
Compacting relative density and force chain analysis of powders with different particle size ratios based on discrete element
-
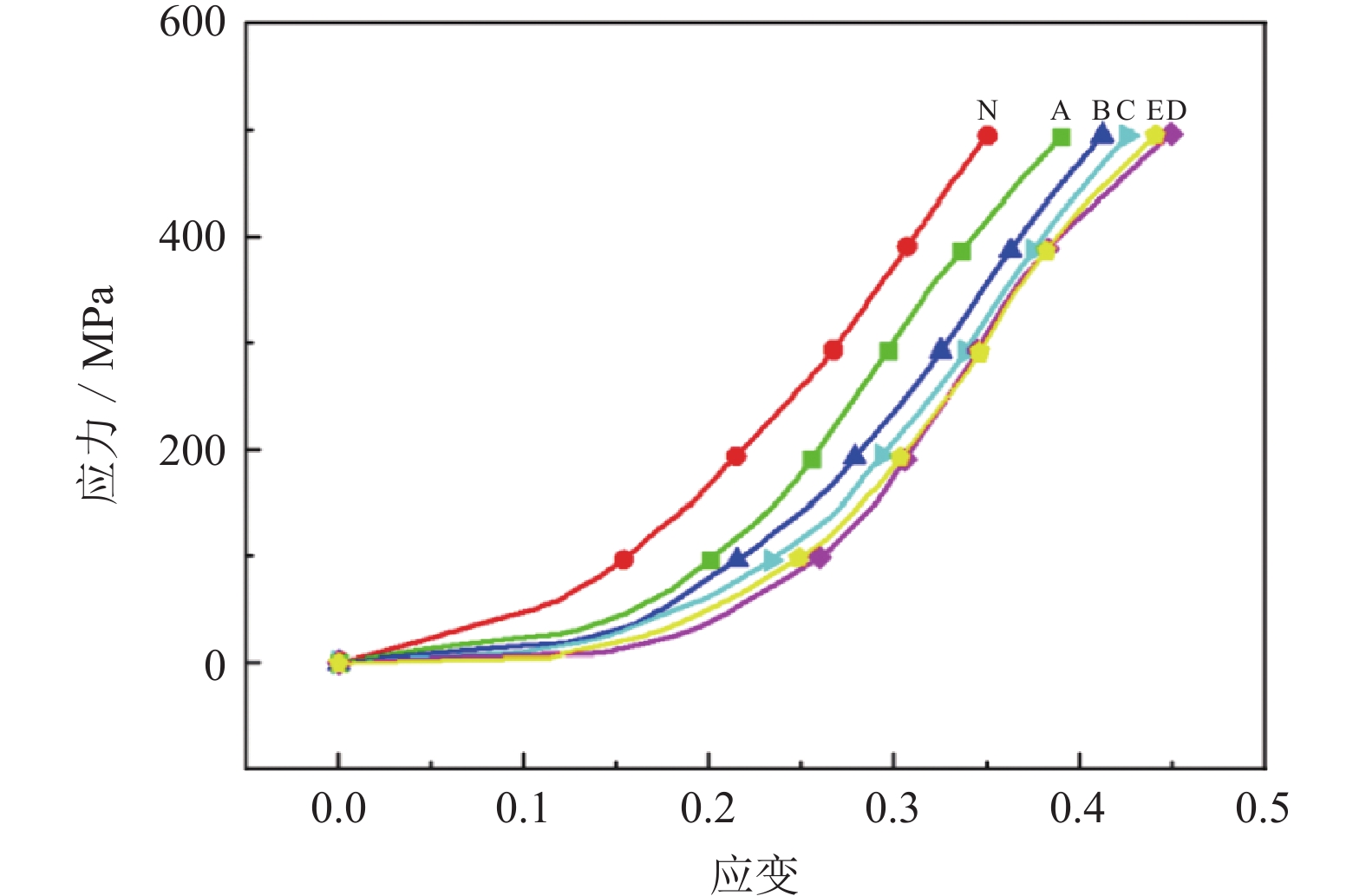
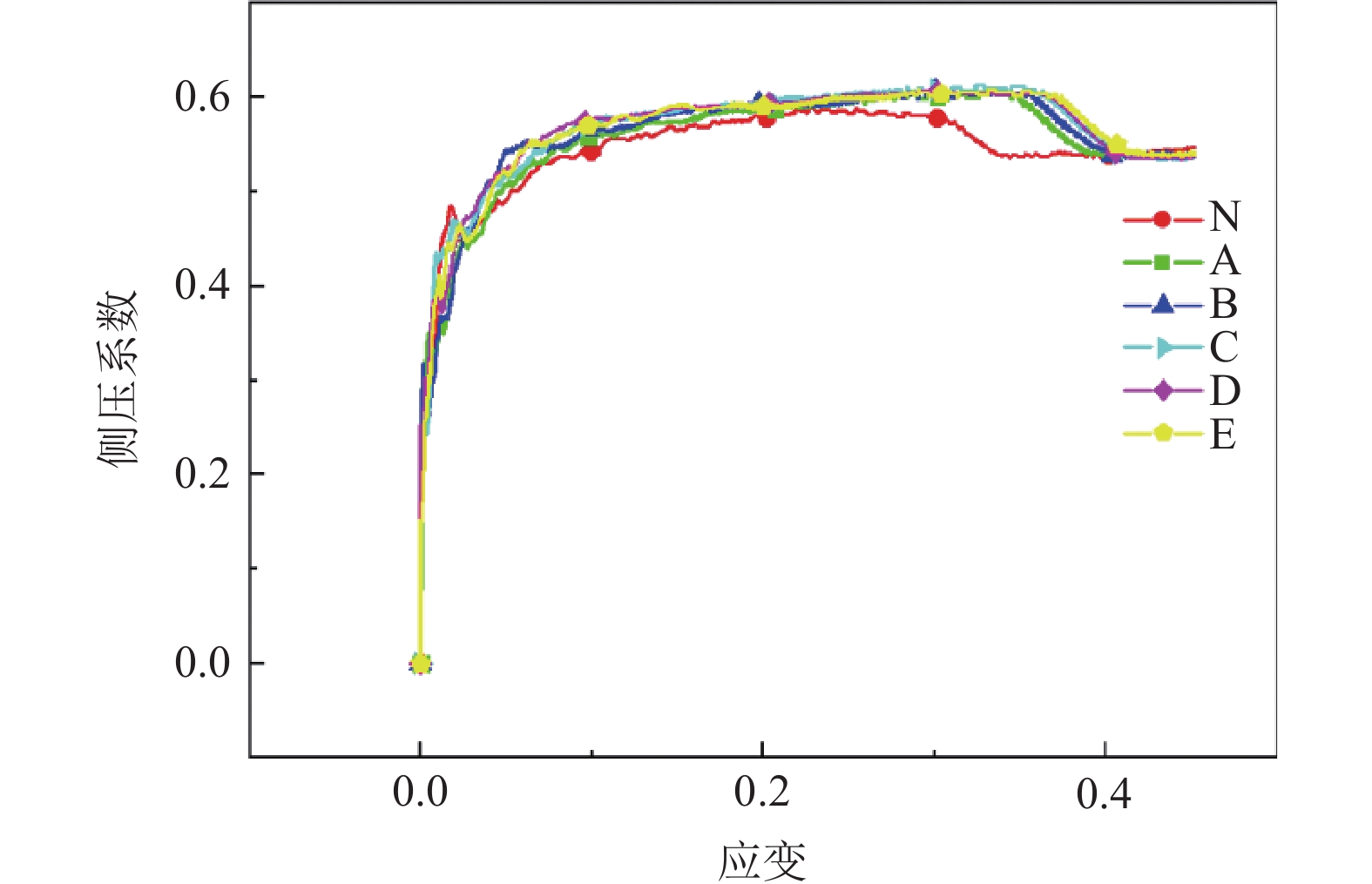
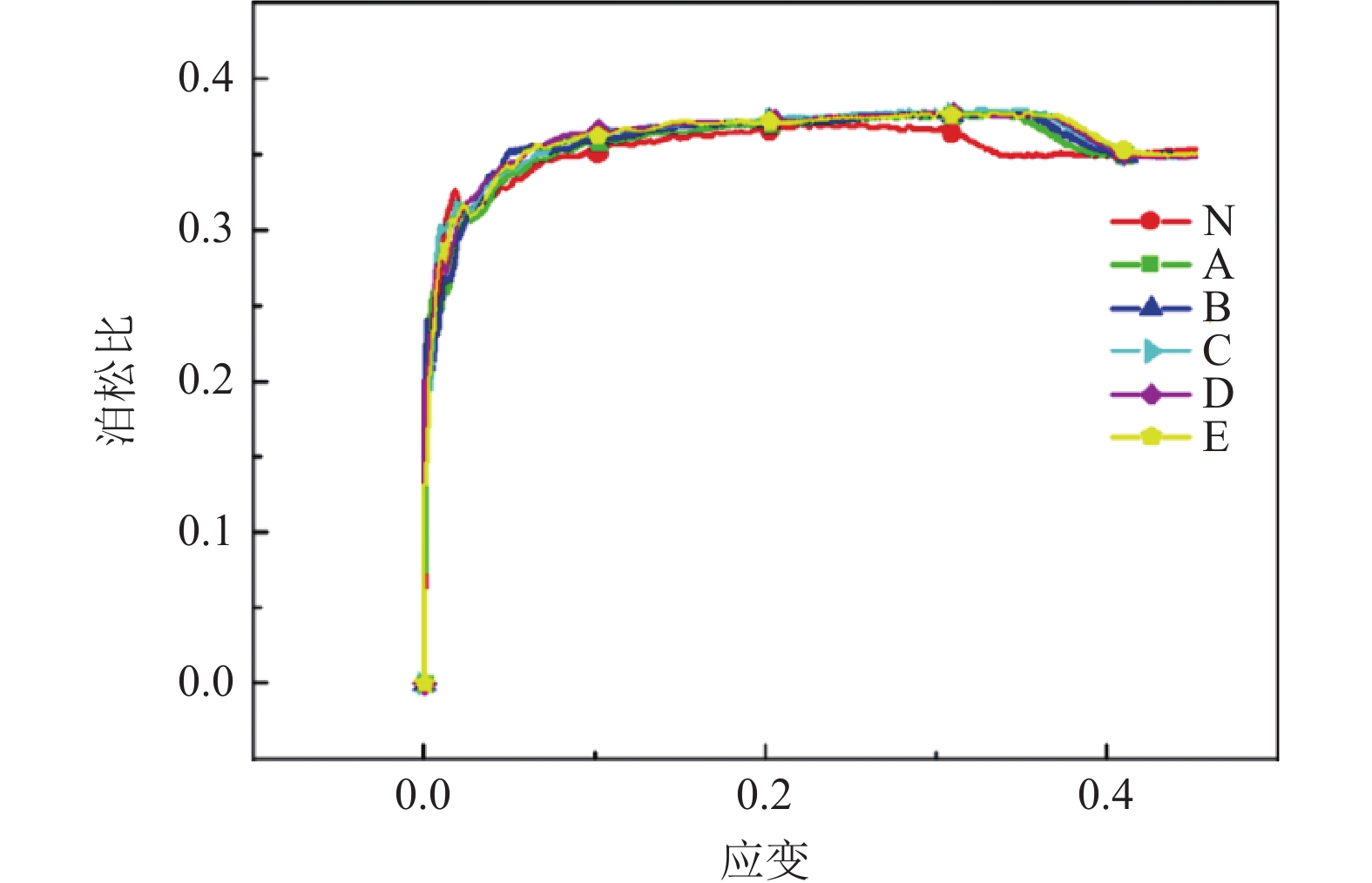
摘要: 利用PFC三维数值模拟软件,通过改变粉末颗粒粒径分布建立各组冷压模型,得到压制过程中相对密度变化规律与力链分布情况。在特定粉末粒径配比下,能够得到相对密度最高的压坯。结果表明:在大、中、小粒径颗粒质量比为60:15:25的粒径配比下,压坯相对密度最高,压坯相对密度并不会随着细粉比例不断增加而一直提高;在压制过程中,随着附加细粉占比上升,压制方向上能产生更大应变。侧压系数与泊松比受粉末粒径分布影响较小,且在压制后期,在压坯已获得较高相对密度的情况下,会因缺乏足够的驱动力与位移空间发生下降;混合粒径粉末试样的力链数量远大于单一粒径粉末试样,在强力链数目充足的前提下,结合大量的弱力链能获得更高的压坯相对密度。Abstract: Using the PFC three-dimensional numerical simulation software, the law of relative density change and force chain distribution during the pressing process were obtained by changing the particle size distribution of powders to establish the cold pressing models. Under the specific particle size ratio of powders, the compacts with the highest relative density could be obtained. In the results, the large, medium, and fine particles in the mass ratio of 60:15:25 show the highest compact relative density, and the compact relative density does not increase with the increase of the fine powder ratio. As the proportion of the additional fine powders rises during the pressing process, the greater strain can be generated in the