
Effect of hyperbranched polyester binders on properties of Fe–Fe3P bonding mixed powders
-
摘要:
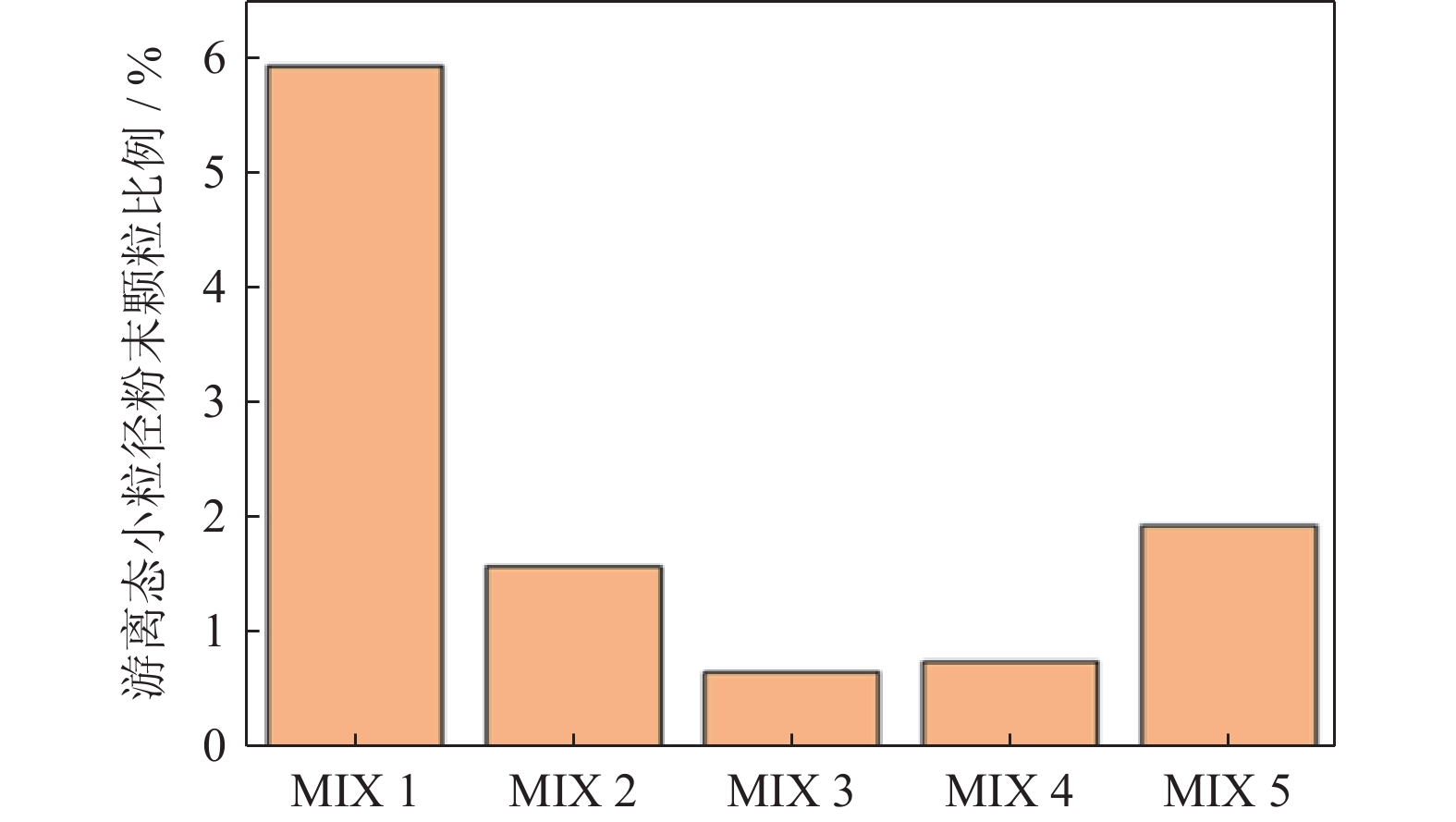
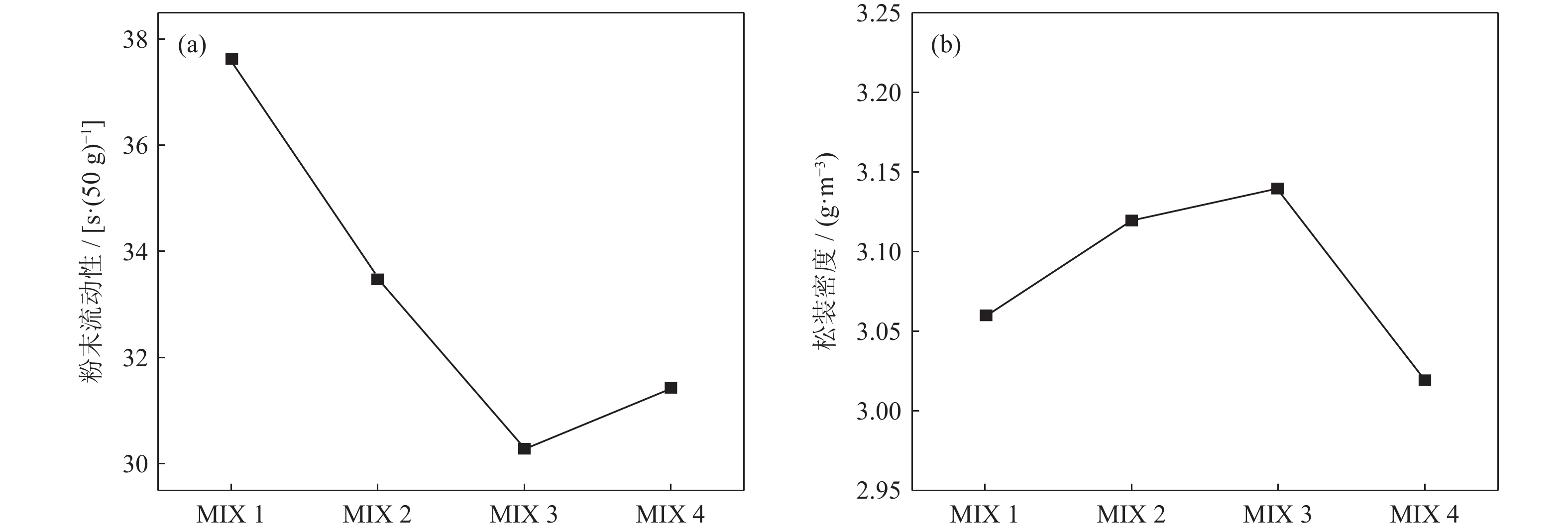
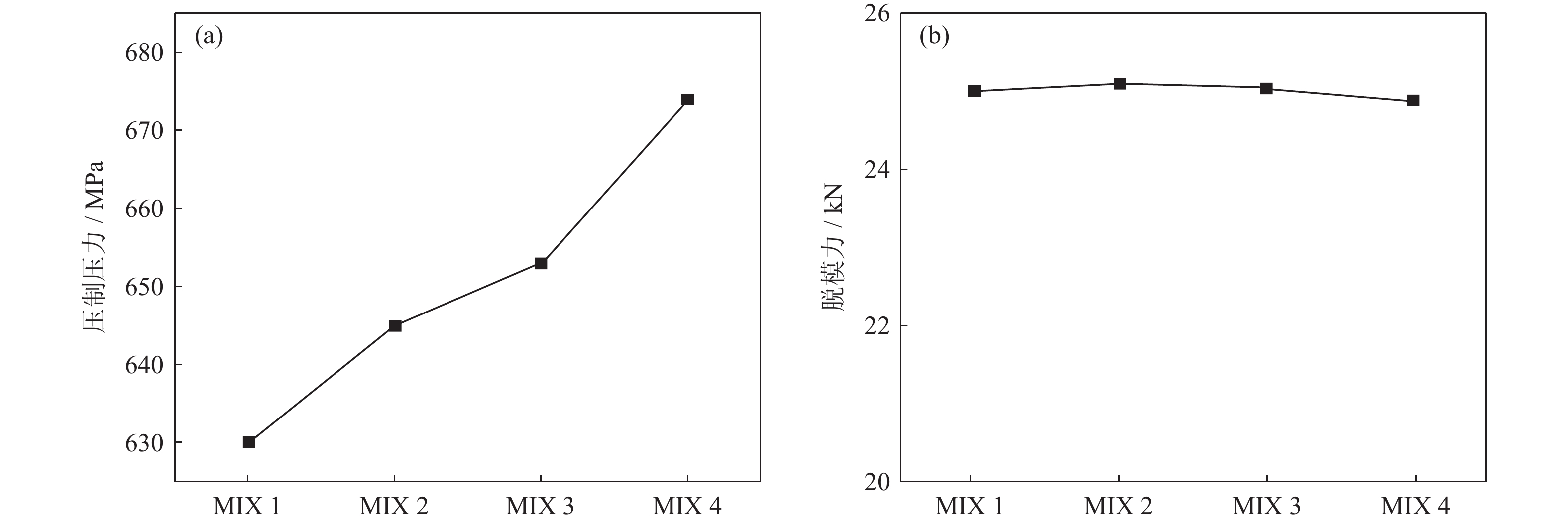
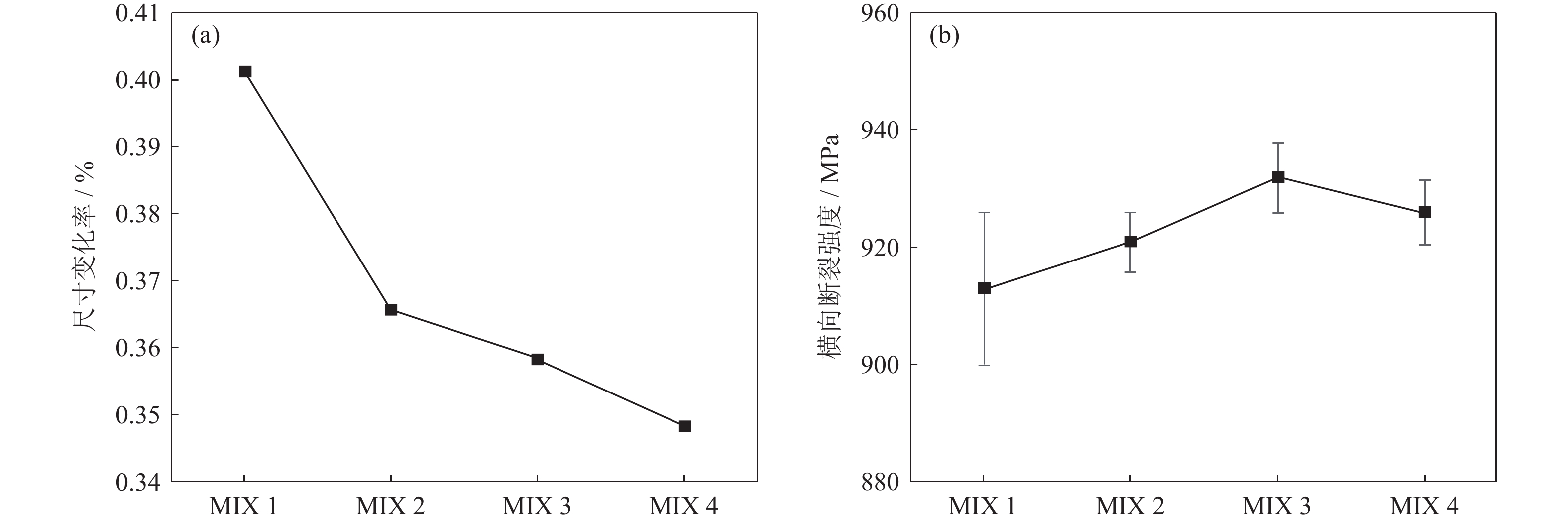
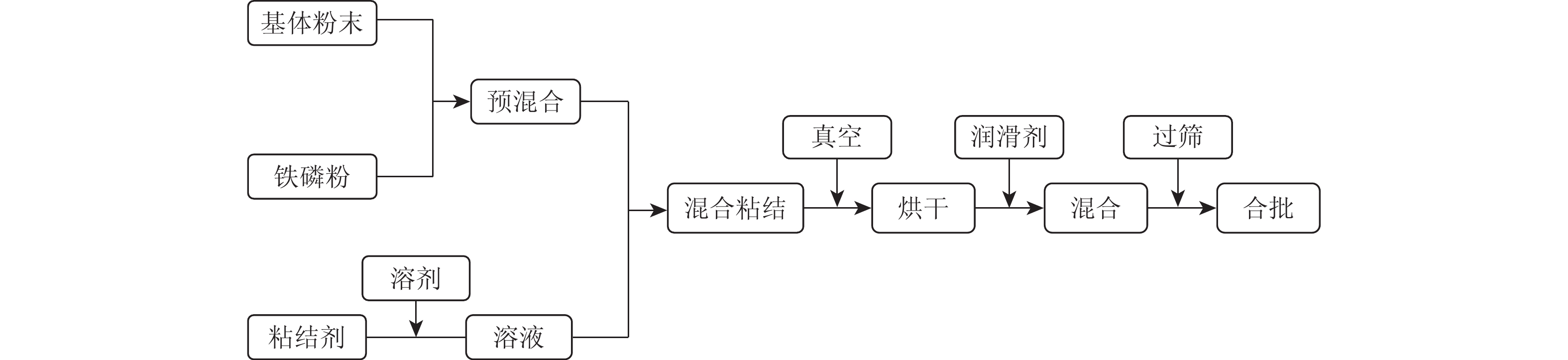
以超支化聚酯(hyperbranched polyester,HBP)作为粘结剂,制备了Fe–Fe3P粘结预混合粉末。通过扫描电镜观察粉末微观形貌,研究了超支化聚酯粘结剂含量(质量分数)对Fe–Fe3P混粉以及烧结产品性能的影响。结果表明:Fe−Fe3P粘结预混合粉末中粒径≤10 μm的小粒径粉末颗粒数(绝大多数为Fe3P粉)占粉末总颗粒数的比例为0.65%,远低于未粘结预混合粉末中小粒径粉末颗粒数占粉末总颗粒数的比例(5.93%),证明超支化聚酯可成功将小粒径的Fe3P粉末粘结到铁粉表面,有利于改善混合粉末中磷的均匀性和防止偏析。添加质量分数0.10%末端羟基超支化聚酯的Fe–Fe3P粘结预混合粉末具有最优的粉末流动性和松装密度;压制相同密度的Fe–Fe3P生坯,压制压力随超支化聚酯的质量分数的增加而增大;超支化聚酯粘结剂的添加可以降低烧结体烧结前后的尺寸变化率,提高烧结体横向断裂强度,同时在实际生产过程中也可以保持良好的粘结性能。
Abstract:Fe–Fe3P adhesive premixed powders were prepared by using hyperbranched polyester as the binders. The microstructure of the powders was observed by scanning electron microscope. The effect of hyperbranched polyester binder content (mass fraction) on the properties of the Fe−Fe3P powder mixture and the sintered products was studied. The results show that the proportion of small particle size powders with particle size ≤10 μm (mostly Fe3P powders) in the bonded mixed powders accounts for 0.65% of the total number of powder particles, which is significantly lower than that of the un-bonded mixed powders (5.93%). Hyperbranched polyester can successfully bond the Fe3P powders to the iron powder surface, which is beneficial to improve the uniformity of phosphorus in the mixed powders and prevent segregation. The Fe–Fe3P bonded mixed powders with 0.10% terminal hydroxyl hyperbranched polyester show the best powder fluidity and loose packing density. The pressing pressure of the Fe–Fe3P green billets with the same density increases with the increase of the mass fraction of hyperbranched polyester. The addition of hyperbranched polyester binder can reduce the size change rate of the sintered body before and after sintering, improve the transverse fracture strength of the sintered body, and maintain good bonding property in the actual production process.
