
-
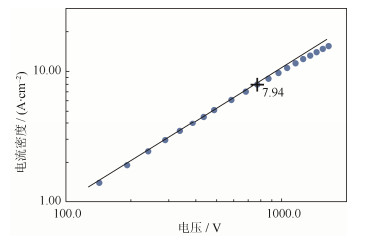
摘要: 基于增材制造的技术特点, 设计完成了适用于3D打印的阴极热子组件模型, 并通过选择性激光熔融技术一体化3D打印完成了直径为3 mm和5 mm的样品, 并对样品展开了相应的后处理工艺研究, 包括去除支撑结构、热子绝缘防护和浸渍发射盐等。结果表明, 新型组件的热子能够将阴极加热至900~1100℃的工作温度范围; 在水冷阳极二极管中测试, 1100℃下阴极拐点发射电流密度达到7.94 A·cm-2。Abstract: The cathode-heater assembly model for 3D printing was designed based on the technical characteristics of additive manufacturing. The samples in the diameters of 3 mm and 5 mm were 3D-printed by selective laser melting; meanwhile, the corresponding post-treatments for the samples were carried out, including the removal of support structure, the insulation protection of heater, and the impregnation of active material. The results show that, the cathode can be heated to the work temperature in range of 900~1100 ℃ by the new heater assembly, and the emission current density at the cathode inflexion can achieved as 7.94 A·cm-2 at 1100 ℃ in water-cooled diode test.
-

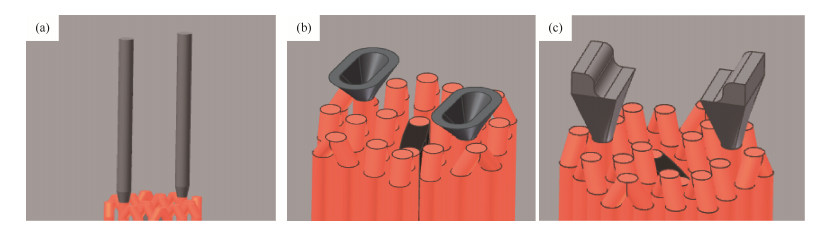
图 2 热子引腿结构:(a)简单圆柱;(b)和(c)异形台阶
Figure 2. Potential pin structures of the heaters: (a)column; (b)and(c)specific steps

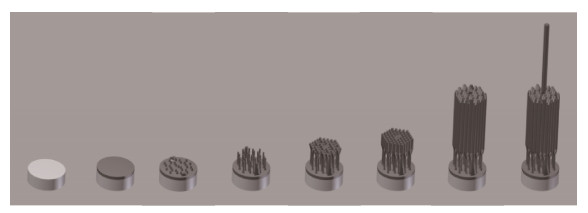
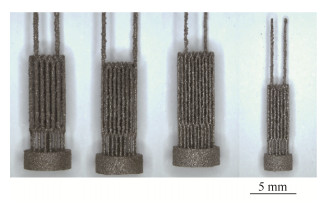
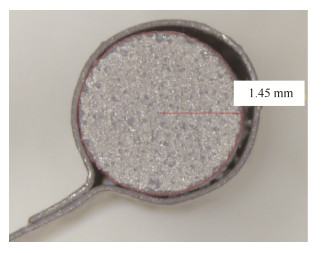
图 5 3D打印的阴极热子组件样品宏观形貌
Figure 5. Macromorphology of the 3D-printed cathode-heater assembly sample

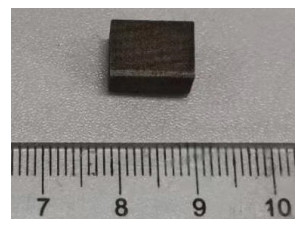
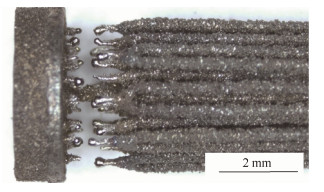
图 6 3D打印的阴极热子组件样品光学形貌
Figure 6. Optical morphology of the 3D-printed cathode-heater assembly sample

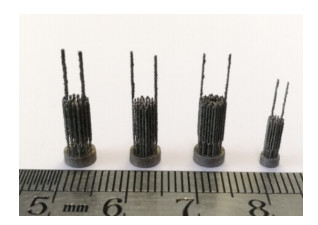
图 7 去除支撑结构的阴极热子组件样品
Figure 7. Cathode-heater assembly samples after removing the supporting columns

图 9 阴极热子组件样品绝缘防护处理
Figure 9. Cathode-heater assembly samples after the insulation protection treatment