pressing direction. The lateral pressure coefficient and Poisson's ratio are less affected by the particle size distribution of powders, which can decline due to the lack of sufficient driving force and displacement space in the case that the compacts have obtained the higher relative density in the later stage of the compaction. The number of force chains for the powders with the mixed particle size is much greater than that of the powders in the single particle size. In the case that the number of strong force chains is sufficient, the higher compact relative density can be obtained, combining a large number of weak force chains.
-
Key words:
- discrete element method /
- grain size /
- relative density /
- force chain /
- cold pressing /
- lateral pressure coefficient
-

图 1 接触模型中接触单元关系:(a)球-球类型;(b)球-墙类型
Figure 1. Relationship of the contact unit in the contact model: (a) ball-ball type; (b) ball-facet type

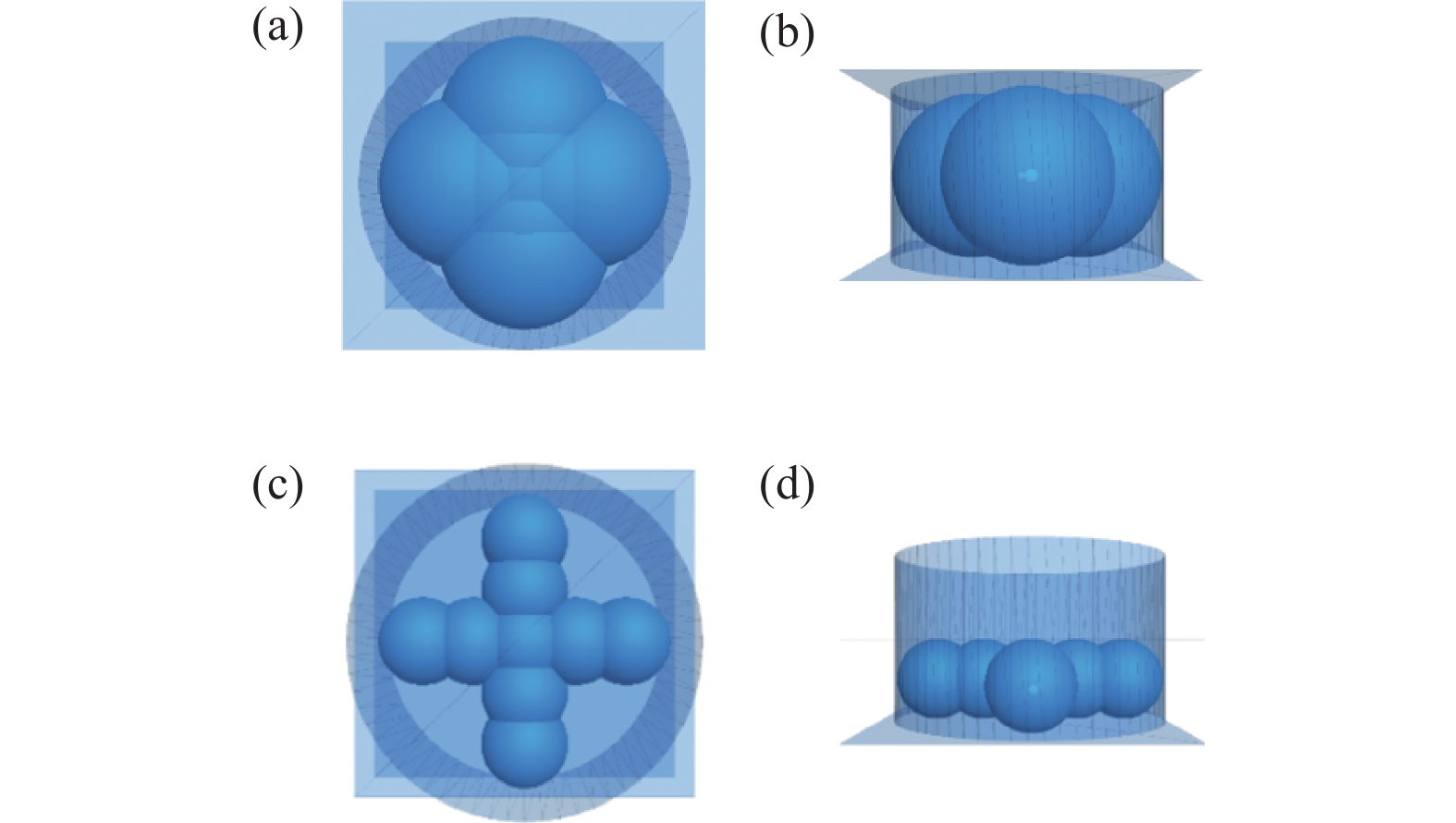
图 2 动态测量球分布图:(a)初始测量球俯视图;(b)初始测量球正视图;(c)压制后测量球俯视图;(d)压制后测量球正视图
Figure 2. Distribution of the dynamic measuring ball: (a) top view of the initial measuring ball; (b) front view of the initial measuring ball; (c) top view of the measuring ball after pressing; (d) front view of the measuring ball after pressing

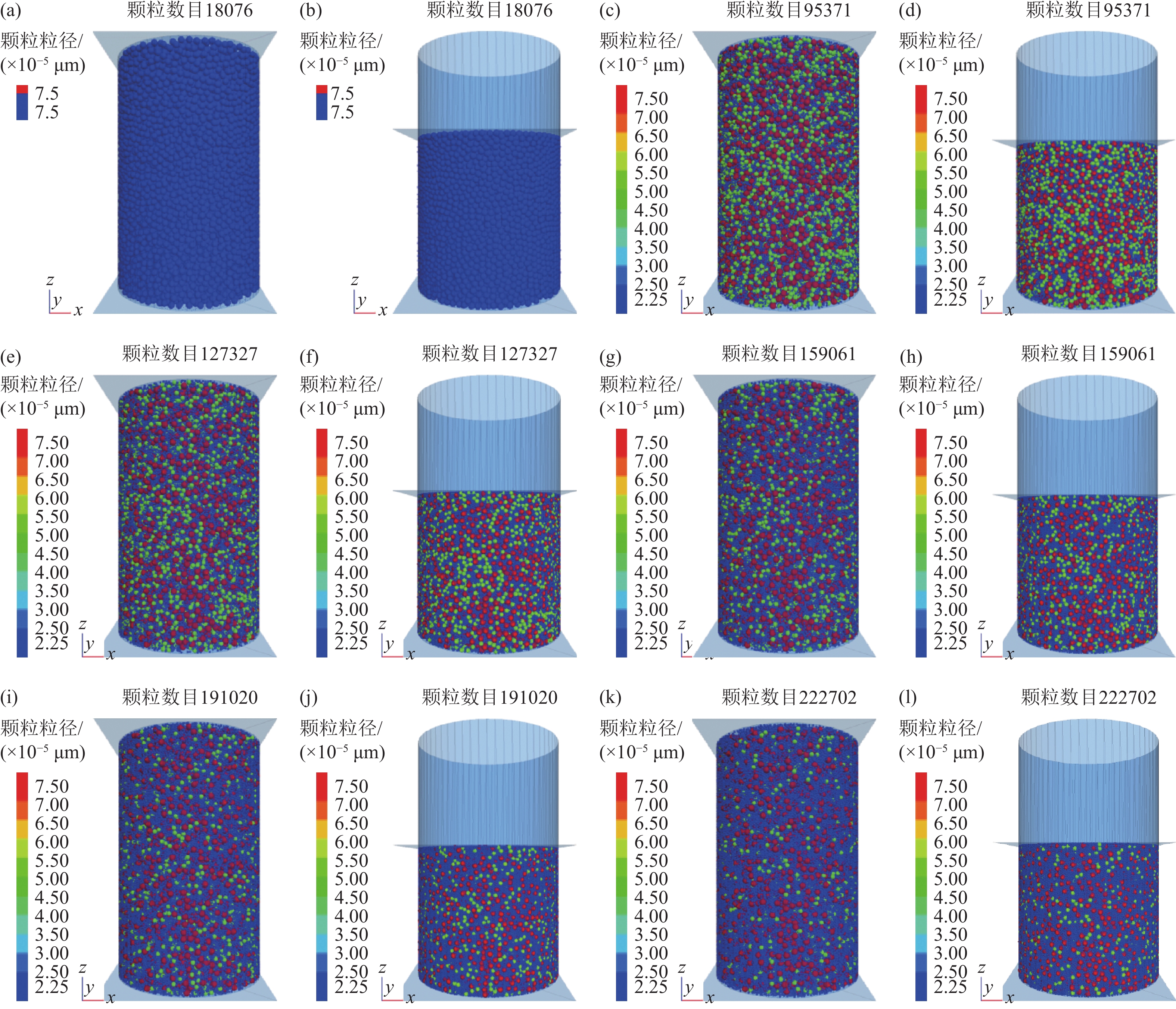
