
Effect of powder metallurgy technology on properties of pure iron soft magnetic material
-
摘要: 利用粉末冶金技术制备纯铁软磁材料,在不同温度和压力下将不同粒径铁粉压制成生坯,并在保护气氛下进行烧结。结果表明:不同粒径铁粉混合有助于压坯密度的增加,适宜的压制温度可以有效地促进粉末流动,避免大尺寸孔洞的形成,优化组织。140℃、800 MPa温压条件下雾化铁粉压坯密度最高可达7.35 g·cm-3。对比常温压制,温压压坯烧结后孔洞分布均匀。烧结体密度随温度的升高而上升,雾化铁粉压坯在1250℃烧结后密度最高可达7.47 g·cm-3。在一定范围内,软磁材料磁性能与密度成正比,混粉压制试样的密度接近理论值,但在混合铁粉中,较细的铁粉夹杂于粗粉中,阻碍磁畴壁移动,造成饱和磁化强度(Ms)偏小、矫顽力(Hc)偏大的现象,Ms为205.51 emu·g-1,Hc为7.9780 Oe。Abstract: Powder metallurgy technology was proposed to prepare the pure iron soft magnetic material. The green of iron powders in different size distribution was compacted at different temperatures and pressures, and then was sintered in protective atmosphere. The results show that the appropriate size proportion of iron powders is helpful to increase compaction density. The suitable pressing temperature can effectively promote the powder flowability, avoid the formation of large-sized pores, and finally optimize the microstructures of iron powder green. The highest compaction density of atomized iron powders can achieve 7.35 g·cm-3 in the warm compaction condition of at 140℃ and 800 MPa. Compared with the normal temperature compaction, the pore distribution of sintered body prepared by warm compaction is uniform. The density of sintered body increases with the increase of temperature. After sintered at 1250℃, the highest density of atomized iron powder compaction can reach 7.47 g·cm-3. The magnetic properties of soft magnetic material are proportional to the density. The density compacted by iron powders in different size distribution is close to the theoretical. But in the mixed iron powders, the fine iron powders are mixed in the coarse powders, which hinder the movement of the magnetic domain wall, resulting in the phenomenon that the saturation permeability (Ms) is smaller (205.51 emu·g-1) and the coercivity (Hc) is higher (7.9780 Oe).
-
Key words:
- powder metallurgy /
- soft magnetic materials /
- density /
- magnetic property
-

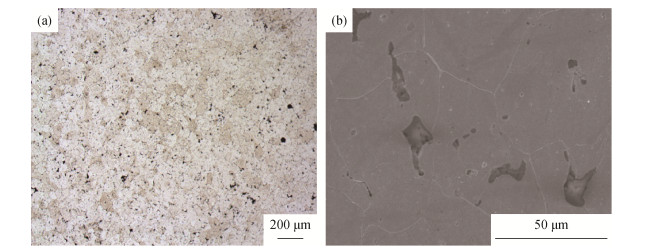
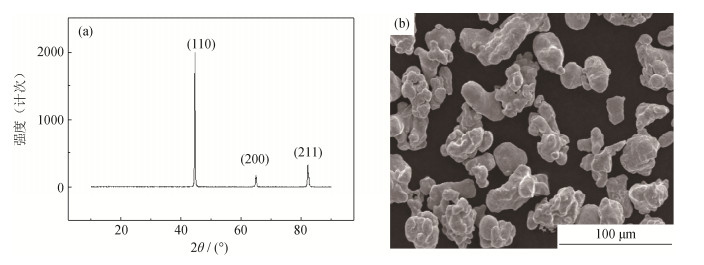
图 1 铁粉物相组成(a)与显微形貌(b)
Figure 1. Phase composition (a) and microstructures (b) of iron powders

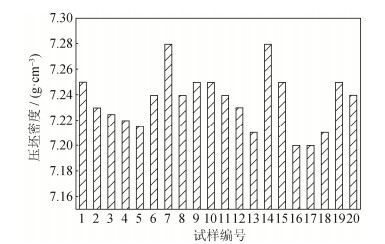
图 3 800 MPa常温压制不同粒径铁粉所得压坯密度
Figure 3. Compaction density of iron powders in different particle size proportion at room temperature and 800 MPa

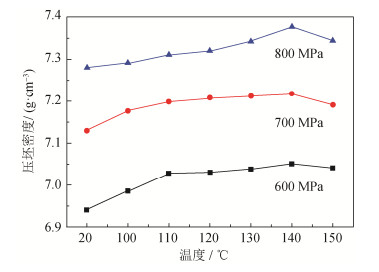
图 4 压坯密度与压制压力及温度的关系
Figure 4. Compaction density of iron powders at different temperatures and pressures