-
流动温压工艺是在温压工艺的基础上,结合粉末注射成形工艺的优点而发展的一种近净成形技术[1–3]。粉末在温压状态下的流动性是获得高性能粉末冶金零件的关键因素,粉末中添加的黏结剂在加热条件下转变为黏流态,黏流态的黏结剂在压制力的作用下带动粉末流动,从而大大提高了粉末填充能力和成型性,因此流动温压工艺既具有温压工艺成形高密度零件的特点[4],又能像注射成形一样成形形状复杂的零件,是一项极具潜力的新技术[5]。
黏结剂一般由低分子物质、高分子物质及必要的添加剂组成,通常加入质量分数为1%~6%。虽然黏结剂的加入能够提高粉末的流动性,但烧结过程中,高分子黏结剂的分解会在烧结坯内部留下大量孔隙,孔隙的存在会降低零件烧结密度和力学性能,因此对脱脂工艺进行研究非常有必要[6]。流动温压工艺黏结剂用量远低于注射成形工艺,通常不需要专门的脱脂工序,直接采用热脱脂的方法可以实现脱脂、烧结一体化。目前对粉末热脱脂的研究多集中在注射成形上,赵利刚和周时宇等[7–8]研究认为只要脱除质量分数4%左右的黏结剂,试样中就会形成初始孔隙,随着新的孔隙在内表面不断形成,试样内部形成连通孔隙。李永,陈慧和郑军君等[9–11]发现流动温压工艺热脱脂关键在于控制低温阶段升温速度。
本文使用石蜡基聚合物作为铁基粉末流动温压工艺的黏结剂,采用热重分析法(thermogravimetric analysis,TGA)研究黏结剂在N2气氛下的脱脂过程,通过微分法计算脱脂反应动力学参数,确定热脱脂升温速率,制订合理的脱脂和烧结工艺。
1. 实验材料及方法
实验原料选用山东莱芜奥星生产的316L水雾化铁粉,混合金属粉末成分与粒度见表 1所示。采用石蜡基聚合物作为黏结剂,各组元熔点和成分见表 2。
表 1 实验用金属粉末的成分与粒度Table 1. Composition and particle sizes of the raw powders粉末 粒度/μm 质量分数/% 水雾化铁粉 ≤147 78.5 羟基铁粉 5 20.0 还原钼粉 ≤75 0.5 石墨粉 ≤75 1.0 表 2 黏结剂组元热解温度和成分Table 2. Thermal characteristic and composition of binder components组元 熔点/ ℃ 热分解温度/ ℃ 质量分数/ % 聚酰胺(PA) 170.6 316.6~500.5 65.0 聚乙烯蜡(PE) 113.1 192.3~480.9 17.5 普通石蜡(PW) 64.7 180.1~307.0 17.5 将金属粉末和黏结剂按各自成分混合好,再加入适量的溶剂,将黏结剂(质量分数6%)和金属粉末(质量分数94%)进行湿混,直到溶剂差不多完全挥发为止;将湿混后的粉末在50 ℃下干燥2 h,防止黏结剂固化;将干燥好的粉末研磨,过100目筛;将过筛后的预混合粉末再次混合1 h得到预混合粉末。利用十字腔模具在CMT 5105型万能材料拉伸机上将预混合粉末压制成十字生坯,压制温度163 ℃,压制速度250 mm/min,压制压力600 MPa。
利用Netszh STA449热分析仪对生坯试样和纯黏结剂体系分别进行热重分析,得到相应的热重–微商热重曲线(thermogravimetry–derivative thermogravimetry,TG–DTG);采用排水法来测定试样生坯和烧结坯密度;烧结收缩率根据国家标准GB/T5159-1985计算;利用光学显微镜进行微观结构分析,试样观察面选择与压制方向垂直的表面。
2. 结果与讨论
2.1 脱脂过程失重分析
对纯黏结剂和生坯进行热重分析,升温速率分别为2、5、8、11 ℃·min-1,得到相应的热重曲线如图 1所示。图 1(a)是纯黏结剂在升温速率为11 ℃·min-1下的热重曲线,可以观察到曲线明显分为两个失重阶段,第1阶段是140~340 ℃,失重率为30.28%,对应的是低熔点石蜡和部分聚乙烯蜡的分解;第2段的热解区间为340~480 ℃,主要是高熔点组元聚酰胺以及部分聚乙烯蜡的分解,其失重率为66.33%。分析可见,纯黏结剂失重区间主要集中在高温脱脂段,低温脱脂段组元失重少,分解平缓,分解温度区间大。这种特点有利于保持脱脂坯形状,较少或不产生脱脂缺陷。