图 5 各组粉末压制模型:(a)N组压制前;(b)N组压制后;(c)A组压制前;(d)A组压制后;(e)B组压制前;(f)B组压制后;(g)C组压制前;(h)C组压制后;(i)D组压制前;(j)D组压制后;(k)E组压制前;(l)E组压制后
Figure 5. Each group of powder pressing model: (a) before N group suppression; (b) after N group suppression; (c) before A group suppression; (d) after A group suppression; (e) before B group suppression; (f) after B group suppression; (g) before C group suppression; (h) after C group suppression; (i) before D group suppression; (j) after D group suppression; (k) before E group suppression; (l) after E group suppression

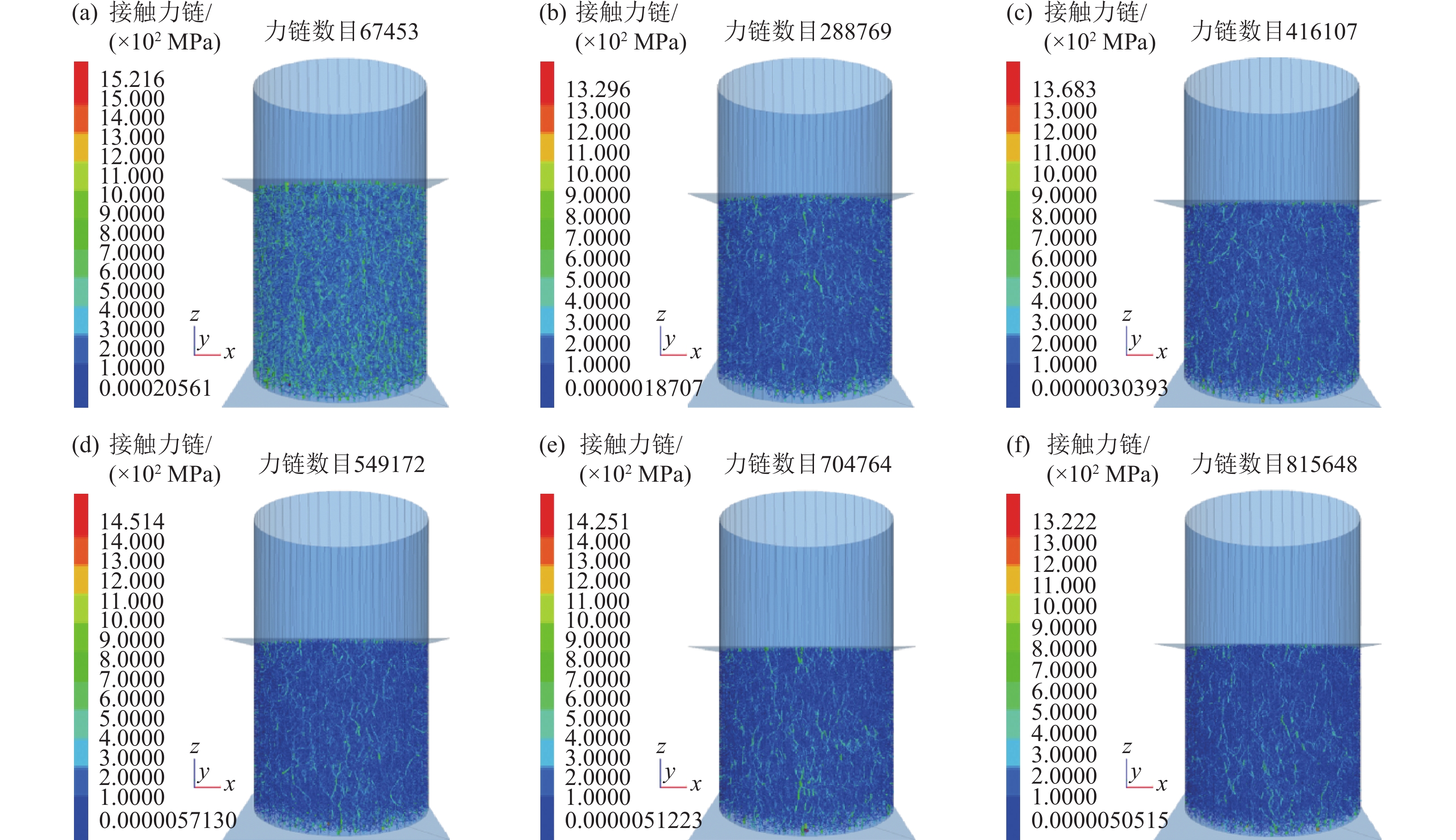
图 11 各组粉末试样力链分布:(a)N组;(b)A组;(c)B组;(d)C组;(e)D组;(f)E组
Figure 11. Force chain distribution of the powders for each group: (a) group N; (b) group A; (c) group B; (d) group C; (e) group D; (f) group E
表 1 工业标准筛
Table 1. Industrial standard screen
目数 筛网孔径 / μm 粒径 / μm +80 +180 ≥180 −80~+100 −180~+150 150~180 −100~+150 −150~+106 106~150 −150~+200 −106~+75 75~106 −200~+250 −75~+63 63~75 −250~+325 −63~+45 45~63 −325 −45 ≤45  下载: 导出CSV
下载: 导出CSV
表 2 各标准粒径分布对比
Table 2. Comparison of the standard particle size distributions
牌号 压缩性 / (g·cm‒3) 粒径分布(质量分数) / % >250 μm >180 μm >150 μm >75 μm >63 μm >45 μm <45 μm FHY100·270 ≥6.70 0 0 3 — — — 10~30 300NH ≥7.05 1 15 15 60 5~20 8~23 10~30 HAP100.30H ≥7.10 0 1 10 60 — 20~40 30~45 ABC100.30 ≥7.28# 0 * 10 * * * 20 FSW 100·30H 7.15# 0 1 10 — — — 15~30 注:“—”表示不作具体要求;“*”表示参数保密;压缩性的单位压制压力除特别标注“#”为600 MPa外,其余均为500 MPa。
