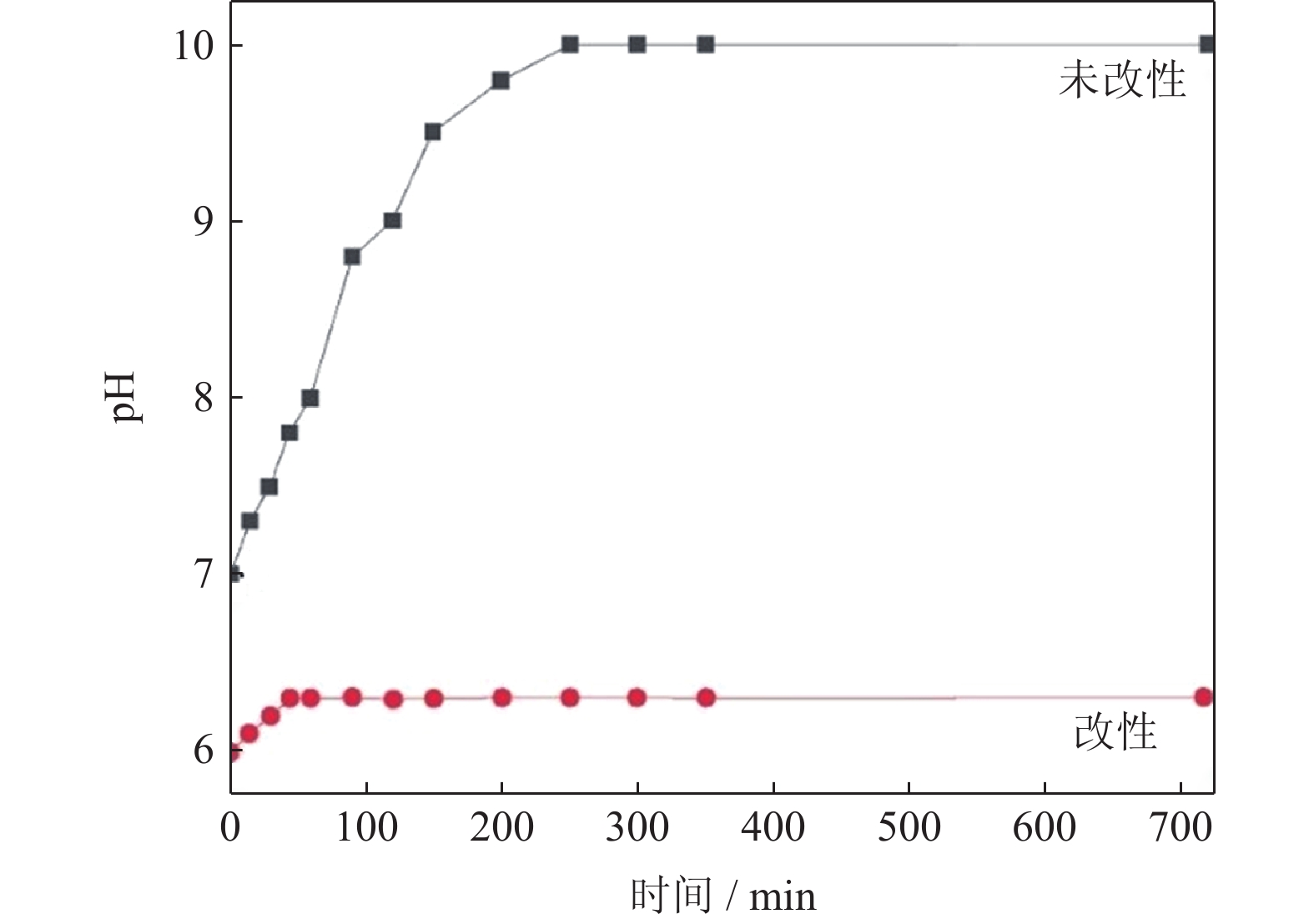
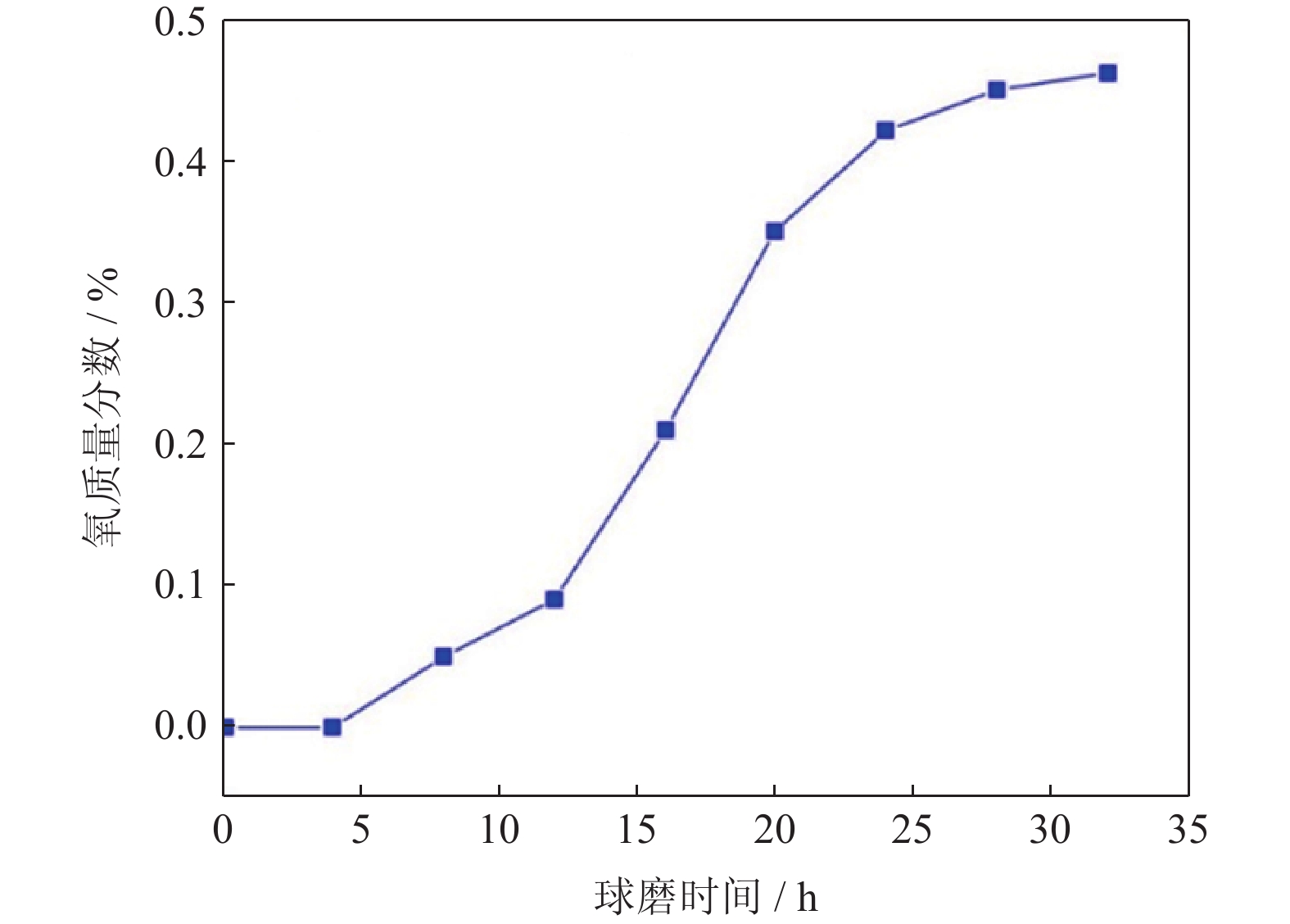
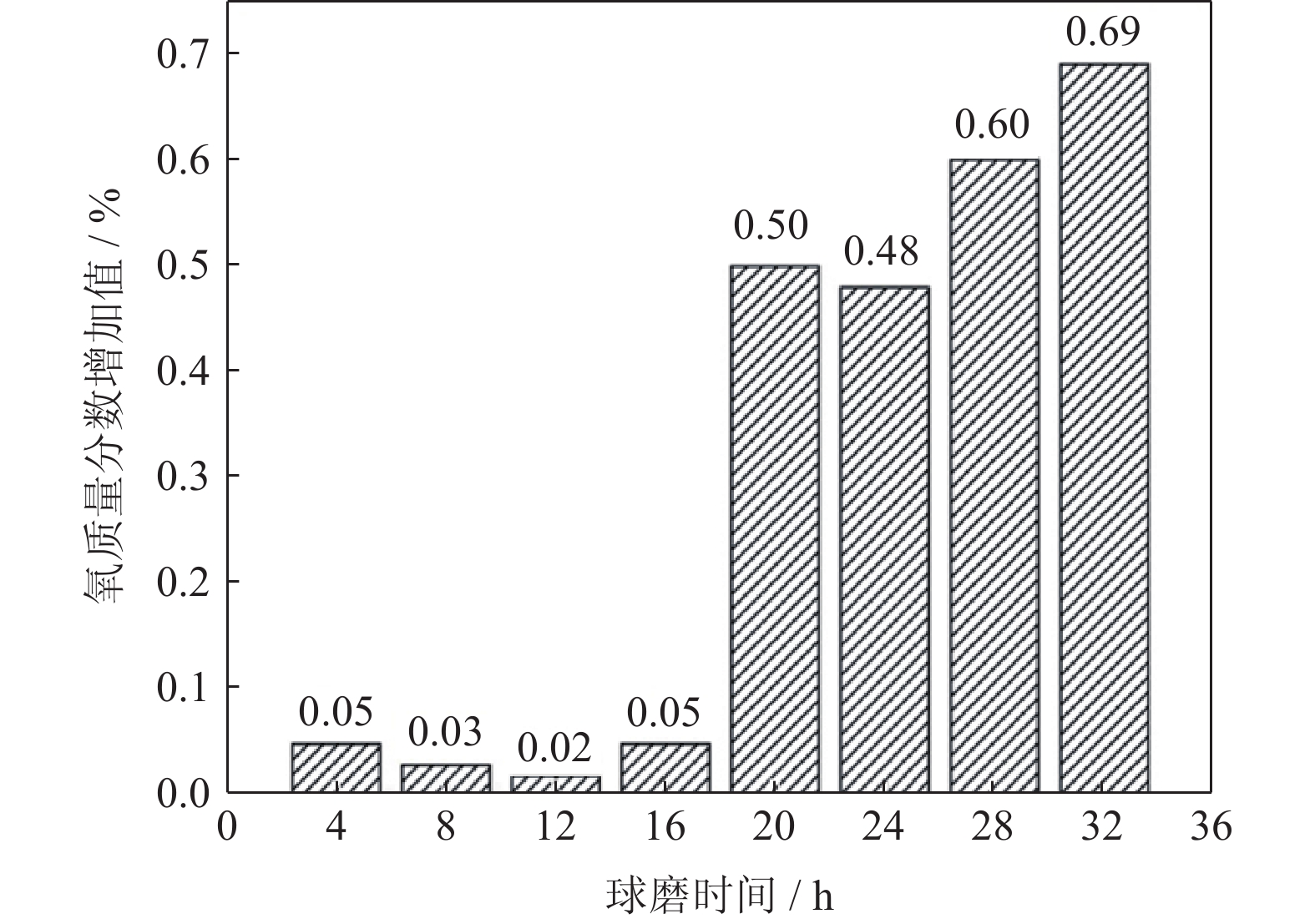
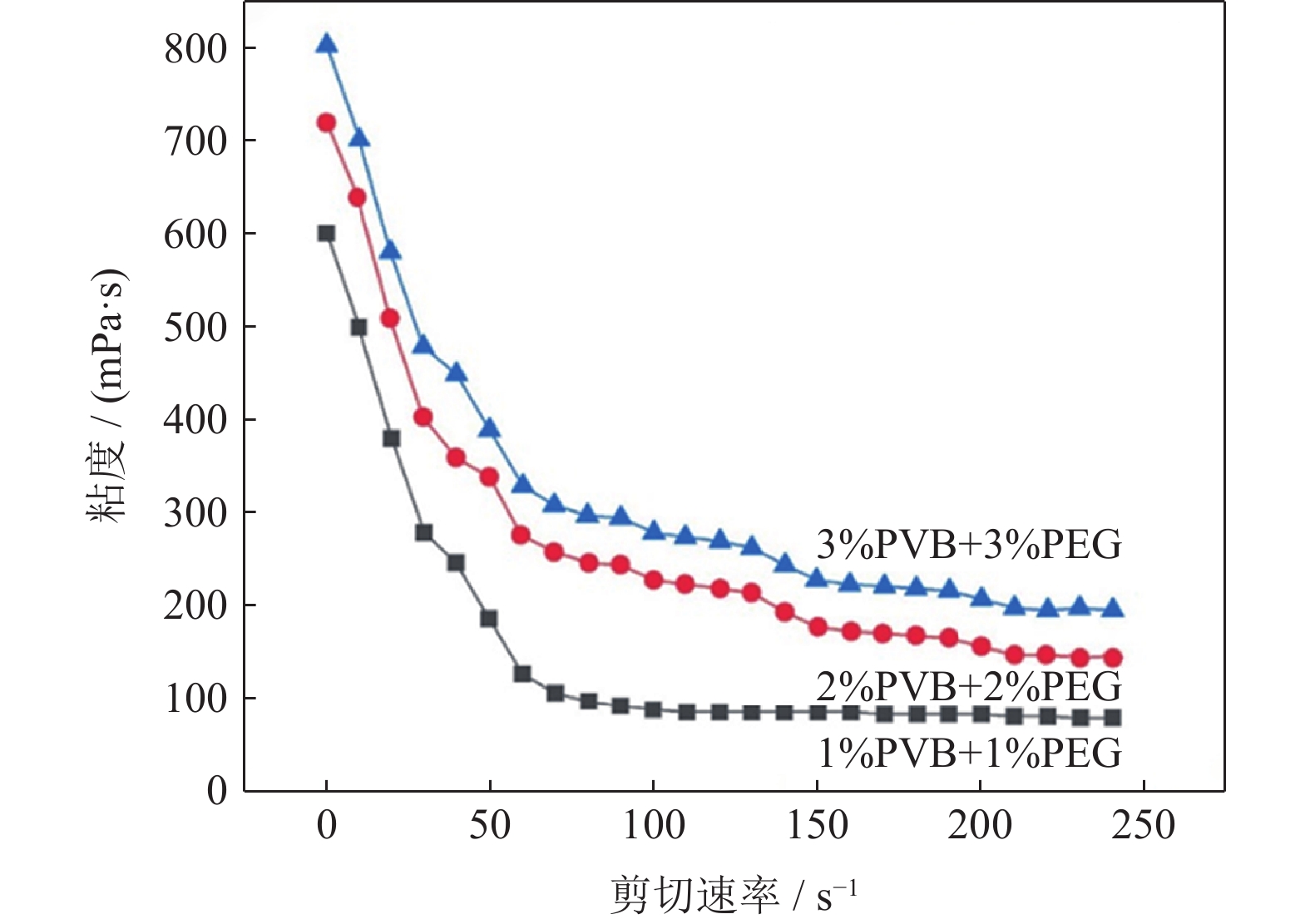
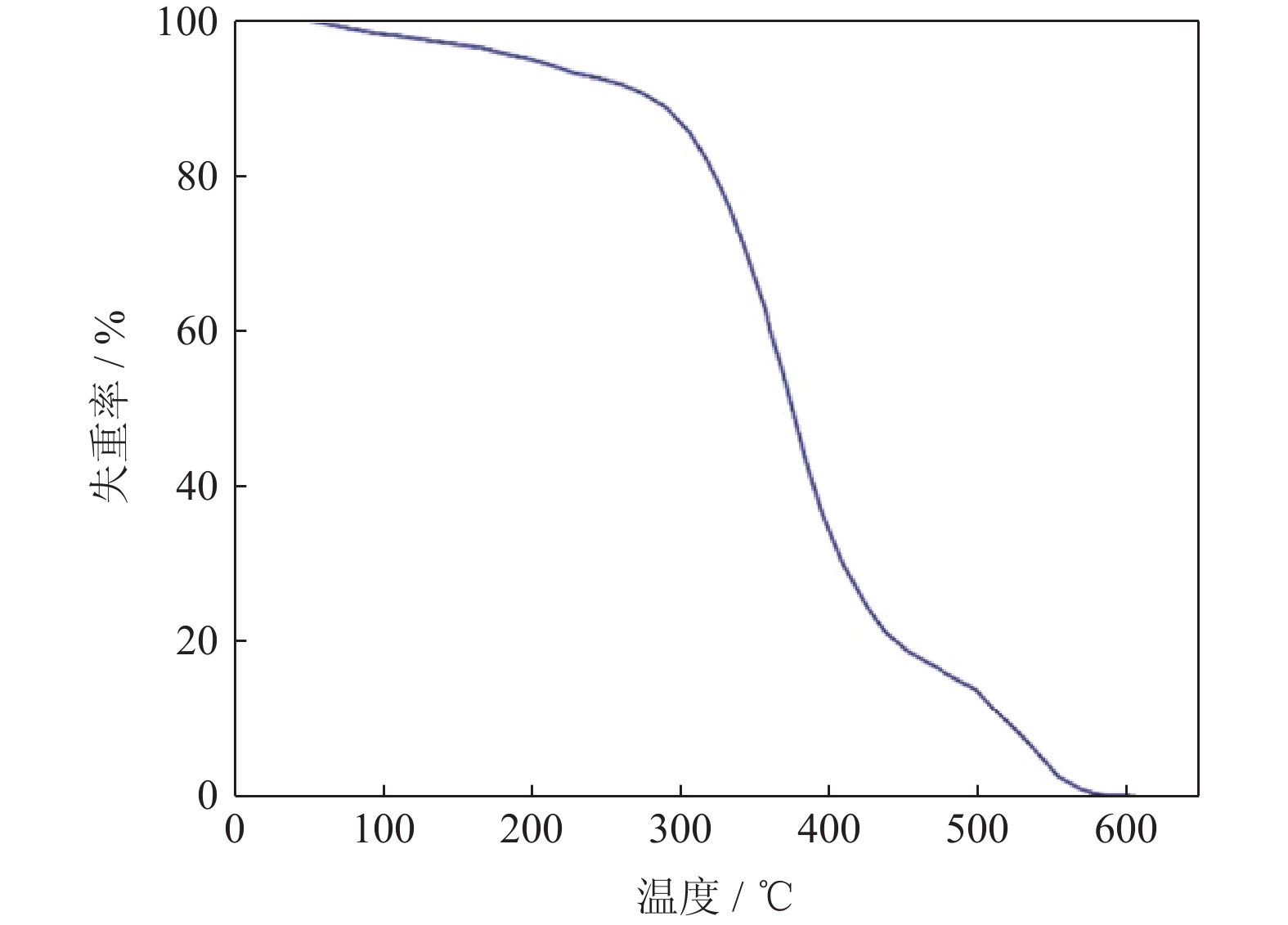
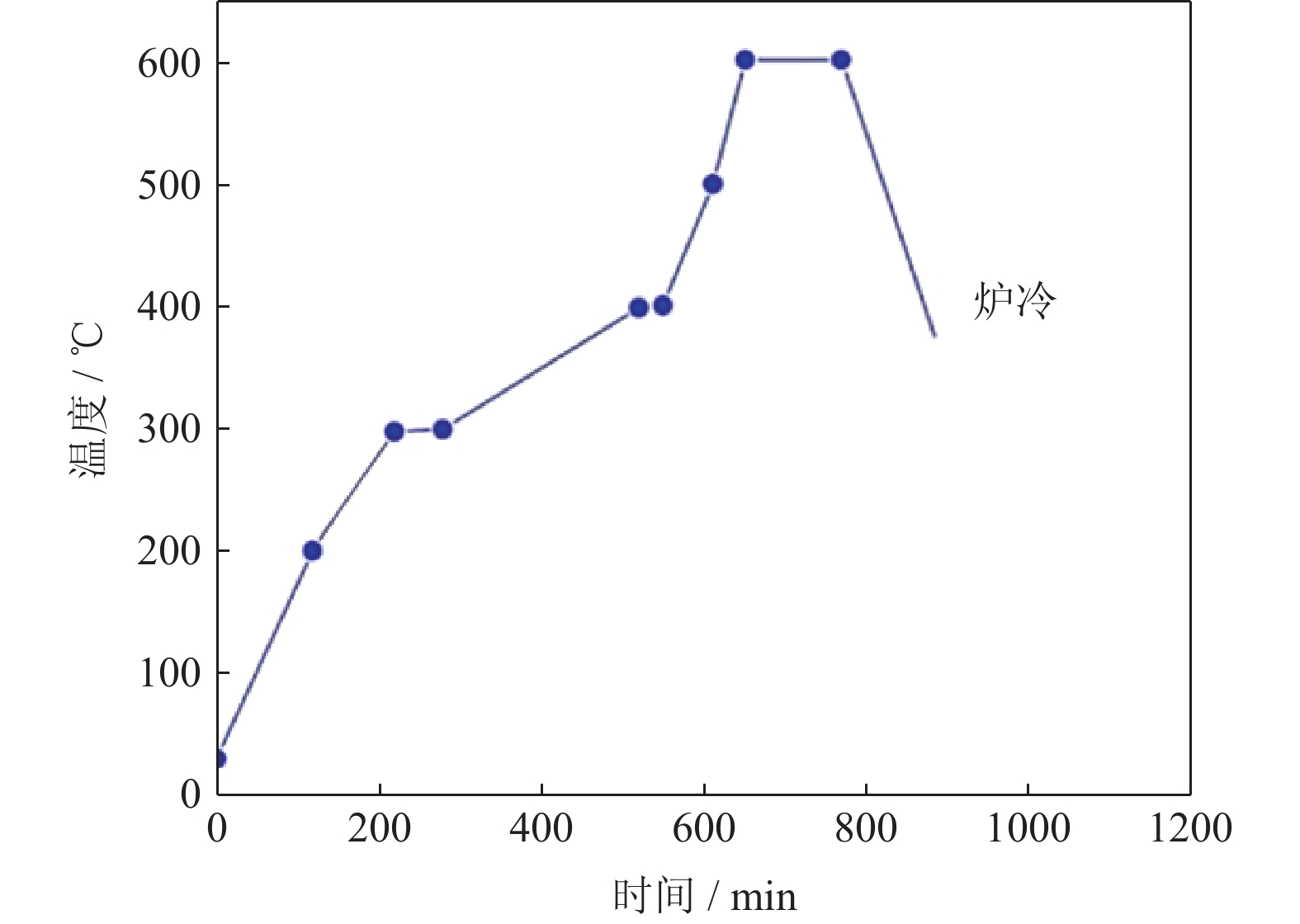
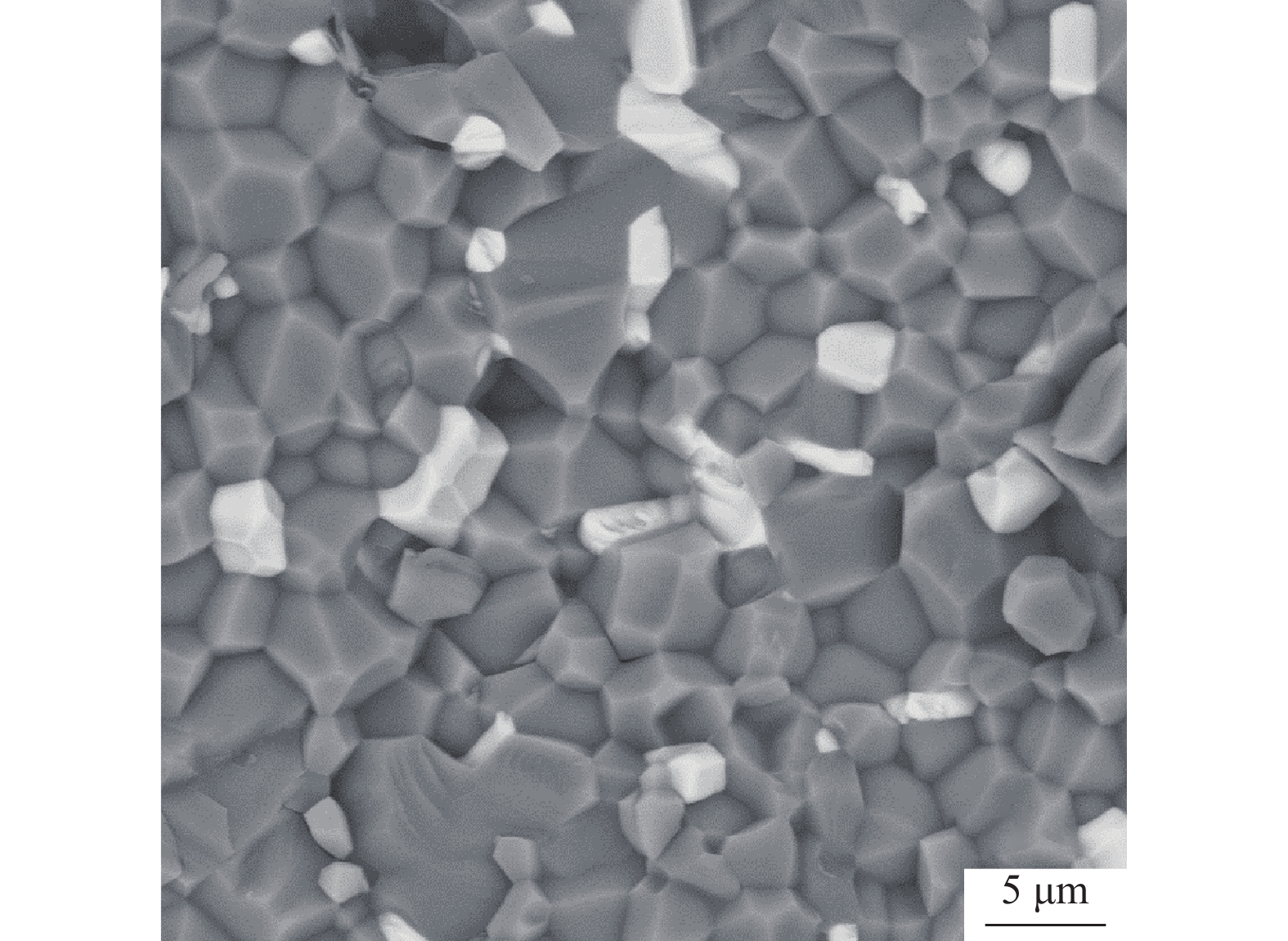
Aluminum nitride (AlN) is an ideal material for the thermally conductive fillers in thermal interface materials due to its excellent thermal conductivity and electrical insulation. The surface modification of the AlN powders was firstly carried out to improve the hydrolysis resistance of AlN powders in this paper, then the spray granulation was carried out using the water-based solvents. The process parameters, such as ball milling time and binder dosage, were optimized during the slurry configuration. The AlN spherical fillers with high sphericity were prepared. Finally, the AlN fillers with low oxygen content, high sphericity, and high thermal conductivity were fabricated by debinding and sintering. In the results, the phosphoric acid-modified AlN powders can maintain the good hydrolysis resistance after the ball milling for 16 h. The binder content (mass fraction) has the significant effect on the green shape after the spray granulation. The powders prepared with 2% PVB+2% PEG binders show the good sphericity and surface smoothness. After debinding and sintering, the thermal conductivity and flexural strength of the AlN ceramic microspheres reach 171.2 W·m−1·K−1 and 340 MPa, respectively, showing the good fluidity. In conclusion, the water-based spray granulation is suitable for the preparation of high thermal conductivity spherical aluminum nitride fillers.