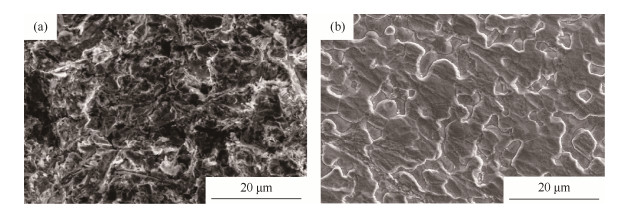
图 12 不同制备工艺得到的阴极表面微观组织:(a)选择性激光熔化工艺;(b)常规粉末冶金工艺
Figure 12. Microstructures of the cathode surfaces: (a)SLM; (b)the conventional powder metallurgy process

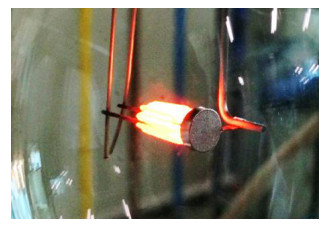
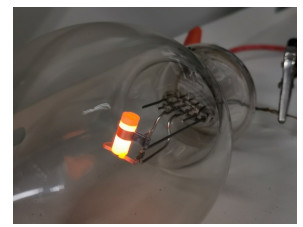
图 13 测试用水冷阳极二极管外观形貌
Figure 13. Appearance of the water-cooled diode used in the cathode emission performance testing