下载: 导出CSV
表 3 200目纯铁粉试样粉末粒径分布(质量分数)
Table 3. Particle size distribution of the pure iron powder samples in 200 mesh
% >150 μm >106 μm >75 μm >45 μm <45 μm 0 5 15 40 40
下载: 导出CSV
表 4 铁粉相关参数
Table 4. Related parameters of Fe powder
材料 密度 /
(kg·m−3)弹性模量 /
GPa法向切向
刚度比摩擦系数 铁粉 7800 190 0.785 0.3
下载: 导出CSV
表 5 各组试样粉末粒径分布
Table 5. Particle size distribution of the samples
试样编号 粒径分布(质量分数) / % >150 μm 106~150 μm 45~106 μm <45 μm N 0 100 0 0 A 0 60 30 10 B 0 60 25 15 C 0 60 20 20 D 0 60 15 25 E 0 60 10 30
下载: 导出CSV
表 6 各粒径颗粒数目
Table 6. Number of the particles in each size
试样编号 粒径分布(个数) 150 μm 106 μm 45 μm 总数 N 18076 0 0 18076 A 10822 15626 68923 95371 B 10822 13073 103432 127327 C 10822 10497 137742 159061 D 10822 7897 172301 191020 E 10822 5275 206605 222702
下载: 导出CSV
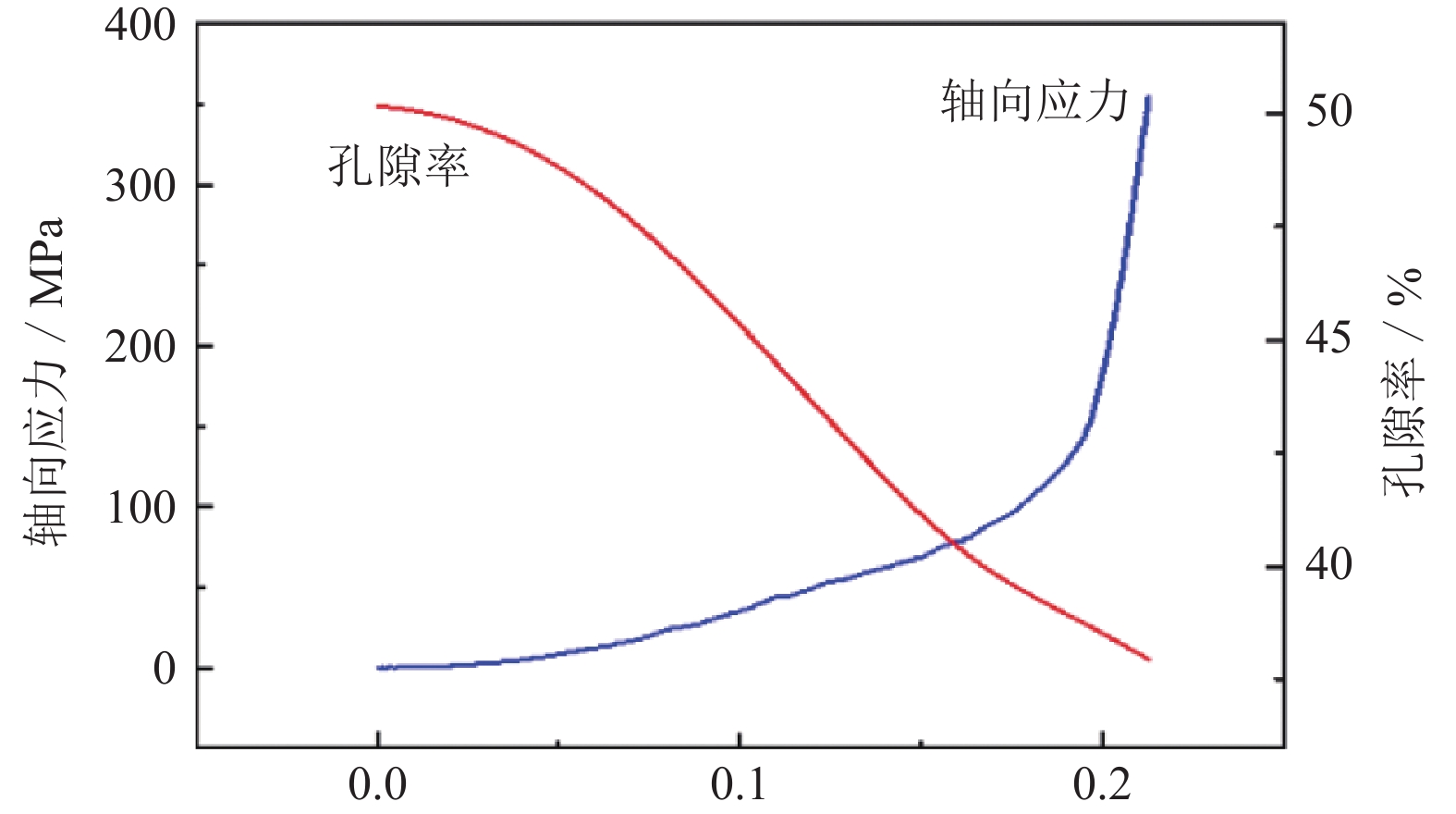
表 7 各组粉末孔隙率
Table 7. Powder porosity of each group
试样编号 孔隙率 / % 初始 最终 减少 缩小比 N组 55.00 30.00 25.00 0.45 A组 55.00 24.25 30.75 0.56 B组 55.00 21.61 33.39 0.61 C组 55.00 19.98 35.02 0.64 D组 55.00 18.08 36.92 0.67 E组 55.00 18.63 36.37 0.66
下载: 导出CSV
表 8 各组粉末试样力链数目与强度
Table 8. Number and strength of force chain distribution of the powders for each group