Aluminum nitride (AlN) is an ideal material for the thermally conductive fillers in thermal interface materials due to its excellent thermal conductivity and electrical insulation. The surface modification of the AlN powders was firstly carried out to improve the hydrolysis resistance of AlN powders in this paper, then the spray granulation was carried out using the water-based solvents. The process parameters, such as ball milling time and binder dosage, were optimized during the slurry configuration. The AlN spherical fillers with high sphericity were prepared. Finally, the AlN fillers with low oxygen content, high sphericity, and high thermal conductivity were fabricated by debinding and sintering. In the results, the phosphoric acid-modified AlN powders can maintain the good hydrolysis resistance after the ball milling for 16 h. The binder content (mass fraction) has the significant effect on the green shape after the spray granulation. The powders prepared with 2% PVB+2% PEG binders show the good sphericity and surface smoothness. After debinding and sintering, the thermal conductivity and flexural strength of the AlN ceramic microspheres reach 171.2 W·m−1·K−1 and 340 MPa, respectively, showing the good fluidity. In conclusion, the water-based spray granulation is suitable for the preparation of high thermal conductivity spherical aluminum nitride fillers.

2024, 42(2): 177-183.
DOI: 10.19591/j.cnki.cn11-1974/tf.2021120001
Abstract:
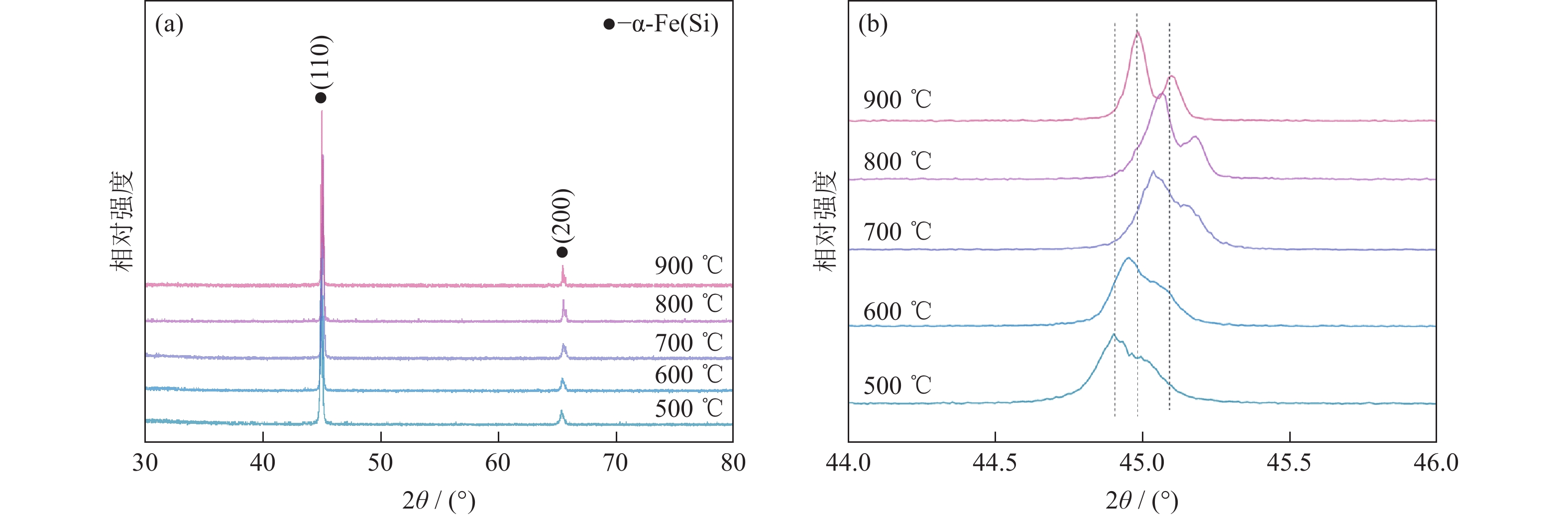
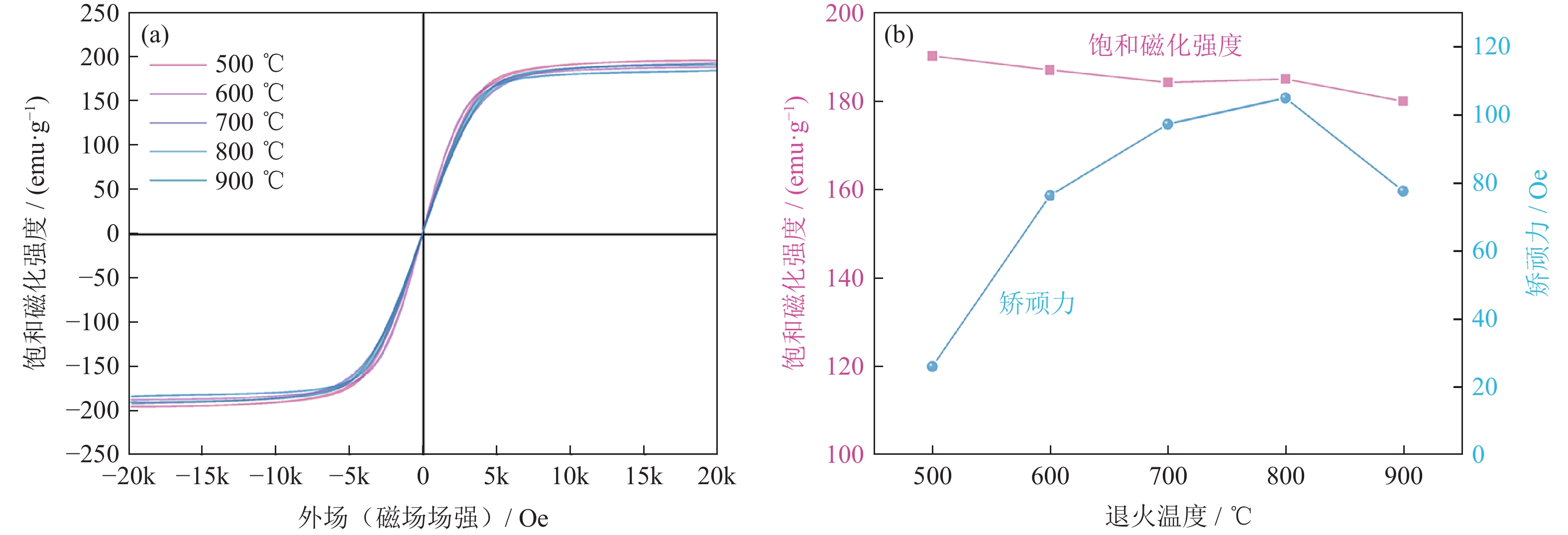
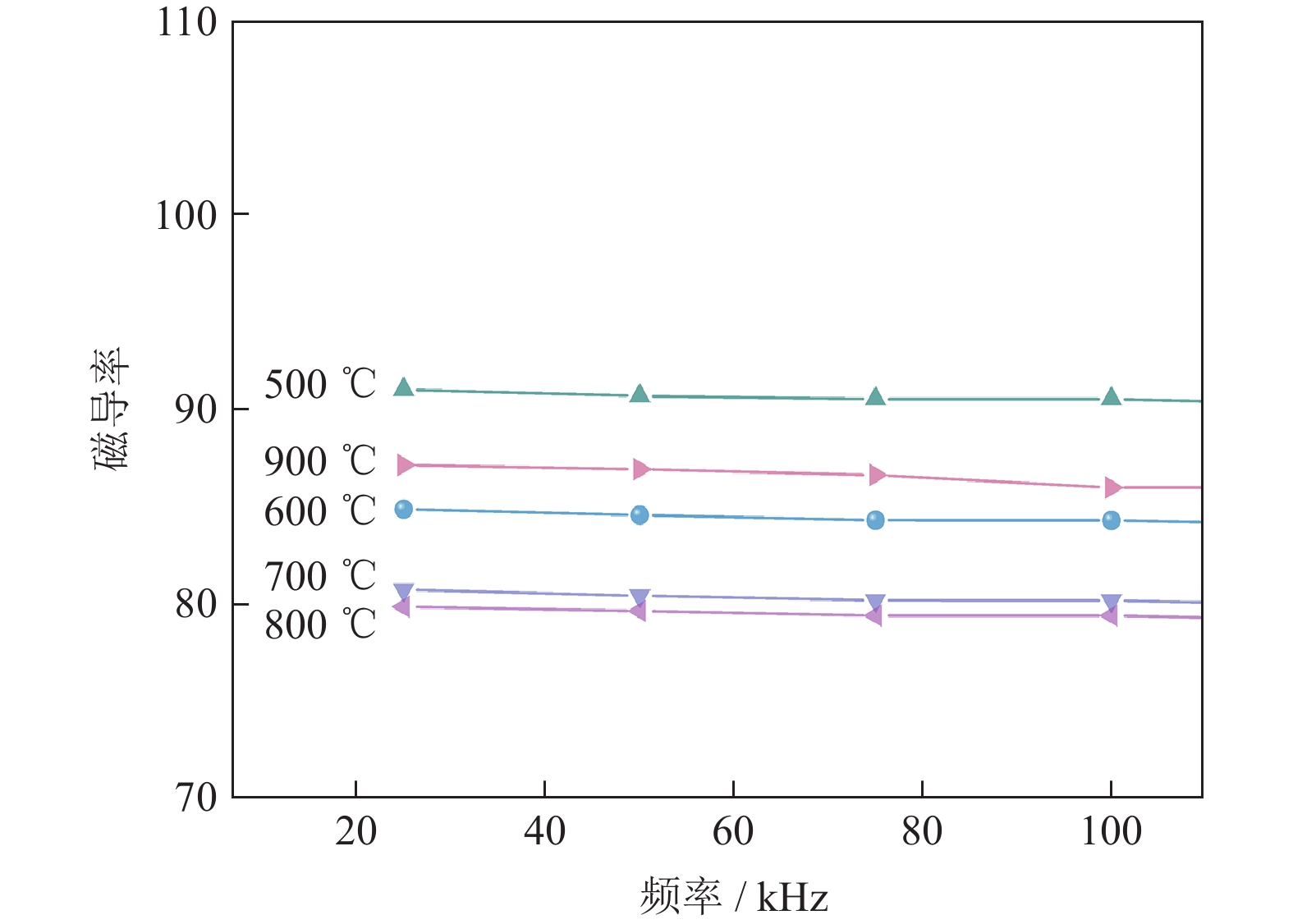
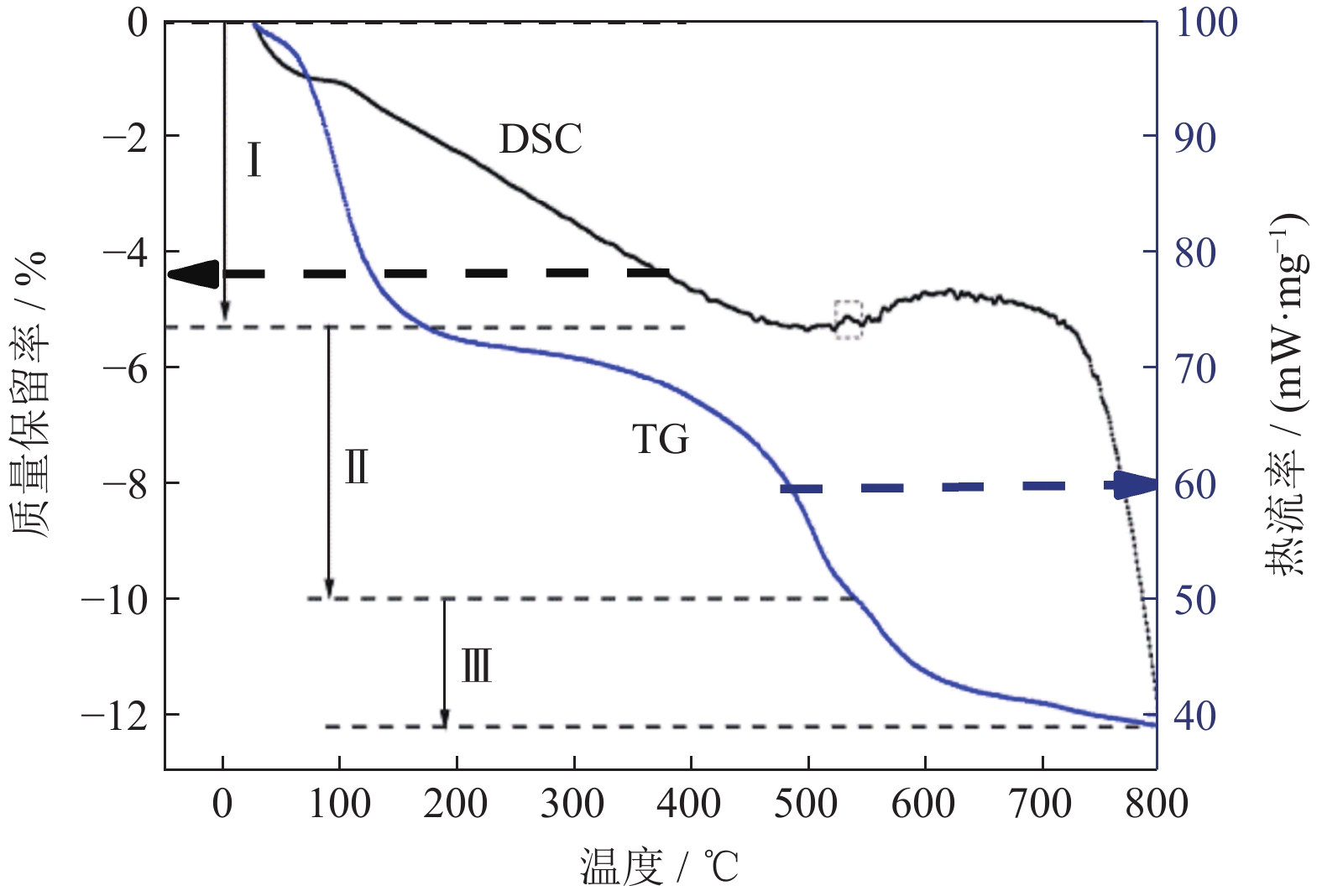
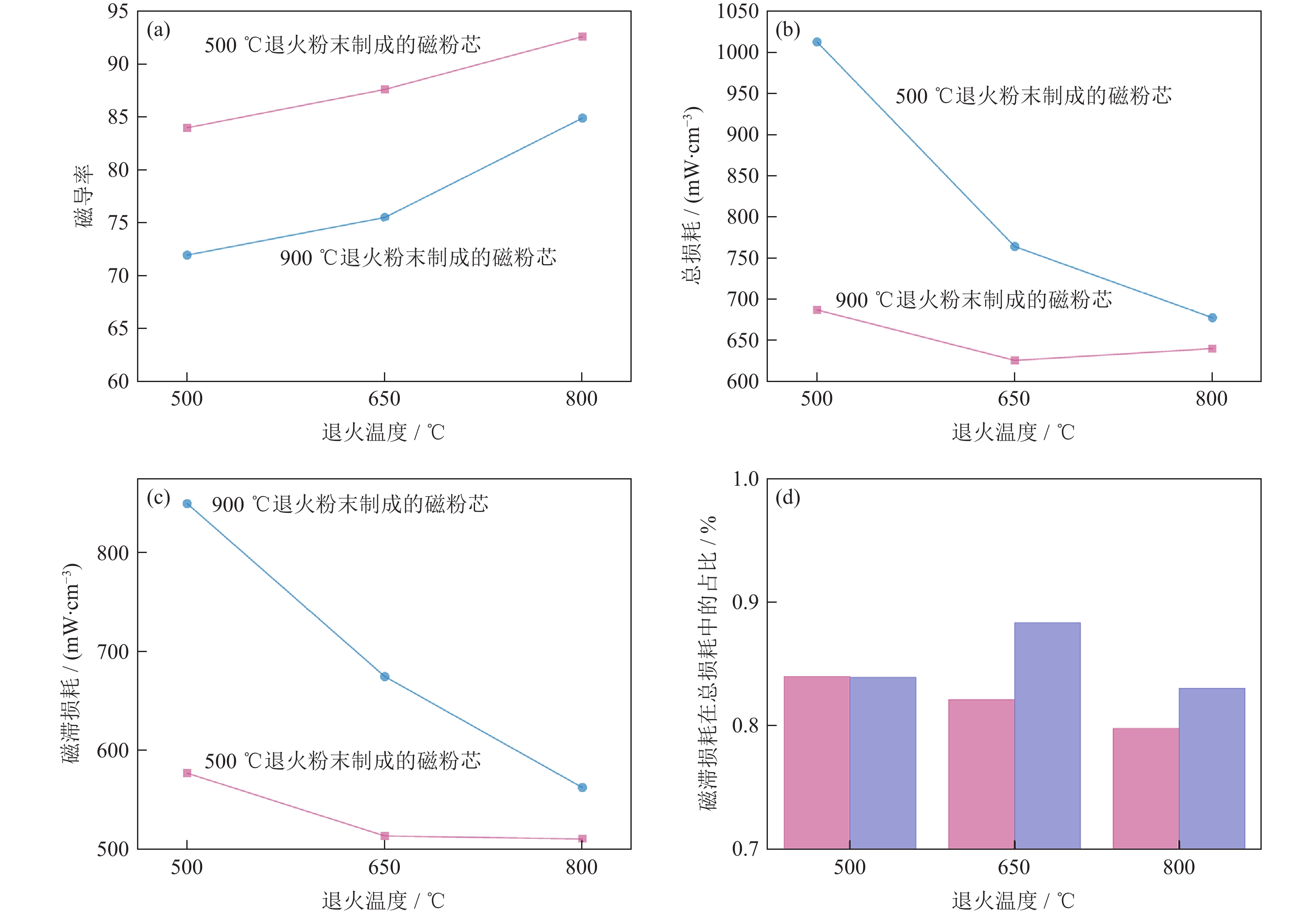
Fe−6.5%Si (mass fraction) powders were subjected to the heat treatment experiments at the different temperatures combined with the heat treatment of the magnetic powder cores. The effect of heat treatment on the magnetic properties of Fe−6.5%Si magnetic powder cores, such as permeability and loss, was investigated. In the results, the powder heat treatment can greatly eliminate the defects caused by the impact of high pressure gas on the alloy powders during the gas atomization powder production and reduce the carbon and oxygen content in the powders. With the increase of heat treatment temperature, the coercive force of the powders first increases and then decreases, and the saturation magnetization gradually decreases. The magnetic properties of the prepared Fe−6.5%Si magnetic powder cores can also be improved by heat treatment. After the heat treatment at different temperatures, the loss is maintained between 600 and 700 mW∙cm−3, and the lowest value is 625 mW∙cm−3. Compared with other comparison samples, the magnetic powder cores made of the Fe−6.5%Si powders heat-treated at 900 ℃ have the better magnetic conductivity and loss after the subsequent heat treatment at 800 ℃.
Fe−6.5%Si (mass fraction) powders were subjected to the heat treatment experiments at the different temperatures combined with the heat treatment of the magnetic powder cores. The effect of heat treatment on the magnetic properties of Fe−6.5%Si magnetic powder cores, such as permeability and loss, was investigated. In the results, the powder heat treatment can greatly eliminate the defects caused by the impact of high pressure gas on the alloy powders during the gas atomization powder production and reduce the carbon and oxygen content in the powders. With the increase of heat treatment temperature, the coercive force of the powders first increases and then decreases, and the saturation magnetization gradually decreases. The magnetic properties of the prepared Fe−6.5%Si magnetic powder cores can also be improved by heat treatment. After the heat treatment at different temperatures, the loss is maintained between 600 and 700 mW∙cm−3, and the lowest value is 625 mW∙cm−3. Compared with other comparison samples, the magnetic powder cores made of the Fe−6.5%Si powders heat-treated at 900 ℃ have the better magnetic conductivity and loss after the subsequent heat treatment at 800 ℃.


2024, 42(2): 184-191.
