
-
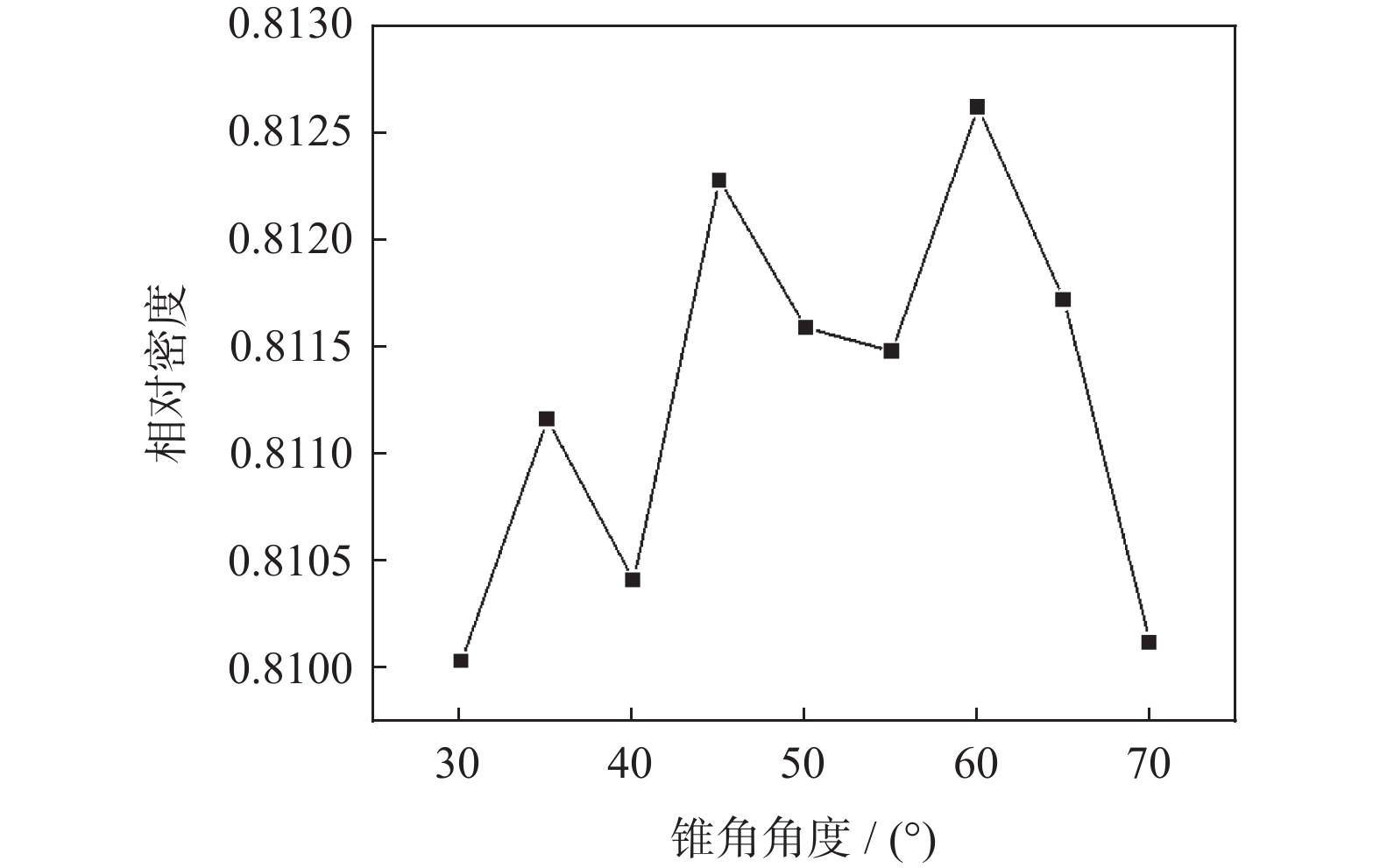
摘要: 不同形状金属粉末制品在高速压制下的压制行为不一致,从而导致其相对密度以及致密均匀性发生改变。粉末制品零件多含有锥角结构,在压制过程中,金属粉末的致密化程度会随锥角角度的不同而发生变化。借助离散元PFC3D探究锥形零件在冲击加载下不同角度的相对密度。结果表明,锥角角度在30°~60°之间,相对密度表现为波动式变化,有着多个波峰波谷,但整体呈上升趋势;锥角角度在45°~60°之间,相对密度在波动式变化中达到最大值;当锥角角度大于60°,相对密度会下降。随摩擦系数增大,相对密度减小的同时对小锥角零件影响加大。综合分析发现,45°与60°锥角总会处于相对密度峰值附近,而其均匀度系数也相对其他角度较小,45°为锥角零件的优秀角度,相对密度高且较为均匀。实验验证了模拟结论的准确性,为锥角零件的最佳压制成型提供理论依据。Abstract: Metal powder products with the different shapes have the different pressing behaviors under the high speed pressing, easily leading to the change in relative density and density uniformity. Most of powder products contain the taper angle structure, and the densification degree of metal powders will change with the taper angle in the process of pressing. The relative density of the conical parts at different angles under impact loading was investigated by discrete element software PFC3D in this paper. It is found that, the relative density shows the fluctuating variation with the multiple peaks and troughs when the taper angle is between 30° and 60°, but the overall trend is upward, and the relative density reaches the maximum value in the trough change with the taper angle between 45° and 60°. When the taper angle is greater than 60°, the relative density decreases. With the increase of the friction coefficient, the relative density decreases, and the effect on the small taper angle parts increases. The comprehensive analysis shows that, the taper angles at 45° and 60° are always near the peak relative density, and the uniformity coefficient is smaller than other angles. 45° is the excellent angle for the taper angle parts, showing the higher relative density and uniformity. The experimental results verify the accuracy of the simulation, providing the theoretical basis for the optimal pressing of conical parts.
