
-
摘要: 介绍了东睦新材料集团股份有限公司已经使用的高密度铁基粉末冶金产品制造技术,包括温压成形、温模压制、复压复烧等,并讨论了这些技术的优缺点。所述高密度铁基粉末冶金零件制备技术虽可以提升粉末冶金零件的密度,强度也达到较高的水平,但是零件的精度及粗糙度等尚不能满足高端应用的要求,仍需进一步机加工。未来仍需提升粉末冶金模具的制造精度、粉末特性和工艺稳定性,开发低成本、高精度、高强度的烧结铁基零件制备技术。Abstract: The preparation technologies of high density iron based powder metallurgy products used in NBTM were introduced in this paper, including warm compaction, warm die compaction, double-pressing and double-sintering, and the advantages and disadvantages of these technologies were discussed. Although the preparation technologies described in this paper can improve the density and strength of powder metallurgy parts to a high level, the precision and roughness of the parts cannot meet the requirements of high-level applications, and the further machining is still needed. For the iron-based powder metallurgy parts, the precision of powder metallurgy die manufacturing, the powder characteristics, and the process stability are still needed to improve in the future, and the new sintered iron based parts preparation technology with low-cost, high-precision, and high-strength should be developed.
-

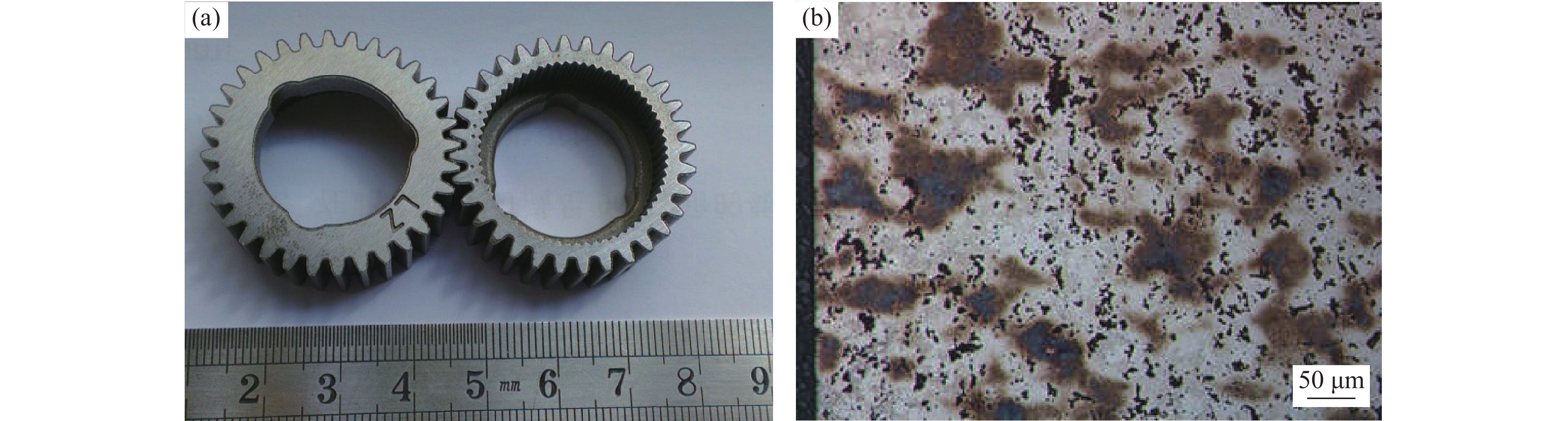
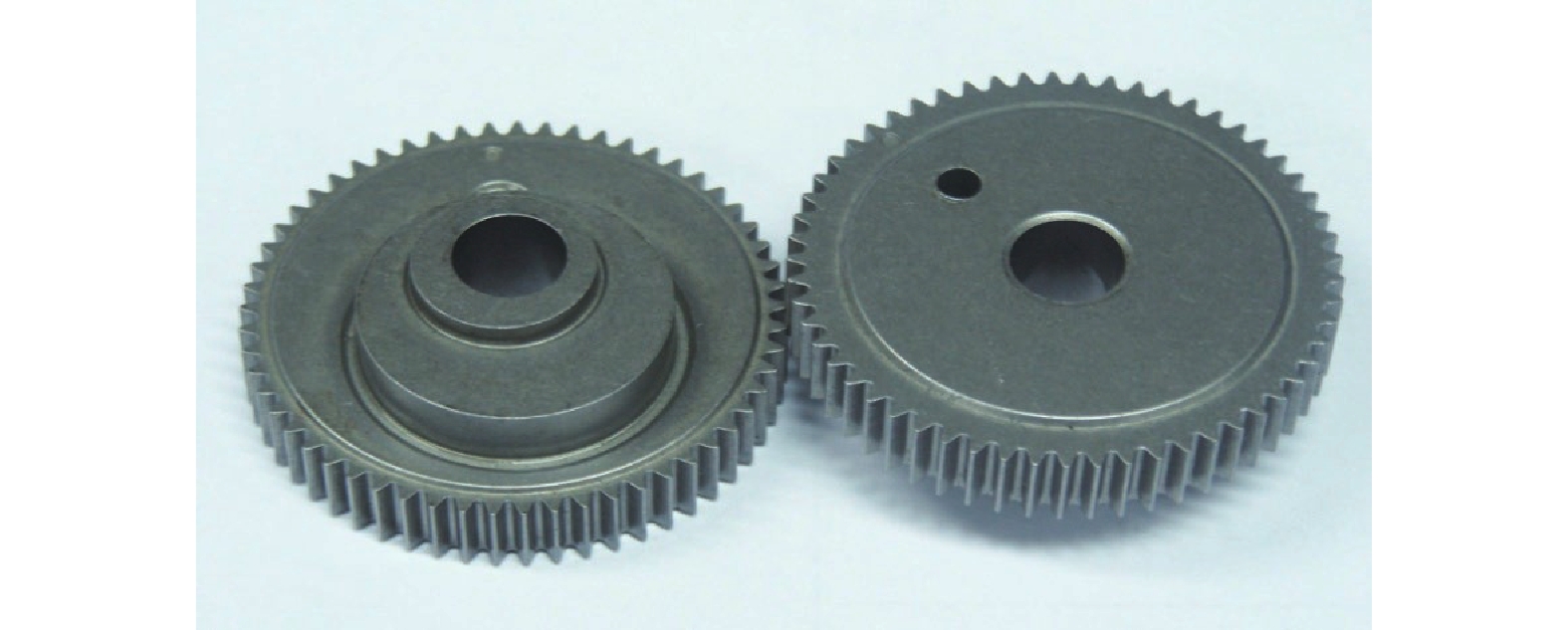
图 1 东睦公司最早量产的温压偏心齿轮
Figure 1. First batch produced warm compaction eccentric gears by NBTM

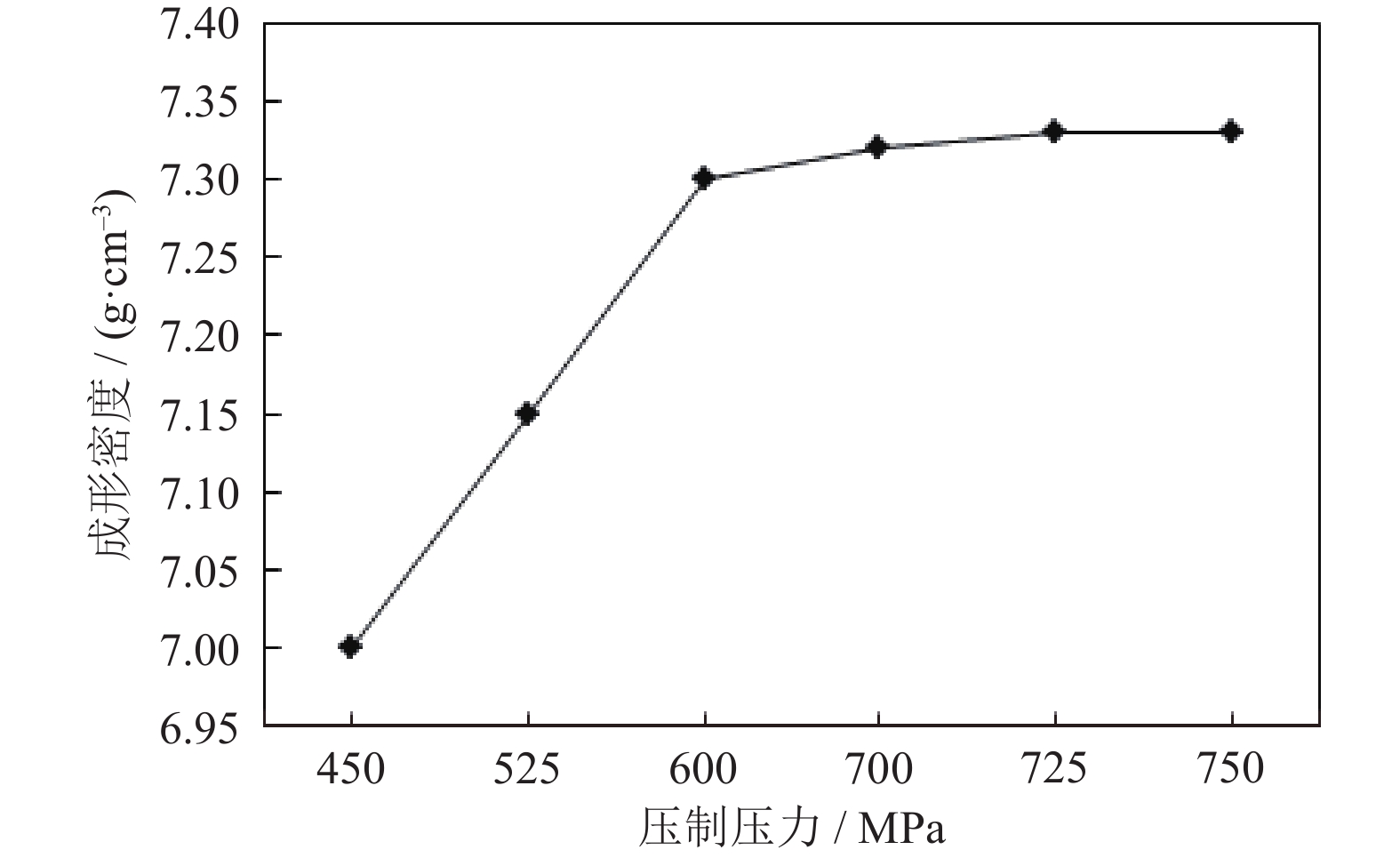
图 2 温压条件下FC0205粉体的压缩性能
Figure 2. Compressibility of the FC0205 powders by warm compaction

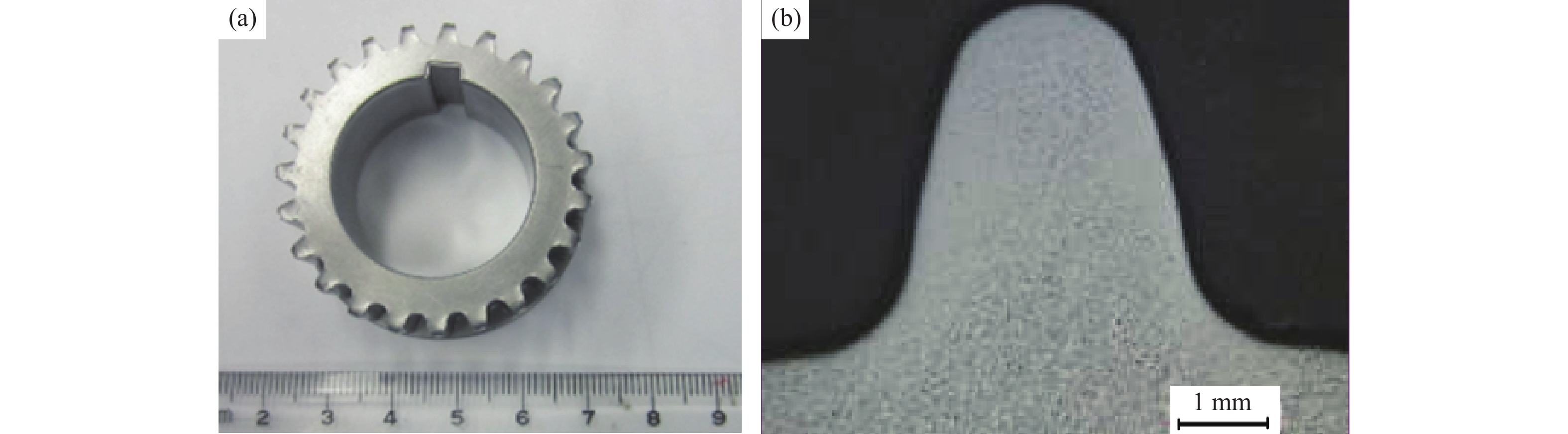
图 3 温模压制生产的齿轮(a)和对应的显微组织结构(b)
Figure 3. Sintered clutch gears (a) and the corresponding microstructure (b) produced by warm die compaction

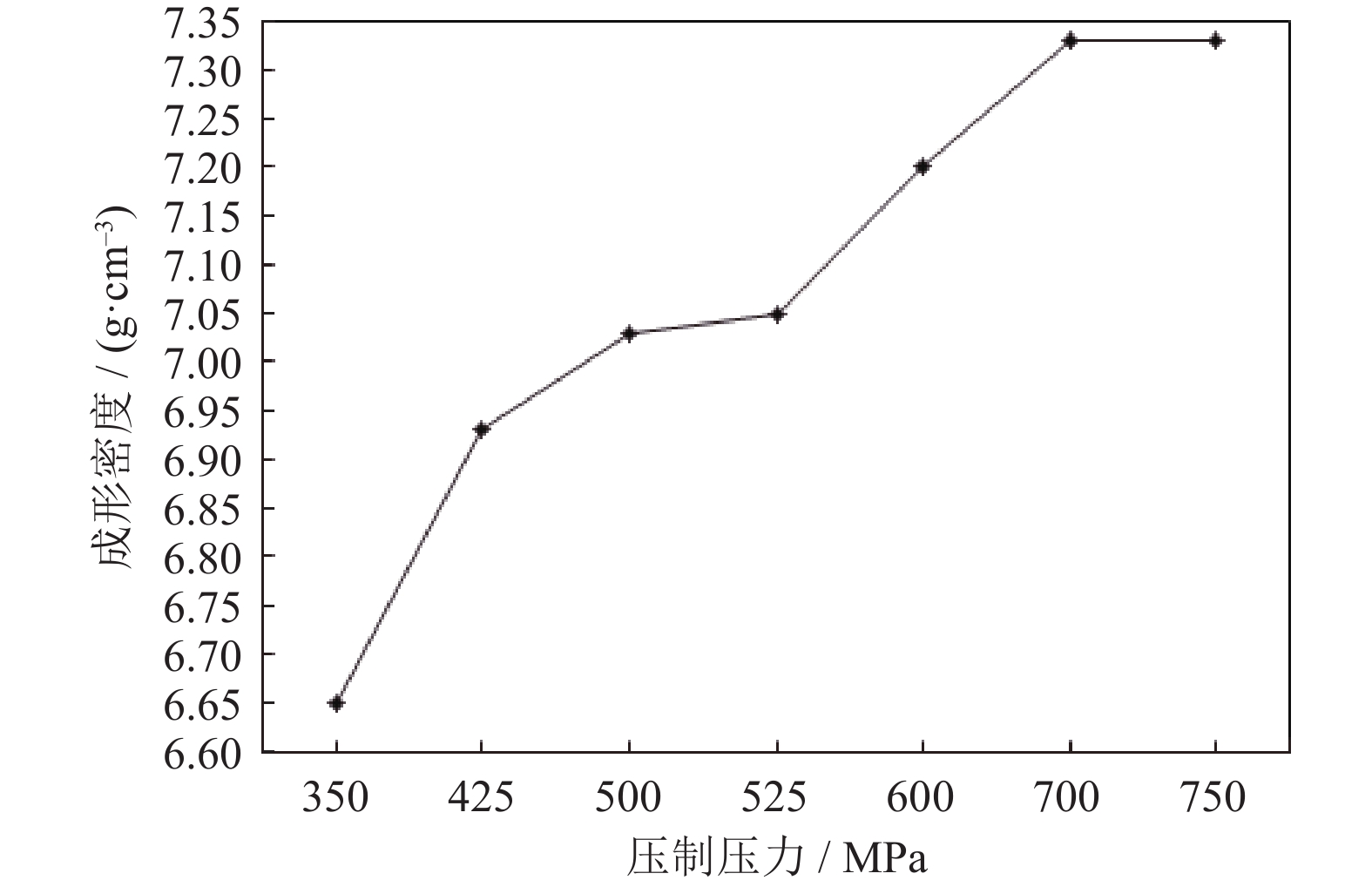
图 4 温模压制条件下FC0208粉体的压缩性能
Figure 4. Compressibility of the FC0208 powders by warm die compaction

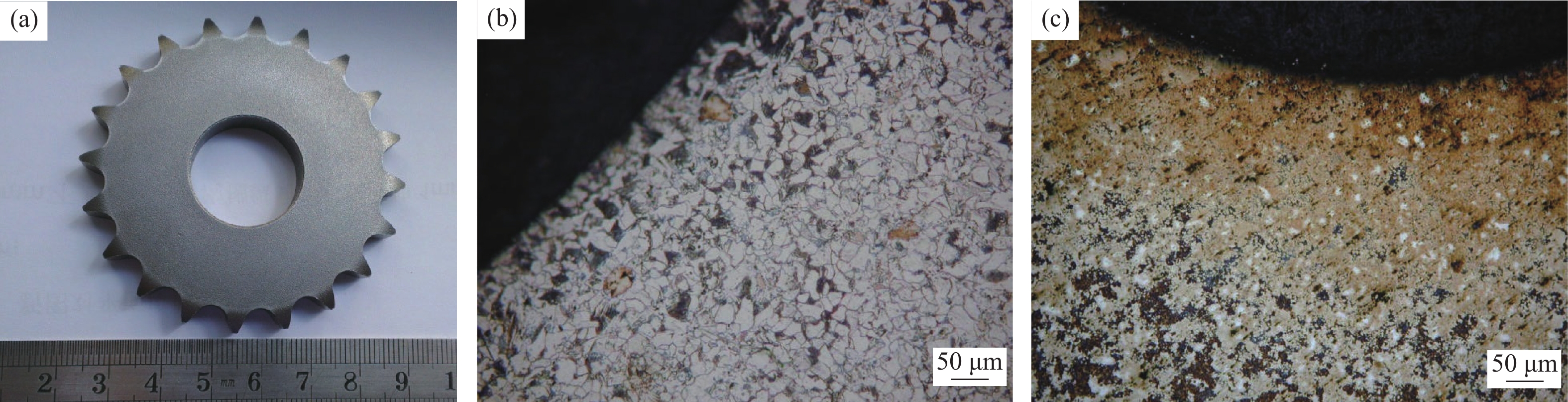