DOI: 10.19591/j.cnki.cn11-1974/tf.2021120008
Abstract:
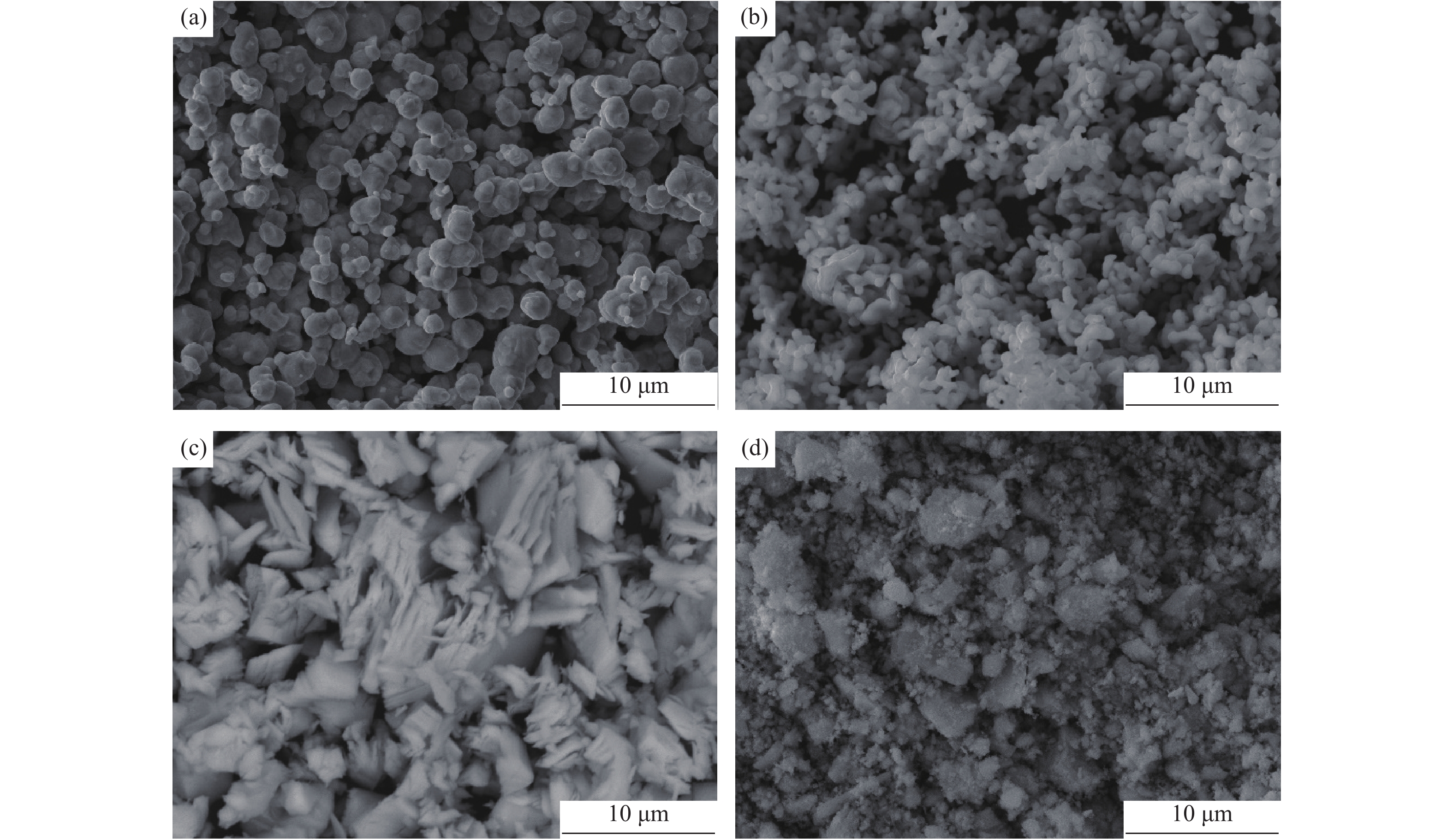
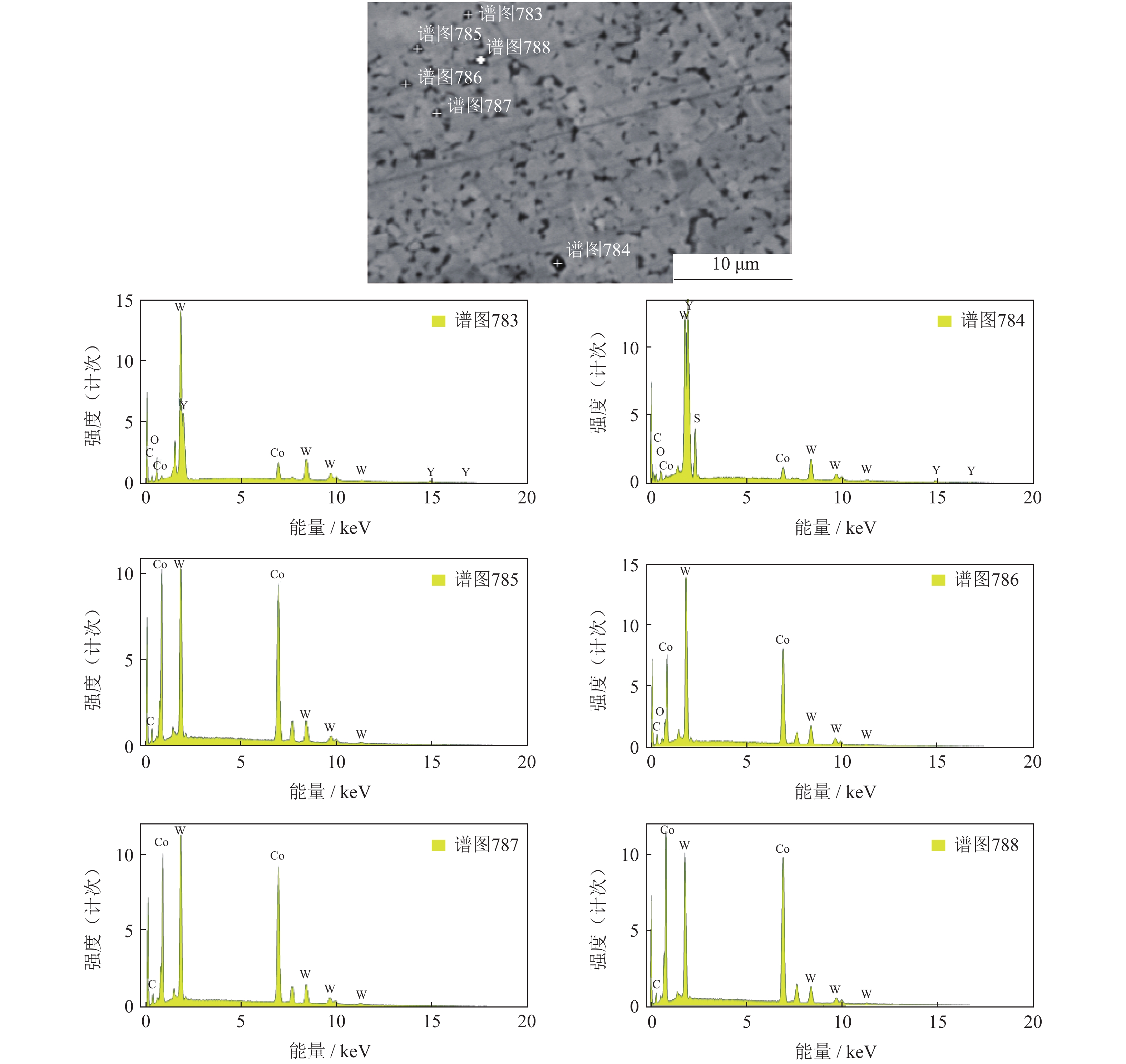
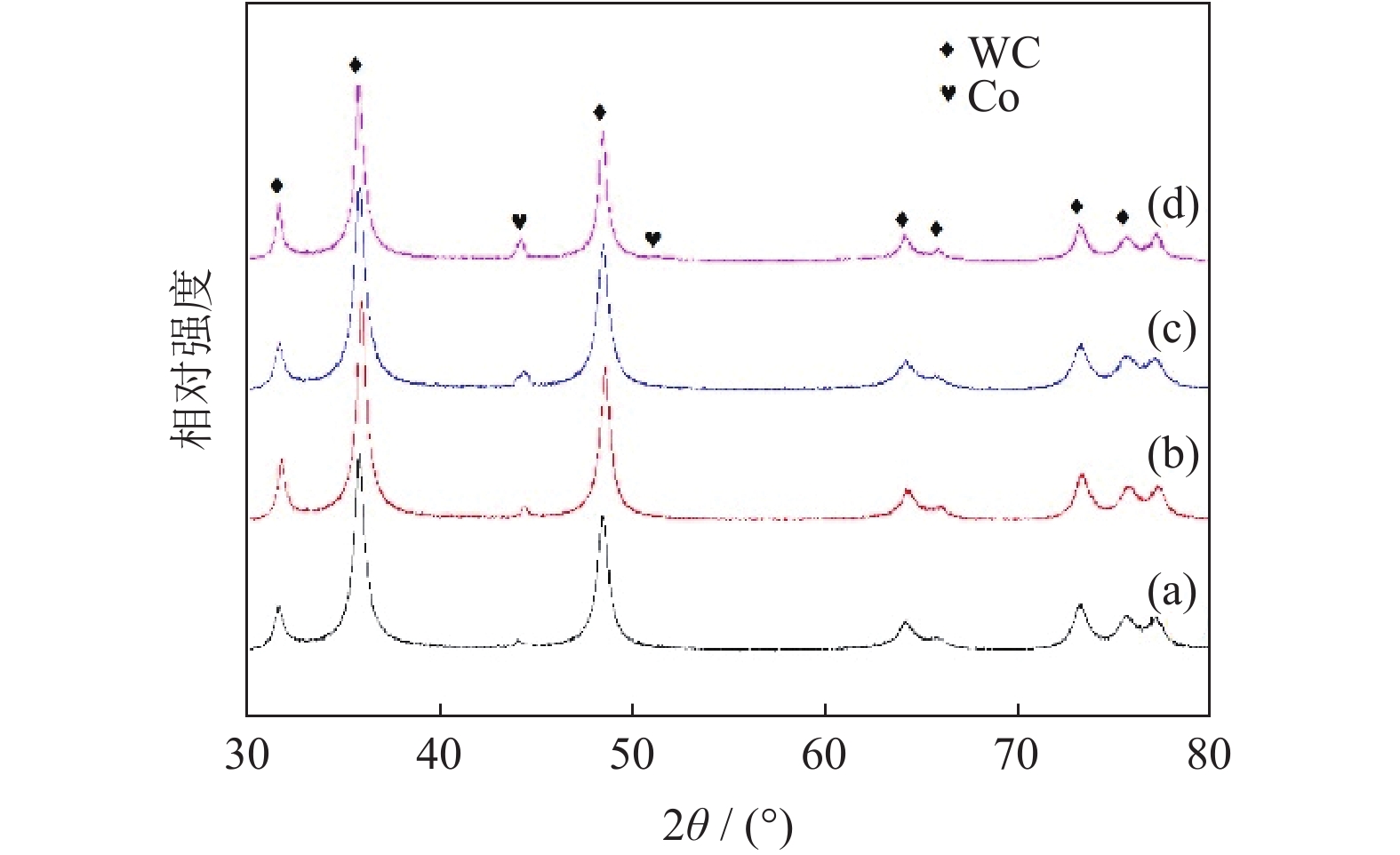
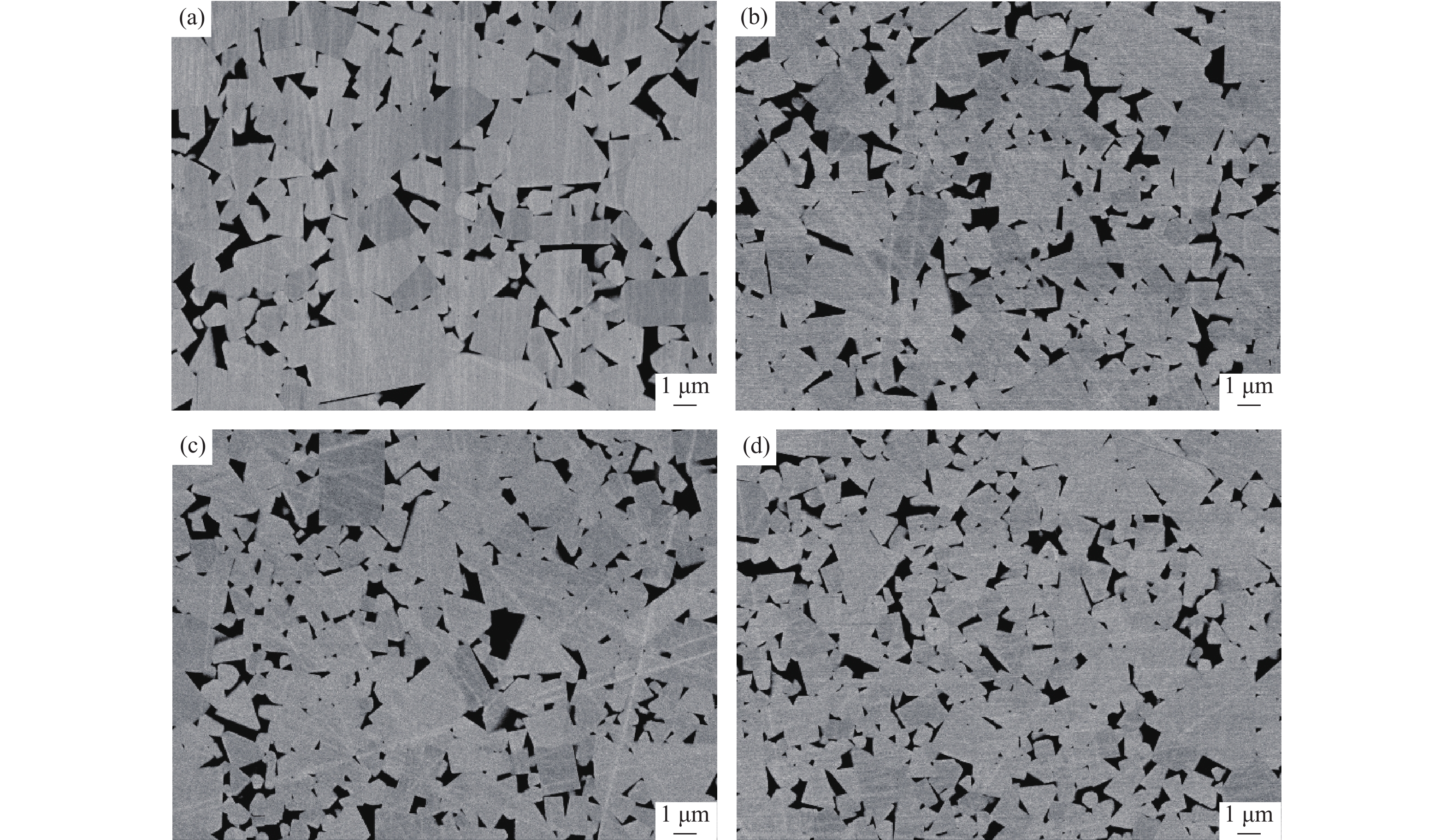
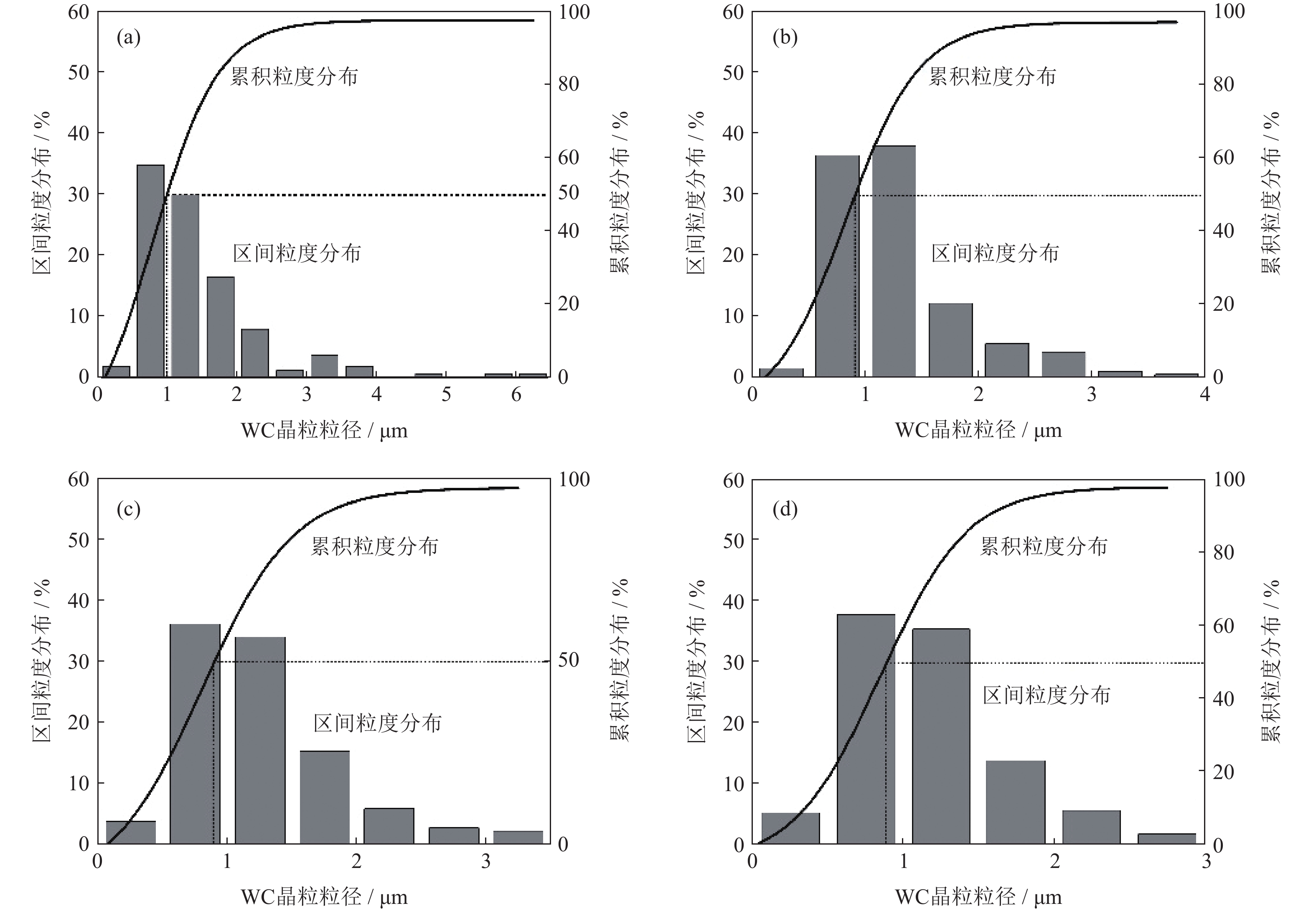
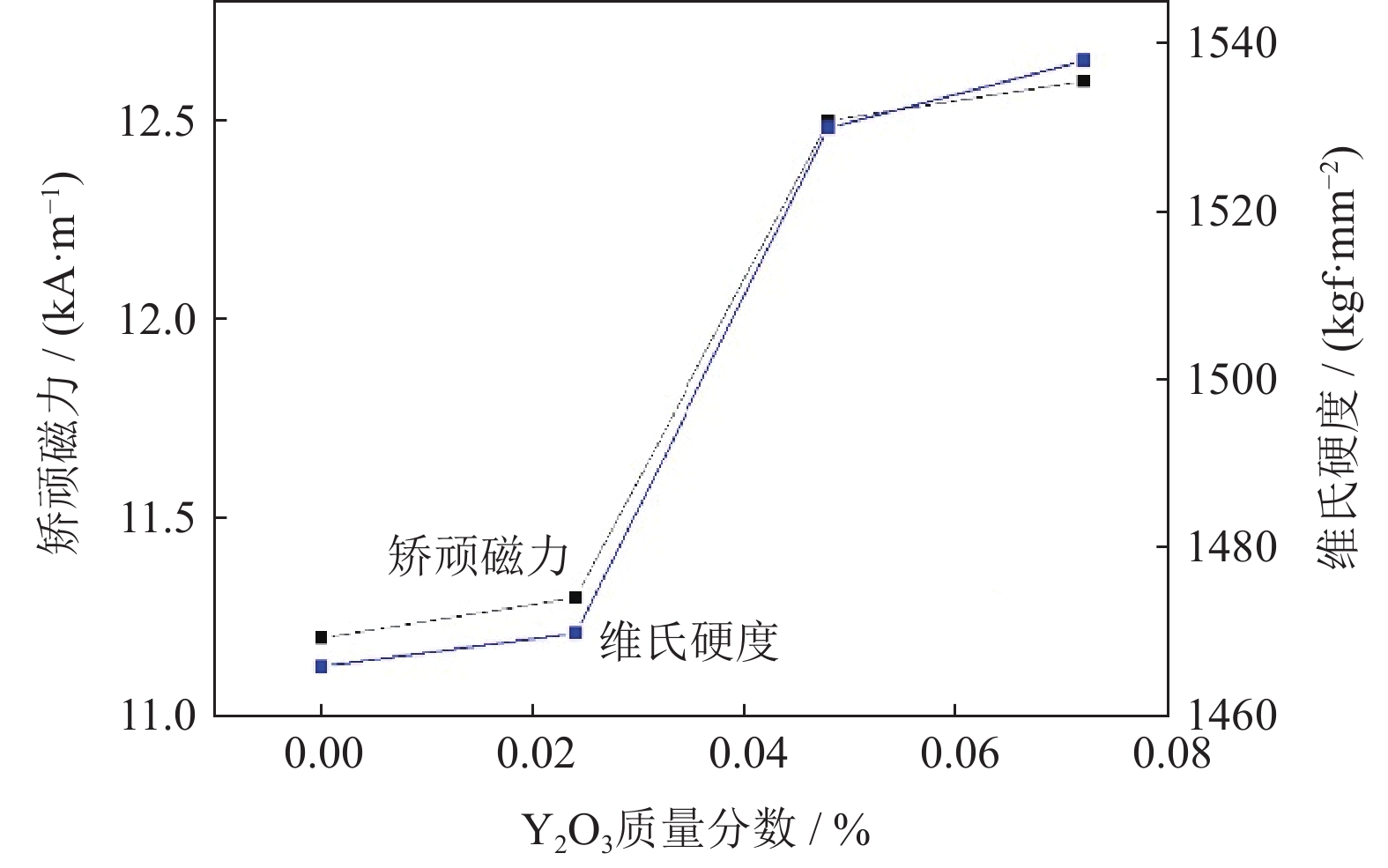
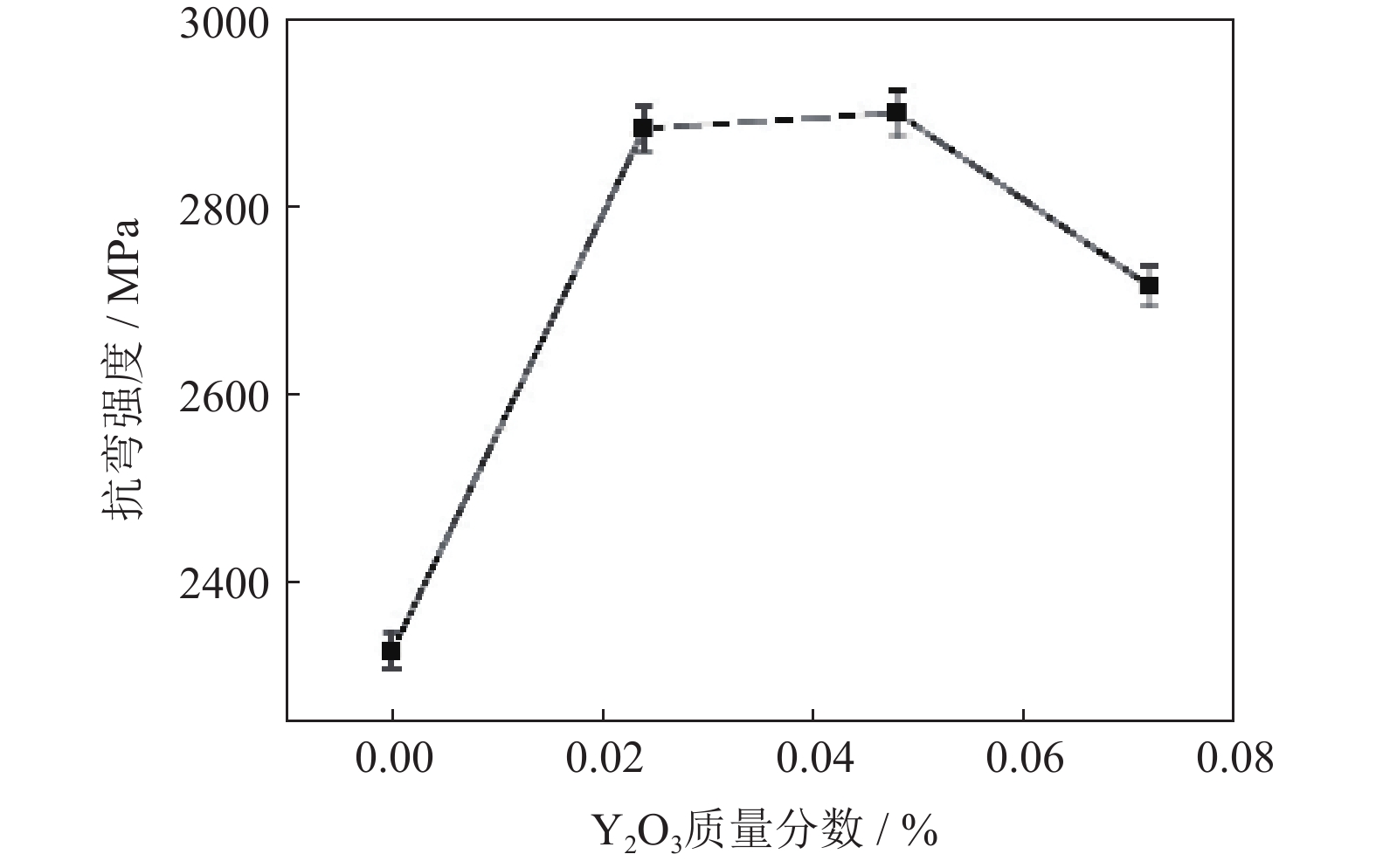
Inhomogeneous structure WC−6Co cemented carbides with the different Y2O3 additions (mass fraction) were prepared by low pressure sintering. The microstructure and properties of the cemented carbides were investigated by scanning electron microscope (SEM), X-ray diffraction analyzer (XRD), energy dispersive spectrometer (EDS), metallographic microscope, electronic universal mechanical test machine, hardness meter, and coercivity magnetometer. The results show that, the relative density and phase composition of the cemented carbides are not affected by Y2O3 addition. Y2O3 forms a stable solid solution with the impurity elements such as sulfur and oxygen, which disperses in the WC grain boundary, hinders the fusion and growth of WC grains, reduces the size of WC grains, and inhibits the homogenization of WC grains in inhomogeneous structure. With the increase of Y2O3 mass fraction, the hardness of the cemented carbides increases gradually, and the bending strength shows a trend of rapid rise and then decline. The optimum properties of the cemented carbides are obtained when the Y2O3 mass fraction is 0.048%, the hardness and bending strength are 1530 kgf·mm−2 and 2902 MPa, respectively.
Inhomogeneous structure WC−6Co cemented carbides with the different Y2O3 additions (mass fraction) were prepared by low pressure sintering. The microstructure and properties of the cemented carbides were investigated by scanning electron microscope (SEM), X-ray diffraction analyzer (XRD), energy dispersive spectrometer (EDS), metallographic microscope, electronic universal mechanical test machine, hardness meter, and coercivity magnetometer. The results show that, the relative density and phase composition of the cemented carbides are not affected by Y2O3 addition. Y2O3 forms a stable solid solution with the impurity elements such as sulfur and oxygen, which disperses in the WC grain boundary, hinders the fusion and growth of WC grains, reduces the size of WC grains, and inhibits the homogenization of WC grains in inhomogeneous structure. With the increase of Y2O3 mass fraction, the hardness of the cemented carbides increases gradually, and the bending strength shows a trend of rapid rise and then decline. The optimum properties of the cemented carbides are obtained when the Y2O3 mass fraction is 0.048%, the hardness and bending strength are 1530 kgf·mm−2 and 2902 MPa, respectively.

2024, 42(2): 192-199.