-
Key words:
- taper angle /
- discrete element method /
- relative density /
- impact loading /
- uniformity
-

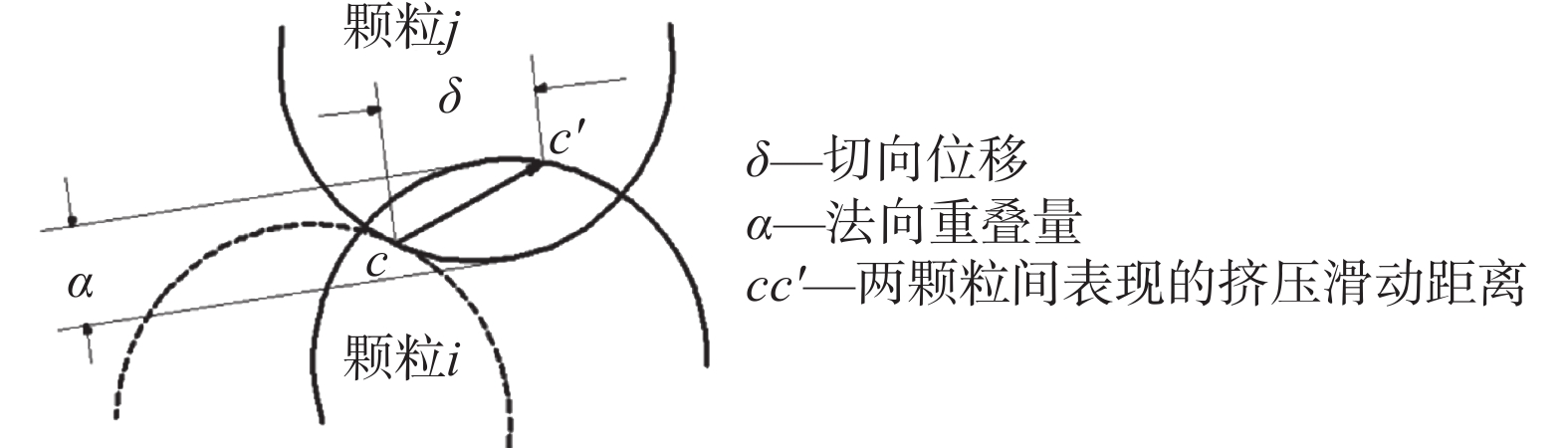
图 2 考虑两颗粒法向重叠量和切向位移且不考虑颗粒表面变形的软球模型
Figure 2. Soft ball model considering without particle surface deformation and with normal overlap and tangential displacement

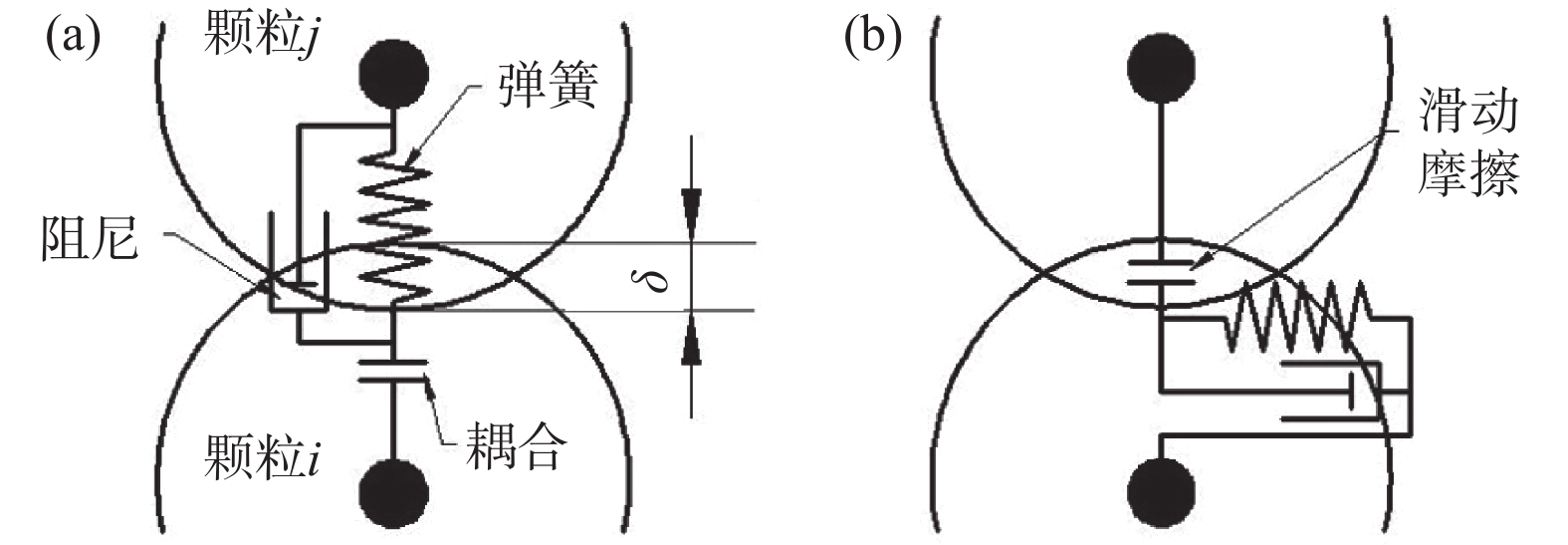
图 3 软球模型接触力简化处理:(a)法向力;(b)切向力
Figure 3. Simplified treatment of the particle contact force by soft sphere model: (a) normal force; (b) tangential force

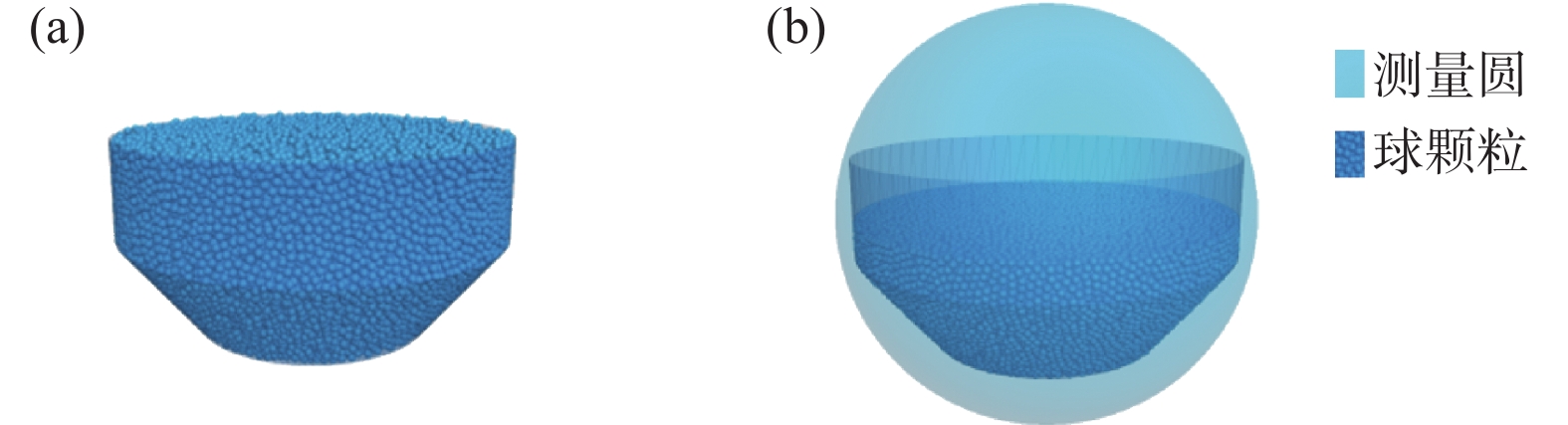
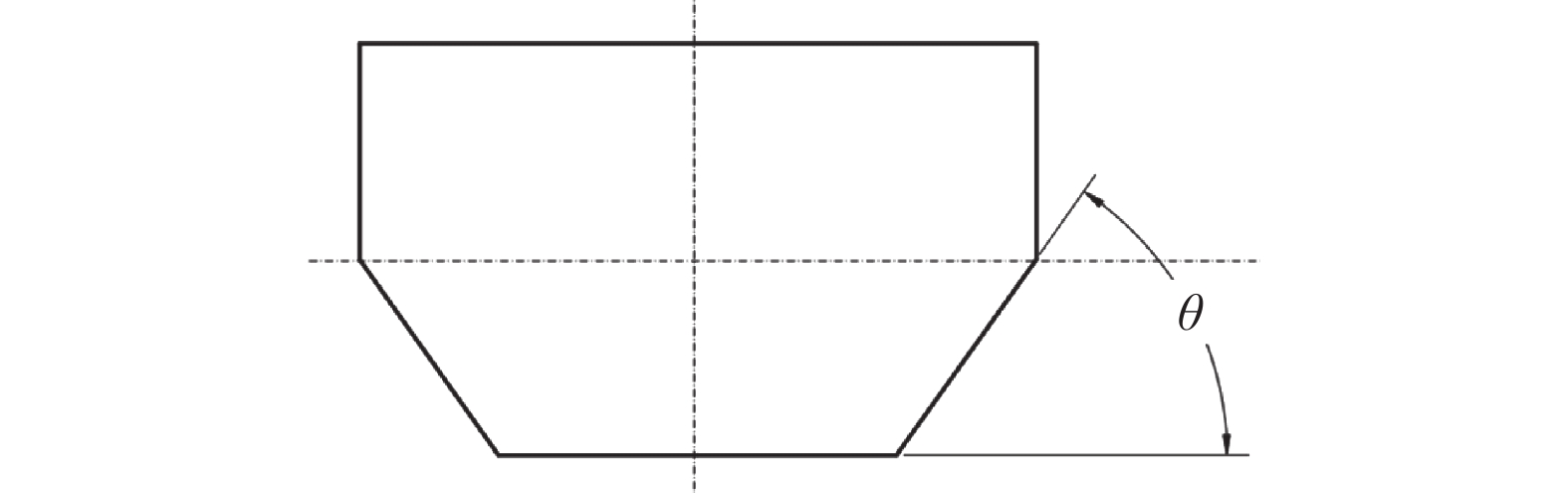
图 4 圆锥模型(a)以及圆锥部分相对密度(b)测量示意图
Figure 4. Schematic diagram of the taper model (a) and the measurement of the relative density (b)

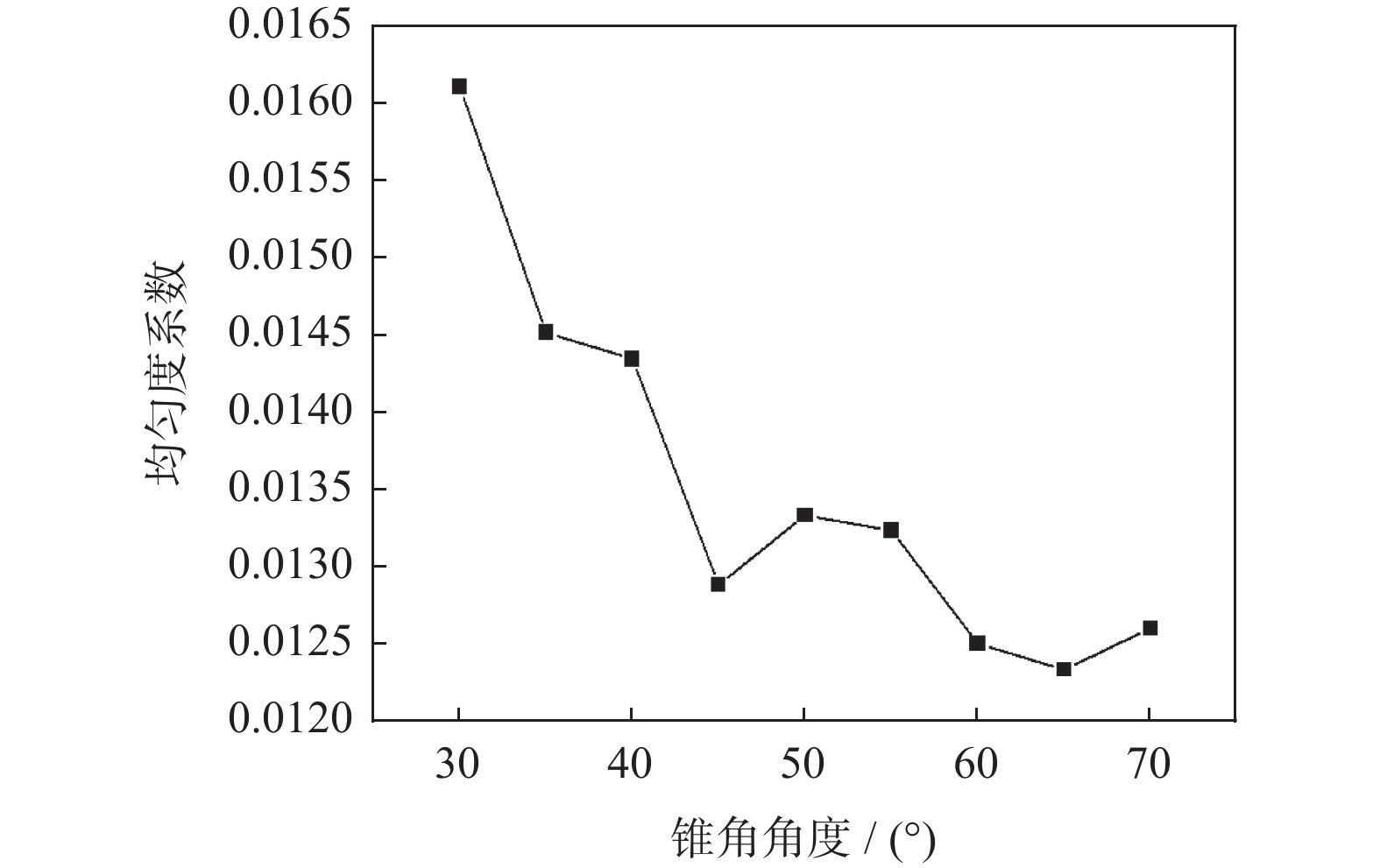
图 5 锥角角度与相对密度的变化曲线
Figure 5. Relationship between the taper angle and relative density

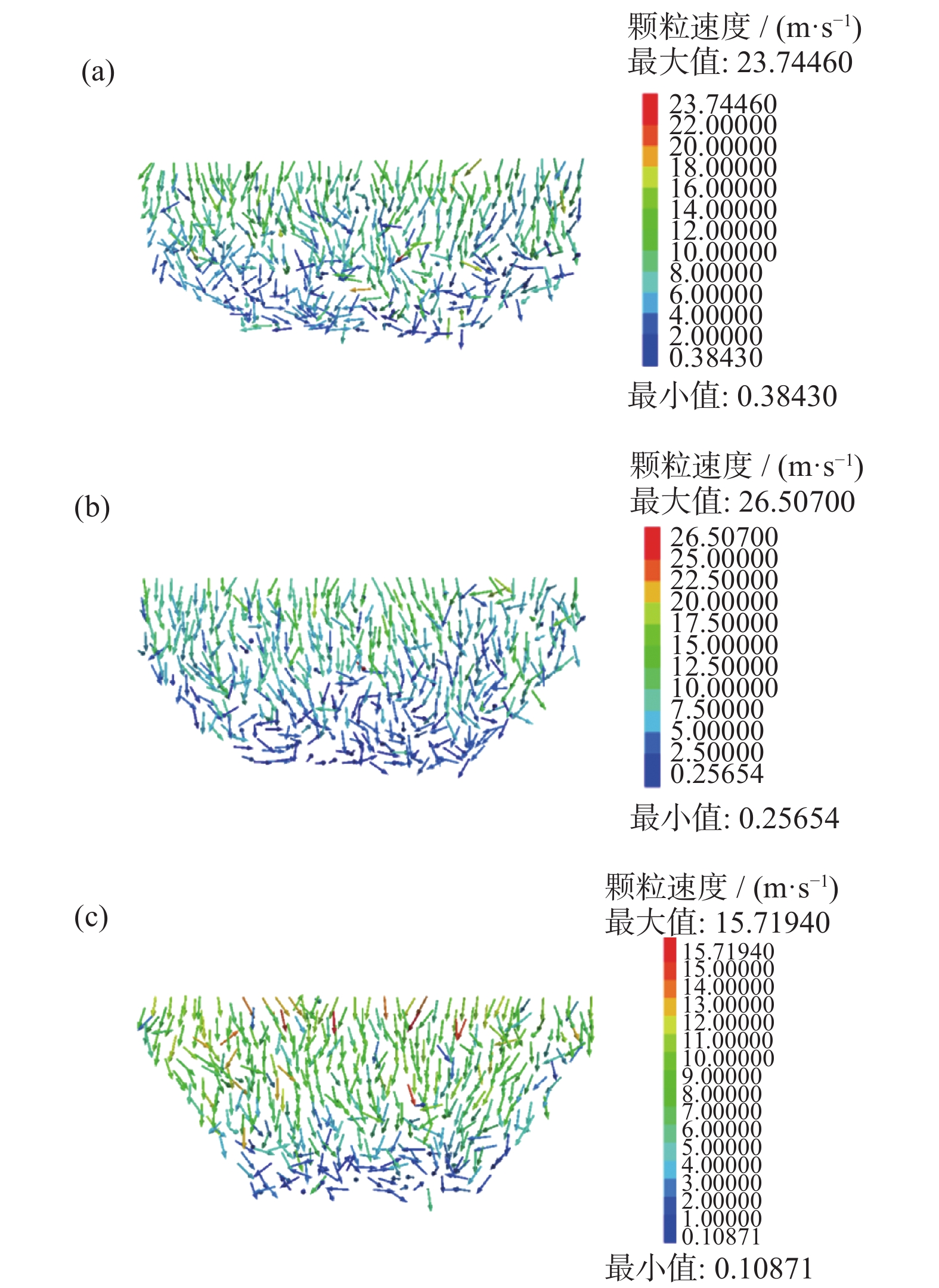