试样组 力链数目 强度范围 / MPa N 67453 2.0561×10−2~1.5216×103 A 288769 1.8707×10−4~1.3296×103 B 416107 3.0393×10−4~1.3683×103 C 549172 5.7130×10−4~1.4514×103 D 704764 5.1223×10−4~1.4251×103 E 815648 5.0515×10−4~1.3222×103
下载: 导出CSV
-
[1] Huang P Y. Theory of Power Metallurgy. 1st Ed. Beijing: Metallurgical Industry Press, 1982黄培云. 粉末冶金原理. 1版. 北京: 冶金工业出版社, 1982 [2] Amherd Hidalgo A, Frykholm R, Ebel T, et al. Powder metallurgy strategies to improve properties and processing of titanium alloys: A review. Adv Eng Mater, 2017, 19(6): 1600743 doi: 10.1002/adem.201600743 [3] Lang L H, Wang G, Huang X N, et al. Effect of powder size on microstructure and properties of 2A12 aluminium alloy prepared by hot isostatic pressing. Mater Sci Eng Powder Metall, 2016, 21(1): 85 doi: 10.3969/j.issn.1673-0224.2016.01.012郎利辉, 王刚, 黄西娜, 等. 粉末粒度对热等静压法制备2A12铝合金组织与性能的影响. 粉末冶金材料科学与工程, 2016, 21(1): 85 doi: 10.3969/j.issn.1673-0224.2016.01.012 [4] Lin L, Liu J, Zhou C, et al. Optimization analysis of die mass and particle model in metal powder impact compaction. Powder Metall Technol, 2018, 36(3): 182林立, 刘军, 周纯, 等. 金属粉末冲击压制过程中冲模质量及颗粒模型的优化分析. 粉末冶金技术, 2018, 36(3): 182 [5] Ding Y C, Yin H, Jiang Z L. Preparation technology and research progress of iron-based composite. Hot Working Technol, 2013, 42(24): 22丁义超, 尹红, 姜自莲. 