DOI: 10.19591/j.cnki.cn11-1974/tf.2021090013
Abstract:
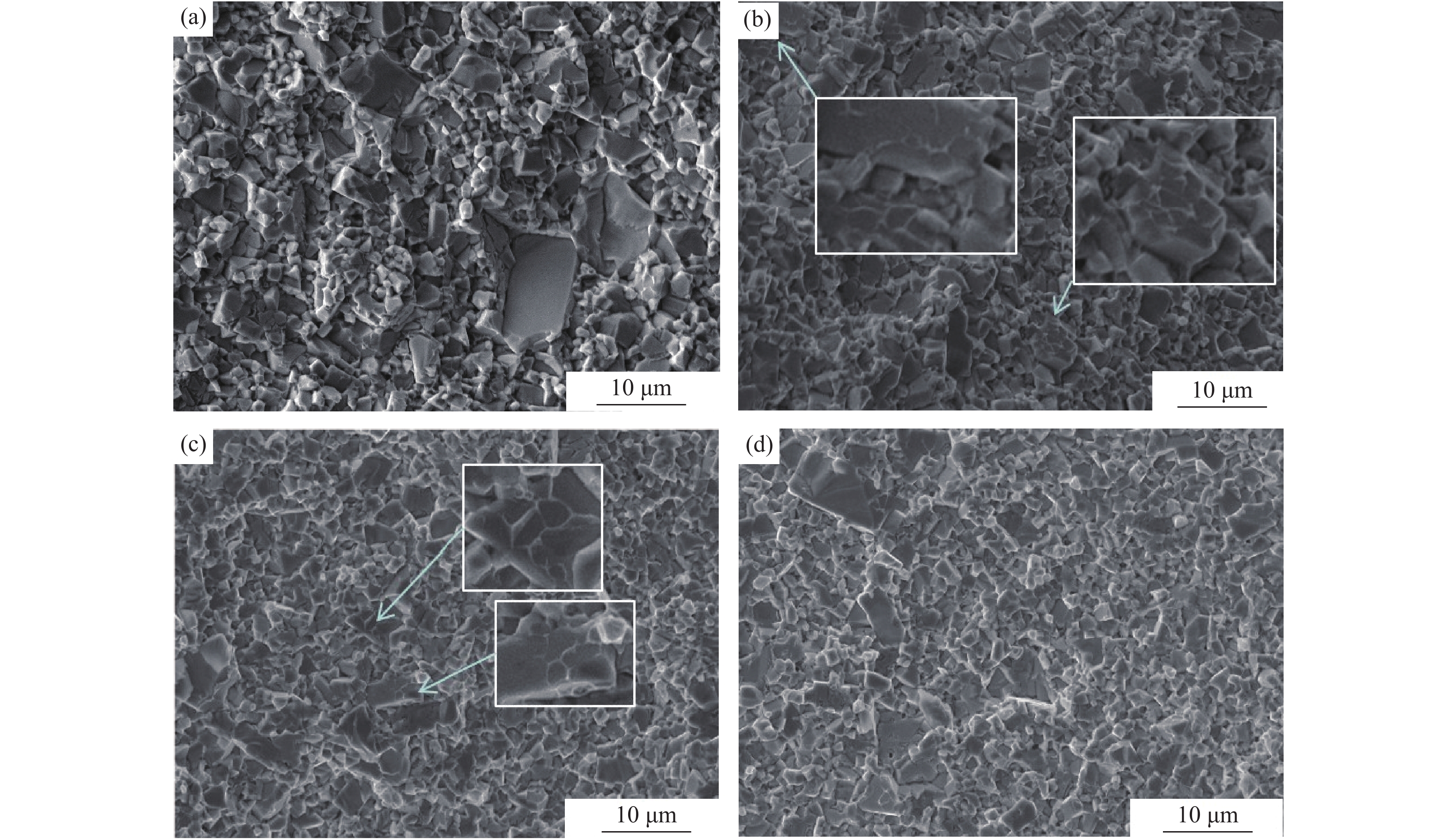
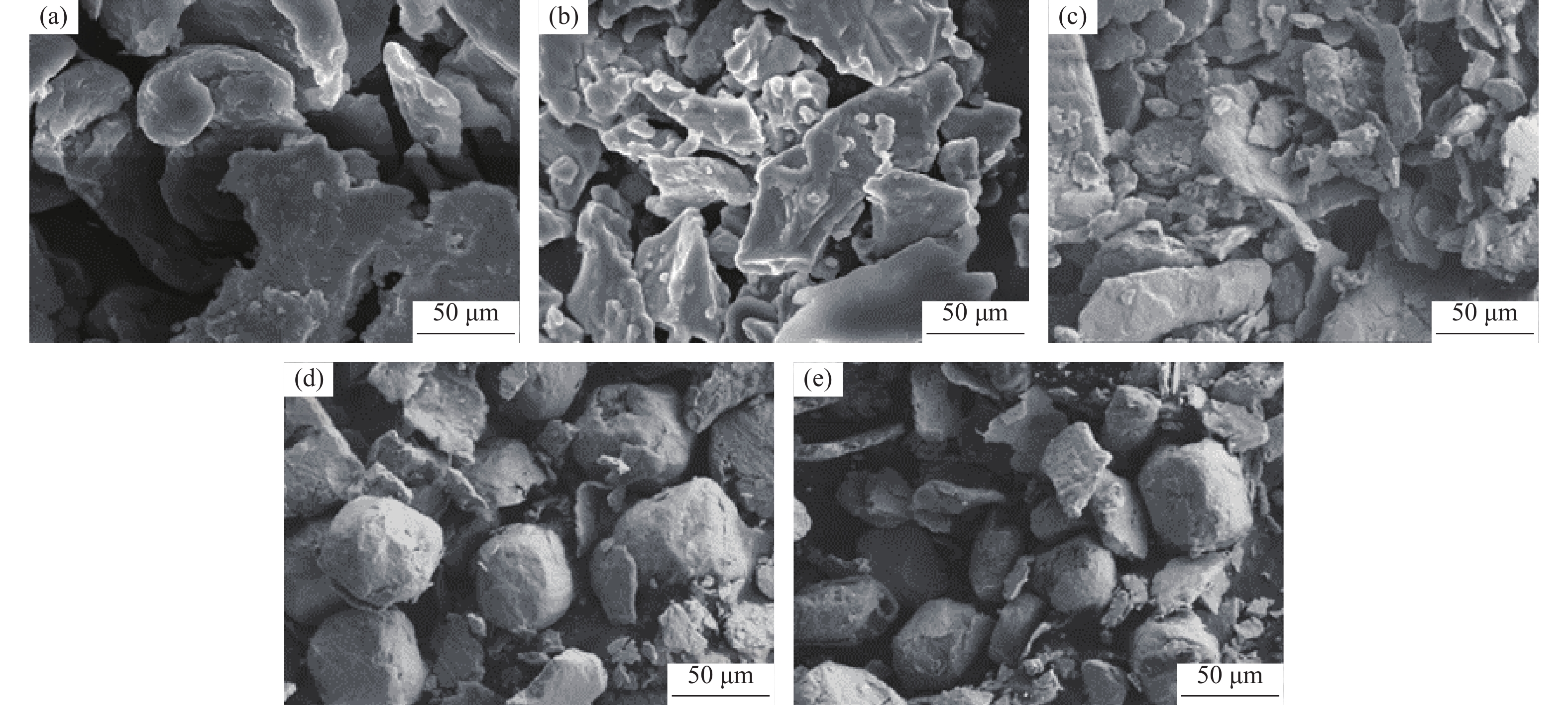
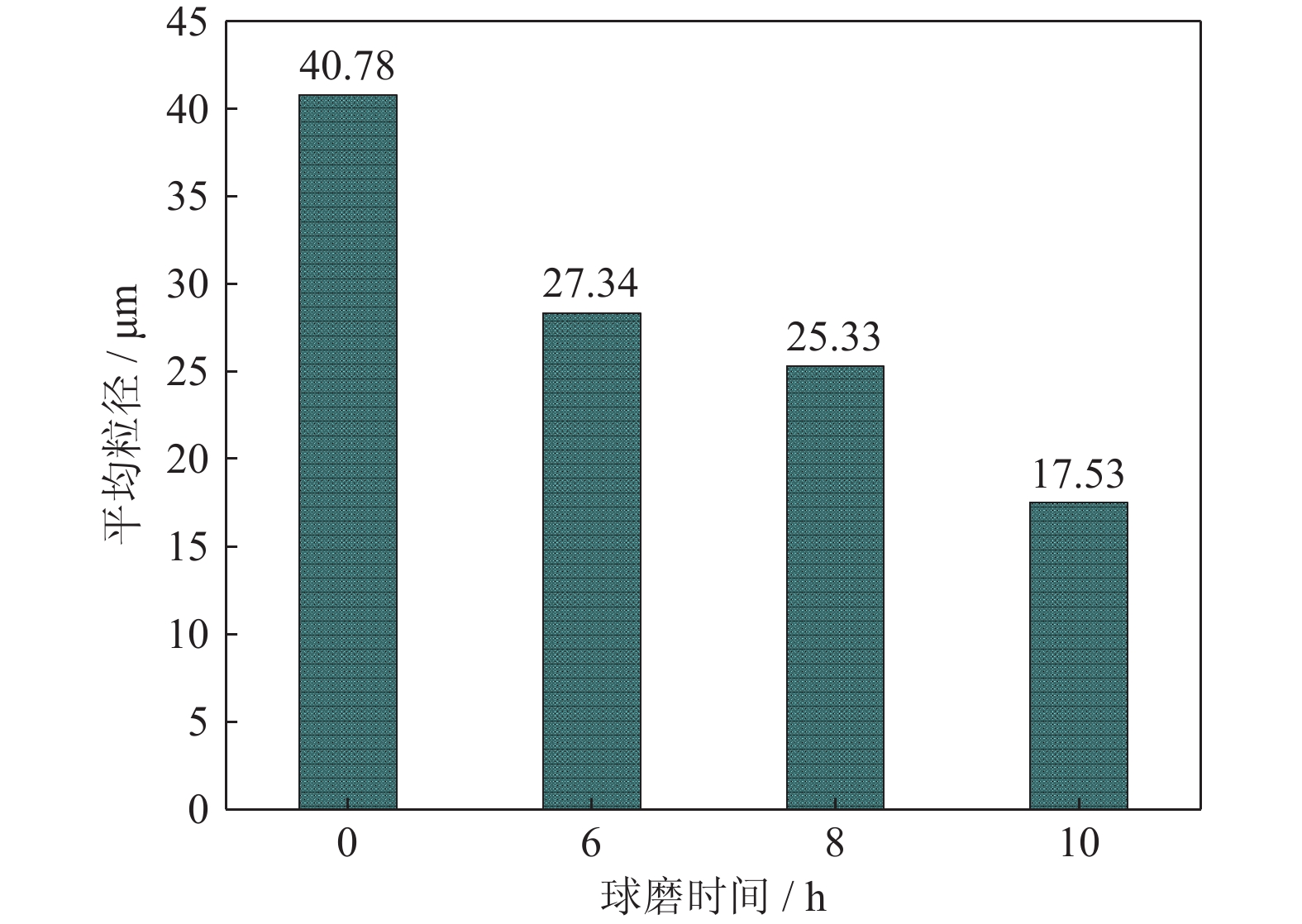
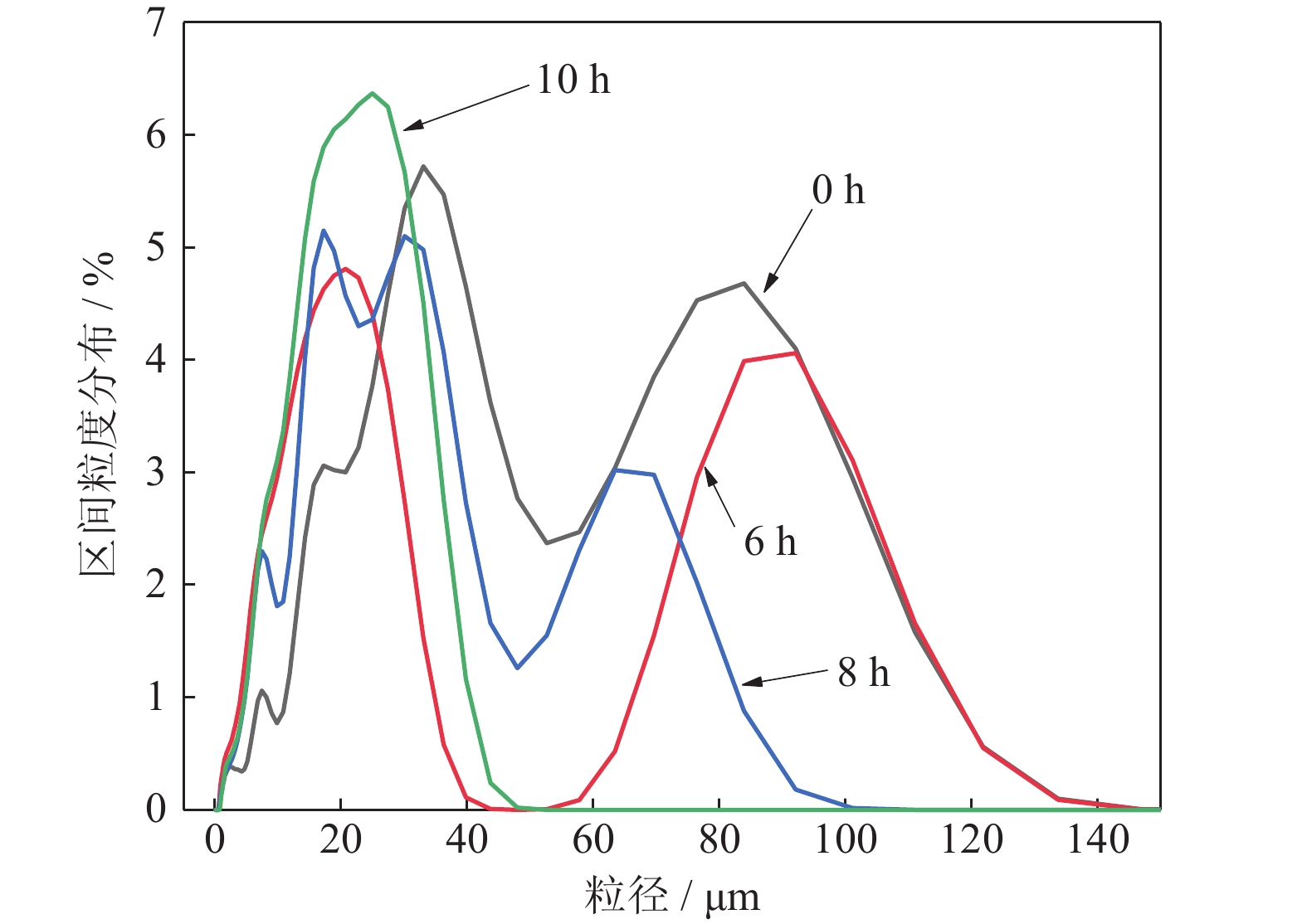
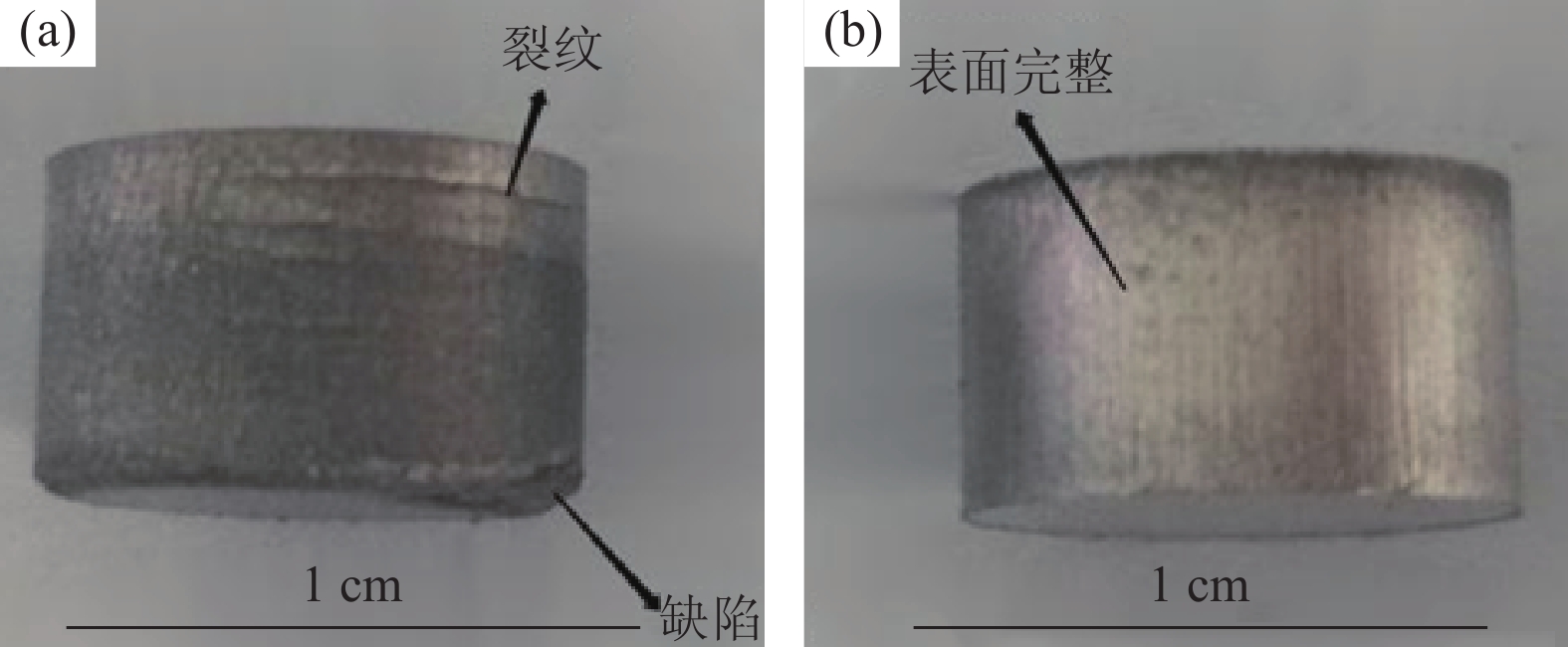
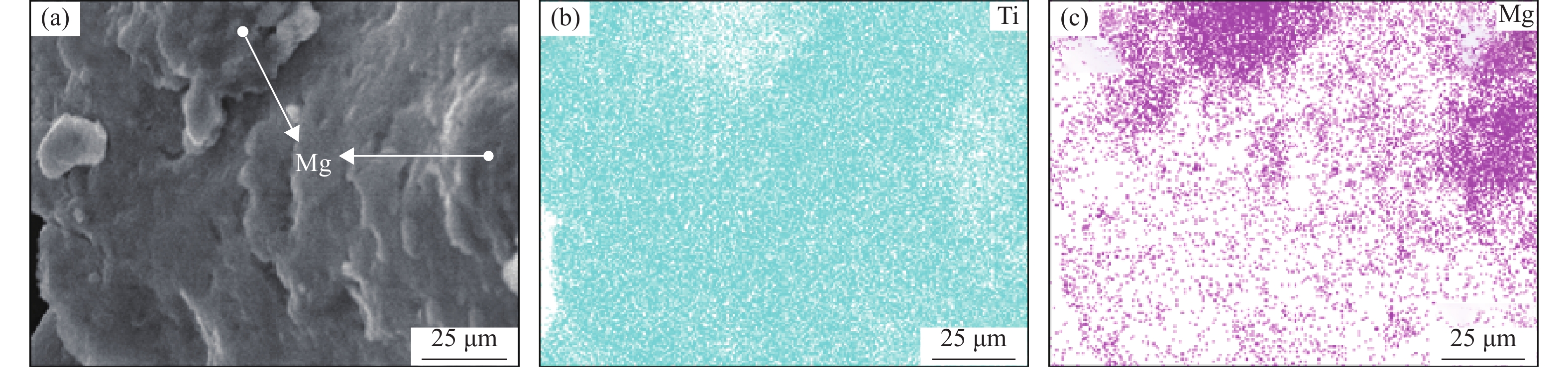
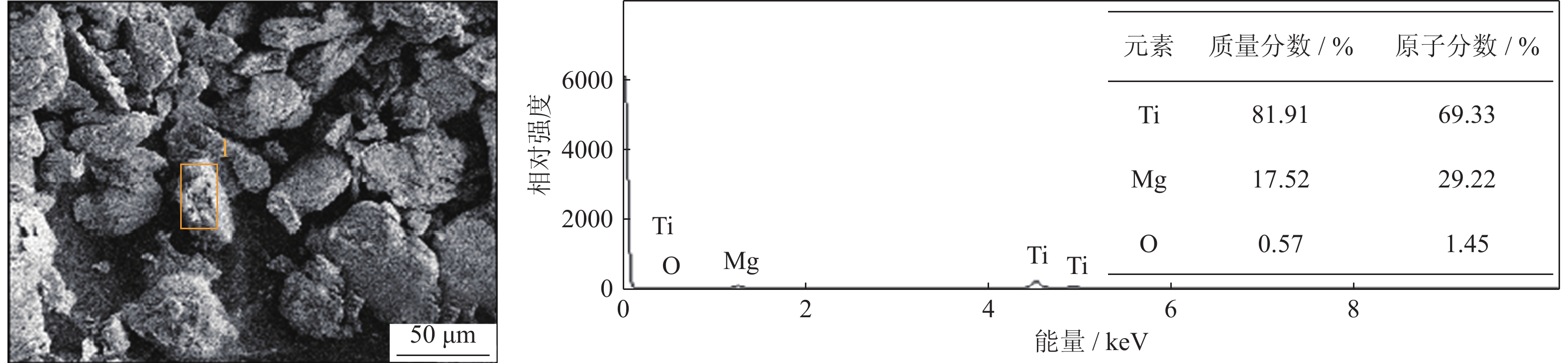
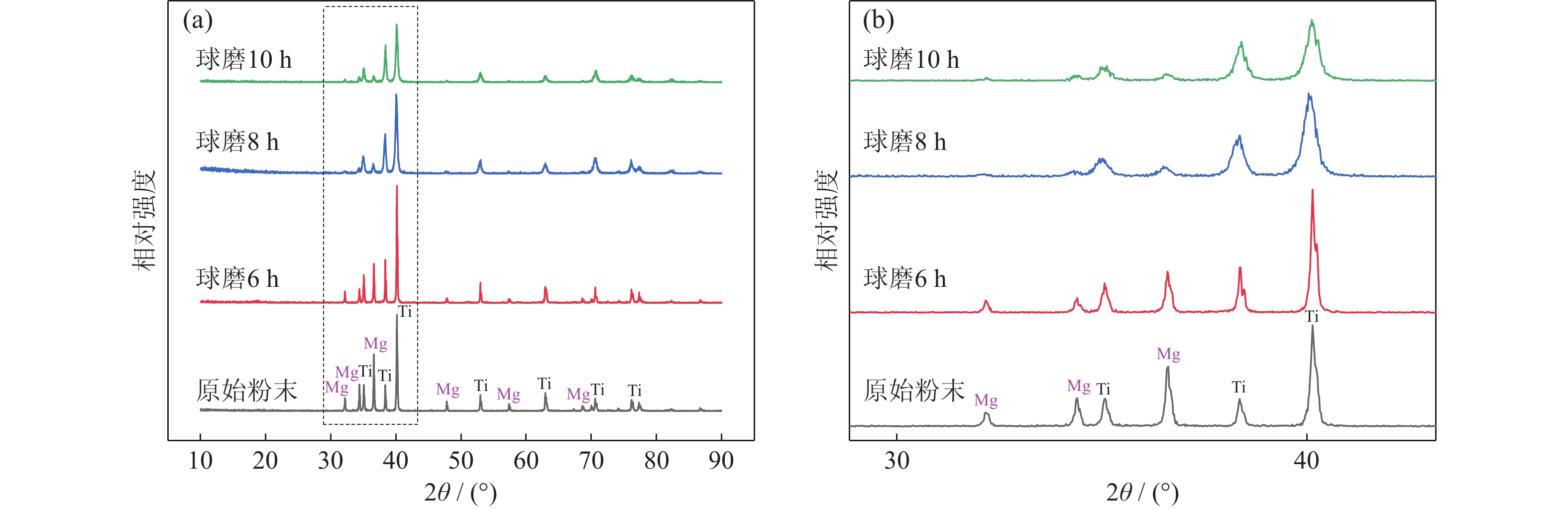
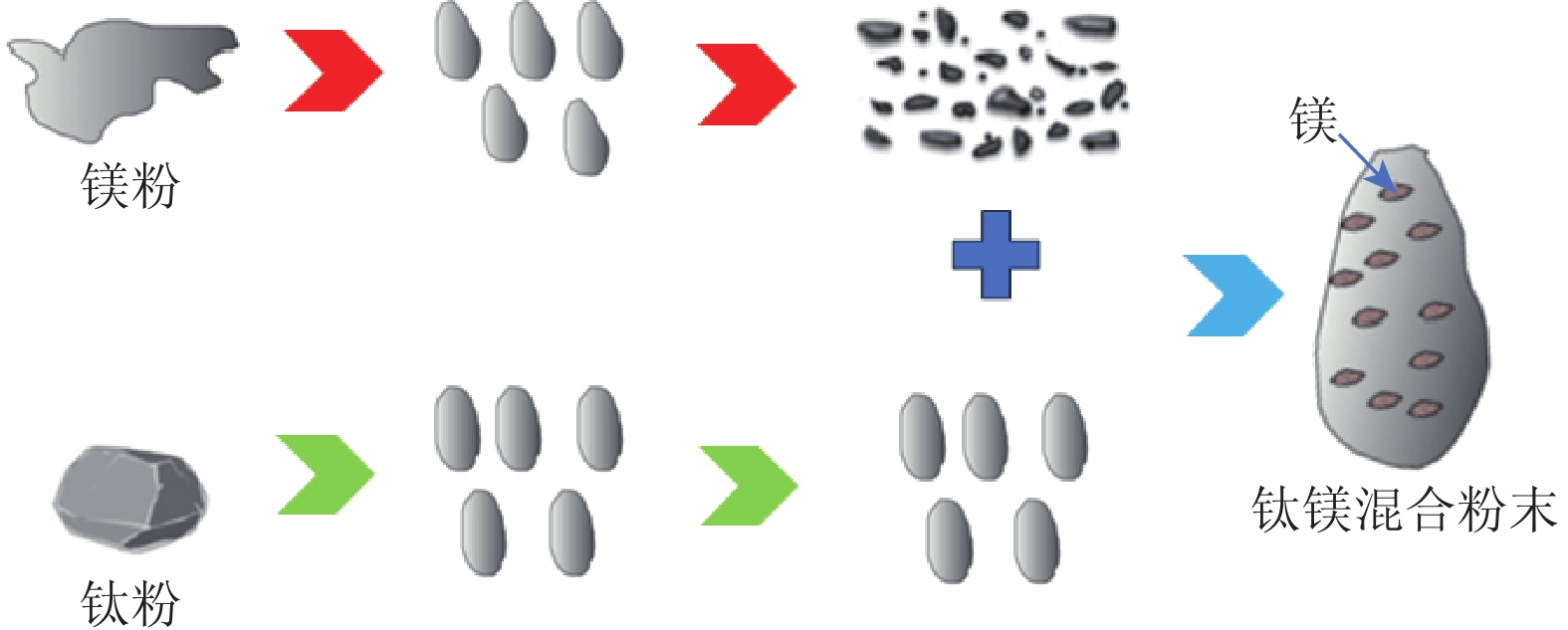
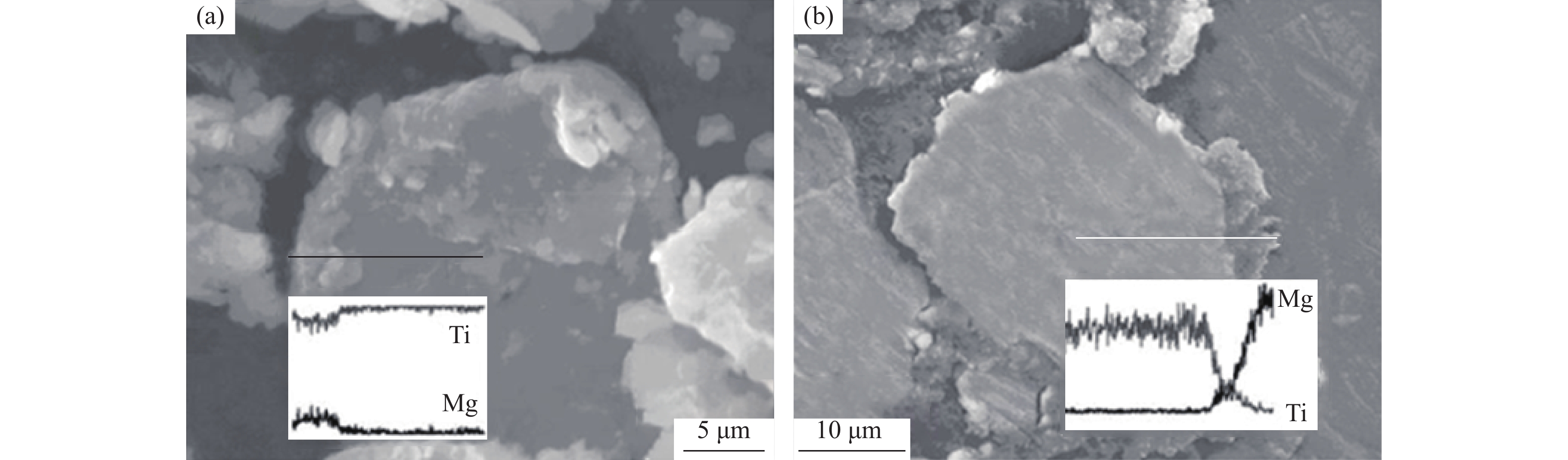
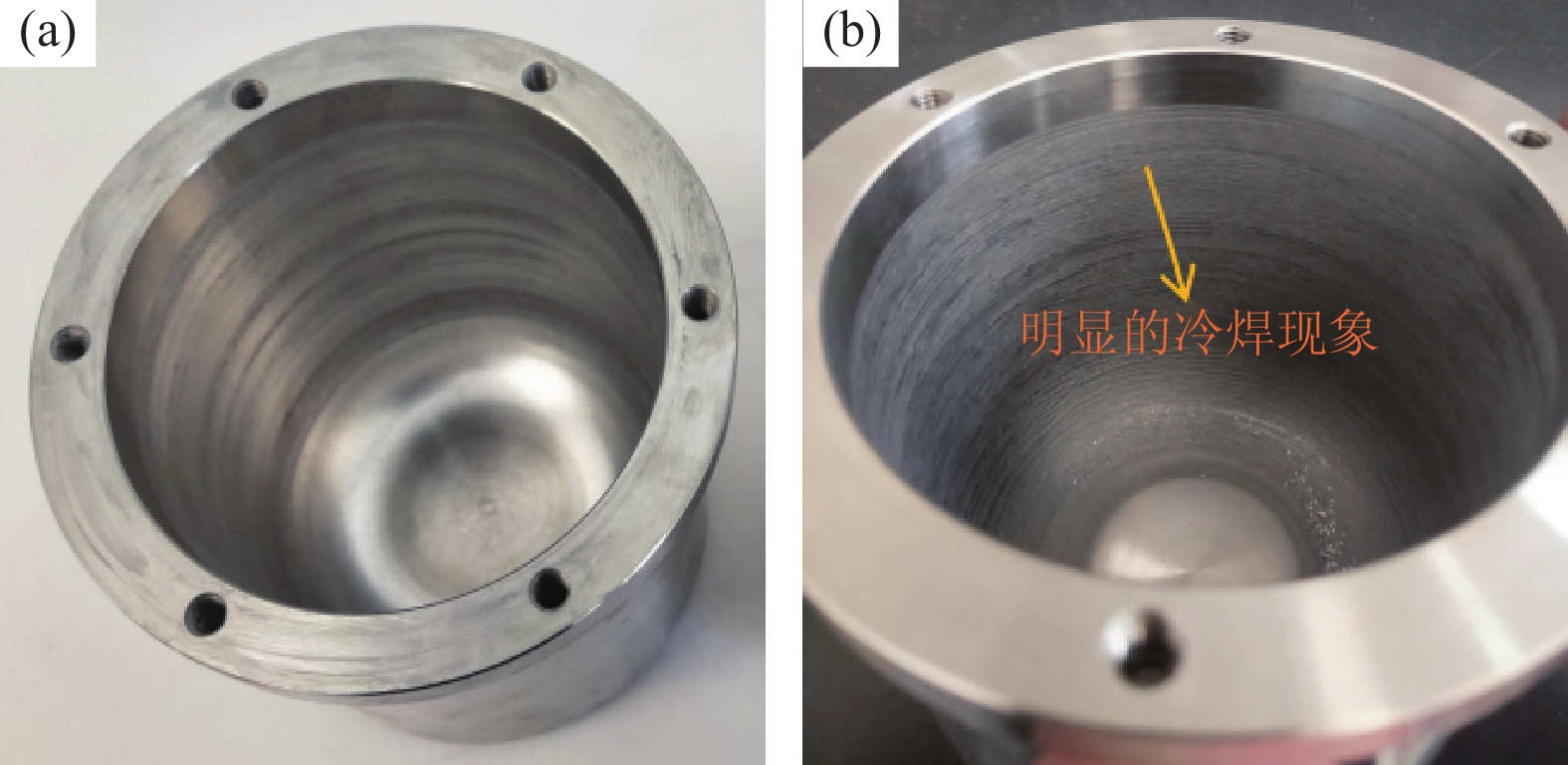
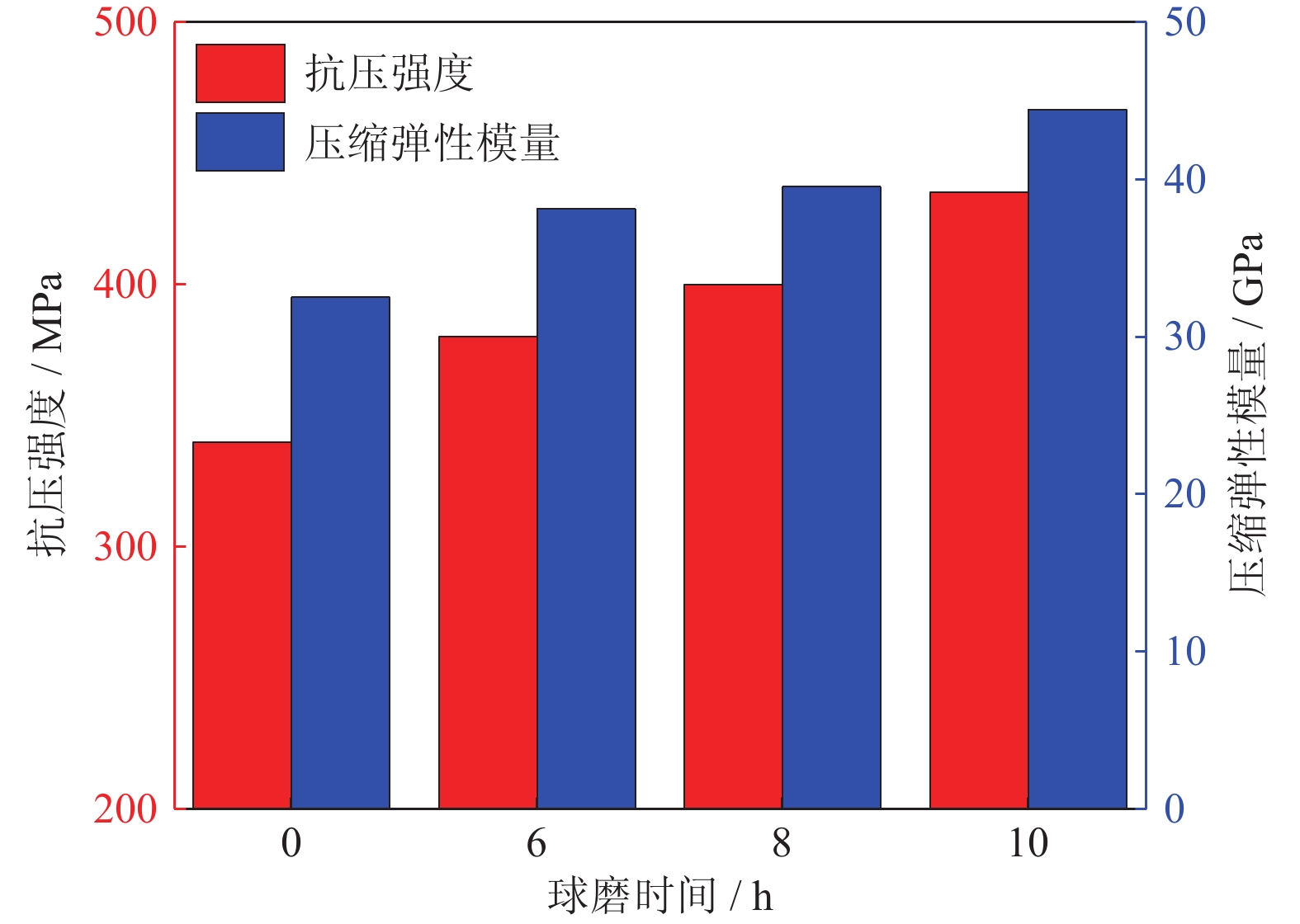
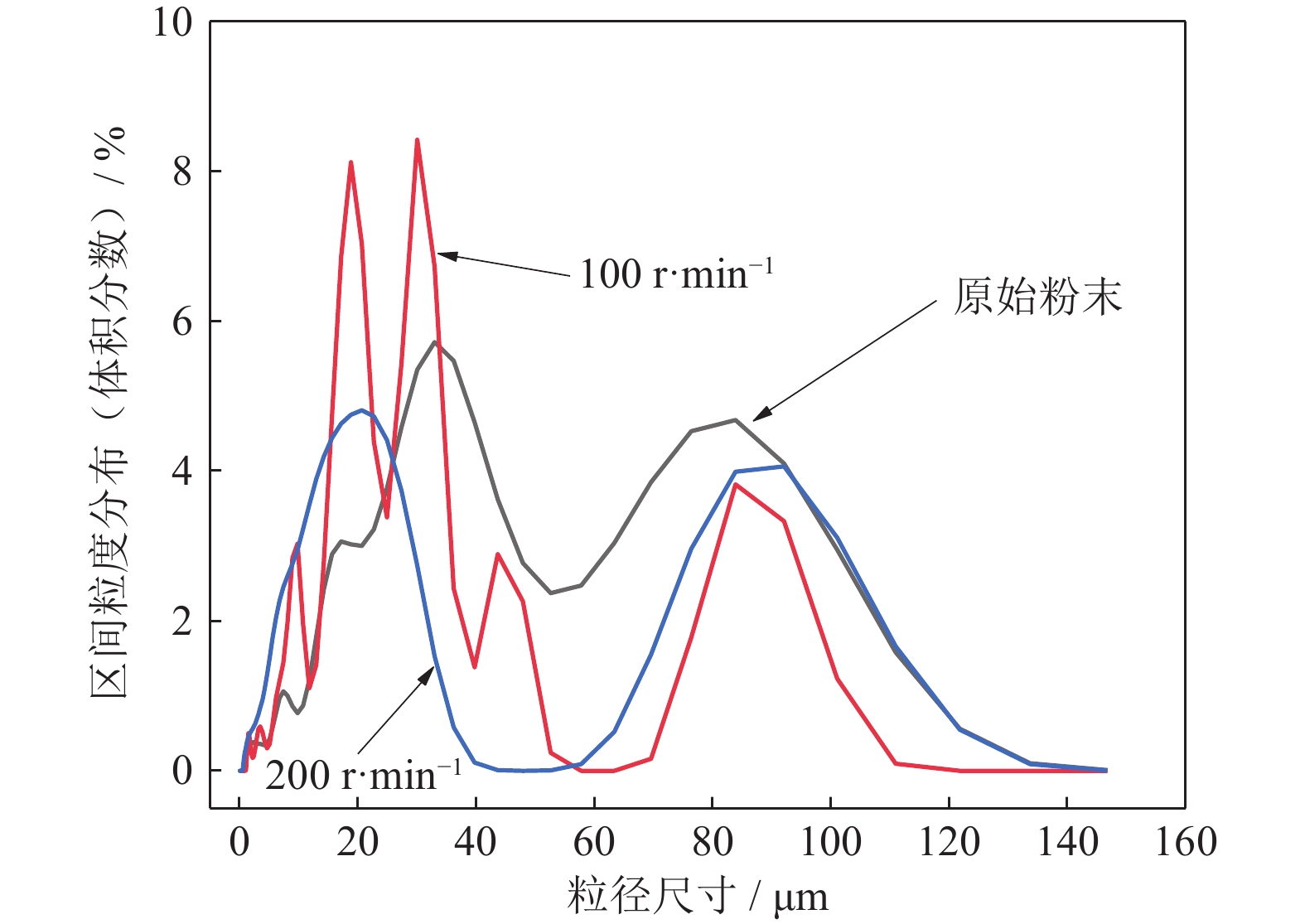
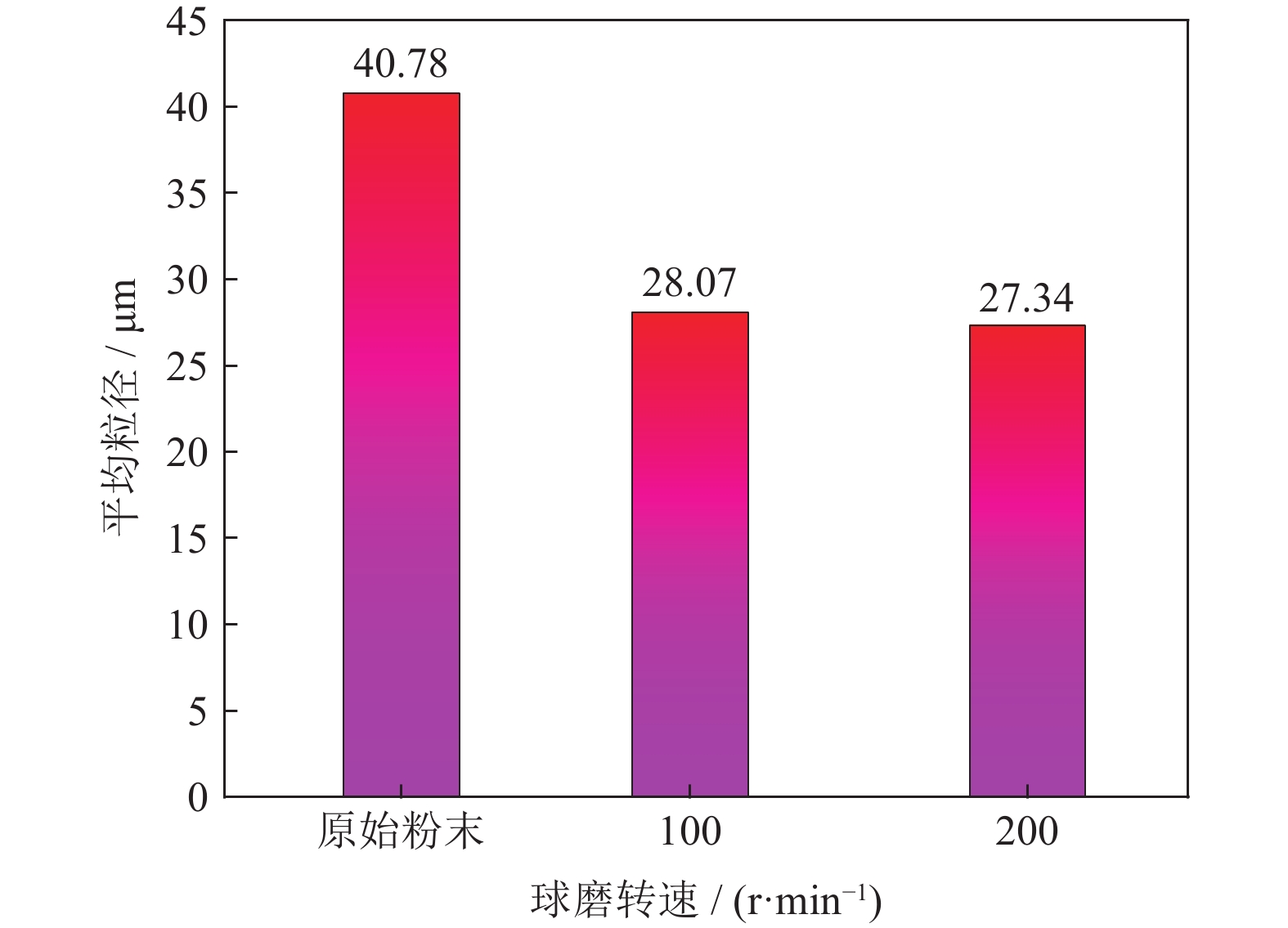
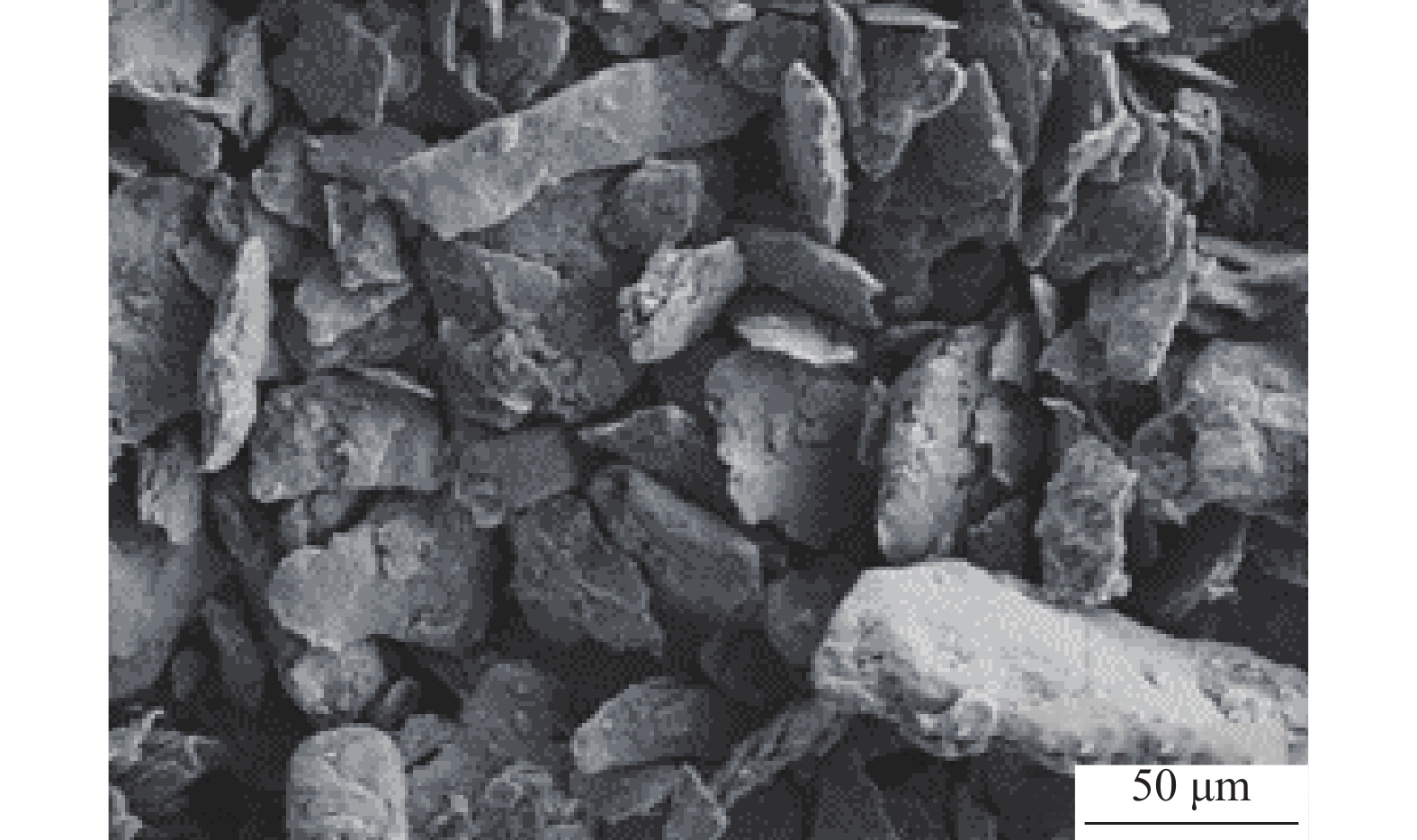
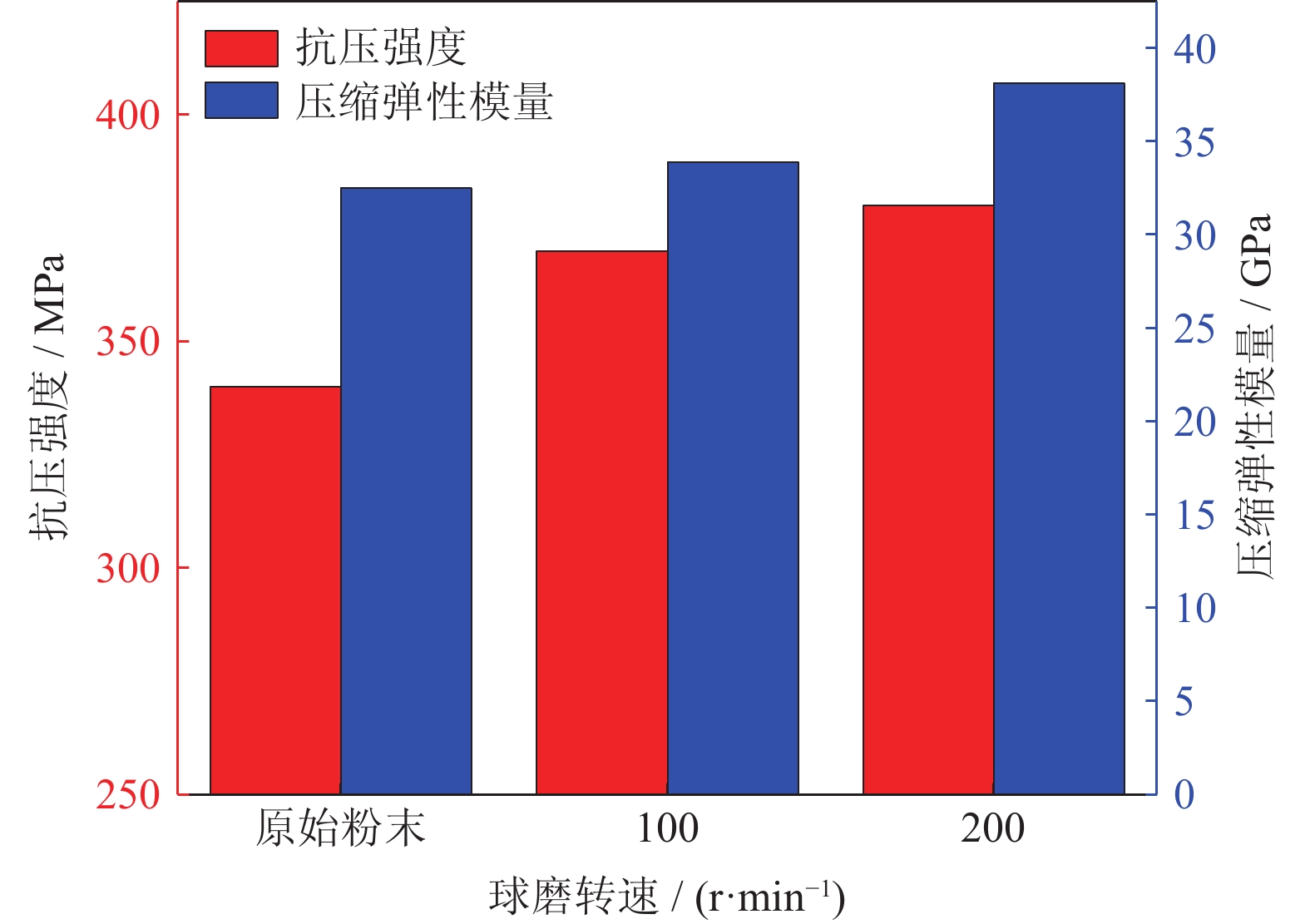
Ti–15Mg composites were prepared by ball milling, cold pressing, and microwave heating sintering. The effects of ball milling parameters on the properties of the Ti–15Mg mixed powders and the mechanical properties of the sintered composites were studied. The results show that, the average particle size of the mixed powders decreases significantly with the extension of the milling time at the ball milling speed of 200 r·min−1 for 8~10 h, the particle size distribution gradually concentrates in the range of 10~45 μm, and the sphericity of the powders increases. In the process of long-time ball milling, the soft Mg particles are subjected to the strong impact and ground, eventually leading to the soft Mg particles wrapped in the brittle Ti particles. After ball milling for 8 h, there are no obvious oxidations in the mixed powders. The distribution of Ti and Mg powders in the mixed powders are relatively uniform, and the mechanical properties of the composites are relatively excellent, which meets the requirements of medical materials. At low milling speed, the increase of milling speed can not lead to the significant change in the powder’s properties and the sintered composite properties. The optimal ball milling parameters are obtained as the ball milling time of 8 h and the milling speed of 200 r·min−1 with n-hexane as the process control agent.