图 14 阴极热子组件的阴极发射伏安特性
Figure 14. Voltage current characteristics of the cathode emission for the cathode-heater assembly
表 1 加热功率及阴极热子温度
Table 1. Heating powers and the corresponding temperatures of cathode and heater
热子电/V 热子加热功率/W 热子温度/℃ 阴极发射表面温度/℃ 阴极热子温差/℃ 6 12.30 983 830 153 7 16.03 1050 883 167 8 19.28 1129 941 188 9 22.95 1176 987 189 10 26.90 1233 1035 198 11 30.25 1272 1071 201  下载: 导出CSV
下载: 导出CSV
表 2 新型阴极热子组件的阴极表面能谱分析
Table 2. Energy spectrum analysis of the new type cathode-heater assembly surface
元素 质量分数/% 原子数分数/% O 13.90 59.73 Al 3.36 8.55 Ba 6.19 3.10 W 76.55 28.62
下载: 导出CSV
-
[1] Fang R, Lu Y X. The development of the thermionic cathodes. Vac Electron, 2015(1): 12 https://www.cnki.com.cn/Article/CJFDTOTAL-ZKDJ201501004.htm方荣, 陆玉新. 热阴极的发展现状. 真空电子技术, 2015(1): 12 https://www.cnki.com.cn/Article/CJFDTOTAL-ZKDJ201501004.htm [2] Li N, Shao W S, Gao Y J, et al. Studies on emission performance of high current density scandate cathode. Vac Electron, 2015(2): 38 https://www.cnki.com.cn/Article/CJFDTOTAL-ZKDJ201502009.htm李娜, 邵文生, 高玉娟, 等. 大电流密度钪酸盐阴极的发射性能研究. 真空电子技术, 2015(2): 38 https://www.cnki.com.cn/Article/CJFDTOTAL-ZKDJ201502009.htm [3] Fan Y, Li F X, Guo F, et al. Development status of 3D printing technology. World Nonferrous Met, 2017(22): 221 https://www.cnki.com.cn/Article/CJFDTOTAL-COLO201722130.htm樊昱, 李芬霞, 郭峰, 等. 3D打印技术发展现状. 世界有色金属, 2017(22): 221 https://www.cnki.com.cn/Article/CJFDTOTAL-COLO201722130.htm [4] Liu C Y, Zhao B B, Li L J, et al. Research progress of 3D printing technology for metallic materials. Powder Metall Ind, 2020, 30(2): 83 https://www.cnki.com.cn/Article/CJFDTOTAL-FMYG202002025.htm柳朝阳, 赵备备, 李兰杰, 等. 金属材料3D打印技术研究进展. 粉末冶金工业, 2020, 30(2): 83 https://www.cnki.com.cn/Article/CJFDTOTAL-FMYG202002025.htm [5] Yang J, Guo H G, Tan J B. Status and development trend of selective laser melting forming technology. Hebei J Ind Sci Technol, 2017, 34(4): 300 https://www.cnki.com.cn/Article/CJFDTOTAL-HBGY201704012.htm杨佳, 郭洪钢, 谭建波. 选择性激光熔化技术研究现状和发展趋势. 河北工业科技, 2017, 34(4): 300 https://www.cnki.com.cn/Article/CJFDTOTAL-HBGY201704012.htm [6] Wang H J, Cui Z W, Sun F, et al. Superalloy GH4169 complicated components prepared by selective laser melting forming technique. Powder Metall Technol, 2016, 34(5): 368 doi: 10.3969/j.issn.1001-3784.2016.05.009王会杰, 崔照雯, 孙峰, 等. 激光选区熔化成形技术制备高温合金GH4169复杂构件. 粉末冶金技术, 2016, 34(5): 368 doi: 10.3969/j.issn.1001-3784.2016.05.009 [7] Mullen L, Stamp R C, Fox P, et al. Selective laser melting: A unit cell approach for the manufacture of porous, titanium, bone in-growth constructs, suitable for orthopedic applications. J Biomedi Mater Res B, 2010, 92(1): 178 [8] Shen Y, McKown S, Tsopanos S, et al. The mechanical properties of sandwich structures based on metal lattice architectures. J Sandwich Struct Mater, 2010, 12(2): 159 doi: 10.1177/1099636209104536 [9] Yang G Y, Tang H P, Liu N, et al. Research progress in tungsten material fabricated by additive manufacturing. Hot Working Technol, 2016, 45(24): 16 https://www.cnki.com.cn/Article/CJFDTOTAL-SJGY201624004.htm杨广宇, 汤慧萍, 刘楠, 等. 增材制造技术制备钨材料研究进展. 热加工工艺, 2016, 45(24): 16 https://www.cnki.com.cn/Article/CJFDTOTAL-SJGY201624004.htm [10] Xie Y J, Yang H C, Wang X B, et al. Study on the tungsten bulk materials prepared by selective laser melting. Powder Metall Technol, 2018, 36(2): 89 doi: 10.19591/j.cnki.cn11-1974/tf.2018.02.002谢琰军, 杨怀超, 王学兵, 等. 选择性激光熔化制备纯钨块体材料的研究. 粉末冶金技术, 2018, 36(2): 89 doi: 10.19591/j.cnki.cn11-1974/tf.2018.02.002 [11] Liu C L, Zhao Y Q, Tian G M, et al. Advanced manufacturing technology for refractory metals. Mater China, 2015, 34(2): 163 https://www.cnki.com.cn/Article/CJFDTOTAL-XJKB201502009.htm刘彩利, 赵永庆, 田广民, 等. 难熔金属材料先进制备技术. 中国材料进展, 2015, 34(2): 163 https://www.cnki.com.cn/Article/CJFDTOTAL-XJKB201502009.htm [12] Ni X Q, Kong D C, Wen Y, et al. Influence factors and improvement methods on the porosity of 3D printing metal materials. Powder Metall Technol, 2019, 37(3): 163 doi: 10.19591/j.cnki.cn11-1974/tf.2019.03.001倪晓晴, 孔德成, 温莹, 等. 3D打印金属材料中孔隙率的影响因素和改善方法. 粉末冶金技术, 2019, 37(3): 163 doi: 10.19591/j.cnki.cn11-1974/tf.2019.03.001 [13] Gao H, Li S C, Fu Y Z, et al. Abrasive flow machining of additively manufactured metal grilling parts. Acta Aeronaut et Astronaut Sin, 2017, 38(10): 226 https://www.cnki.com.cn/Article/CJFDTOTAL-HKXB201710022.htm高航, 李世宠, 付有志, 等. 金属增材制造格栅零件磨粒流抛光. 航空学报, 2017, 38(10): 226 https://www.cnki.com.cn/Article/CJFDTOTAL-HKXB201710022.htm [14] Zhou X, Liu W. Melting and solidifying behavior in single layer selective laser of pure tungsten powder. Chin J Lasers, 2016, 43(5): 71 https://www.cnki.com.cn/Article/CJFDTOTAL-JJZZ201605011.htm周鑫, 刘伟. 纯钨单层铺粉激光选区熔化/凝固行为. 中国激光, 2016, 43(5): 71 https://www.cnki.com.cn/Article/CJFDTOTAL-JJZZ201605011.htm [15] Zhu X C, Wei Q S, Sun C H. Study on microstructures and properties of S136 die steel formed by selective laser melting after heat treatment. Powder Metall Technol, 2019, 37(2): 83 doi: 10.19591/j.cnki.cn11-1974/tf.2019.02.001朱学超, 魏青松, 孙春华. 激光选区熔化成形S136模具钢热处理组织和性能研究. 粉末冶金技术, 2019, 37(2): 83 doi: 10.19591/j.cnki.cn11-1974/tf.2019.02.001 [16] Song B, Zhao X, Li S, et al. Differences in microstructure and properties between selective laser melting and traditional manufacturing for fabrication of metal parts: A review. Front Mech Eng, 2015, 10(2): 111 -



 点击查看大图
点击查看大图
计量
- 文章访问数: 156
- HTML全文浏览量: 49
- PDF下载量: 16
- 被引次数: 0