图 5 温压后复压复烧工艺生产的链轮及对应的微观组织:(a)链轮;(b)吸热性气氛复烧后组织;(c)吸热性气氛烧结后淬火件金相组织
Figure 5. Sintered sprockets and the corresponding microstructure by warm compaction and double press/double sinter: (a) sprockets; (b) microstructure after the resintering in endothermic atmosphere; (c) microstructure of the quenched parts after sintering in the endothermic atmosphere

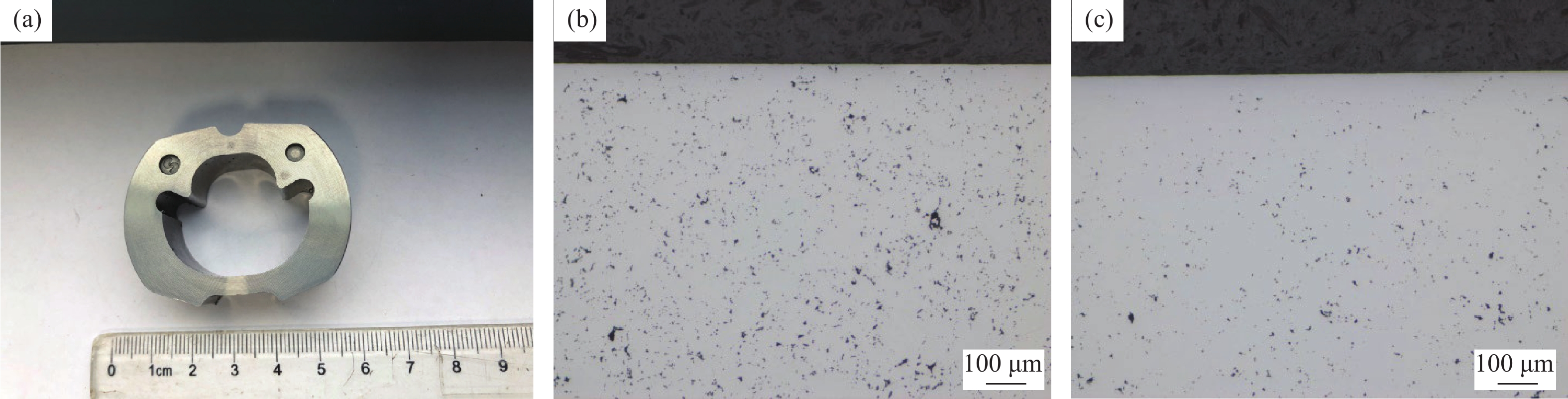
图 6 熔渗铜平衡块(a)及平衡块中的孔隙(b)
Figure 6. Infiltration copper counterbalance (a) and the porosity (b)

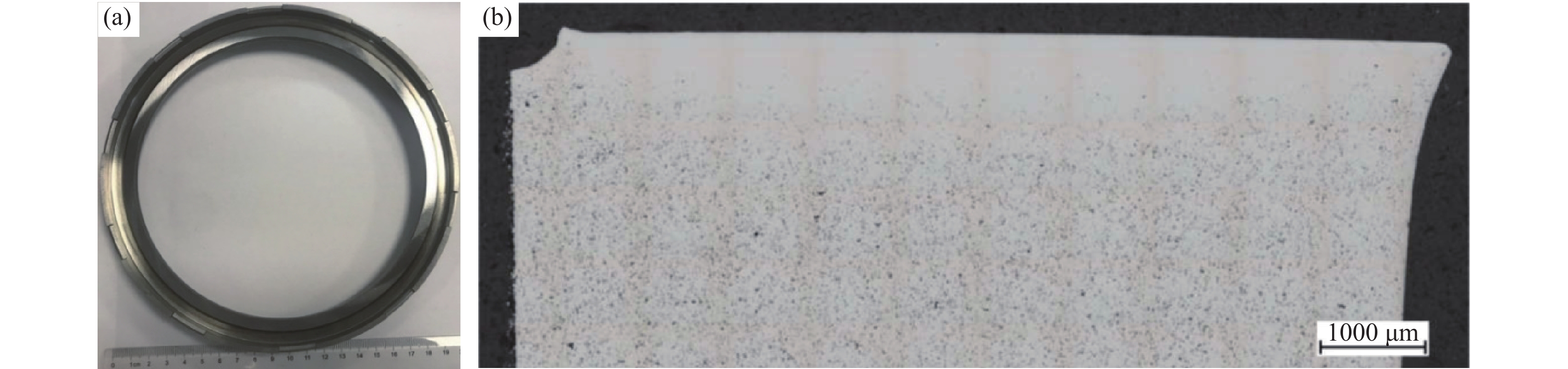
图 7 经表面(齿部)致密化后的凸轮轴链轮(a)和齿顶孔隙分布(b)
Figure 7. Sintered camshaft sprocket (a) and the pore distribution (b) of the tooth top after the surface densification

图 8 经过表面致密化的气动工具打击块以及致密化前后外表面孔隙分布:(a)经过表面致密化的打击块;(b)致密化前孔隙分布;(c)致密化后孔隙分布