![]() 图 1 热重–微商热重分析曲线:(a)纯黏结剂;(b)含质量分数6%黏结剂的生坯Figure 1. TG–DTG curves: (a) binder; (b) green compaction with 6% binder by mass
图 1 热重–微商热重分析曲线:(a)纯黏结剂;(b)含质量分数6%黏结剂的生坯Figure 1. TG–DTG curves: (a) binder; (b) green compaction with 6% binder by mass图 1(b)是添加质量分数6%黏结剂的生坯在升温速率为11 ℃·min-1下热重曲线,与纯黏结剂热重曲线比较可见,生坯曲线的失重比较平稳,有利于控制缺陷的产生。生坯最大失重速率出现在400 ℃附近,与其对应的纯黏结剂的最大失重速率出现在460 ℃附近,大约提前了60 ℃。这种差异起因于生坯中金属粉末的加入有效降低了黏结剂分子间的联结程度,起到了分散、隔离与催化的作用,使得生坯黏结剂的脱除通道较纯黏结剂更为畅通。
2.2 热重曲线动力学分析
对生坯不同升温速率下的热重曲线进行一阶微分处理,可以得到相应的微商热重(derivative thermogravimetry,DTG)曲线,如图 2示。微商热重曲线反映了脱脂速率的瞬时变化情况,随着升温速率的增加,相应的瞬时脱脂速率上升,曲线峰谷向高温方向移动,但曲线的形状没有发生变化,且每条曲线都有两个峰谷对应两个分解阶段。
![]() 图 2 不同升温速率下生坯的微商热重曲线Figure 2. DTG curves of green compaction at different heating rates
图 2 不同升温速率下生坯的微商热重曲线Figure 2. DTG curves of green compaction at different heating rates脱脂过程可以看作是聚合物热解反应气体逸出的过程,同时生坯的内部质量和传热可以忽略不计。一般反应速率微分方程如式(1)所示[12]。
$$\frac{{{\rm{d}}\alpha }}{{{\rm{d}}t}} = f(\alpha ) \cdot k(T)$$ (1) 式中:f(α)为机理函数的微分形式,α为转化率,t为时间,T为温度,k(T)为温度T下的反应速率常数。
根据阿累尼乌斯方程(Arrhenius)得出金属坯体脱脂反应速率方程,如式(2)所示[13]。
$$ k(T) = A \cdot \exp \left( { - E/RT} \right) $$ (2) 式中:A为指数前因子(频率因子),min-1;Ea为激活能,kJ·mol-1;R为普适气体常数,R = 8.314 [J·(mol·K)-1]。
由式(1)与式(2)结合Coats–Redfren方法[14–15]得出金属坯体脱脂反应动力学方程,如式(3)所示。
$$\ln \left[ {k(T)} \right] = \ln \left( {\frac{{AR}}{{\beta {E_{\rm{a}}}}}} \right) - \frac{{{E_{\rm{a}}}}}{{RT}}$$ (3) 式中:β为升温速率,℃·min-1,实验中为常数。
图 2为不同升温速率下生坯的微商热重曲线,有图可知,瞬时脱脂速率波动较大的区域对应两个分解阶段:第1阶段470~660 ℃(低温阶段),对应着普通石蜡的分解;第2阶段660~760 ℃(高温阶段),对应着高分子组元的分解。利用作图法分别得到两区域不同速率下的ln[k(T)]–T-1关系曲线,如图 3所示,通过拟合直线的截距和斜率可以计算得到指前因子(A)、激活能(Ea)以及拟合系数(r2),结果见表 3所示。
![]() 图 3 Arrhenius方程ln[k(T)]与T-1关系:(a)第1阶段470~660 ℃;(b)第2阶段660~760 ℃Figure 3. Plot of ln[k(T)] and T-1: (a) 470~660 ℃ in stage 1; (b) 660~760 ℃ in stage 2表 3 生坯脱脂过程动力学参数Table 3. Kinetic parameters of green compact with diffeent heating rates