铁基复合材料的制备技术与研究进展. 热加工工艺, 2013, 42(24): 22 [6] Geng X W, Zhao H B, Fan Z J. Study of ferrous matrix composites. China Sci Technol Inf, 2009(6): 34耿学文, 赵洪波, 樊振军. 铁基复合材料的研究进展综述. 中国科技信息, 2009(6): 34 [7] Zhang C, Liu J, Luo X L, et al. Effect of loading speed on pressure distribution in metal powder pressing based on discrete element method. Powder Metall Technol, 2019, 37(2): 98张超, 刘军, 罗晓龙, 等. 基于离散元法的金属粉末压制加载速度对压力分布影响. 粉末冶金技术, 2019, 37(2): 98 [8] Skrinjar O, Larsson P L. On discrete element modelling of compaction of powders with size ratio. Comput Mater Sci, 2004, 31(1-2): 131 doi: 10.1016/j.commatsci.2004.02.005 [9] Ye X Y, Liu J L, Xu H, et al. Effects of powder size and molding pressure on structural characterization of 316L stainless steel porous material. Mater Sci Eng Powder Metall, 2013, 18(3): 409 doi: 10.3969/j.issn.1673-0224.2013.03.017叶先勇, 刘京雷, 徐宏, 等. 粉末粒径和压制压力对316L不锈钢多孔材料结构特性的影响. 粉末冶金材料科学与工程, 2013, 18(3): 409 doi: 10.3969/j.issn.1673-0224.2013.03.017 [10] Zhu P C. Effects of the Powder Size and Preparation Process on the Performance of Sintered NdFeB [Dissertation]. Nanjing: Nanjing University of Science and Technology, 2012朱鹏程. 粉末粒度与制备工艺对烧结钕铁硼性能的影响[学位论文]. 