Figure 8. Sintered hammer and the pore distribution in the outer surface before and after surface densification: (a) surface densification hammer; (b) pore distribution in the outer surface before surface densification; (c) pore distribution in the outer surface after surface densification

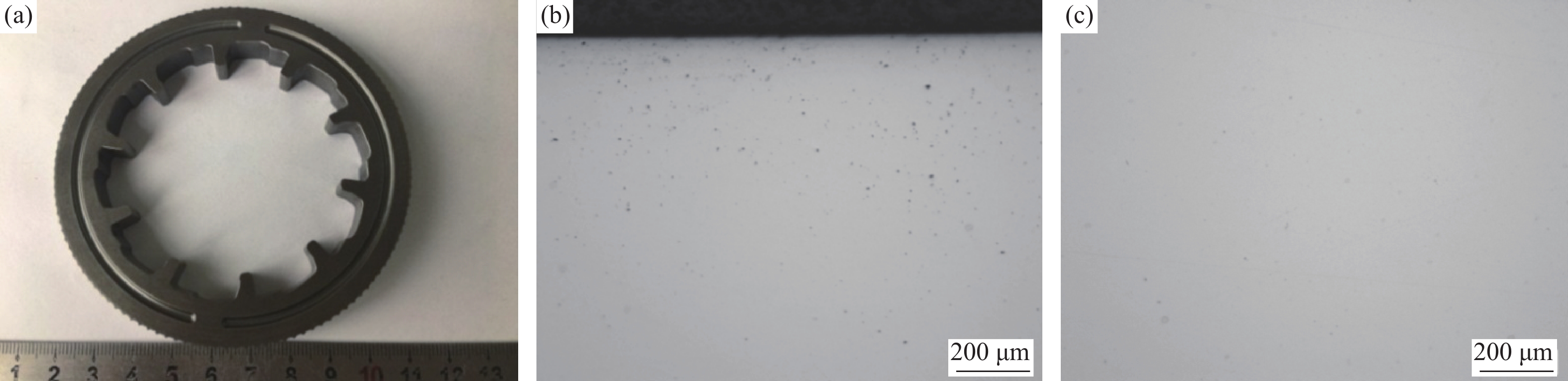
图 9 经端面致密化的单向离合器挡圈(a)及致密化后孔隙情况(b)
Figure 9. One way clutch retaining ring densified by end face (b) and the pore distribution after densification (b)
-
[1] Skoglund P, Kejzelman M, Hauer I. High density P/M components by high velocity compaction // PM2Tec 2002 World Congress. Orlando, 2002: 85 [2] Simchi A, Veltl G. Behaviour of metal powders during cold and warm compaction. Powder Metall, 2006, 49(3): 281 doi: 10.1179/174329006X110844 [3] Liu Z L, Li H H, Liu X Q, et al. Effect of warm compaction lubricant on the properties of Fe-based powder metallurgy materials. Mater Res Express, 2019, 6(4): 046534 doi: 10.1088/2053-1591/aafbfa [4] Nor S S M, Rahman M M, Tarlochan