Ti–15Mg composites were prepared by ball milling, cold pressing, and microwave heating sintering. The effects of ball milling parameters on the properties of the Ti–15Mg mixed powders and the mechanical properties of the sintered composites were studied. The results show that, the average particle size of the mixed powders decreases significantly with the extension of the milling time at the ball milling speed of 200 r·min−1 for 8~10 h, the particle size distribution gradually concentrates in the range of 10~45 μm, and the sphericity of the powders increases. In the process of long-time ball milling, the soft Mg particles are subjected to the strong impact and ground, eventually leading to the soft Mg particles wrapped in the brittle Ti particles. After ball milling for 8 h, there are no obvious oxidations in the mixed powders. The distribution of Ti and Mg powders in the mixed powders are relatively uniform, and the mechanical properties of the composites are relatively excellent, which meets the requirements of medical materials. At low milling speed, the increase of milling speed can not lead to the significant change in the powder’s properties and the sintered composite properties. The optimal ball milling parameters are obtained as the ball milling time of 8 h and the milling speed of 200 r·min−1 with n-hexane as the process control agent.
2024, 42(2): 200-206.
DOI: 10.19591/j.cnki.cn11-1974/tf.2021090006
Abstract:
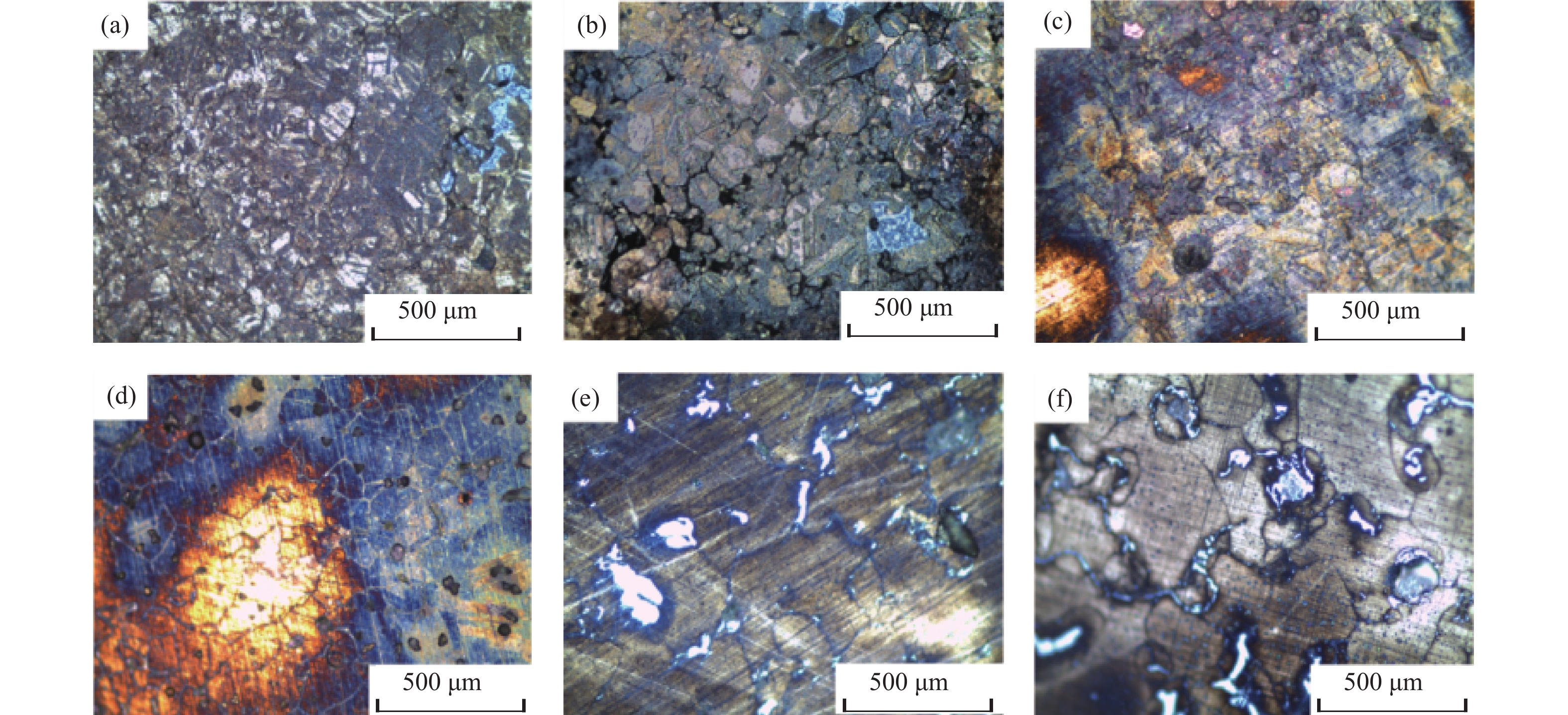
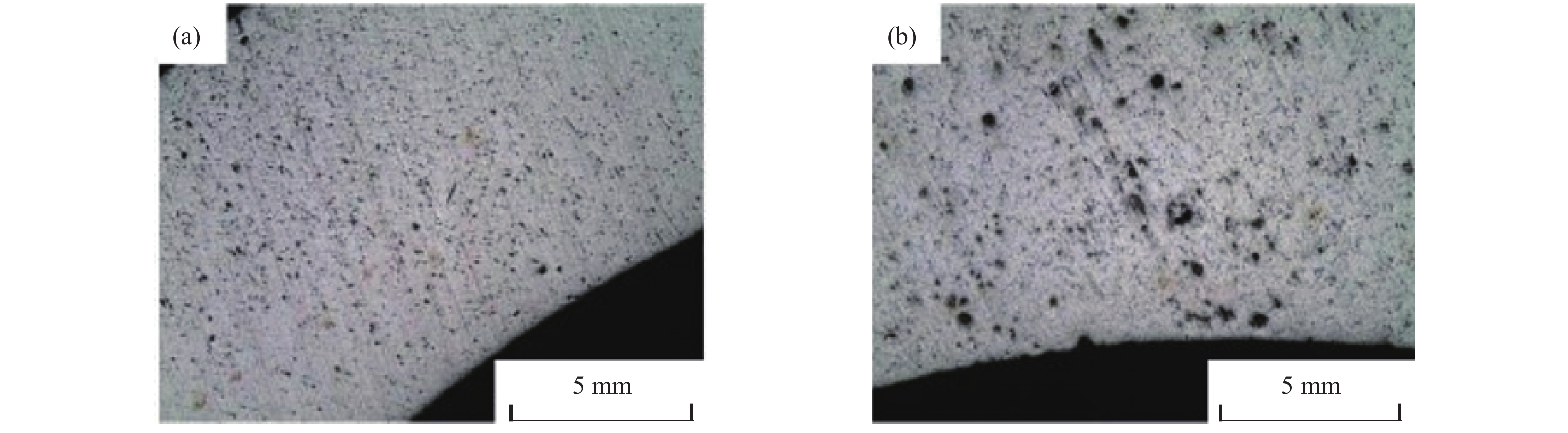
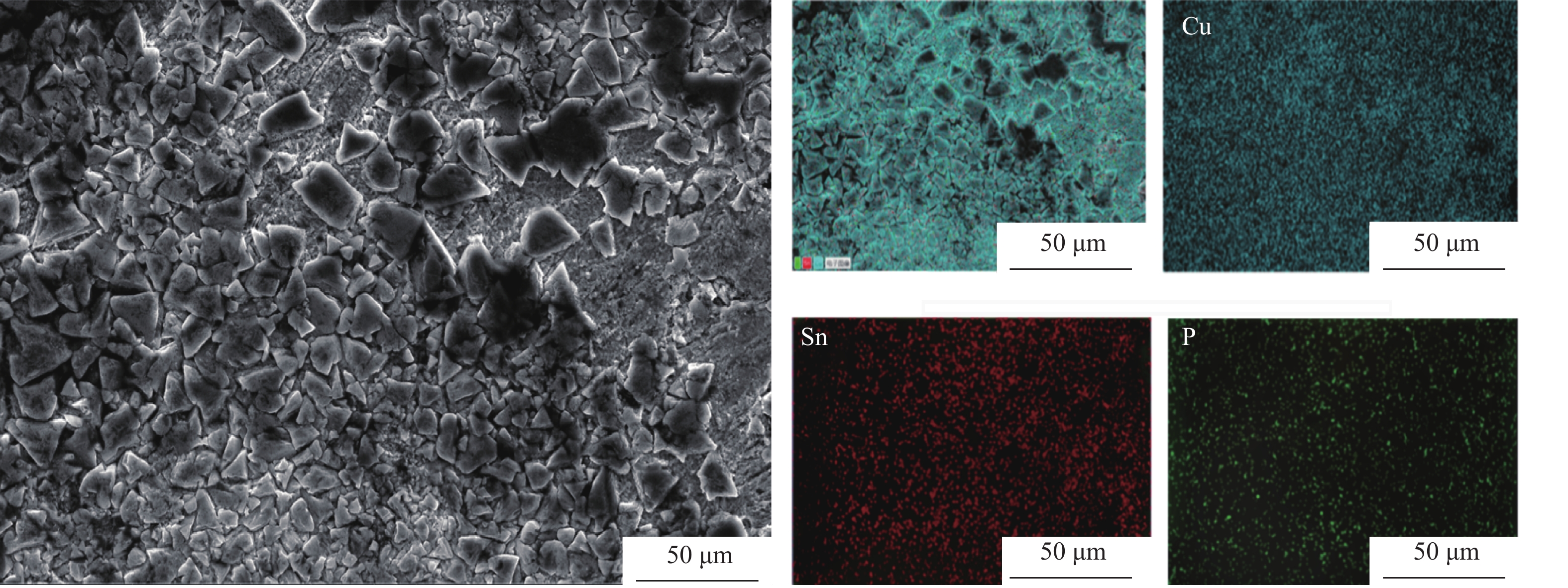
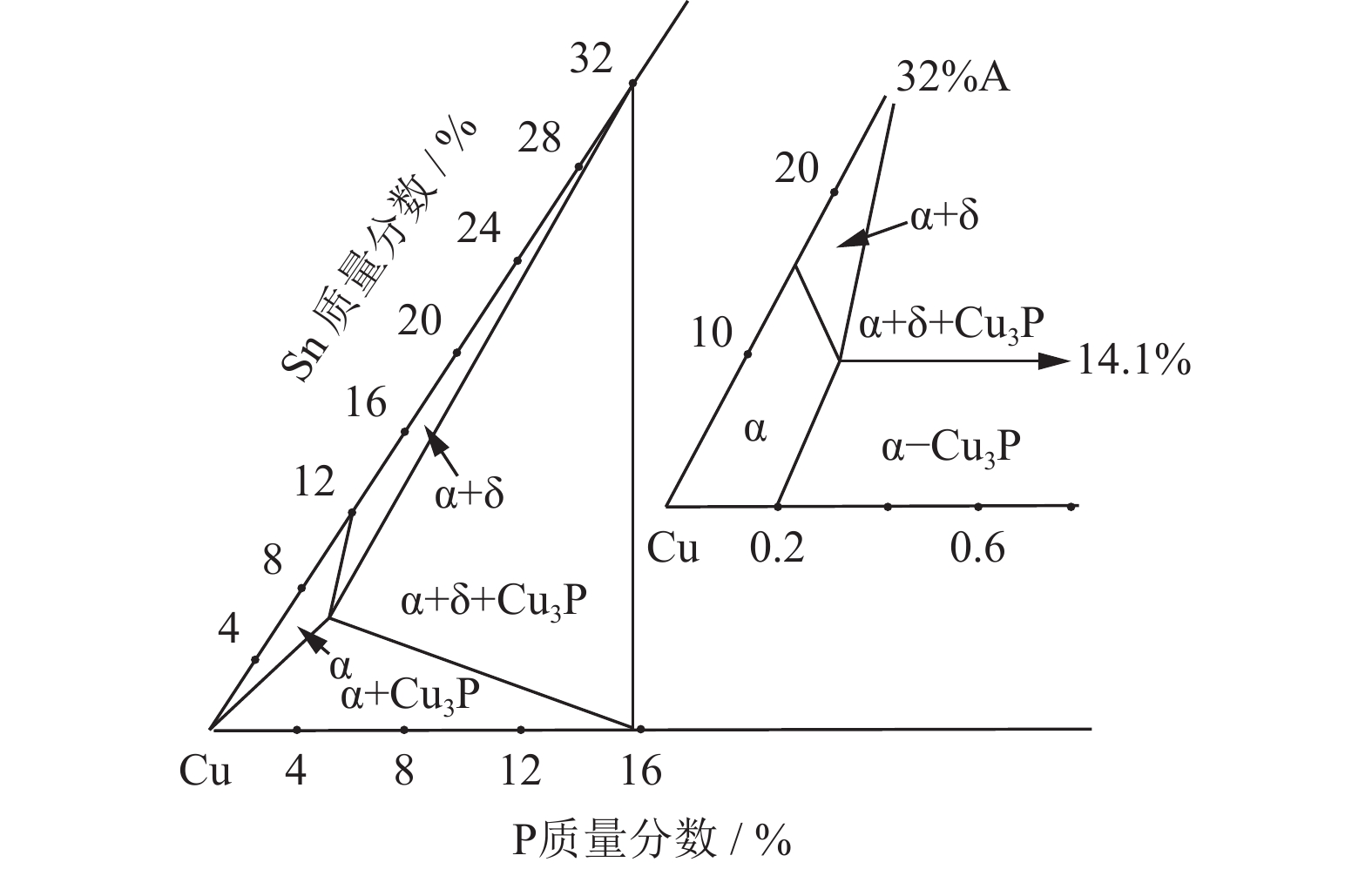
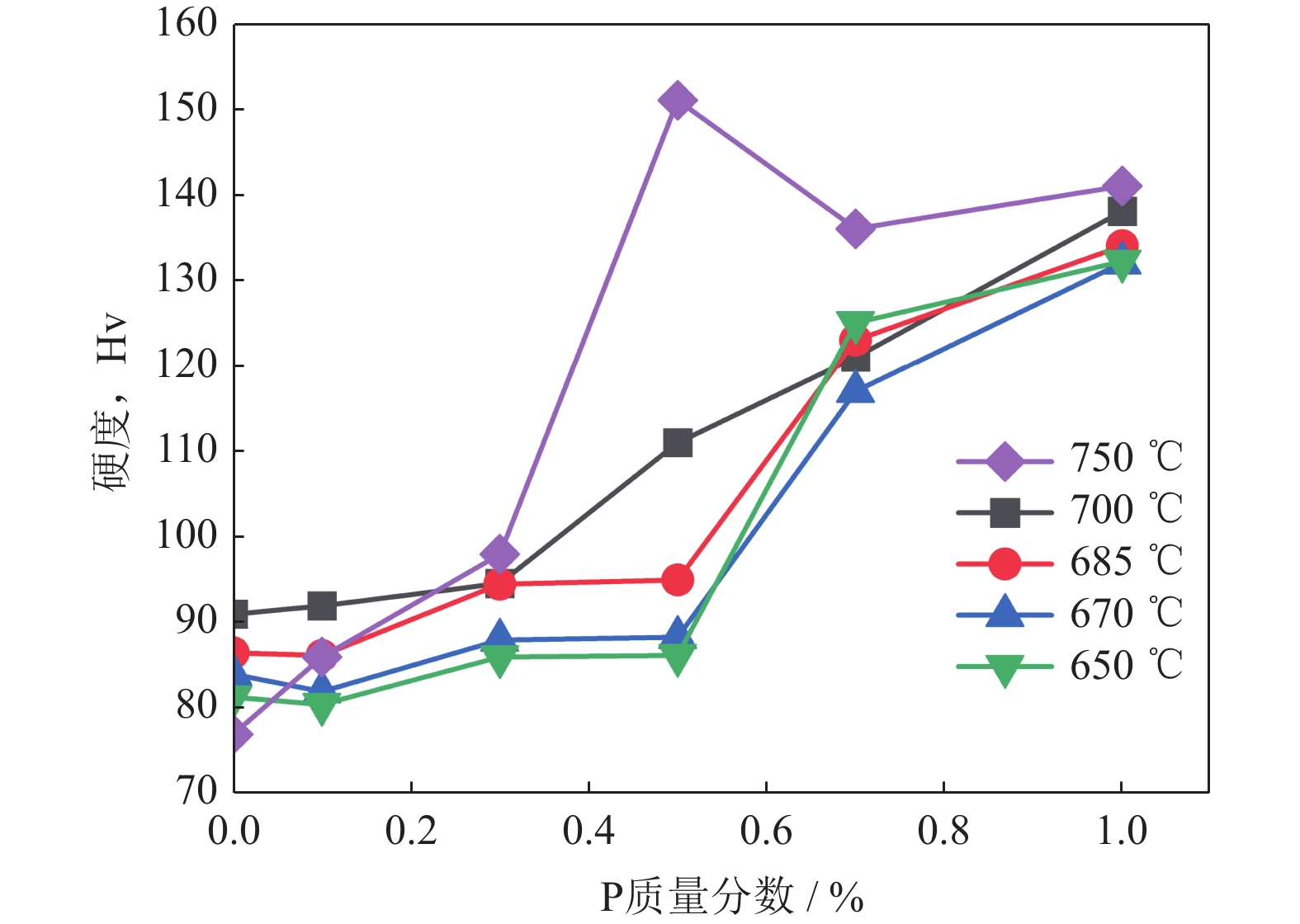
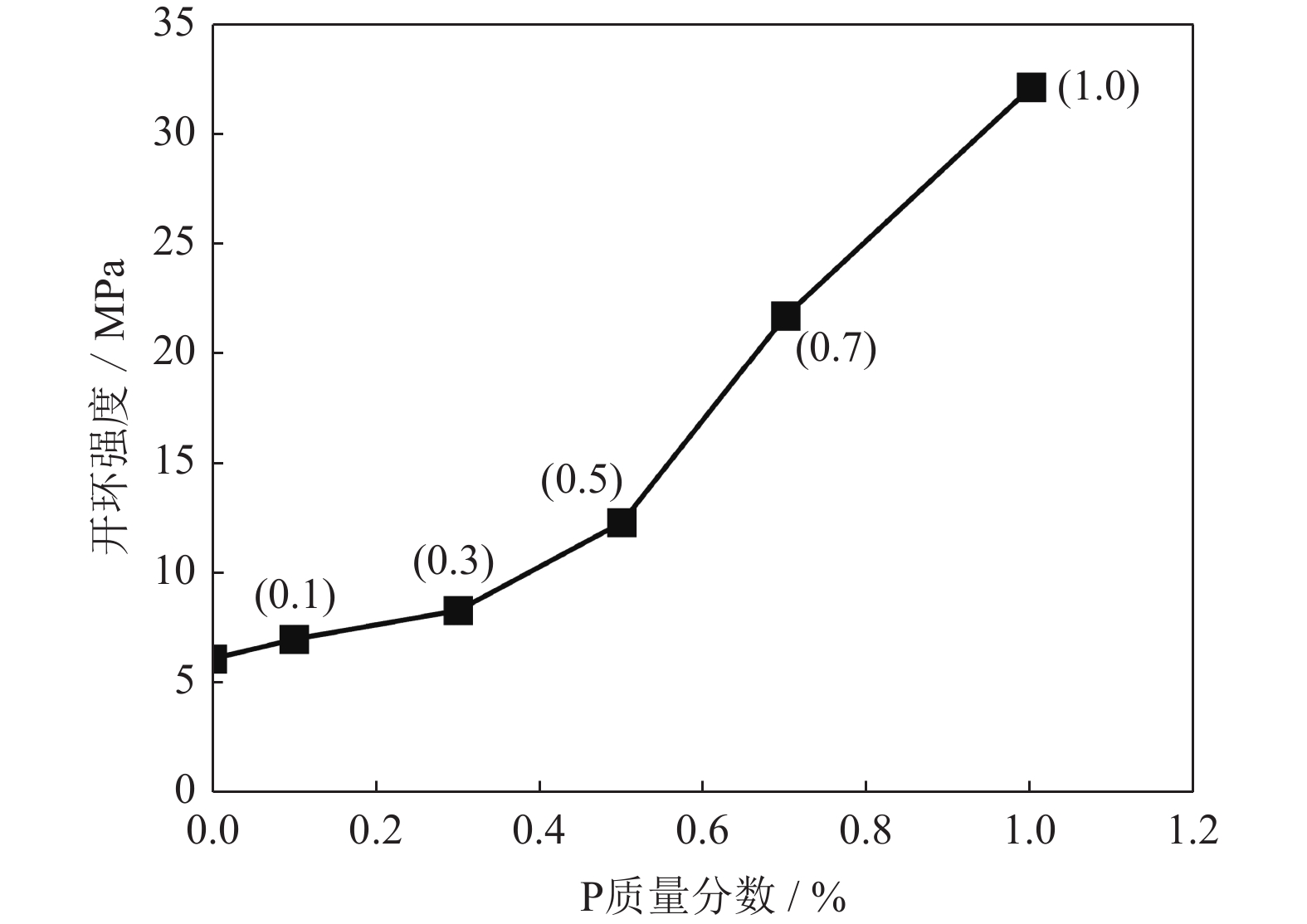
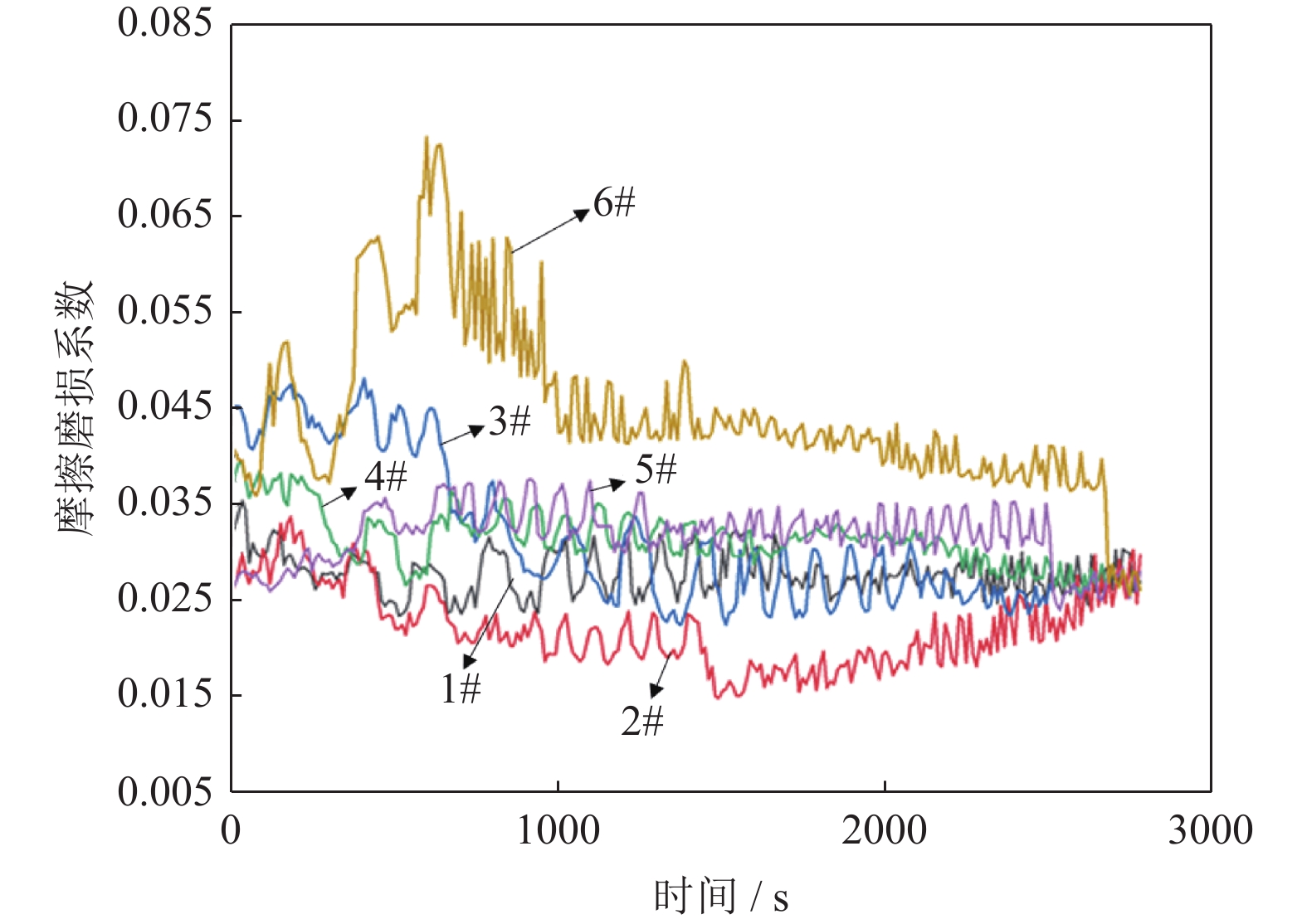
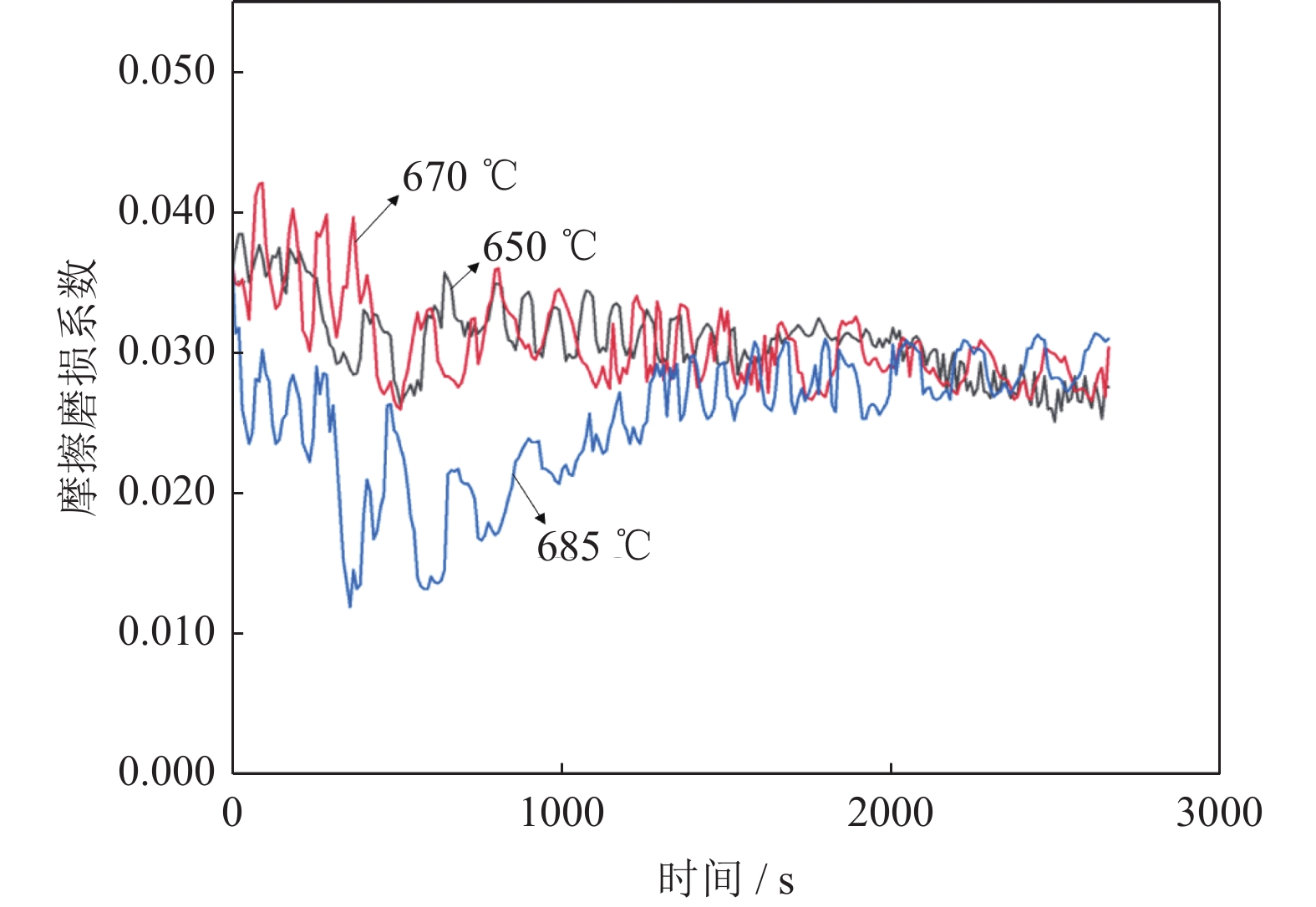
Oil-impregnated bronze bearings with the different phosphorus contents (0~1%, mass fraction) were produced at the different sintering temperatures. To study the effect of P content on the friction and mechanical properties of the bearings, the friction coefficient and wear loss at the certain speed and load were measured, and the open-loop strength of bearings was examined. In addition, the optimized bearing content and sintering process parameters under the certain working conditions were obtained. The results show that, with the increase of P content, the wear loss of the bearings reduces, while the mechanical performances are improved. However, when the P content is excessed, the oil content reduces which is lower than the minimum standard. As the sintering temperature increases, the mechanical properties of the bearings are improved, but the friction coefficient is unstable. The open-loop strength and oil content of the oil-impregnated bronze bearing samples with 0.7% P content by mass after sintering at 650 ℃ are 22 MPa and 13.52%, respectively, showing the good comprehensive performance as the stable friction factor and the best sintering state.