图 6 不同锥角下颗粒速度分布规律:(a)30°;(b)45°;(c)60°
Figure 6. Distribution of particle velocity at different taper angles: (a) 30°; (b) 45°; (c) 60°

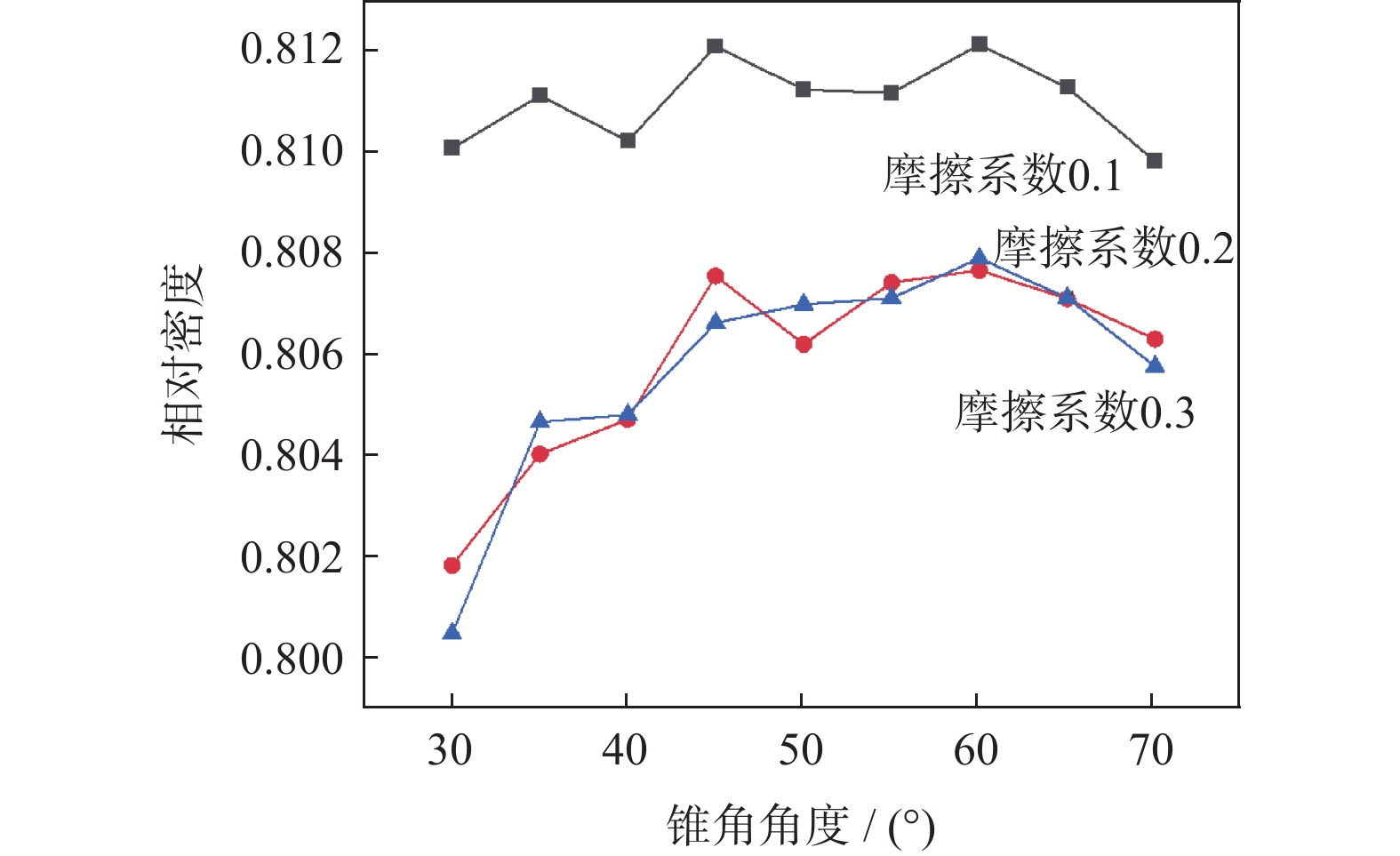
图 7 不同模壁摩擦系数下相对密度与锥角角度之间的关系
Figure 7. Relationship between relative density and taper angle at different mold wall friction coefficients

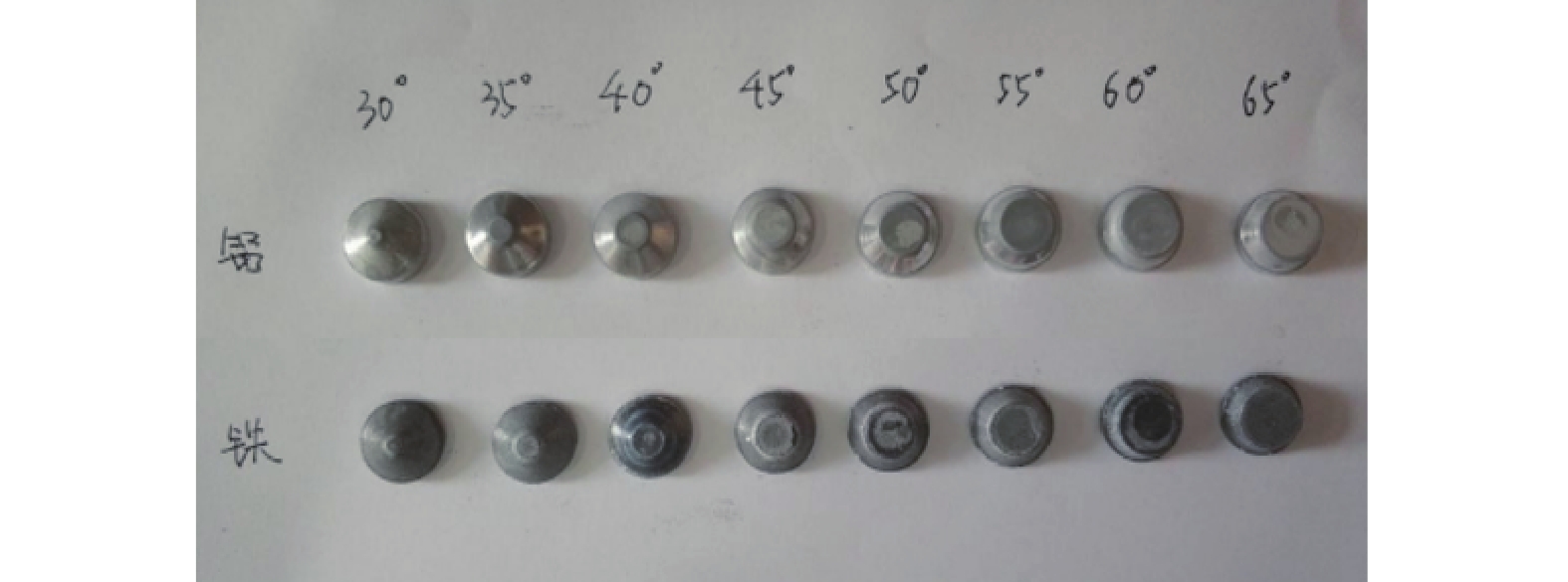
图 8 不同材料不同锥角零件的部分试样图
Figure 8. Partial samples of the different materials with the different taper angles

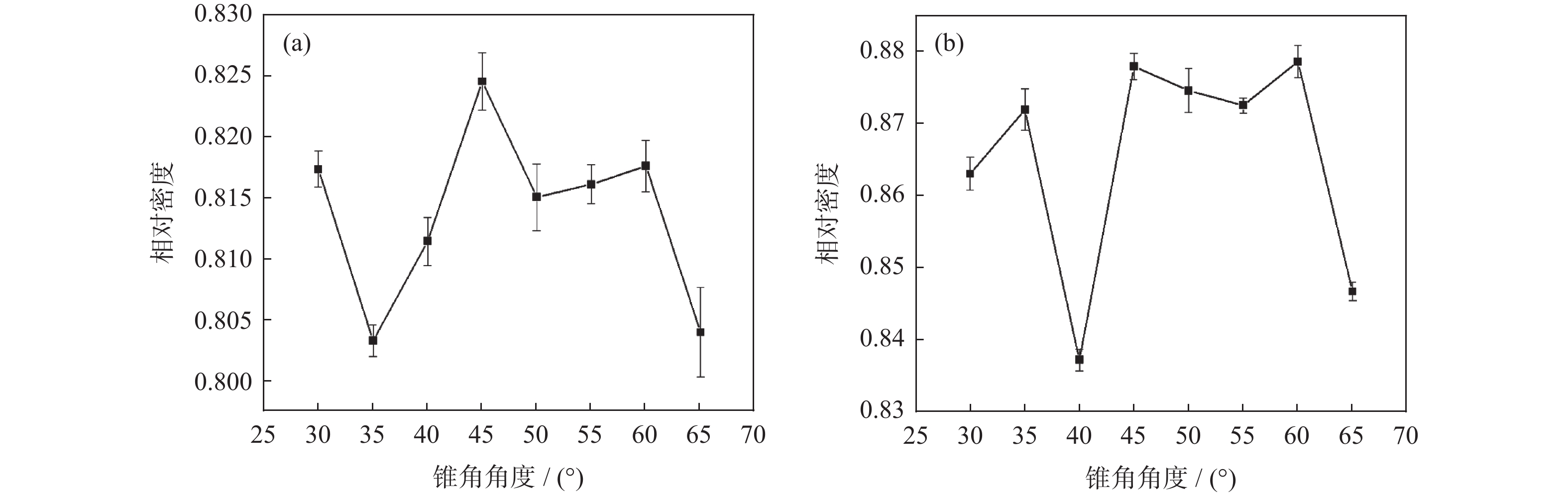
图 9 预压后锥角与相对密度关系:(a)铝粉;(b)铁粉
Figure 9. Relationship between the relative density and taper angle after pre-compression: (a) aluminum powders; (b) iron powders

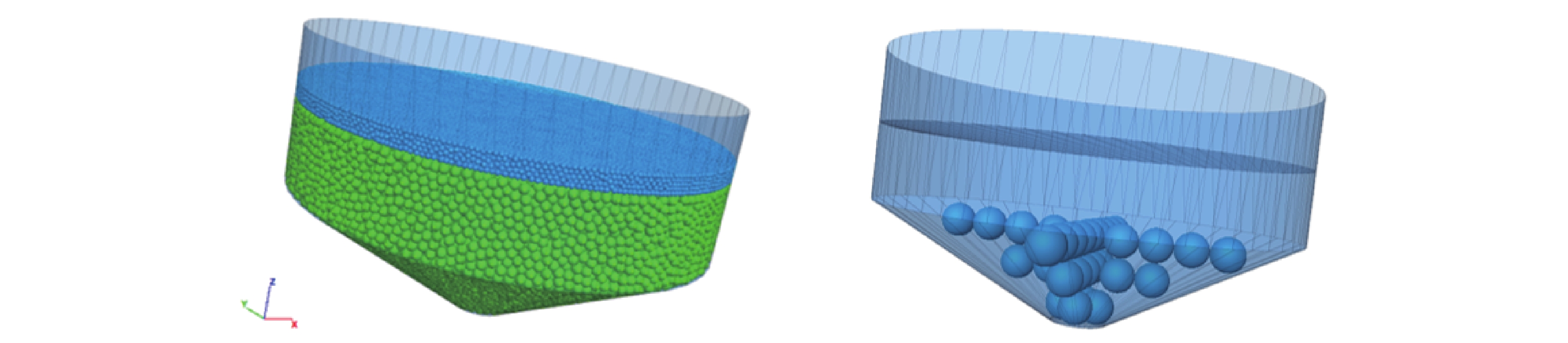
图 10 锥形零件冲击模型(a)与测量球布置模型图(b)
Figure 10. Impact model of taper part (a) and the model of measurement unit layout (b)

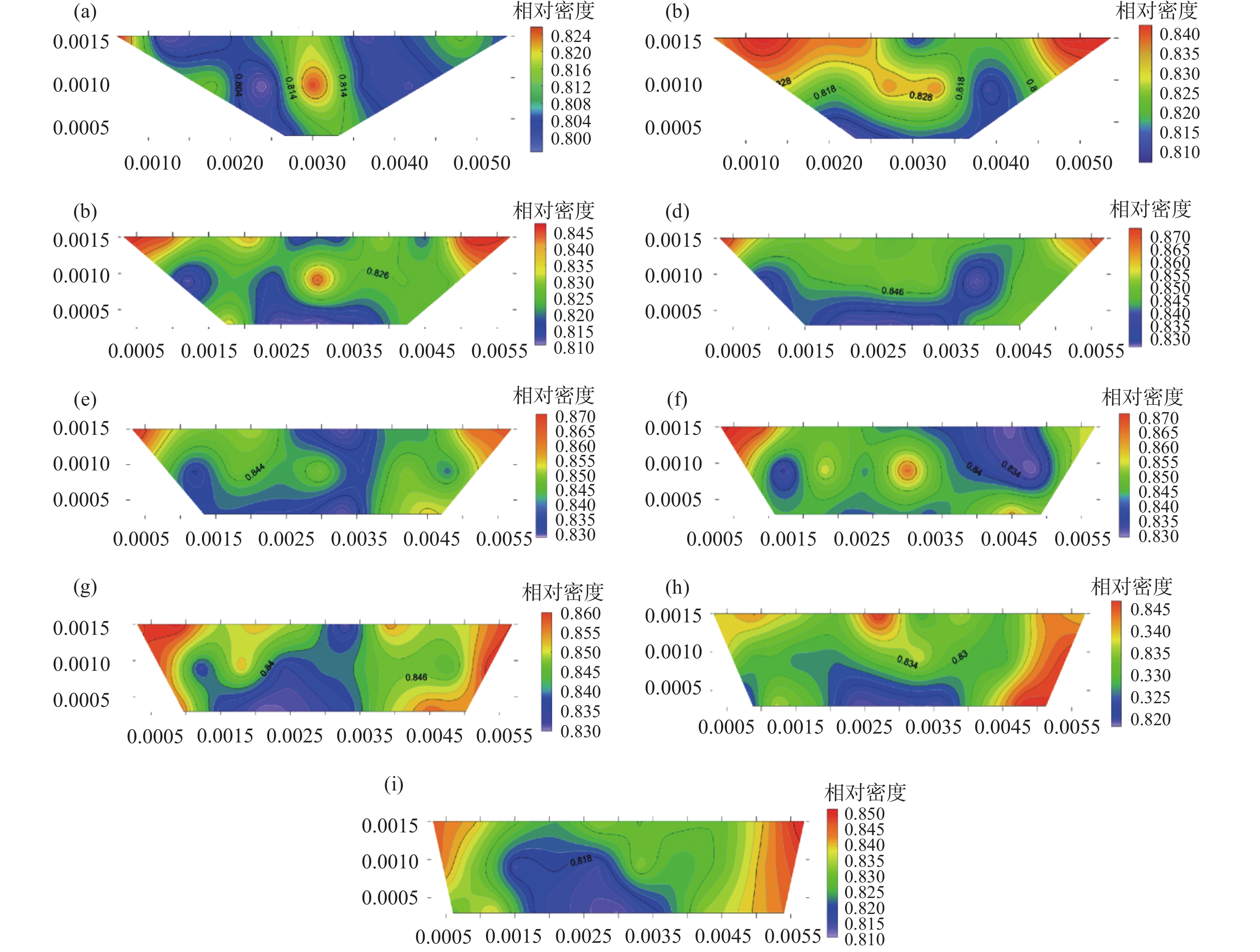
图 11 不同锥角下的轴向相对密度分布云图:(a)30°;(b)35°;(c)40°;(d)45°;(e)50°;(f)55°;(g)60°;(h)65°;(i)70°