图 3 Arrhenius方程ln[k(T)]与T-1关系:(a)第1阶段470~660 ℃;(b)第2阶段660~760 ℃Figure 3. Plot of ln[k(T)] and T-1: (a) 470~660 ℃ in stage 1; (b) 660~760 ℃ in stage 2表 3 生坯脱脂过程动力学参数Table 3. Kinetic parameters of green compact with diffeent heating rates热解阶段 升温速率,β/(℃·min-1) 激活能,Ea/(kJ·mol-1) 指前因子,A / min-1 拟合系数,r2 第1阶段(低温阶段) 2 44.3 5.82×106 0.9954 5 31.3 0.96×106 0.9970 8 34.8 3.23×106 0.9916 11 31.6 1.94×106 0.9954 第2阶段(高温阶段) 5 56.3 1.45×108 0.9914 8 70.2 4.65×109 0.9937 11 72.7 1.14×1010 0.9938 从表 3可以看出,激活能在31.3~72.7 kJ·mol-1范围内,指前因子在0.96×106~1.14×1010 min-1。脱脂第1阶段的激活能整体上低于第2阶段,说明低分子组元更易脱除,故应严格控制升温速率,避免低分子组元脱除过快而产生大量气体形成鼓泡等缺陷。激活能随指前因子的增加而增加,表明反应对温度比较敏感[16]。
2.3 脱脂工艺优化
流动温压工艺的脱脂与烧结是一起进行的,本文仅探讨脱脂环节。保证脱脂质量的关键是控制第1阶段的升温速率,第1阶段低分子组元的脱除速率太快,通过蒸发、分解产生的气体无法及时从坯块内排出,当气体膨胀产生的力大于粉末颗粒之间的结合力时,就会导致缺陷的产生,图 4所示为脱脂坯出现的开裂、鼓泡等典型脱脂缺陷。根据表 3中生坯脱脂过程动力学参数,确定合理的热脱脂升温速率,改进脱脂工艺,图 5是优化后的脱脂工艺曲线。
2.4 试样烧结前后相关性能测试
在氮气气氛下采用优化后的热脱脂工艺对试样进行脱脂,然后在1300 ℃烧结1 h,随后冷却至室温得到完整烧结坯。测量和计算得到生坯密度、烧结坯密度和烧结收缩率,结果如表 4所示。由表 4可知,生坯经烧结后密度提高,存在一定的烧结收缩现象,且试样横向尺寸的烧结收缩率略大于轴向尺寸的烧结收缩率。烧结坯轴向部分受竖直方向压制力直接作用于粉末形成,横向部分是依靠粉末的流动挤压而形成的。随着压制力逐渐增大,轴向部分粉末发生机械咬合,如果粉末流动性不够理想,传递到横向部分的压力甚少,粉末无法充分变形,坯体内部存在较多孔洞,导致在烧结过程中横向部分有较大的收缩空间,且横向部分烧结后的孔隙数量比轴向部分多,如图 6烧结坯轴向上端和横向左端金相组织所示。利用线切割将试样切开分别测量各部分密度,结果如图 7所示,轴向部分的整体密度要高于横向部分,横向部位左右端密度最低。这与横向部分组织中含有较多的孔隙有关,可以通过适当提高黏结剂质量分数和粉末流动性来改善整体烧结密度。
表 4 生坯密度、烧结坯密度和烧结收缩率Table 4. Green density, sintered part density, and sintered part shrinkages生坯密度/ (g·cm-3) 烧结密度/ (g·cm-3) 烧结收缩率/% 轴向方向 轴向直径 横向方向 横向直径 5.971 6.720 -5.83 -0.27 -6.10 -0.31 ![]() 图 6 烧结坯不同部位金相组织:(a)轴向上端;(b)横向左端Figure 6. Microstructures of sintered parts at different location: (a) axial upper-side; (b) lateral left-side
图 6 烧结坯不同部位金相组织:(a)轴向上端;(b)横向左端Figure 6. Microstructures of sintered parts at different location: (a) axial upper-side; (b) lateral left-side![]() 图 7 烧结坯的密度分布(单位:g·cm-3)Figure 7. Density distribution of sintered parts (unit in g·cm-3)