Oil-impregnated bronze bearings with the different phosphorus contents (0~1%, mass fraction) were produced at the different sintering temperatures. To study the effect of P content on the friction and mechanical properties of the bearings, the friction coefficient and wear loss at the certain speed and load were measured, and the open-loop strength of bearings was examined. In addition, the optimized bearing content and sintering process parameters under the certain working conditions were obtained. The results show that, with the increase of P content, the wear loss of the bearings reduces, while the mechanical performances are improved. However, when the P content is excessed, the oil content reduces which is lower than the minimum standard. As the sintering temperature increases, the mechanical properties of the bearings are improved, but the friction coefficient is unstable. The open-loop strength and oil content of the oil-impregnated bronze bearing samples with 0.7% P content by mass after sintering at 650 ℃ are 22 MPa and 13.52%, respectively, showing the good comprehensive performance as the stable friction factor and the best sintering state.
2024, 42(2): 207-214.
DOI: 10.19591/j.cnki.cn11-1974/tf.2021100012
Abstract:
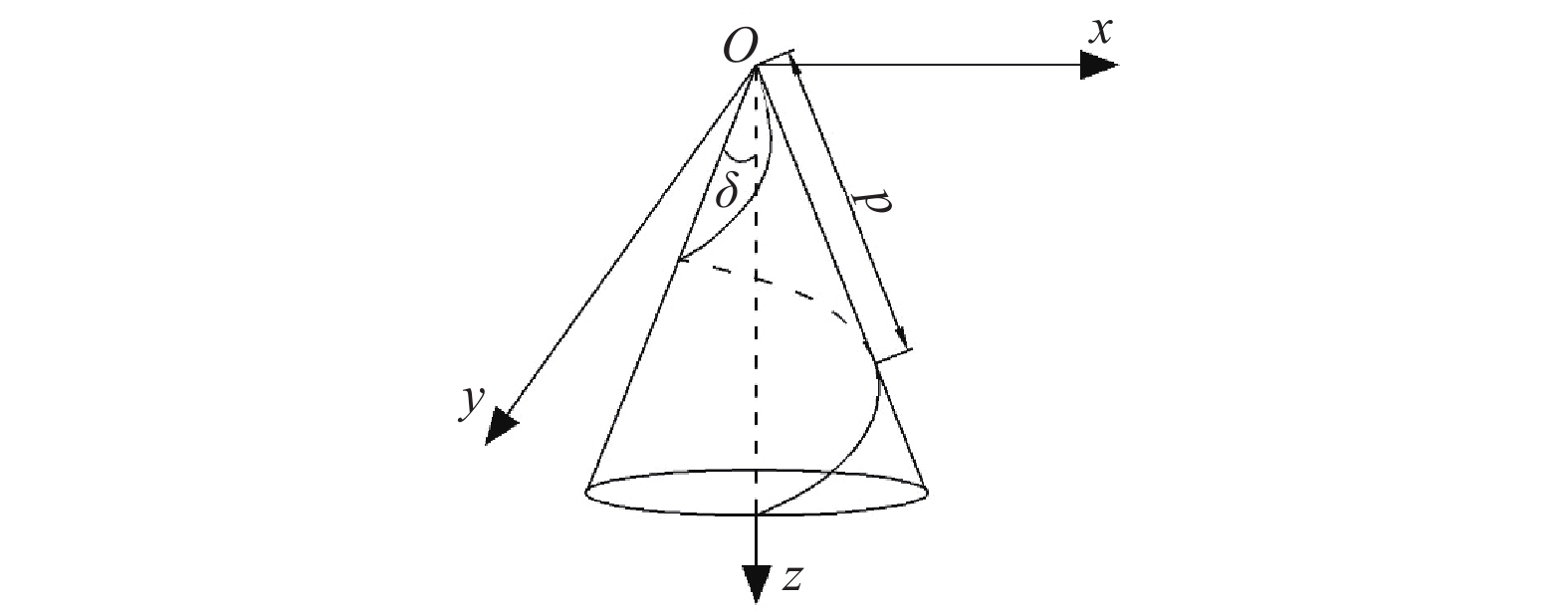
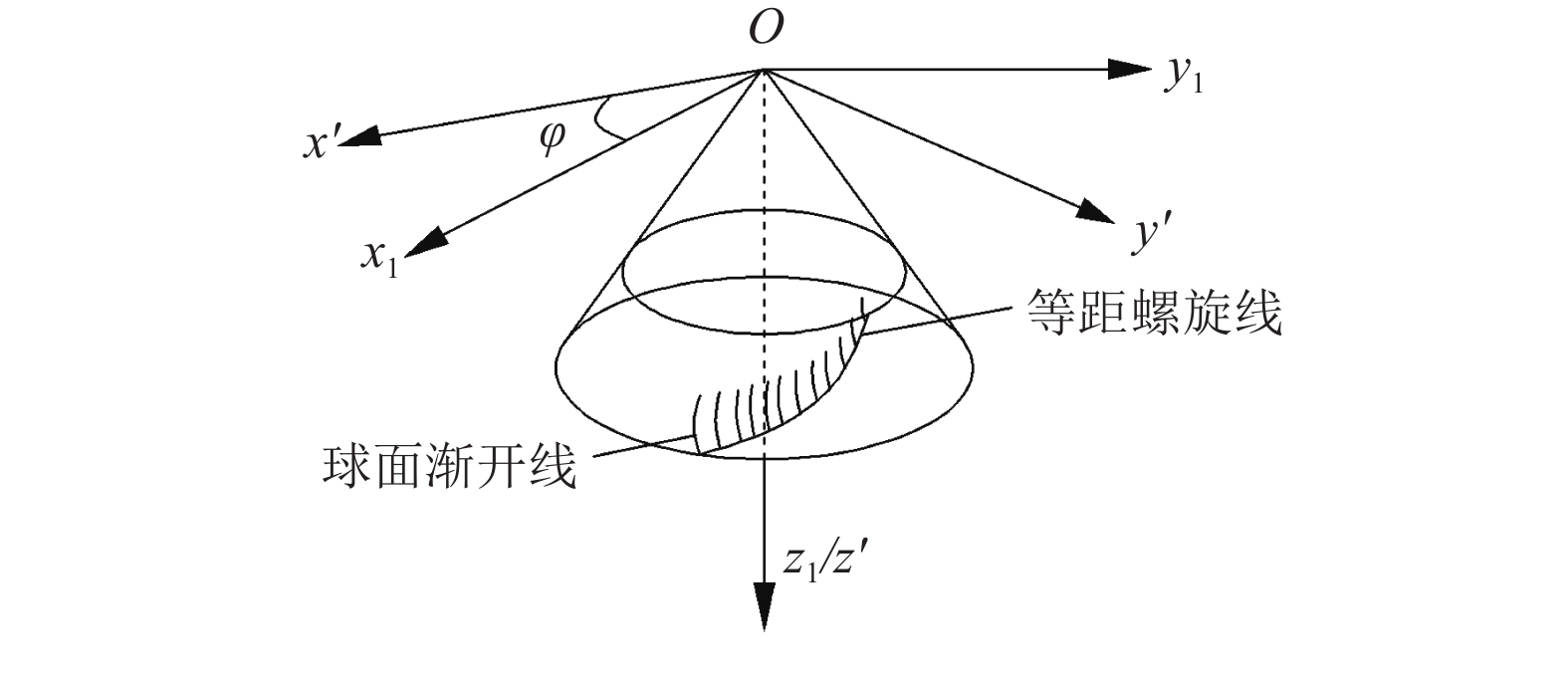
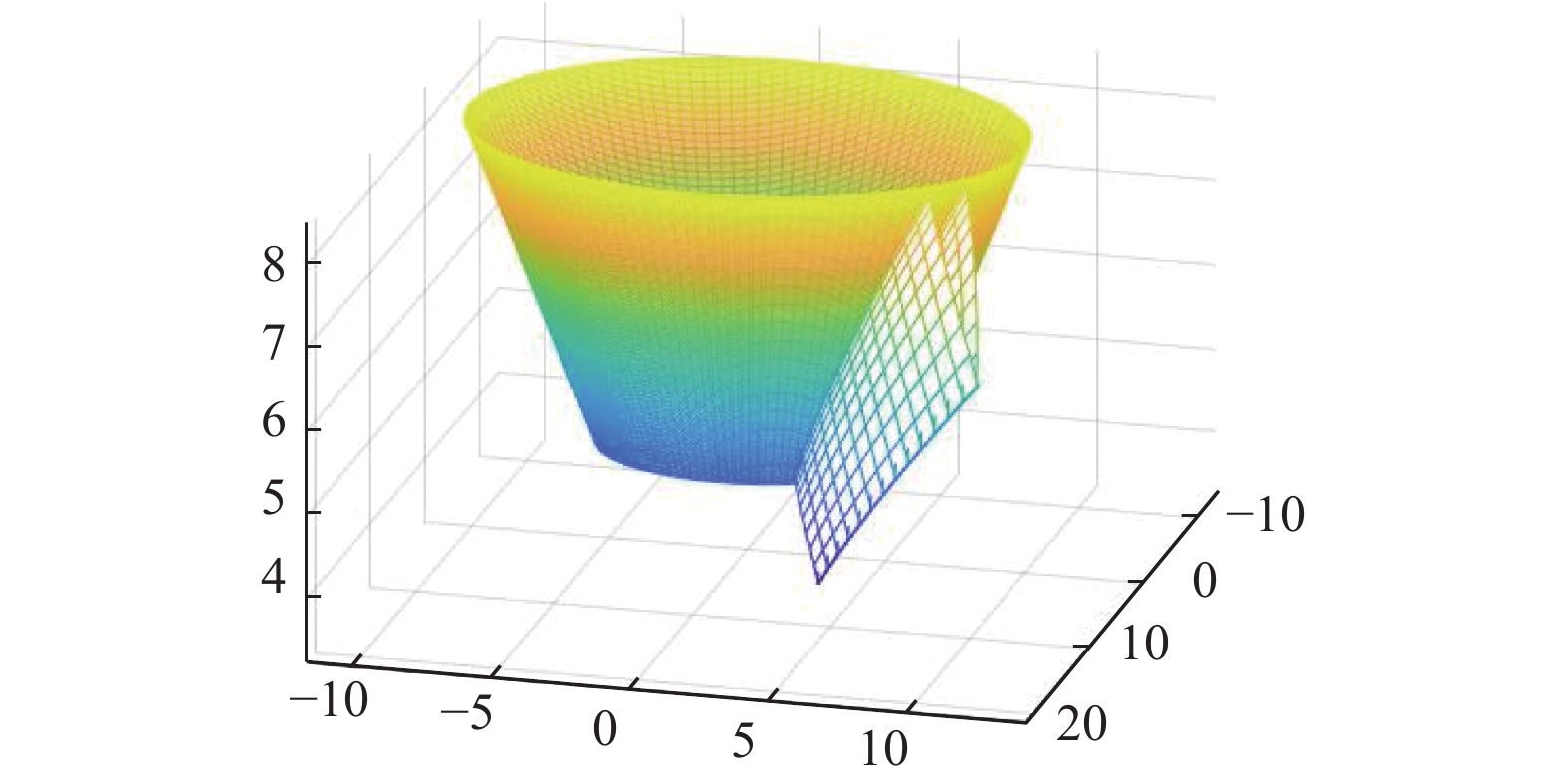
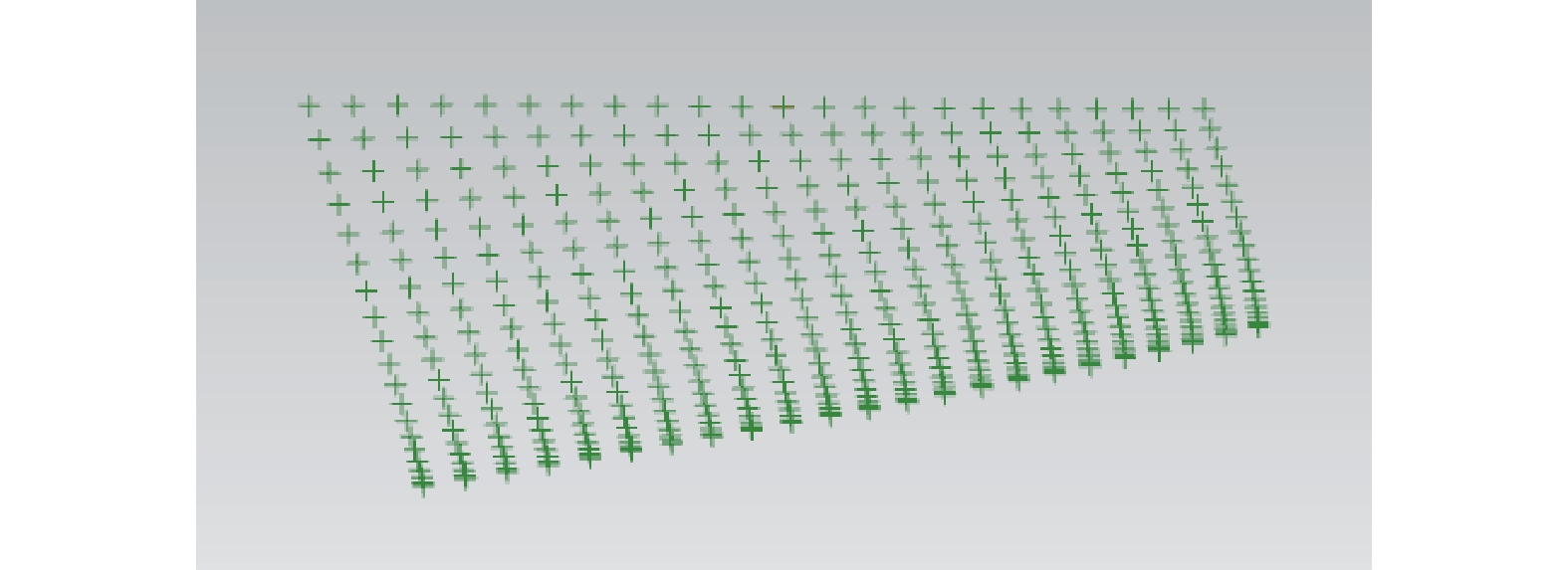
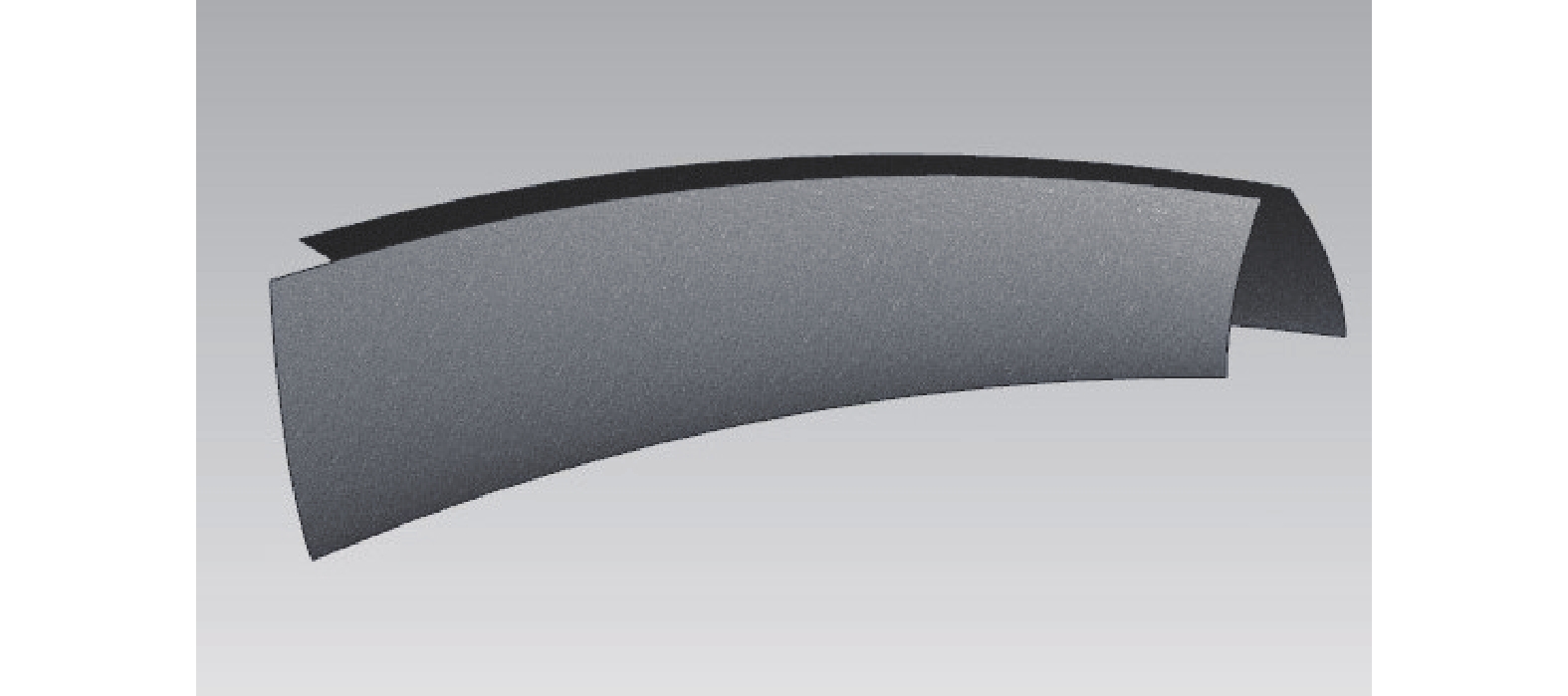
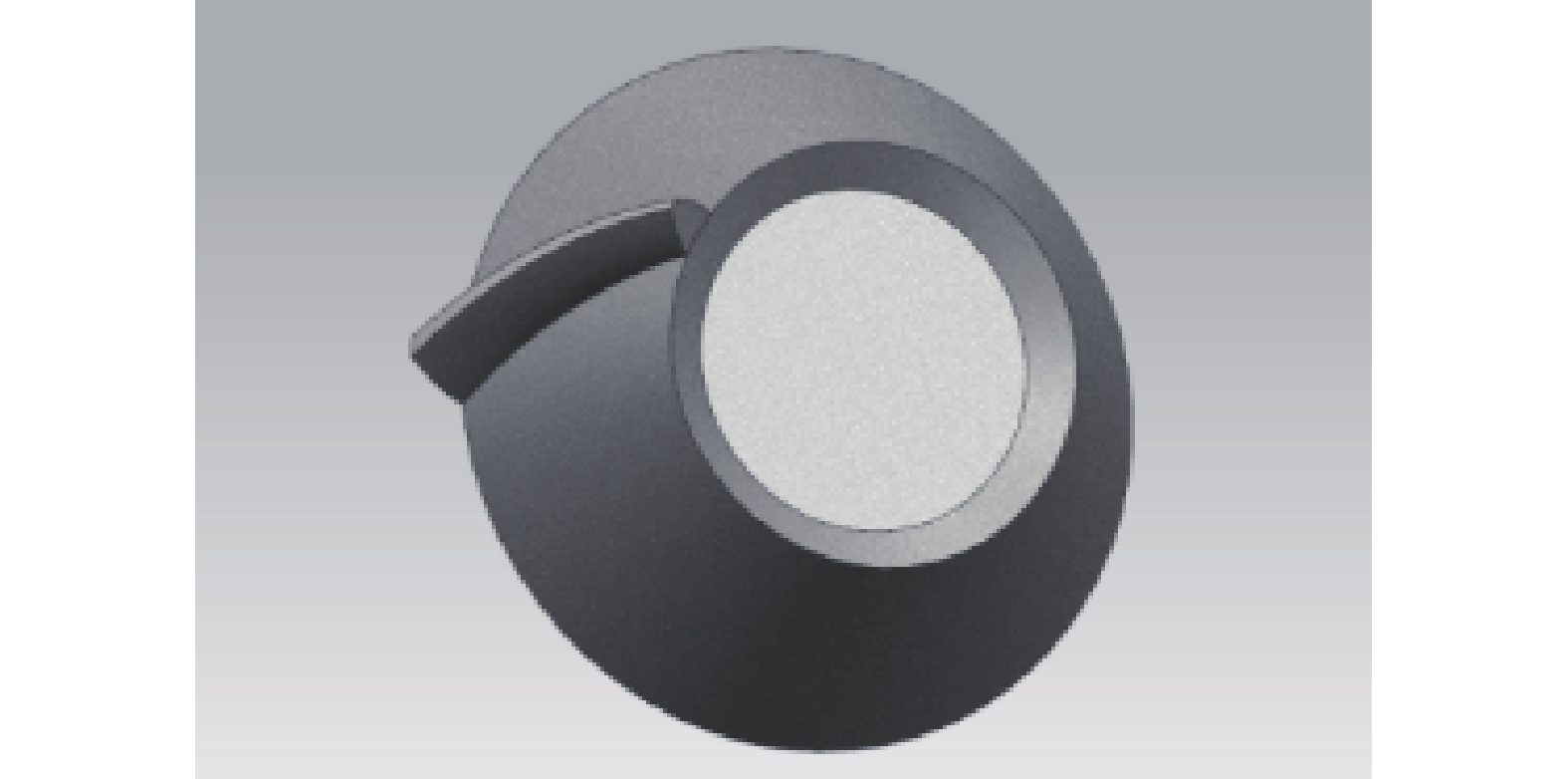
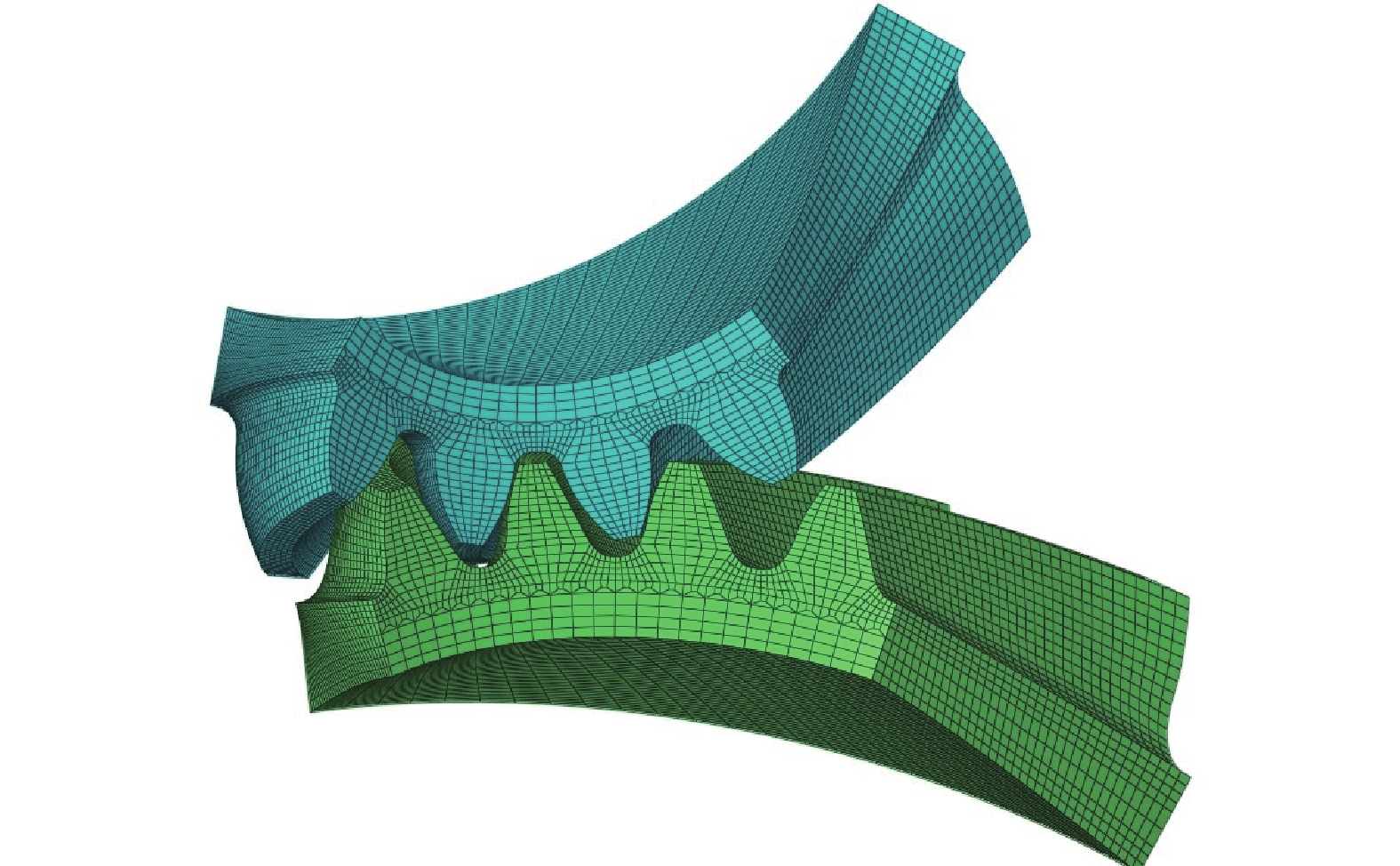
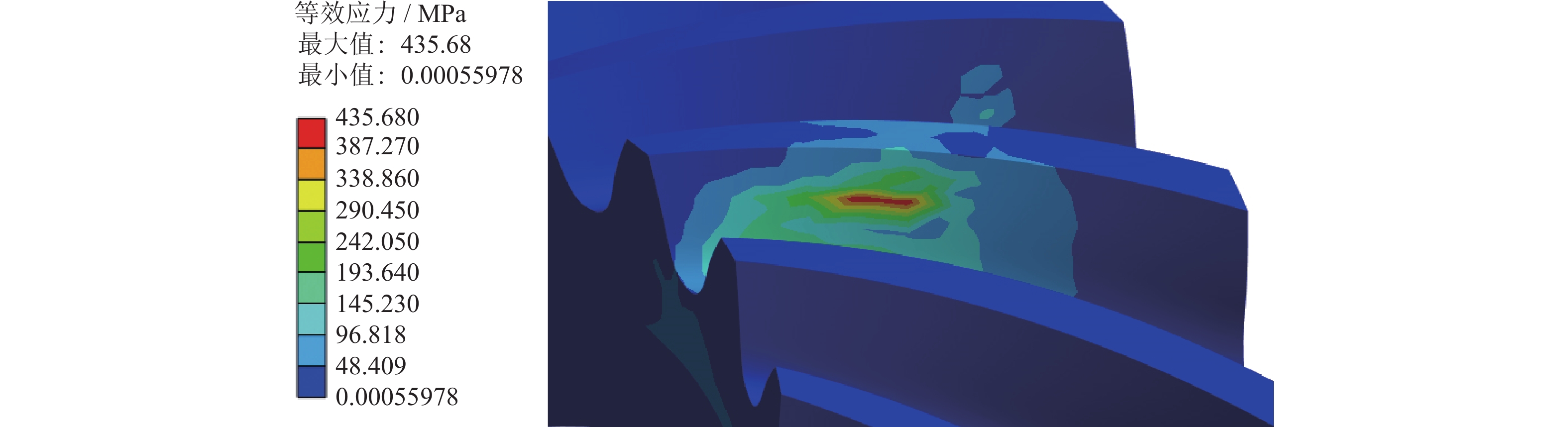
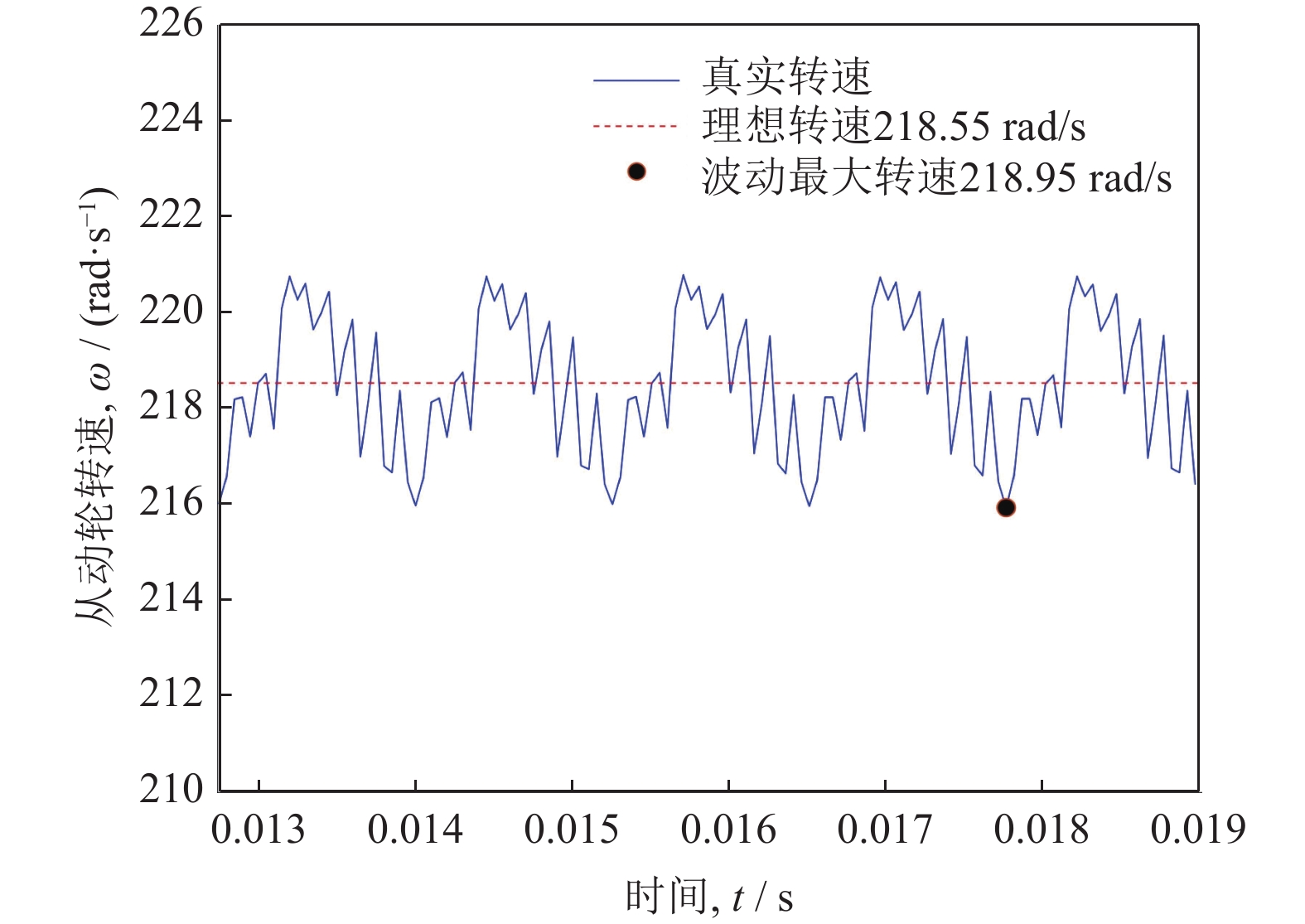
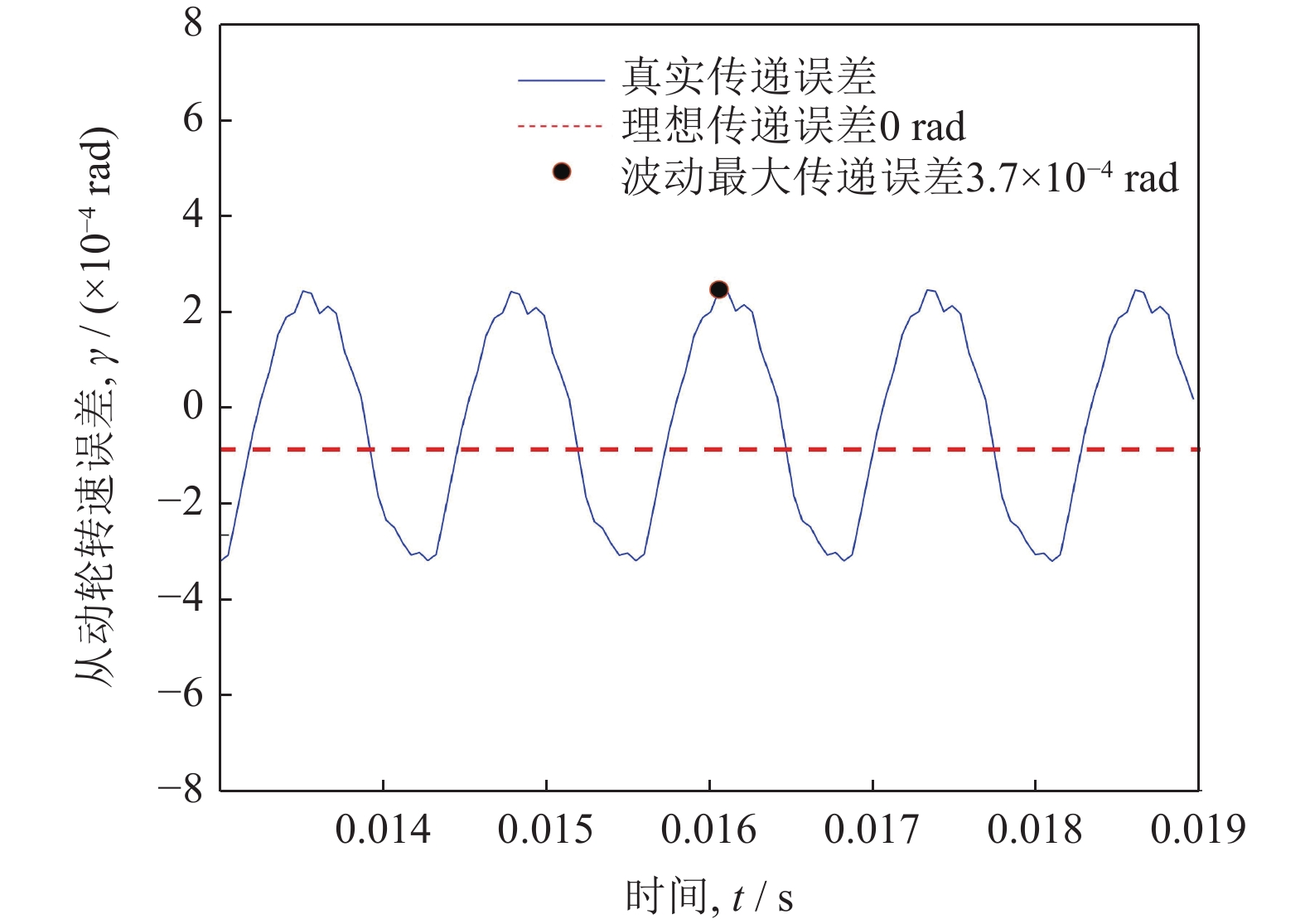
As a new type of bevel gear, the equal-distance spiral bevel gear is suitable for the mass production by metal powder injection molding (MIM) due to the characteristic as the normal equal-distance of spiral tooth surface. According to the coordinate transformation theory, the parametric equations of spherical involute and equal-distance conical spiral curves were derived. The mathematical model of tooth surface was established by the formation principle of tooth surface. The mathematical model of tooth surface was programmed by MATLAB to calculate the coordinates of discrete points on tooth surface, and the accurate modeling of equal-distance spiral bevel gear was completed by reverse engineering of UG. The meshing contact of equal-distance spiral bevel gear was simulated to obtain the transmission performance in ANSYS. Finally, the trial production of equal-distance spiral bevel gear was completed base on the MIM process. In the results, the mathematical model of tooth surface combined with the inverse modeling of discrete points can ensure the accuracy of 3D model, and MIM process can be used to produce the equal-distance spiral bevel gears for mass production.
As a new type of bevel gear, the equal-distance spiral bevel gear is suitable for the mass production by metal powder injection molding (MIM) due to the characteristic as the normal equal-distance of spiral tooth surface. According to the coordinate transformation theory, the parametric equations of spherical involute and equal-distance conical spiral curves were derived. The mathematical model of tooth surface was established by the formation principle of tooth surface. The mathematical model of tooth surface was programmed by MATLAB to calculate the coordinates of discrete points on tooth surface, and the accurate modeling of equal-distance spiral bevel gear was completed by reverse engineering of UG. The meshing contact of equal-distance spiral bevel gear was simulated to obtain the transmission performance in ANSYS. Finally, the trial production of equal-distance spiral bevel gear was completed base on the MIM process. In the results, the mathematical model of tooth surface combined with the inverse modeling of discrete points can ensure the accuracy of 3D model, and MIM process can be used to produce the equal-distance spiral bevel gears for mass production.






2016, 34(3): 222-227.
doi: 10.3969/j.issn.1001-3784.2016.03.013
摘要:
本文通过对泡沫金属国内外发展的概况的介绍,主要内容包括泡沫金属基本概念,制备方法,泡沫铝、泡沫镁、泡沫钛、泡沫铜、泡沫铁的制备与应用研究,泡沫金属的特征及应用等,以对泡沫金属的发展现状、研究与应用有一个较全面的认识.
本文通过对泡沫金属国内外发展的概况的介绍,主要内容包括泡沫金属基本概念,制备方法,泡沫铝、泡沫镁、泡沫钛、泡沫铜、泡沫铁的制备与应用研究,泡沫金属的特征及应用等,以对泡沫金属的发展现状、研究与应用有一个较全面的认识.
2016, 34(5): 384-389.
doi: 10.3969/j.issn.1001-3784.2016.05.012
摘要:
超级电容器作为一种新型储能元件,以其优异的电化学特性和环境友好性,受到广泛关注.超级电容器主要分为双电层电容和法拉第赝电容,分别通过电极/电解液界面的双电层和电极表面的可逆反应储能.超级电容器同时具有较高的功率密度和能量密度,这很大程度上归功于性能优良的电极材料.超级电容器的电极材料主要包括碳材料、导电聚合物材料和金属化合物材料.本文主要概述了超级电容器的分类、原理,以及三种电极材料的性能特点和发展现状.