F, et al. The effect of lubrication in reducing net friction in warm powder compaction process. J Mater Proc Technol, 2008, 207(1-3): 118 doi: 10.1016/j.jmatprotec.2007.12.081 [5] Lu Y H, Ye X, Hu L, et al. Ultrasonic fatigue behavior of a Fe-based warm-compacted powder metallurgy material. Modern Phys Lett B, 2013, 27(19): 1341027 doi: 10.1142/S0217984913410273 [6] Han F L. Die wall lubrication and warm compaction: New manufacturing technology of high density and high strength powder metallurgy parts. Adv Mater Ind, 2007(1): 59 doi: 10.3969/j.issn.1008-892X.2007.01.021韩凤麟. 模壁润滑与温压技术—高密度与高强度粉末冶金零件制造新工艺. 新材料产业, 2007(1): 59 doi: 10.3969/j.issn.1008-892X.2007.01.021 [7] Li Y Y, Xiao Z Y, Chen W P, et al. Progress in high density powder metallurgy forming technology. Mater Sci Eng Powder Metall, 2005, 10(1): 1 doi: 10.3969/j.issn.1673-0224.2005.01.001李元元, 肖志瑜, 陈维平, 等. 粉末冶金高致密化成形技术的新进展. 粉末冶金材料科学与工程, 2005, 10(1): 1 doi: 10.3969/j.issn.1673-0224.2005.01.001 [8] Falleur G, Shah S, Hanejko F, et al. Production of high density PM automotive components utilizing advanced warm die compaction technology. Han F L Transl. Powder Metall Technol, 2017, 35(1): 73Falleur G, Shah S, Hanejko F, 等. 用先进的温模压制工艺生产高密度汽车零件. 韩凤麟 译. 粉末冶金技术, 2017, 35(1): 73 [9] Huang P Y. Theory of Powder Metallurgy. Beijing: Metallurgical Industry Press, 1997: 377黄培云. 粉末冶金原理. 北京: 冶金工业出版社, 1997: 377 [10] Linkon T M, Infiltration of iron powder compacts. Met Powder Rep, 1992, 47(2): 28 [11] Zhao Y, Peng J G, Chen D, et al. Research progress on the selective surface densification of iron-based materials, Powder Metall Technol, 2017, 35(6): 469赵妍, 彭景光, 陈迪, 等. 选择表面致密化铁基材料的研究进展. 