Figure 11. Relative density distribution clouds in axial direction at different taper angles: (a) 30°; (b) 35°; (c) 40°; (d) 45°; (e) 50°; (f) 55°; (g) 60°; (h) 65°; (i) 70°
表 1 锥形模型尺寸
Table 1. Dimensions of the taper model
锥角角度 / (°) 底模总高度 / mm 底模锥角部分高度 / mm 底模上端面直径 / mm 底模下端面直径 / mm 30 6 3 12 1.61 35 6 3 12 3.43 40 6 3 12 4.85 45 6 3 12 6.00 50 6 3 12 6.96 55 6 3 12 7.80 60 6 3 12 8.54 65 6 3 12 9.20 70 6 3 12 9.82  下载: 导出CSV
下载: 导出CSV
表 2 底模参数汇总
Table 2. Summary of the bottom mold parameters
锥角角度 / (°) 底模总高度 / mm 底模锥角部分高度 / mm 底模上端面直径 / mm 底模下端面直径 / mm 30 8.6 3.6 14.4 1.9 35 8.6 3.6 14.4 4.1 40 8.6 3.6 14.4 5.8 45 8.6 3.6 14.4 7.2 50 8.6 3.6 14.4 8.4 55 8.6 3.6 14.4 9.4 60 8.6 3.6 14.4 10.2 65 8.6 3.6 14.4 11.0 70 8.6 3.6 14.4 11.8
下载: 导出CSV
-