超级电容器作为一种新型储能元件,以其优异的电化学特性和环境友好性,受到广泛关注.超级电容器主要分为双电层电容和法拉第赝电容,分别通过电极/电解液界面的双电层和电极表面的可逆反应储能.超级电容器同时具有较高的功率密度和能量密度,这很大程度上归功于性能优良的电极材料.超级电容器的电极材料主要包括碳材料、导电聚合物材料和金属化合物材料.本文主要概述了超级电容器的分类、原理,以及三种电极材料的性能特点和发展现状.
2015, 33(6): 403-406,416.
doi: 10.3969/j.issn.1001-3784.2015.06.001
摘要:
利用放电等离子烧结技术(SPS)制备了Y-TZP氧化锆陶瓷,研究了Y-TZP氧化锆陶瓷应力诱导相变增韧机理.结果表明:氧化锆陶瓷晶粒尺寸大于临界相变尺寸时,t相会自发转化为m相,降低断裂韧性;当晶粒尺寸小于临界相变尺寸时,介稳t相可在应力诱导下可以发生t相向m相转变,且晶粒尺寸越大,相变量越大,提高材料的断裂韧性.晶粒尺寸是影响应力诱导相变量的主要因素,两者呈近似线性递增关系;随着晶粒尺寸的增加,断裂韧性先减后增,近似呈抛物线关系.
利用放电等离子烧结技术(SPS)制备了Y-TZP氧化锆陶瓷,研究了Y-TZP氧化锆陶瓷应力诱导相变增韧机理.结果表明:氧化锆陶瓷晶粒尺寸大于临界相变尺寸时,t相会自发转化为m相,降低断裂韧性;当晶粒尺寸小于临界相变尺寸时,介稳t相可在应力诱导下可以发生t相向m相转变,且晶粒尺寸越大,相变量越大,提高材料的断裂韧性.晶粒尺寸是影响应力诱导相变量的主要因素,两者呈近似线性递增关系;随着晶粒尺寸的增加,断裂韧性先减后增,近似呈抛物线关系.
2018, 36(4): 315-318.
doi: 10.19591/j.cnki.cn11-1974/tf.2018.04.013
摘要:
综述了机械合金化、机械研磨以及机械涂覆三种机械球磨技术在材料制备领域中的应用和作用机理,讨论了三种机械球磨技术在材料制备中的优势与弊端,展望了该技术的今后发展方向。
综述了机械合金化、机械研磨以及机械涂覆三种机械球磨技术在材料制备领域中的应用和作用机理,讨论了三种机械球磨技术在材料制备中的优势与弊端,展望了该技术的今后发展方向。
2015, 33(5): 378-381,387.
doi: 10.3969/j.issn.1001-3784.2015.05.012
摘要:
铁氧体吸波材料具有价格低廉、吸收效率高、涂层薄、频带宽等优异特性,因此有着广泛的应用前景.本文阐述了铁氧体磁性材料的吸波原理,介绍了铁氧体吸波材料的分类,总结了铁氧体吸波性能的影响因素.
铁氧体吸波材料具有价格低廉、吸收效率高、涂层薄、频带宽等优异特性,因此有着广泛的应用前景.本文阐述了铁氧体磁性材料的吸波原理,介绍了铁氧体吸波材料的分类,总结了铁氧体吸波性能的影响因素.
2017, 35(2): 150-158.
doi: 10.3969/j.issn.1001-3784.2017.02.012
摘要:
钛及钛合金兼具低比重、高比强度、优异的生物相容性和良好的耐腐蚀性,在航空航天、生物医疗、化工、汽车等领域有极大的应用潜力.钛及钛合金金属粉末注射成形技术(metal injection molding,MIM)能够实现中小型复杂形状钛产品的大批量、低成本制备,对于推动钛及钛合金产品的生产及应用具有重要意义.本文介绍了金属粉末注射成形钛及钛合金的特点及优势,从粉末原料、黏结剂体系、粉末注射成形、脱黏和烧结等方面综述了钛及钛合金金属粉末注射成形技术的研究进展,并针对目前存在的主要问题,分析了金属粉末注射成形钛及钛合金的研究方向及发展前景.
钛及钛合金兼具低比重、高比强度、优异的生物相容性和良好的耐腐蚀性,在航空航天、生物医疗、化工、汽车等领域有极大的应用潜力.钛及钛合金金属粉末注射成形技术(metal injection molding,MIM)能够实现中小型复杂形状钛产品的大批量、低成本制备,对于推动钛及钛合金产品的生产及应用具有重要意义.本文介绍了金属粉末注射成形钛及钛合金的特点及优势,从粉末原料、黏结剂体系、粉末注射成形、脱黏和烧结等方面综述了钛及钛合金金属粉末注射成形技术的研究进展,并针对目前存在的主要问题,分析了金属粉末注射成形钛及钛合金的研究方向及发展前景.
2015, 33(1): 58-63.
摘要:
超高分子量聚乙烯纤维(UHMWPE)是一种新型高性能纤维,但是由于纤维高取向度、表面惰性,造成纤维与树脂之间的界面粘结强度低,限制了纤维的应用.因此,必须对纤维表面进行改性.本文详细介绍了超高分子量聚乙烯纤维表面改性常用的几种方法.有化学试剂处理、等离子体处理、电晕放电处理、辐射引发表面接枝处理、化学交联处理等.由于方法单独使用均存在不足之处,所以最好是几种方法联合使用,各取所长,取利避害,以提高纤维及其复合产物的综合性能.
超高分子量聚乙烯纤维(UHMWPE)是一种新型高性能纤维,但是由于纤维高取向度、表面惰性,造成纤维与树脂之间的界面粘结强度低,限制了纤维的应用.因此,必须对纤维表面进行改性.本文详细介绍了超高分子量聚乙烯纤维表面改性常用的几种方法.有化学试剂处理、等离子体处理、电晕放电处理、辐射引发表面接枝处理、化学交联处理等.由于方法单独使用均存在不足之处,所以最好是几种方法联合使用,各取所长,取利避害,以提高纤维及其复合产物的综合性能.
2016, 34(4): 268-271.
doi: 10.3969/j.issn.1001-3784.2016.04.006
摘要:
通过真空激光熔覆制备了AlCoCrCu0.5FeMoNiTi高熵合金涂层.用电阻炉对涂层进行500 ~900℃的退火处理.使用X射线衍射仪、扫描电子显微镜、显微硬度计对涂层的组织结构和硬度进行了分析.结果表明,涂层为BCC结构,晶格常数a为0.291 nm.涂层经过抛光和王水腐蚀后,形貌为树枝晶特征,结晶细密.合金在500 ~900℃退火处理后仍保持BCC结构,未见有其他析出相,说明合金的具有很好的热稳定性.熔覆态合金的硬度达到1080 HV.经500℃退火后,涂层硬度下降了100 HV,但再升高退火温度,硬度变化极小,在900℃退火后,硬度仍然达到943 HV,说明AlCoCrCu05FeMoNiTi高熵合金涂层具有很好的抗高温软化性能.
通过真空激光熔覆制备了AlCoCrCu0.5FeMoNiTi高熵合金涂层.用电阻炉对涂层进行500 ~900℃的退火处理.使用X射线衍射仪、扫描电子显微镜、显微硬度计对涂层的组织结构和硬度进行了分析.结果表明,涂层为BCC结构,晶格常数a为0.291 nm.涂层经过抛光和王水腐蚀后,形貌为树枝晶特征,结晶细密.合金在500 ~900℃退火处理后仍保持BCC结构,未见有其他析出相,说明合金的具有很好的热稳定性.熔覆态合金的硬度达到1080 HV.经500℃退火后,涂层硬度下降了100 HV,但再升高退火温度,硬度变化极小,在900℃退火后,硬度仍然达到943 HV,说明AlCoCrCu05FeMoNiTi高熵合金涂层具有很好的抗高温软化性能.
2017, 35(4): 304-309.
doi: 10.19591/j.cnki.cn11-1974/tf.2017.04.011
摘要:
纯金属钼存在低温脆性、再结晶脆性、抗高温氧化能力较差等明显缺点,极大限制了其应用范围,通过在钼基体中添加第二相(稀土氧化物(La2O3、Ce2O3、Y2O3)和碳化物(TiC、ZrC、HfC))形成的钼合金因具有良好的高温性能、较低的韧脆转变温度、较高的再结晶温度受到了国内外学者的广泛关注.本文对三种钼合金制备工艺(固-固掺杂、固-液掺杂和液-液掺杂)进行了总结,并对其发展趋势做出了展望,结果表明采用液-液掺杂工艺能显著提高材料的均匀性和力学性能.
纯金属钼存在低温脆性、再结晶脆性、抗高温氧化能力较差等明显缺点,极大限制了其应用范围,通过在钼基体中添加第二相(稀土氧化物(La2O3、Ce2O3、Y2O3)和碳化物(TiC、ZrC、HfC))形成的钼合金因具有良好的高温性能、较低的韧脆转变温度、较高的再结晶温度受到了国内外学者的广泛关注.本文对三种钼合金制备工艺(固-固掺杂、固-液掺杂和液-液掺杂)进行了总结,并对其发展趋势做出了展望,结果表明采用液-液掺杂工艺能显著提高材料的均匀性和力学性能.
Effect of atomization pressure on the properties of 316L stainless steel powders used in 3D printing
2017, 35(2): 83-88.
doi: 10.3969/j.issn.1001-3784.2017.02.001
摘要:
采用真空熔炼气雾化工艺制备3D打印用316L不锈钢粉末,通过调整雾化参数,研究了不同雾化压力对粉末化学成分、粒度分布、球形度、表面形貌、流动性及松装密度等特性的影响.结果表明:在保温温度(1560±20)℃、保温时间20 min、漏包温度(1050±30)℃、高纯氮气雾化及雾化压力3.0 MPa工艺参数下,制备得到的粉末性能可达到氧含量(质量分数)0.08%、中位径31.39 μm、球形度0.75、流动性21.56 g/(50 s)及松装密度3.88 g/cm3,基本满足不同金属3D打印技术对粉末材料性能的要求.
采用真空熔炼气雾化工艺制备3D打印用316L不锈钢粉末,通过调整雾化参数,研究了不同雾化压力对粉末化学成分、粒度分布、球形度、表面形貌、流动性及松装密度等特性的影响.结果表明:在保温温度(1560±20)℃、保温时间20 min、漏包温度(1050±30)℃、高纯氮气雾化及雾化压力3.0 MPa工艺参数下,制备得到的粉末性能可达到氧含量(质量分数)0.08%、中位径31.39 μm、球形度0.75、流动性21.56 g/(50 s)及松装密度3.88 g/cm3,基本满足不同金属3D打印技术对粉末材料性能的要求.
2021, 39(5): 471-478.
doi: 10.19591/j.cnki.cn11-1974/tf.2021020008
Abstract:
2022, 40(3): 195-203.
doi: 10.19591/j.cnki.cn11-1974/tf.2019100004
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
Synthesis of MoO3 Nanobelts /RGO by One-Step Hydrothermal Process and its Electrochemical Properties
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
, Available online
Abstract:
Download Center
Links