粉末冶金技术, 2017, 35(6): 469 [12] Klocke F, Schroder T, Kauffmann P. Fundamental study of surface densification of PM gears by rolling using FE analysis. Prod Eng, 2007, 1(2): 113 doi: 10.1007/s11740-007-0006-z [13] Bengtsson S, Fordén L, Bergström M, et al. Surface densification of helical and spur gears. Qi J Z Transl. Powder Metall Technol, 2009, 27(1): 67Bengtsson S, Fordén L, Bergström M, 等. 螺旋齿轮与正齿轮的表面致密化. 亓家钟 译. 粉末冶金技术, 2009, 27(1): 67 [14] Bao C X, Cai L S, Zhan X J. A Preparation Method of Powder Metallurgy Hammer: China Patent, 201510393716.7. 2015-10-14包崇玺, 蔡立山, 詹学救. 一种粉末冶金打击块的制备方法: 中国专利, 201510393716.7. 2015-10-14 [15] Bao C X, Wang J S. A Manufacturing Method of Iron-based Powder Metallurgy Parts: China Patent, 201310353629. X. 2015-02-25包崇玺, 王劲松. 一种铁基粉末冶金零件的制造方法: 中国专利, 201310353629. X. 2015-02-25 [16] Adachi K, Fujiki A. Effect of electrostatic charged state on die-wall lubrication for powder metallurgy. J Jpn Soc Powder Powder Metall, 2016, 63(3): 93 doi: 10.2497/jjspm.63.93 [17] Ueda K, Machida T, Iwakiri M, et al. Optimization of die-wall lubrication compacting method of iron powder and static/kinetic friction analysis of ejection behavior. J Jpn Soc Powder Powder Metall, 2001, 48(10): 907 doi: 10.2497/jjspm.48.907 [18] Dos Santos D T, Zadra M, Girardini L, et al. Influence of die wall lubrication on tensile properties of high temperature sintered and sinterhardened low alloy steely. Powder Metall, 2020, 63(4): 268 doi: 10.1080/00325899.2020.1802895 [19] Ball W G, Hibner P F, Winger F W, et al. A new die wall lubrication system. Int J Powder Metall, 1997, 33(1): 23 [20] Tajima S, Hattori T, Kondoh M, et al. Properties of high density magnetic composite (HDMC) by warm compaction using die wall lubrication. Mater Trans, 2004, 45(6): 1891 doi: 10.2320/matertrans.45.1891 -

 下载:
下载:


 点击查看大图
点击查看大图
计量
- 文章访问数: 518
- HTML全文浏览量: 112
- PDF下载量: 85
- 被引次数: 0