南京: 南京理工大学, 2012 [11] Yan Z Q, Chen F, Cai Y X. High velocity compaction behavior and sintered properties of Ti powders with different particle sizes. Acta Metall Sin, 2012, 48(3): 379 doi: 10.3724/SP.J.1037.2011.00612闫志巧, 陈峰, 蔡一湘. 不同粒径Ti粉的高速压制行为和烧结性能. 金属学报, 2012, 48(3): 379 doi: 10.3724/SP.J.1037.2011.00612 [12] Yan Z Q, Chen F, Cai Y, et al. Influence of particle size on property of Ti‒6Al‒4V alloy prepared by high-velocity compaction. Trans Nonferrous Met Soc China, 2013, 23(2): 361 doi: 10.1016/S1003-6326(13)62470-X [13] Yang Z C. Effect of particle size distribution on the formation of the microstructure of sintered NdFeB. Shanxi Metall, 2014, 37(5): 11 doi: 10.3969/j.issn.1672-1152.2014.05.004杨志超. 粉末粒度分布对烧结钕铁硼微观结构形成的影响. 山西冶金, 2014, 37(5): 11 doi: 10.3969/j.issn.1672-1152.2014.05.004 [14] Pan S Y, Dai W J, Zhou Z H, et al. Simulation study on size distribution evolution of powder particles in liquid phase sintering. Powder Metall Technol, 2018, 36(6): 409潘诗琰, 代文杰, 周子豪, 等. 液相烧结过程中粉末粒径分布演化模拟研究. 粉末冶金技术, 2018, 36(6): 409 [15] Cundall P A, Strack O D L. Discussion: A discrete numerical model for granular assemblies. Géotechnique, 1980, 30(3): 331 [16] General Administration of Quality Supervision, Inspection and Quarantine of the People's Republic of China. GB/T 1480-2012 Metal Powder Dry Screening Method. Beijing: China Standard Press, 2013中华人民共和国国家质量监督检验检疫总局. GB/T 1480-2012金属粉末干筛分法测定粒度. 