图 7 烧结坯的密度分布(单位:g·cm-3)Figure 7. Density distribution of sintered parts (unit in g·cm-3)3. 结论
(1)黏结剂热重分析表明,脱脂过程分为两个明显阶段:第1阶段470~660 ℃(低温阶段),对应着普通石蜡的分解;第2阶段660~760 ℃(高温阶段),对应着高分子组元的分解
(2)采用微分法计算脱脂过程动力学相关参数,建立脱脂过程动力学机理方程。结果表明,激活能在31.3~72.7 kJ·mol-1范围内,指前因子在0.96×106~1.14×1010 min-1;脱脂过程第1阶段的激活能整体上低于第2阶段,由此可得,保证脱脂质量的关键是控制第1阶段的升温速率。
(3)根据生坯脱脂过程动力学参数,经反复试验确定得到最佳脱脂工艺:室温~340 ℃,升温速率2 ℃/min,保温30 min;340~500 ℃,升温速率4 ℃/min,保温60 min,随后进入烧结环节。
(4)生坯经烧结后密度整体提高,且试样横向尺寸的烧结收缩率略大于轴向尺寸烧结收缩率。试样烧结坯横向部分的整体密度要低于轴向部分,横向部位左右端密度最低,微观组织呈现较多孔隙。
-
![]()
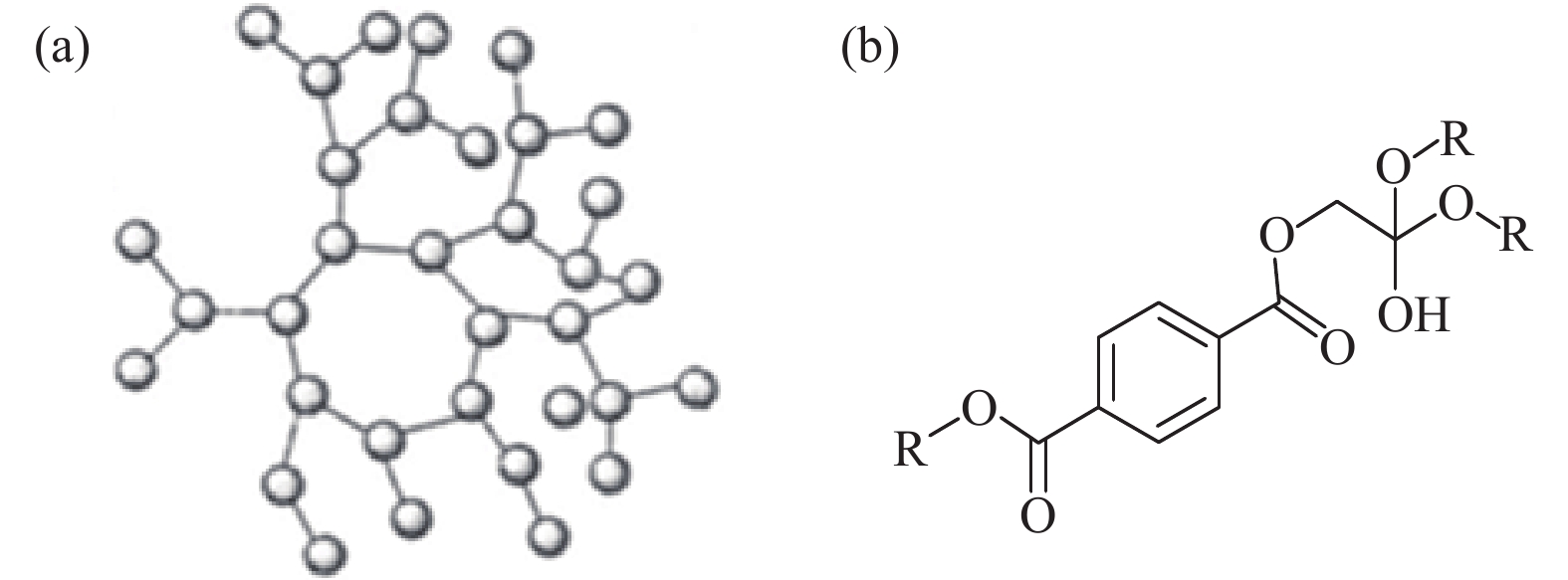
图 2 超支化聚酯结构(a)和重复单元结构(b)示意图
Figure 2. Schematic diagram of the hyperbranched polyester structure (a) and the repetitive unit structure (b)
![]()
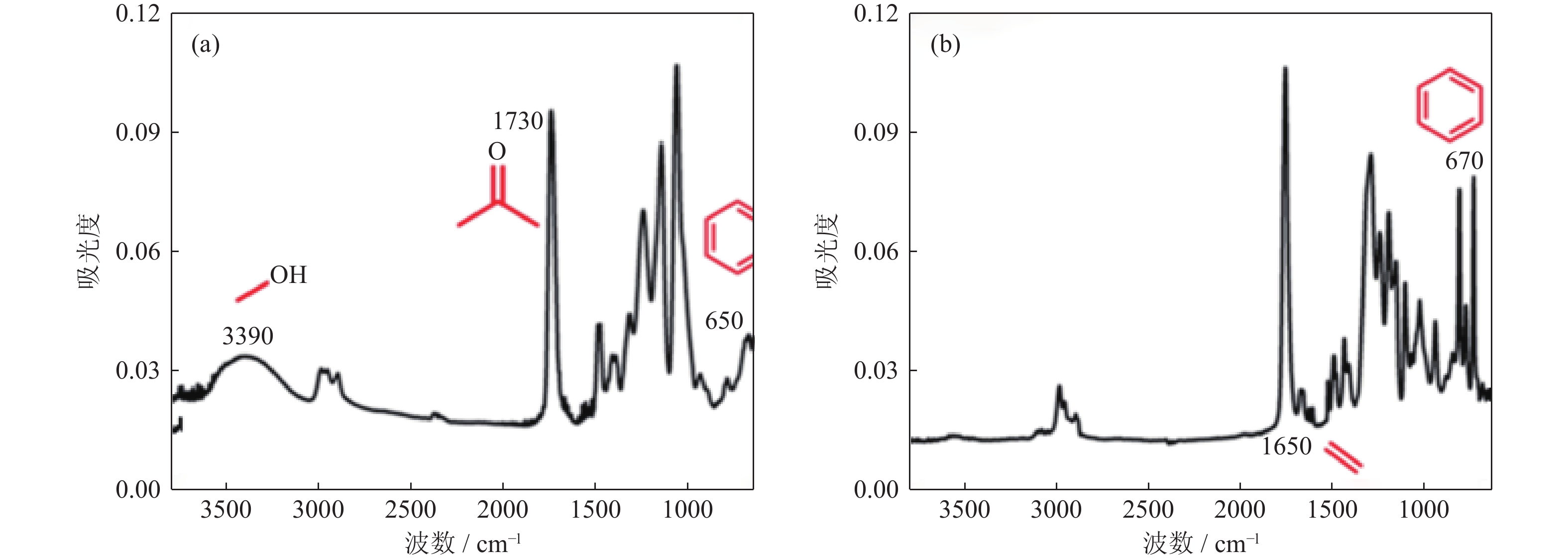
图 3 超支化聚酯红外谱图:(a)HBP1;(b)HBP2
Figure 3. Infrared spectra of the hyperbranched polyester: (a) HBP1; (b)HBP2
![]()
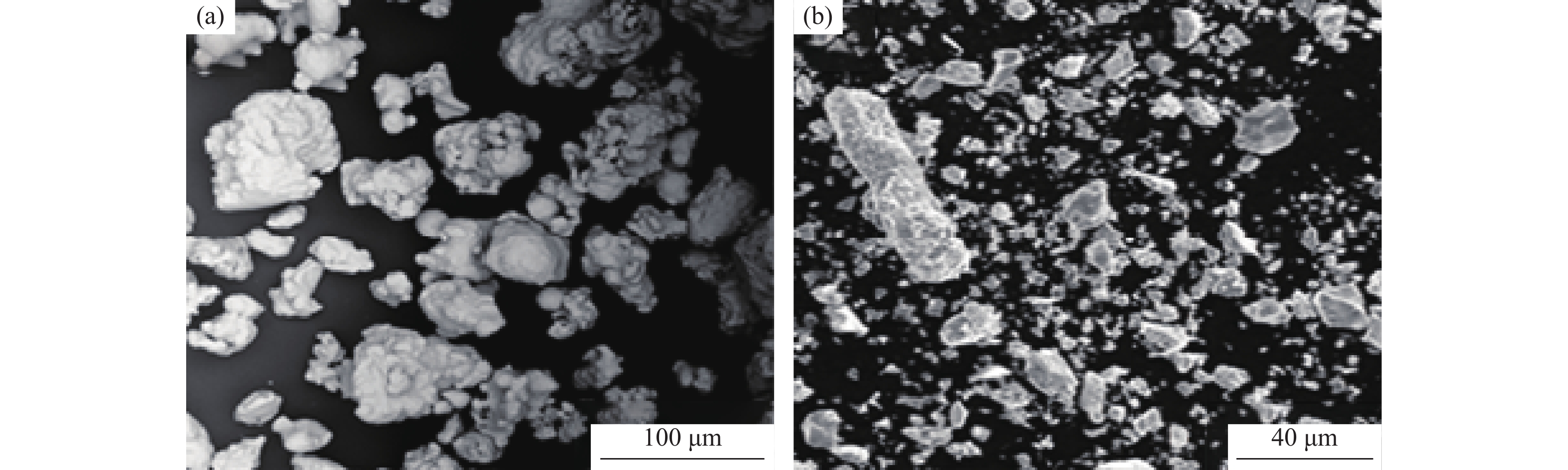
图 4 原料粉末扫描电子显微形貌:(a)铁粉;(b)磷铁粉
Figure 4. Microstructure of the iron-based powders (a) and iron phosphate powders (b)
![]()
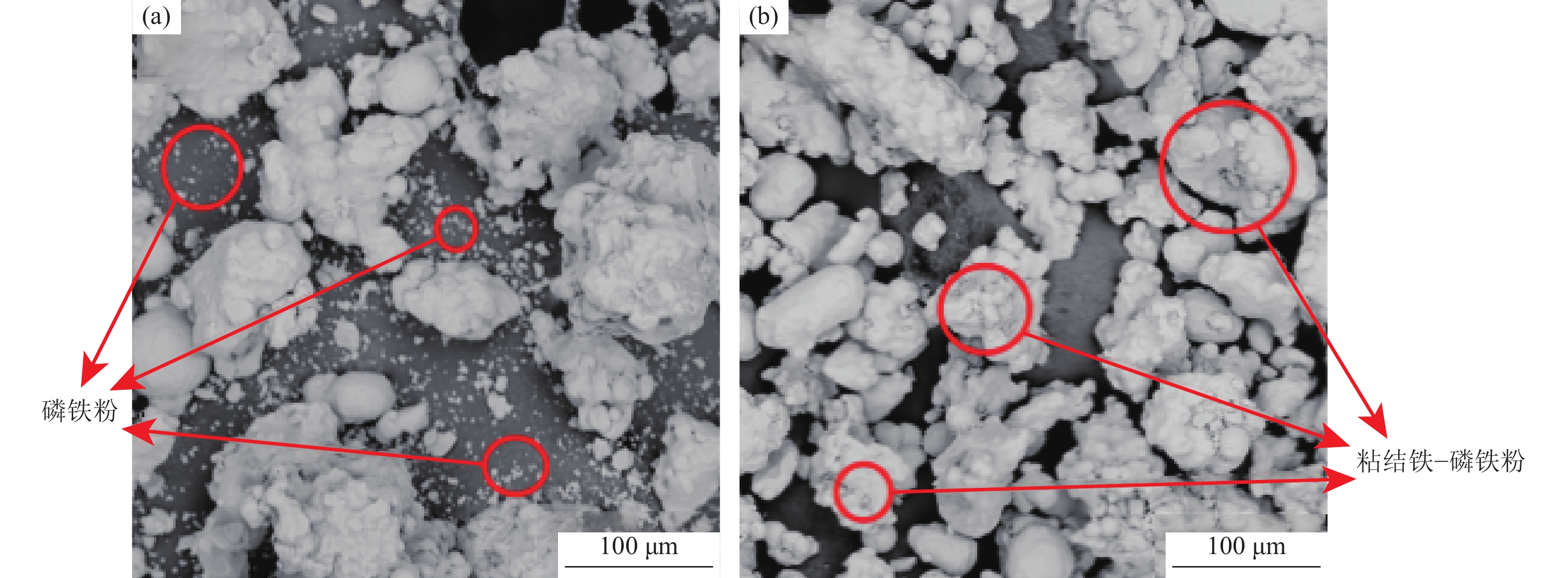
图 5 混合粉末显微结构:(a)普通混粉;(b)粘结混粉
Figure 5. Microstructure of the mixed powders: (a) plain mixed powders; (b) mixed powder with binders
![]()
图 6 普通混粉和添加不同粘结剂的混粉中游离态小粒径粉末颗粒比例
Figure 6. Proportion of free small particle size powders in the plain mixed powders and the mixed powders with different binders
![]()
图 7 粘结剂含量(质量分数)对粘结混合粉末流动性(a)和松装密度(b)的影响
Figure 7. Effect of binder contents (mass fraction) on the flowability (a) and apparent density (b) of the mixed powders
![]()
图 8 压制相同密度生坯所需压制压力(a)和生坯脱模力(b)
Figure 8. Pressing pressure (a) and stripping force (b) required for pressing green billets of the same density
![]()
图 9 普通混粉和粘结预混合粉末烧结后尺寸变化率(a)和横向断裂强度(b)
Figure 9. Size change rate (a) and transverse fracture strength (b) of the mixed powders after sintering