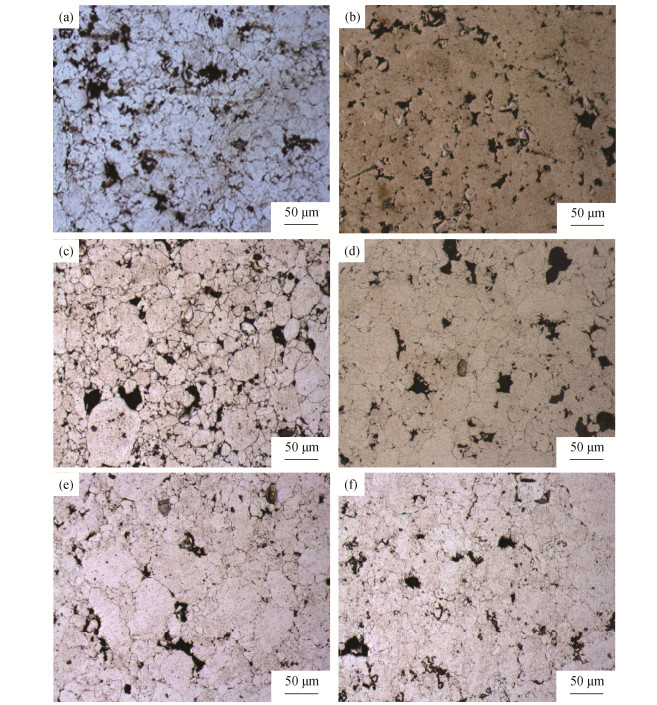
图 5 不同压制压力和温度下压坯显微组织:(a)600 MPa,常温;(b)600 MPa,140 ℃;(c)700 MPa,常温;(d)700 MPa,140 ℃;(e)800 MPa,常温;(f)800 MPa,140 ℃
Figure 5. Microstructures of compaction at different pressures and temperatures: (a) 600 MPa, room temperature; (b) 600 MPa, 140 ℃; (c) 700 MPa, room temperature; (d) 700 MPa, 140 ℃; (e) 800 MPa, room temperature; (f) 800 MPa, 140 ℃

图 6 压坯烧结体显微组织(常温压坯、1250 ℃烧结): (a)金相显微组织;(b)扫描电子显微组织
Figure 6. Microstructures of normal temperature compaction sintered at 1250 ℃: (a) metallographic microscopy; (b) scanning electron microscopy

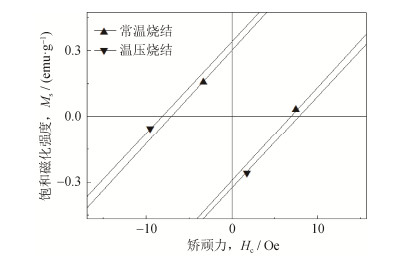
图 7 不同压制压力下压坯烧结体磁滞回线(常温压坯、1250 ℃烧结)
Figure 7. Magnetic hysteresis loop of normal temperature compaction sintered at 1250 ℃ in different pressures