北京: 中国标准出版社, 2013 [17] Japanese Industrial Standards Committee. JIS Z 2510-2004 Metallic Powders—Determination of Particle Size by Dry Sieving. Tokyo: Japan Marine Standard Association, 2004 [18] Ministry of Industry and Information Technology of the People's Republic of China. YB/T 5308-2011 Reduction Iron Powder for Powder Metallurgy. Beijing: Metallurgical Industry Press, 2012中华人民共和国工业和信息化部. YB/T 5308-2011粉末冶金用还原铁粉. 北京: 冶金工业出版社, 2012 [19] National Pig Iron and Ferroalloy Standardization Technical Committee. 20153628-T-602 Water Atomized Pure Iron Powder for Powder Metallurgy, Specification for the Preparation of National Standards for Alloy Iron Powder. Beijing: China Standard Press, 2015全国生铁及铁合金标准化技术委员会. 20153628-T-602粉末冶金用水雾化纯铁粉、合金铁粉国家标准编制说明. 北京: 中国标准出版, 2015 [20] State Administration of Market Regulation. GB/T 19734-2018 Water Atomized Pure Iron Powder, Alloy Steel Powder for Powder Metallurgy. Beijing: China Standard Press, 2018国家市场监督管理总局. GB/T 19734-2018粉末冶金用水雾化纯铁粉、合金钢粉. 北京: 中国标准出版社, 2018 [21] Hu X P. Analysis on the Influential Factors of Metal Particle Contact Process under High Speed Loading [Dissertation]. Ningbo: Ningbo University, 2016胡仙平. 高速加载下金属颗粒接触过程的影响因素分析[学位论文]. 宁波: 宁波大学, 2016 -



 点击查看大图
点击查看大图
计量
- 文章访问数: 625
- HTML全文浏览量: 126
- PDF下载量: 83
- 被引次数: 0