[1] Huang P Y. Principles of Powder Metallurgy. Beijing: Metallurgical Industry Press, 1997黄培云. 粉末冶金原理. 北京: 冶金工业出版社, 1997 [2] Ransing R S, Gethin D T, Khoei A R, et al. Powder compaction modelling via the discrete and finite element method. Mater Des, 2000, 21(4): 263 doi: 10.1016/S0261-3069(99)00081-3 [3] PM Modnet Modelling Group. Comparison of computer models representing powder compaction process. Powder Metall, 1999, 42(4): 301 doi: 10.1179/003258999665648 [4] Lin L. Research on the Influence of Metal Powder Particle Size Distribution on Density [Dissertation]. Ningbo: Ningbo University, 2019林立. 金属粉末粒径分布对相对密度影响研究[学位论文]. 宁波: 宁波大学, 2019 [5] Zhang L D, Liu J, Luo X L, et al. High-speed particle compaction simulation and dynamic mechanical analysis based on discrete element method. Powder Metall Technol, 2020, 38(5): 350张璐栋, 刘军, 罗晓龙, 等. 基于离散元法的颗粒高速压制模拟及动态力学分析. 粉末冶金技术, 2020, 38(5): 350 [6] Zhang C, Liu J, Luo X L, et al. The influence of metal powder pressing loading speed on pressure distribution based on discrete element method. Powder Metall Technol, 2019, 37(2): 98张超, 刘军, 罗晓龙, 等. 