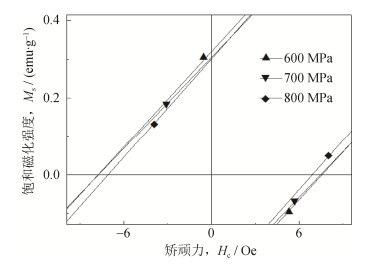
图 8 不同压制温度的压坯烧结体磁滞回线(800 MPa)
Figure 8. Magnetic hysteresis loop of sintered body at different compaction temperatures (800 MPa)
表 1 原料铁粉化学成分及性能
Table 1. Chemical composition and properties of raw iron powders
元素质量分数/% 氢损 松装密度/(g·cm-3) 流动性/[s·(50 g-1)] Fe C S P Si Mn 99.500 0.008 0.008 0.010 0.040 0.080 0.15 2.7~3.1 26  下载: 导出CSV
下载: 导出CSV
表 2 不同粒径粉末配比方式
Table 2. Proportion of iron powders in different size distribution
单一铁粉/目 不同粒径铁粉 60%100目+其他粒径铁粉 60%200目+其他粒径铁粉 60%300目+其他粒径铁粉 100(1#) 1# 40%200目(6#) 40%300目(11#) 40%400目(16#) 200(2#) 40%300目(7#) 40%400目(12#) 40%500目(17#) 300(3#) 40%400目(8#) 40%500目(13#) 20%200目+20%400目(18#) 400(4#) 40%500目(9#) 20%100目+20%400目(14#) 20%200目+20%500目(19#) 500(5#) 20%200目+20%300目(10#) 20%100目+20%500目(15#) 20%400目+20%500目(20#)
下载: 导出CSV
表 3 生坯压制工艺条件
Table 3. Compaction conditions of iron powder green
温度/℃ 压力/MPa 常温、100、110、120、
130、140、150400、500、600、
700、800
下载: 导出CSV
表 4 不同烧结条件试样的磁性能
Table 4. Magnetic properties of samples in different sintering condition
烧结温度/
℃烧结条件 饱和磁化强度,
Ms/(emu·g-1)矫顽力,
Hc/Oe1050 真空 197.89 7.46 1150 真空 198.93 7.36 1250 真空 205.50 7.98 1250 氩气 204.44 7.48
下载: 导出CSV
-
[1] Zhang H C. Practical Technology of Powder Metallurgy. Beijing: Metallurgical Industry Press, 2004张华诚. 粉末冶金实用工艺学. 北京: 冶金工业出版社, 2004 [2] Zuo P J, Wang H W. Development and preparation of Fe-based powder metallurgy valve plate used in hydraulic motor. Powder Metall Technol, 2017, 35(6): 434 doi: 10.19591/j.cnki.cn11-1974/tf.2017.06.006左鹏军, 王海文. 铁基粉末冶金液压马达阀板的研究与制备. 粉末冶金技术, 2017, 35(6): 434 doi: 10.19591/j.cnki.cn11-1974/tf.2017.06.006 [3] Kaehler C, Henneberger G. Eddy-current computation in the claws of a synchronous claw-pole alternator in generator mode. IEEE Trans Magn, 2002, 38(2): 1201 doi: 10.1109/20.996307 [4] Dong G Q, Qing M L, Zhang L, et al. Preparation of high-density iron soft magnetic materials by HVC technology. Chin J Eng, 2016, 38(5): 677 https://www.cnki.com.cn/Article/CJFDTOTAL-BJKD201605012.htm董国强, 秦明礼, 章林, 等. 高速压制制备高密度纯铁软磁材料. 工程科学学报, 2016, 38(5): 677 https://www.cnki.com.cn/Article/CJFDTOTAL-BJKD201605012.htm [5] Du W. Process Research on Metal Powder Injection Molding of Pure Iron Soft Magnet [Dissertation]. Wuhan: Huazhong University of Science and Technology, 2007杜伟. 纯铁软磁金属粉末注射成形工艺研究[学位论文]. 武汉: 华中科技大学, 2007 [6] Li Y Y, Xiang P F, Xu Z, et al. The densification mechanism of warm compaction technology. Mater Sci Eng, 2001, 19(1): 39 https://www.cnki.com.cn/Article/CJFDTOTAL-CLKX200101009.htm李元元, 项品峰, 徐峥, 等. 温压技术中的致密化机制. 材料科学与工程, 2001, 19(1): 39 https://www.cnki.com.cn/Article/CJFDTOTAL-CLKX200101009.htm [7] Chen F S. Pure iron-based soft magnetic material. Shanghai Iron Steel Res, 2003(3): 19 https://www.cnki.com.cn/Article/CJFDTOTAL-SHGA200303003.htm陈付时. 纯铁系软磁材料. 上海钢研, 2003(3): 19 https://www.cnki.com.cn/Article/CJFDTOTAL-SHGA200303003.htm [8] Zhang H H, Liu Z L, Liu X Q, et al. Effects of lubricants on the warm compaction process of Fe-based powder metallurgy materials. Powder Metall Technol, 2017, 35(2): 128 doi: 10.3969/j.issn.1001-3784.2017.02.009张浩瀚, 刘子利, 刘希琴, 等. 润滑剂对Fe基粉末冶金材料温压工艺的影响. 粉末冶金技术, 2017, 35(2): 128 doi: 10.3969/j.issn.1001-3784.2017.02.009 [9] Yang C, Zhao S D. Research on combined hot extrusion forming extrusion process of alternator ploes. J Mater Sci Chem Eng, 2013(1): 16 http://www.cqvip.com/QK/72884X/20135/HS728842013005005.html [10] James B A, Williams G. Review of the magnetic properties of sintered iron. Powder Metall, 1979, 22(2): 75 doi: 10.1179/pom.1979.22.2.75 [11] Poszmik G, Luk S H. Binder treated products for higher densities and better precision. Adv Powder Metall Part Mater, 2003, 22(3): 13 http://www.researchgate.net/publication/237387202_Binder_Treated_Products_for_Higher_Densities_and_Better_Precision [12] Miao X, Guang H B. Influence mechanism and control method of inclusions in non oriented silicon steel. Taigang Sci Technol, 2005(1): 41苗晓, 光红兵. 无取向硅钢中夹杂物的影响机理及控制方法的探讨. 太钢科技, 2005(1): 41 [13] Li N X, Li S R. Development in iron-based P/M forging technology in our country. Powder Metall Technol, 1996, 14(1): 58 https://www.cnki.com.cn/Article/CJFDTOTAL-FMYJ601.014.htm李念辛, 李森蓉. 我国铁基粉末冶金锻造技术的发展. 粉末冶金技术, 1996, 14(1): 58 https://www.cnki.com.cn/Article/CJFDTOTAL-FMYJ601.014.htm [14] Yoshizawa Y, Yamauchi K. Fe-based soft magnetic alloys composed of ultrafine grain structure. Mater Trans, 1990, 31(4): 307 doi: 10.2320/matertrans1989.31.307 [15] Li M Y, Guo S J, Lin T, et al. The influence of characteristics of iron powders on warm-compacted density. Powder Metall Technol, 2000, 18(3): 172 doi: 10.3321/j.issn:1001-3784.2000.03.003李明怡, 果世驹, 林涛, 等. 铁粉特性对温压生坯密度的影响. 粉末冶金技术, 2000, 18(3): 172 doi: 10.3321/j.issn:1001-3784.2000.03.003 -

 点击查看大图
点击查看大图
计量
- 文章访问数: 312
- HTML全文浏览量: 50
- PDF下载量: 42
- 被引次数: 0