![]()
图 10 生产验证产品及不同混粉产品压溃后的状态:(a)生产验证产品;(b)MIX3混粉;(c)MIX1混粉
Figure 10. Validation products prepared by different mixed powders and the state of products after crushing: (a) the validation product; (b) MIX3; (c) MIX1
表 1 实验原料粉末粒径分布
Table 1 Particle size distribution of the test powders
粉体 小粒径粉末(粒径≤10 μm)比例 / % D10 / μm D50 / μm D90 / μm 铁粉 ≤0.01 38.48 82.74 156.19 磷铁粉 78.96 1.15 4.85 12.10  下载: 导出CSV
下载: 导出CSV
表 2 混合粉成分组成(质量分数)
Table 2 Composition of the mixed powders
% 粉体编号 Fe3P HBP1 HBP2 Fe粉 MIX1 2.85 — — 余量 MIX2 2.85 0.05 — 余量 MIX3 2.85 0.10 — 余量 MIX4 2.85 0.20 — 余量 MIX5 2.85 — 0.10 余量
下载: 导出CSV
-
[1] 刘增林, 韩伟, 王彦康, 等. 陶瓷颗粒增强扩散合金化钢复合材料的微观结构和力学性能. 粉末冶金技术, 2022, 40(6): 527 Liu Z L, Han W, Wang Y K, et al. Microstructure and mechanical properties of diffusion alloyed steel composites reinforced by ceramic particles. Powder Metall Technol, 2022, 40(6): 527
[2] Shadangi Y, Chattopadhyay K, Mukhopadhyay N K. Powder metallurgical processing of Al matrix composite reinforced with AlSiCrMnFeNiCu high-entropy alloys: Microstructure, thermal stability, and microhardness. J Mater Res, 2023, 38(1): 248 DOI: 10.1557/s43578-022-00866-x
[3] 陆宇衡. 高性能铁基粉末冶金烧结材料制备、性能及超声疲劳行为研究[学位论文]. 广州: 华南理工大学, 2014 Lu Y H. Study on the Preparation, Property and Ultrasonic Fatigue Behavior of High-performance Iron-Based Powder Metallurgy Sintered Material [Dissertation]. Guangzhou: South China University of Technology, 2014
[4] 尹利广, 尹延国, 张国涛, 等. Ni、P元素对于铁基粉末冶金材料力学性能的影响. 粉末冶金技术, 2014, 32(4): 254 Yin L G, Yin Y G, Zhang G T, et al. The influence of Ni and P on the mechanical properties of iron-based power metallurgy material. Powder Metall Technol, 2014, 32(4): 254
[5] Qin Q, Yang F, Chen C G, et al. Performance improvement and microstructure evolution of powder metallurgy high silicon steel with phosphorus addition. Powder Metall, 2023, 66(1): 43 DOI: 10.1080/00325899.2022.2080156