基于离散元法的金属粉末压制加载速度对压力分布影响. 粉末冶金技术, 2019, 37(2): 98 [7] Matuttis H G, Luding S, Herrmann H J. Discrete element simulations of dense packings and heaps made of spherical and non-spherical particles. Powder Technol, 2000, 109(1): 278 [8] Coube O, Riedel H. Numerical simulation of metal powder die compaction with special consideration of cracking. Powder Metall, 2000, 43(2): 123 doi: 10.1179/003258900665871 [9] Kim K T, Lee H T. Effect of friction between powder and a mandrel on densification of iron powder during cold isostatic pressing. Int J Mech Sci, 1998, 40(6): 507 doi: 10.1016/S0020-7403(97)00063-5 [10] Wikman B, Solimannezhad N, Larsson R, et al. Wall friction coefficient estimation through modelling of powder die pressing experiment. Powder Metall, 2000, 43(2): 132 doi: 10.1179/003258900665880 [11] Liu Y Z, Hu J H, Huang S Y, et al. Densification behavior of Ag−Cu solder powder compaction. Forg Technol, 2018, 43(4): 76刘运展, 胡建华, 黄尚宇, 等. Ag−Cu钎料粉末压制致密化行为. 锻压技术, 2018, 43(4): 76 [12] Yu S W, Zhou J, Zhang W, et al. Analysis of factors affecting the density of high-speed powder compaction parts. China Mech Eng, 2018, 29(9): 1120 doi: 10.3969/j.issn.1004-132X.2018.09.017于世伟, 周剑, 张炜, 等. 粉末高速压制成形件密度影响因素分析. 中国机械工程, 2018, 29(9): 1120 doi: 10.3969/j.issn.1004-132X.2018.09.017 [13] Ma Z W. Study on the Density Distribution of Powder Metallurgy Step Parts during Unidirectional Pressing [Dissertation]. Hefei: Hefei University of Technology, 2011马志伟. 单向压制时粉末冶金台阶零件的密度分布规律研究[学位论文]. 合肥: 合肥工业大学, 2011 [14] Zhang X L, He J Q, Han C, et al. Deformation and stress analysis of elliptical section pipe fittings under hydraulic pressure. J Mech Eng, 2017, 53(18): 49 doi: 10.3901/JME.2017.17.049张鑫龙, 贺久强, 韩聪, 等. 椭圆截面管件充液压制变形与应力分析. 机械工程学报, 2017, 53(18): 49 doi: 10.3901/JME.2017.17.049 [15] Gao S. Numerical Simulation of Compression Forming of Iron-Based Powder Metallurgy Synchronizer Cone Ring [Dissertation]. Xi'an: Xi'an Technological University, 2019高硕. 铁基粉末冶金同步器锥环压制成形数值模拟[学位论文]. 西安: 西安工业大学, 2019 [16] Chen Y Z, Li C F, Ma B S. Numerical simulation and experimental research on electromagnetic forming of tapered parts. J Plast Eng, 2008(5): 127陈玉珍, 李春峰, 马宝山. 锥形件电磁成形数值模拟及试验研究. 塑性工程学报, 2008(5): 127 [17] Li D, Zhang K, Li P. Simulation and experimental research on compression and torsion forming of aluminum powder sintered cone parts. Precis Form Eng, 2010, 2(4): 15李达, 章凯, 李萍. 铝粉烧结锥形件压扭成形模拟及实验研究. 精密成形工程, 2010, 2(4): 15 [18] Sun Q C, Wang G Q. Introduction to Mechanics of Granular Matter. Beijing: Science Press, 2009孙其诚, 王光谦. 颗粒物质力学导论. 北京: 科学出版社, 2009 -

 点击查看大图
点击查看大图
计量
- 文章访问数: 332
- HTML全文浏览量: 72
- PDF下载量: 38
- 被引次数: 0