[6] 吕威, 王天国, 华建杰. 添加Cu3P对铁基粉末冶金气门导管材料组织与力学性能的影响. 粉末冶金工业, 2023, 33(6): 81 Lü W, Wang T G, Hua J J. Effect of adding Cu3P on the microstructure and mechanical properties of iron-based powder metallurgy valve guide materials. Powder Metall Ind, 2022, 33(6): 81
[7] 苏柏万. 磷、硼对铁基粉末冶金材料摩擦磨损特性的影响[学位论文]. 合肥: 合肥工业大学, 2014 Su B W. Influence of Phosphorous and Boron on the Tribological Properties of PM Iron-Based Sintered Materials [Dissertation]. Hefei: Hefei University of Technology, 2014
[8] 杨旸, 侯成, 江心白, 等. 铁基材料除磷性能及影响因素研究进展. 离子交换与吸附, 2024, 40(1): 61 Yang Y, Hou C, Jiang X B, et al. Progress on phosphorus removal by Fe-based materials: performance and influencing factors. Ion Exch Adsorpt, 2024, 40(1): 61
[9] 谢文才. 硼、磷对镍铁基熔敷金属微观组织及蠕变性能的影响研究[学位论文]. 合肥: 中国科学技术大学, 2022 Xie W C. Study on the Effect of B and P on the Microstructure and Creep Property of Ni−Fe Based Weld Metal [Dissertation]. Hefei: University of Science and Technology of China, 2022
[10] 苏凤戈, 郑卓, 汪志荣. 一种混合粉末用粘结剂的研发. 粉末冶金工业, 2019, 29(3): 73 Su F G, Zheng Z, Wang Z R. Research and development of a type of binder for premix powder. Powder Metall Ind, 2019, 29(3): 73
[11] 尤力, 刘艳军, 潘宇, 等. 粉末注射成形钛合金粘结剂体系的研究进展. 粉末冶金技术, 2021, 39(6): 563 You L, Liu Y Y, Pan Y, et al. Research progress of titanium alloy binder system for powder injection molding. Powder Metall Technol, 2021, 39(6): 563
[12] 李霆, 宫本奎. 混料工艺对预混合铁粉质量的影响. 金属功能材料, 2018, 25(1): 43 DOI: 10.15407/fm25.01.043 Li T, Gong B K. Effect of premixed iron powder on mixing process. Metall Funct Mater, 2018, 25(1): 43 DOI: 10.15407/fm25.01.043
[13] Engstrom U F I. Homogeneous Iron Based Powder Mixtures Free of Segregation: US Patent, 4483905A. 1984-11-20
[14] Satoshi U, Yukiko O. Iron-Based Powders for Powder Metallurgy: US Patent, 20020029657A1. 2002-03-14
[15] Satoshi U, Junichi O, Akio S. Iron-Based Mixed Powder for Powder Metallurgy and Iron-Based Sintered Compact: US Patent, 20030075016A1. 2003-04-24
[16] 詹宁宁, 张丽锋, 赵新星, 等. 超支化聚合物的合成及应用. 材料导报, 2021, 35(增刊2): 616 Zhan N N, Zhang L F, Zhao X X, et al. Synthesis and application of hyperbranched polymers. Mater Rep, 2021, 35(Suppl 2): 616
[17] Chen S F, Xu Z J, Zhang D H. Synthesis and application of epoxy-ended hyperbranched polymers. Chem Eng J, 2018, 11(343): 283
[18] Chen Y S, Wang L, Yu H J, et al. Synthesis and application of polyethylene-based functionalized hyperbranched polymers. Prog Polym Sci, 2015, 45(7): 23
[19] Bhutra K, Datta S, More A P. A comprehensive review on biobased hyperbranched polymers. Polym Bulletin, 2024, 81(14): 12287 DOI: 10.1007/s00289-024-05293-y
[20] 贾园, 刘茜, 杨菊香, 等. AIE型超支化聚合物的研究进展. 功能材料, 2022, 53(12): 12039 DOI: 10.3969/j.issn.1001-9731.2022.12.006 Jia Y, Liu X, Yang J X, et al. Research progress of AIE hyperbranched polymers. J Funct Mater, 2022, 53(12): 12039 DOI: 10.3969/j.issn.1001-9731.2022.12.006
[21] 梁晟源, 蒙业云, 陈力, 等. 超支化聚合物在涂料领域应用的研究进展. 上海涂料, 2022, 60(5): 35 Liang S Y, Meng Y Y, Chen L, et al. Research progress in application of hyperbranched polymers in coatings. Shanghai Coat, 2022, 60(5): 35
[22] Chi W W, Yuan W, Du J, et al. Construction of functional hyperbranched poly(phenyltriazolylcarboxylate)s by metal-free phenylpropiolate-azide polycycloadditon. Macromol Rapid Commun, 2018, 39(24): 1800604 DOI: 10.1002/marc.201800604
[23] Selianitis D, Katifelis H, Gazouli M, et al. Novel multi-responsive hyperbranched polyelectrolyte polyplexes as potential gene delivery vectors. Pharmaceutics, 2023, 15(6): 1627 DOI: 10.3390/pharmaceutics15061627
[24] 陈国明. 超支化聚酯改性不锈钢粉末及注射成型喂料[学位论文]. 合肥: 合肥工业大学, 2022 Chen G M. The Stainless Steel Powders Modified by Hyperbranched Polyesters and the Feedstocks for Injection Molding [Dissertation]. Hefei: Hefei University of Technology, 2022








计量
- 文章访问数: 697
- HTML全文浏览量: 4
- PDF下载量: 19
